SLM of AlSi10Mg Thin Walls: Mechanical Behavior Study
advertisement

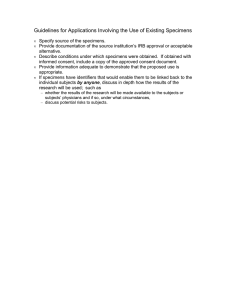
Journal of Manufacturing Processes 66 (2021) 269–280 Contents lists available at ScienceDirect Journal of Manufacturing Processes journal homepage: www.elsevier.com/locate/manpro Investigation for macro mechanical behavior explicitly for thin-walled parts of AlSi10Mg alloy using selective laser melting technique Yingfeng Zhang a, *, Arfan Majeed a, Muhammad Muzamil b, Jingxiang Lv c, Tao Peng d, Vivek Patel e a Key Laboratory of Industrial Engineering and Intelligent Manufacturing, Ministry of Industry and Information Technology, School of Mechanical Engineering, Northwestern Polytechnical University, Shaanxi, China Mechanical Engineering Department, NED University of Engineering and Technology, Karachi, 75270, Pakistan c Key Laboratory of Road Construction Technology and Equipment, Ministry of Education, School of Construction Machinery, Chang’an University, Xi’an, 710064, Shaanxi, China d Key Laboratory of 3D Printing Process and Equipment of Zhejiang Province, Institute of Industrial Engineering, School of Mechanical Engineering, Zhejiang University, Hangzhou, 310027, China e School of Materials Science and Engineering, Northwestern Polytechnical University, Shaanxi, China b A R T I C L E I N F O A B S T R A C T Keywords: Selective laser melting Relative density Mechanical properties Thin-walled specimens AlSi10Mg Wall thickness Recently additive manufacturing of aluminum alloys by selective laser melting (SLM) is of research interest due to its potential benefits in manufacturing industries. The present work investigates the SLM-built AlSi10Mg thinwalled parts and their macro-mechanical behavior in correlation with relative densities. The superlative me­ chanical behavior of SLM parts was achieved by using the optimal parameters, i.e. 320 W of laser power, 900 mm/s of scanning speed, and 80 μm of hatch distance. The results showed that the SLMed AlSi10Mg thin-walled specimens attained the highest relative density of 99.86 % and 99.21 % for the wall thickness of 0.50 mm and 5.0 mm, respectively. For 0.50 mm wall thickness specimen, the tensile strength of 250.9 MPa, yield strength of 143.7 MPa, breakage elongation of 5.31 %, and microhardness of 116.8 HV were attained which would be comparable to those of the conventionally die-cast A360 alloy. The 364 MPa of tensile strength and 12.04 % of breakage were achieved for 5.0 mm thin-walled specimen. The fracture behavior of different thin-walled fabricated tensile specimens was also examined using a scanning electron microscope (SEM). 1. Introduction Selective laser melting (SLM) is a relatively mature additive manufacturing (AM) technology, which allows the manufacturing of lightweight, thin-walled, honey-comb, or porous structured parts, con­ forming good mechanical properties without using object-specific tool­ ing or downstream sintering processes [1]. The development of the SLM process has turned it to generate custom-made single parts that are difficult to produce by the conventional approaches, consisting of each part in a unique and novel manner in the batch. The basic principle of SLM is to fabricate a geometric model (3D model generated by computer-aided design) using a layer-by-layer approach. SLM can manufacture the products from loose powder that not only an acceptable physical shape but also have similar mechanical properties [2]. At present, SLM for lightweight materials is concentrated on titanium alloys [3], steel and iron-based alloys [4], nickel alloys [5], and aluminum alloys [6]. Among them, aluminum alloys are of great research interests because of its potential benefits. The Al-Si alloys are the most commonly studied Aluminum alloys, which are categorized as the casting aluminum alloys [7], and they are mainly applied due to their excellent weldability, high hardness and strength, high fluidity, low coefficient of thermal expansion, and excellent corrosion resistance [8]. Al-Si-Mg alloys are conventionally used in the fabricating of thin-walled and lightweight casting products having complex geomet­ rical features subjected to higher loading conditions [9]. During the SLM process, the interaction between the concentrated laser beam and the loose powders leads to an immensely higher-temperature gradient with very high-level heating, melting, and cooling rates [10]. AlSi10Mg alloy has been widely investigated, and it is similar to the A360 casting alloy [11]. * Corresponding author. E-mail addresses: zhangyf@nwpu.edu.cn (Y. Zhang), amajeed@mail.nwpu.edu.cn (A. Majeed), muzamil@neduet.edu.pk (M. Muzamil). https://doi.org/10.1016/j.jmapro.2021.04.022 Received 9 April 2019; Received in revised form 8 February 2021; Accepted 3 April 2021 1526-6125/© 2021 Published by Elsevier Ltd on behalf of The Society of Manufacturing Engineers. Y. Zhang et al. Journal of Manufacturing Processes 66 (2021) 269–280 SLM allows direct fabrication of lattice and light-weight structures with gradual and controlled porosity. Thin-walled parts are broadly used in several products of aerospace, automobile, power engineering, avia­ tion, etc., where lightweight, high usability, and ergonomics are the key aspects [12,13]. Thin-walled or lattice structures manufacturing char­ acterizes a sole problem in the determination of mechanical properties. Ben et al. [14] investigated the influence of reducing wall thickness on the mechanical properties of SLM built samples of SS-304 L and EBM built samples of Ti-6Al-4 V and proposed the threshold between the bulk and thin-walled structures mechanical properties for SS-304 L and Ti6Al4V. They also reported that the mechanical properties would be changed by changes in the wall thickness and higher mechanical prop­ erties were found in large wall thickness specimens. Algardh et al. [15] investigated the thin-walled parts of Ti6Al4V fabricated by the EBM process and found that optimization of the mechanical properties of thin-walled components can be achieved by careful process control in terms of melting strategy and build layer thickness. Limited literature is available highlighting the relationship between the process parameters and mechanical properties of thin-walled structures of aluminum alloys (or AlSi10Mg alloy) towards achieving fully dense parts using SLM. Ahuja et al. [16] explored the impact of laser power, scan speed, exposure time, and hatch distance on the relative density of fabricated thin-walled structures of Al-2219 and Al-2618 by using the SLM approach, and proposed that support struc­ tures have performed an essential effect on the porosity and cracks in the fabricated test specimens. Recently, Qiu et al. [17] investigated AlSi10Mg cellular lattice structures, which were fabricated by SLM at various scan speeds and laser powers, and reported the relationship of laser process parameters on the resulting fabricated part’s porosity and geometry. Calignano et al. [18] performed tests to investigate the in­ fluence of processing parameters for the manufacturing of thin walls for AlSi10Mg alloy by using the laser powder bed fusion (LBBF) and developed a mathematical model, which were compared with the as-designed and as-manufactured thin walls. Apart from the importance of process parameters, different and unique sort of experimentations and analysis have also been hit on the AlSi10Mg alloy in the direction of laser melting. Park et al. [19] studied the growth morphology of AlSi10Mg alloy during the solidification process and ultimately the developed microstructure against the pa­ rameters is responsible for the built layer parts. Subbiah et al. [20] has also drafted their investigations on AlSi10Mg alloy against a series of process parameters to highlight the superiority of SLM technology over the others. The fabricated structure exhibits higher mechanical strength but depicts reduction in %elongation due to the porosities and unmelted powder. So, the researchers suggested and enrooted toward the post heat-treatment operation for the previously stated problem. The progress has been made in the field of SLM for fabricating different ferrous and non-ferrous alloys. However, there is a lot of research gap in the implementation of SLM for the manufacturing of thin-walled parts of AlSi10Mg alloy, which includes wall-thickness in­ fluences on the densification and mechanical properties. The present work aims to evaluate the effect of wall-thickness on the performance of SLM AlSi10Mg parts that includes relative density, tensile strength, yield strength, elongation, and hardness against the parameters (laser power, scan speed, hatch space, and layer thickness) as given in Table 1. The expected innovation and novelty lies within the need to develop a suitable criteria (variation in mechanical behavior) for the successful manufacturing of full dense conditions for AlSi10Mg thin-walled parts using SLM, since the available studies so far were only reported the bulk component behavior. Moreover, this research work directs towards the considerations of wall thickness as design factor, like other parameters mentioned above, in the performance of functional or operational parts for SLM. In this study, a comprehensive range of thin-walled thickness were selected (that are 0.5 mm, 0.8 mm, 1 mm, 1.15 mm, 1.5 mm, 18 mm, 2 mm, 2.5 mm, 3 mm, 3.5 mm, 4 mm, and 5 mm) to provide a strong and healthier correlation of macro-mechanical behavior. 2. Experimental methodology 2.1. SLM process SLM was selected as the AM process to manufacture thin-walled specimens. The method of fabricating a part by SLM is demonstrated in Fig. 1. Firstly, the 3D-CAD file is converted to sliced-layers form and then transferred to the machine. Secondly, the build plate is heated (temperature is material dependent). Thirdly, a layer of powder from the powder feeder with a pre-defined layer thickness is spread over the heated build plate by wiper blades. The uniformity of the deposited layer is critical to prevent it from the defects or porosities [21]. Fourthly, a laser beam focused onto the powder-bed is carried through an optical fiber and radiated onto the powder layer. The laser beam selectively melts the regions of interest on the currently deposited powder layer. The information attached to each layer is used to guide the laser beam across the powder-bed. Additionally, the piston-controlled build plate is moved downward a distance equal to the predefined layer thickness to allow the deposition of another layer of powder. Furthermore, the sequence is then repeated several times equal to the number of slices the part has been divided into until the full part is built layer-by-layer [22]. Each scan penetrates deeper than the powder layer thickness leading to the metallurgical bonding of one layer to another [23]. 2.2. The experimental setup and material For the present work, the SLM 280HL facility is utilized to manu­ facture test specimens. The SLM machine is equipped with 02 fiber lasers of the maximum power of 400 W with a maximum scan speed of 10,000 mm/s and a focal laser beam diameter of 80 μm. A square building platform of 280 × 280 mm in dimension with 365 mm in height is used to build test specimens. To prevent the oxidization of the AlSi10Mg powder during the SLM process, the argon gas was fed inside the ma­ chine chamber at the pressure of 11.5–12.5 mbar, thereby decreasing the oxygen level below 0.1 %. The 3A21 aluminum substrate was heated to 150 ◦ C to avoid the thermal stresses and deformation of the manu­ factured parts due to the uneven distribution of temperature. AlSi10Mg in gas-atomized form was used as powder material for making Table 1 Optimized process parameters for the ASi10Mg alloy from previous literature and the present study. Laser Power (W) Scan Speed (mm/ s) Hatch space (μm) Layer Thickness (μm) Relative Density (%) AM Equipment References 200 250 1200 500 105 150 30 50 99.10 >99.0 175 100 350 350 320 1035 500 1140 1600 900 150 50 170 130 80 30 40 50 30 30 >99.0 99.77 99.8 99.13 93.6− 99.86 Concept Laser M1 SLM machine Trumpf TrumaForm LF130 powder-bed machine Concept Laser M2 Cusing SLM system Realizer GmbH SLM-50 SLM 250 H L machine SLM 125 H L (SLM Solutions) SLM 280 H L Kempen, Lore [27] Brandl, Heckenberger [28] Read, Wang [11] Aboulkhair, Everitt [29] Yap, Chua [30] Raus, Wahab [31] Present study 270 Y. Zhang et al. Journal of Manufacturing Processes 66 (2021) 269–280 Fig. 1. SLM process schematic presentation. specimens that were supplied by powder alloy corporation (PAC), USA. samples in the range of 6− 10 mm have been manufactured to obtain tensile specimens for testing, but in the present study, the wall thickness is changing for each test specimen such as 0.50–5.0 mm. For each combination of parameters, two rectangular samples for tensile testing with a dimension of 56 mm × 10.5 mm x Wt were formed, where Wt is the wall thickness of specimens. Two bulk samples with a dimension of 8 × 6 × 10 mm were also manufactured for investigating the effect of process parameters on the densification and hardness which are shown in the top right side of Fig. 2a. A total of 24 numbers (02 sets) rectangular thin-walled specimens were produced to make tensile specimens (see Fig. 2a). The building direction of the test specimen is in the vertical direction along the Z-axis which is shown in Fig. 2b. A checkerboard scanning strategy was chosen to minimize residual stresses during the fabrication of test specimens [32]. For one specific powder layer, the checkerboard is scanning line­ arly, and the linear scanning direction rotates with 67◦ for the next powder layers, as shown in Fig. 2c. The samples were cut from the substrate by wire cutting machine. The tensile test specimens were produced according to E8/E8M subscale as shown in Fig. 3 [33]. 2.3. The processing parameters The selection of appropriate process parameters is based on the op­ tical, thermal, and mechanical phenomena stimulated during the laser beam matter interaction [24]. Different researchers have used different process parameters for the manufacture of AlSi10Mg parts and opti­ mized the main process parameters such as scan speed, laser power, hatch distance, and slice thickness for achieving maximum relative density, mechanical properties, hardness, and defect-free microstruc­ ture. The above mentioned four parameters have a significant influence, and their combined effect is known as the energy density (ED) [25]. The ED is described as Eq. (1): ED = PL (Vs × hd × tL ) (1) Based on energy density, the researchers have optimized processing parameters which are mentioned in Table 1. In this study, we have also obtained the optimal processing parameters with first-hand experiments [26], which are also mentioned in Table 1. Usually, the thick-walled Fig. 2. a) The rectangular thin-walled and cubic bulk samples, b) Building orientation in the vertical z-axis direction, and c) Checkerboard scanning strategy with 67◦ . 271 Y. Zhang et al. Journal of Manufacturing Processes 66 (2021) 269–280 Fig. 3. E8M subscale samples for tensile strength testing. 2.4. Powder characterization paper. The gas-atomized AlSi10Mg powder characteristics were examined and its chemical composition is presented in Table 2. Analysis of the asreceived gas-atomized AlSi10Mg alloy powder revealed that more than 78 % of the evaluated particles have the size in the range of 10–63 μm, as shown in Fig. 4. Based on the SEM observations in Fig. 5, the morphology of the powder particles is a combination of spherical and elongated elliptical shapes, and some large particles contain small par­ ticles within them. The small particles contribute to the high energy absorption of the laser beam because of the increased specific surface area of material [34]. The spherical morphology of powder provides good flowability and consistent layer distribution. Bigger bunches of length larger than 60 μm were also detected. Prior to the SLM process, the powder was dried in a vacuum furnace at 70 ◦ C for 4 h and then sieved in an inert atmosphere to isolate particles between 15 μm–58 μm. 2.6. The responses and their measurements The particle morphology of the AlSi10Mg powder was measured by Tescan VEGA 3 LMU scanning electron microscope (SEM), an average particle size distribution was measured by using an LS particle size analyzer of Beckman Coulter LS 13 320. Relative density was calculated by applying Archimedes’ principle [36] which was measured by the density of the fabricated test specimen to the density of bulk material that is 2.68 g/cm3 for AlSi10Mg [37]. The micrographs of test specimens were examined with an optical inverted metallurgical microscope (Olympus GX-71) with a built-in front camera port and fracture surfaces were examined by Tescan VEGA 3 LMU SEM system. The thin-walled and bulk samples were mechanically ground on SiC abrasive papers of various grits, followed by polishing with diamond pastes of 5 μm to 0.5 μm. Tensile testing was performed on each thinwalled test specimen to evaluate ultimate tensile strength (UTS), yield strength, and breakage elongation. A universal Instron-3381 equipped with 100 kN load cell and extensometer was used for tensile testing of test specimens at room temperature, and a crosshead speed of 0.50 mm/ min was used. Microhardness measurements were performed on a LECO AMH 43 automatic hardness tester under a load of 50 gm and dwell time of 10 s. The mean value of 10 measurements of each specimen is taken. 2.5. Thin-walled specimens manufacturing Two sets of thin-walled specimens were manufactured to ensure uniformity and reproducibility of the SLM process which is shown in Fig. 2a. The wall thickness of fabricated thin-walled test specimens was measured at different locations, and the variations in wall thickness from the model designed value to actual fabricated value are shown in Fig. 6 with an error bar. It was observed that the deviations in the wall thickness are less for 0.5, 0.8, and 5.0 mm thickness specimens. The maximum deviation of 5.5 % is found for 1.0 mm thin-walled specimen and the minimum variance of 0.25 % in the 0.80 mm wall thickness. The deviations in the wall thickness are created due to high thermal stresses and material shrinkage during the deposition process. For smaller wall thickness, laser contact is generally less, so that laser interaction be­ comes too short with each other, resulting less amount of melting and solidification during each layer. On the other side, when the interaction of the laser beam is more with the built part, there are more chances of shrinkage during the solidification process of SLM. The deviations in the wall thickness are very low for very thin geometries, though it becomes crucial for designing the final functional part that needs very tight tolerance. For achieving the best accuracy during the manufacturing of thin-walled parts, the processing parameters in relevance to beam compensation can be modified [35]. The surface roughness of thin-walled specimens also varied with variation in the wall thickness and max. The surface roughness of 8.088 μm was observed in 2.5 mm specimen. Surface roughness may be discussed in detail in a separate 3. Results and discussion 3.1. Microscopic images examination and analysis The optical micrographs of thin-walled specimens at the top and lateral positions are shown in Figs. 7-11. The porosities, voids, oxides particles, and un-melted powder particles of different sizes have been observed at different places on the top and lateral surfaces of specimens. The pores are generally developed due to insufficient melting of powder particles and gas entrapping. So, some spherical pores (see in Figs. 7-11) are built due to the trapping of gas in the melt pool during rapid melting and solidification [38]. The oxides particles are also developed in the aluminum parts during the SLM process, irrespective of an argon at­ mosphere. Louvis et al. [22] also mentioned about the presence of aluminum oxides during the fabrication of aluminum alloys components by the SLM process that produced fully dense components and concluded that high power laser would be used to break the oxide layer on the deposited tracks. In the present study, the best optimal Table 2 Chemical compositions of AlSi10Mg alloy powder. Elements Si Mg Fe Ni Cu Ti Zn Mn Sn Pb Al % Weight 10.1 0.30 0.11 <0.05 <0.01 0.01 <0.01 <0.02 <0.05 <0.01 Bal 272 Y. Zhang et al. Journal of Manufacturing Processes 66 (2021) 269–280 Fig. 4. The powder particle size distribution of AlSi10Mg powder. Fig. 7. Microscopic images of the top surface of the 0.50 mm wall thick­ ness specimen. Fig. 5. The morphology of the AlSi10Mg powder by SEM. manufacture thin-walled specimens. The top surface optical micrographs of the 0.50 mm wall thickness (see Fig. 7) are showing the porosities of different sizes from 10 ~ 50 μm. More porosities were observed for the 1.50 mm specimen than the 0.50 mm specimen (see Fig. 8a), and the size of the porosities are in the range of 10–70 μm (see Fig. 8b). The microscopic images of the 2.50, 3.50, 4.0, and 5.0-mm wall thickness specimens were also analyzed (see Figs. 8c, d, 9). The porosities decrease with the increment in the wall thickness due to appropriate melting and solidification of the powder particles, full penetration of laser beam in the powder, and developing of fine bonding of the particles and grains. In the thin-walled specimens, there was a short time for the melting and solidification of the powder par­ ticles. As highlighted in Fig. 8a, massive pockets of porosities were captured and highlighted at different places for 1.50 mm wall-thickness that is further magnified in Fig. 8b for clear depiction. However, when the wall thickness is increased from 1.50 mm to 2.5 mm, the porosities are significantly reduced due to sufficient bonding of powder particles that reduced the pores development and gas entrapping. Strong correl­ ative microstructures for justification are presented in Fig. 8(c–d) for 2.5 mm in contrast to 1.5 mm thickness in Fig. 8 (a–b). In addition, an overall improved surfaces in terms of reduced porosities are presented in Fig. 9 (a–c) for 3.5 mm, 4 mm, and 5 mm thickness comparably with Fig. 6. Graph of the designed wall thickness to the actual measured wall thickness. parameters especially the high-power laser of 320 W is used to 273 Y. Zhang et al. Journal of Manufacturing Processes 66 (2021) 269–280 Fig. 8. Micrographs of. (a-b) 1.50 mm specimen; (c-d) 2.50 mm specimen. Fig. 9. OM images of thin-walled specimens. a) 3.50 mm; b) 4.0 mm; and c) 5.0 mm. 274 Y. Zhang et al. Journal of Manufacturing Processes 66 (2021) 269–280 Fig. 10. Microscopic images of the lateral face; (a-b) 0.50 mm specimen; (c-d) 1.50 mm specimen. Fig. 8 for 1.5 mm and 2.5 mm thickness. Figs. 10,11 show the microscopic images of the lateral surface of thin-walled specimens at various fabricated wall thickness. Lateral sur­ face OM images of the 0.50 mm wall thickness are shown in Fig. 10. From Fig. 10b, it is clear that the size of porosities is less than 40 μm, and the porosities appear at the molten pool or joint of two layers (layer thickness). Also, two porosities are combined to make a collective larger porosity which can be seen from Fig. 10a and the overall amount of porosities is very scarce. It can be observed in Fig. 10c and d that a lot of porosities having a size of greater than 50 μm in many positions. Fig. 11 presents the micrographic images of the 2.50 mm wall thickness spec­ imen which reveals fewer porosities less than 50 μm size. Furthermore, some porosities are found smaller in size in comparison to the 1.50 mm specimen. The porosities are reduced with the increment in the wall thickness which can be observed in 3.50 mm wall thickness specimen (see Fig. 11c and d) and 5.0 mm thick specimen (see Fig. 11e and f). From the OM observations of the lateral surface of the thin-walled specimens, the quantity and size of porosities and voids are smaller for thick specimens (greater than 1.50 mm wall thickness). mm–3.0 mm specimens, respectively, and then a gradual increment of 1 % in relative density is observed from 3.0 to 3.50 mm specimens (see Fig. 12). The relative density gradually increased and reached a maximum value of 99.21 % for the 5.0 mm wall thickness specimen (see Fig. 12). Results show that the relative density decreases from the 0.50 mm to 1.50 mm wall thickness, and the values of the relative density increase gradually from the 1.80 mm to 5.0 mm wall thickness specimens. Usu­ ally the change in relative density values occurred due to the melting and cooling behavior of the powder particles during the fabrication of SLM products, and this variations further depicted in the form of po­ rosities and oxides particles in the fabricated specimens. Furthermore, when the obtained relative densities were compared and analyzed with the optical micrograph images (see Figs. 7-11), it is well understood that the low-density specimens have more porosities, voids, and oxides particles than the higher-density specimens. Here, it is worth noting that the present study is carried out to find the density of the thin-walled specimens of AlSi10Mg alloy in as-built condition at various wall thicknesses. 3.2. Relative density computation 3.3. Mechanical properties and fracture surfaces behavior The AlSi10Mg thin-walled specimens were built with the best density and the relative density with varying wall thickness is shown in Fig. 1. The highest relative density of 99.86 % was achieved in the 0.50 mm test specimen. Then, the relative density was decreased gradually from 99.86 % to 93.60 % as the wall thickness increase from 0.50 mm to 1.50 mm. From the 1.50 mm to 1.80 mm wall thickness, there is a gradual increment in the relative density, which has also influenced the me­ chanical behavior of the test specimens (see section 3.5). The value of the relative density increased from 95.78 % to 97.58 % for the 2.50 Mechanical properties were obtained from the tensile tests and compared with those of the A360.0 die-cast alloy [42] (see Fig. 13). The ultimate tensile strength (UTS) from 188.4 to 364.0 MPa, yield strength from 106.8 to 200.1 MPa, and elongation ranging from 3.55 to 12.04 % were obtained. The AlSi10Mg thin-walled specimens are comparable to the cast AlSi10Mg material (A360.0) in terms of mechanical properties. The strength and ductility are higher than those of A360.0 because the thin-walled specimens were fabricated using the optimal process pa­ rameters [28] and the relative density is greater than 93 % and nearly 275 Y. Zhang et al. Journal of Manufacturing Processes 66 (2021) 269–280 Fig. 11. Optical Microscopic images of the lateral face; (a-b) 2.50 mm specimen, (c-d) 3.50 mm specimen, (e-f) 5.0 mm specimen. gradual increment from 192.50 to 227.90 MPa in UTS was found for the 1.50 ~ 2.0 mm specimens respectively (see Fig. 13). The UTS for the 3.0 and 3.5-mm wall thickness specimens are nearly equivalent to the diecasted conventional A360.0 alloy. The larger the wall thickness of specimens, the higher was the UTS. The maximum value of 364.0 MPa is reached for the 5.0 mm specimen. The yield strength (YS) behavior is also similar to the UTS, but the slight variation is observed in the 1.50 mm wall thickness specimen with a value of 109.3 MPa. This variation would also be seen in the uncertainty or error bar of UTS and YS, which showed a larger value than other specimens. This behavior is due to some internal porosities in the sample, which may have caused by low UTS and YS. The breakage elongation behavior of the thin-walled specimens can also be seen from Fig. 13. The breakage elongation for the 0.50 mm wall thickness specimen is 5.31 %, which represents better ductile behavior than some slight thicker specimens. The breakage elongation has a random behavior until 3 mm wall thickness specimens. It can be observed that the breakage elongation decreased from 0.50 to 0.80 mm specimens, then was increased till 1 mm specimen, and then a slight drop to its minimum value of 3.76 % for 1.50 mm wall thickness spec­ imen. There are also some small variations in elongation that are observed from 1.80 to 2.0 mm wall thickness specimen as shown in Fig. 13. The increment in elongation remains continued and reached to Fig. 12. The relative density of thin-walled specimens at actual wall thickness. equal to 100 % for some specimens. The UTS of 247.3 MPa was observed for 0.50 mm specimen, which was decreased to 190.4 MPa for 1.20 mm specimen. Furthermore, the 276 Y. Zhang et al. Journal of Manufacturing Processes 66 (2021) 269–280 Fig. 13. Mechanical properties of AlSi10Mg thin-walled specimens and comparison with A360.0. the maximum value of 12.04 % for the 5.0 mm wall thickness specimen. For all the wall thicknesses specimens, a comprehensive behavior is also shown in Fig. 13, which shows mechanical strength performance from 0.50 mm to 5.0 mm wall thickness specimens. It can also be observed that the elongation at yield has nearly the identical values of approximately 1.6 % for all the thin-walled specimens with the different values of YS, which means that the elongation behavior at yield is similar for the all wall thicknesses specimens. However, elongation at breakage was different for all the wall thicknesses. The value of breakage elongation for the 5.0 mm test specimens was higher than the previous studies [1,33]. Fig. 14 shows the SEM images of fracture behavior of different thinwalled tensile deformation specimens. It can be observed that all thinwalled specimens are broken within the gauge length, which means that there is an excellent strength of the specimens and stress concen­ tration towards the center of the specimens. Upon the observation of the fracture surface, it is illustrated that there are porosities within the specimens, which creates cracks for rupture behavior in tensile speci­ mens during the deformation. Upon the visual and microscopic obser­ vations, it is concluded that there are large porosities and voids in the low dense test specimens. The high tensile strength specimens have broken from the center of the gauge length. Fig. 14. Fracture surfaces SEM images of thin-walled tensile specimens. a) 0.80 mm; (b) 1.20 mm; c) 2.0 mm; and d) 2.50 mm. 277 Y. Zhang et al. Journal of Manufacturing Processes 66 (2021) 269–280 deviations at different wall thicknesses. The development of porosities, voids, oxides particles, etc. are observed in the OM images in the top and lateral surfaces of the polished thin-walled specimens. From Figs. 7-11, it can be concluded that except 0.50 mm specimen, the thin-walled specimens till the 1.50 mm wall thickness has more porosities in the specimens, which have been developed due to the low interaction of the laser beam with the spec­ imen, low melting and cooling rate of powder particles and un-melted powder particles. It is also revealed that more porosities have appeared on the borderline of the specimens than the center region. The thin-walled specimens with larger wall thickness have low porosities which are attributed to proper melting and cooling of the powder particles. The relative densities of the thin-walled specimens show good and fully dense behavior. The relative density is perfect for the 0.50 mm specimen because of 50 % cross-section with border scans and the 0.80 mm specimen also obtained an excellent relative density. The relative density decreases from 1.0 to 1.50 mm specimens which can also be seen from the microscopic images (increment in porosities). It shows that the lower relative density specimens have more porosities and voids than the higher relative density specimens, which means that the porosity is directly related to the relative density of the fabricated SLM compo­ nents. To attain maximum relative density and minimum porosity, each powder particle during the layer must be fully melted and subsequently welded together with the material solidified in the lower layer [16]. It is concluded that the relative density behavior would be different at various wall thicknesses. Hence, the factor of wall thickness could be considered for better performance of the functional and the operational components during the designing of SLMed parts. The relative density has also influenced on the mechanical perfor­ mance of the SLM fabricated products. If the parts are not sufficiently dense or more porosities are present in them, then the ability to bear loads is reduced, and they suffer from good strength. All specimens have observed good strength as compared to the cast Al-Si components [39]. Furthermore, some thin-walled specimens have low tensile strength, especially 1 mm wall thickness specimen. The mechanical behavior of different thin-walled specimens is compared with the relative density which is shown in Fig. 16. From the previous discussion, it is concluded that the mechanical strength is good as compared to casted specimens. The higher strength and hardness in the cast components is achieved by the establishment of Mg2Si precipitates during the heat treatment pro­ cess. For SLMed specimens, implicitly the higher strengths and hardness are already obtained in the as-built condition, i.e. without heat treat­ ment [36]. From Fig. 16a, it can be observed that the tensile strength is Fig. 14a shows the fractured image of 0.80 mm thickness tensile specimen, which depicts the failure near the gauge line with porosities. Similarly, porosities are also observed for 1.20 mm fracture tensile specimen (see Fig. 14b) with different fracture patterns compared to that of 0.80 mm specimen. For 2.0 mm and 2.50 mm tensile specimen frac­ ture, surface with porosities was the main cause of fracture at the recorded tensile strength, as shown in Fig. 14c and d. 3.4. Micro hardness examination of different wall thicknesses The Vickers microhardness of thin-walled specimens is shown in Fig. 15, which shows a random behavior in comparison to the tensile strength. The lowest value of 105.6 HV hardness is observed for the 0.80 mm wall thickness specimen and the highest value of 143.2 HV can be seen for the 3.93 mm (4 mm) thin-walled specimen. The deviations and uncertainty in the values were also shown in Fig. 15, and the uncertainty was calculated by Eq. (7) for each test specimen. The maximum de­ viations were observed in 0.50 and 1.0 mm thin-walled specimens, and 6 mm bulk samples. The hardness behavior was also dependent on the density of the fabricated SLM parts, which can be correlated. The values of hardness are equivalent to or higher than the casted AlSi10Mg com­ ponents, which are also mentioned in Fig. 15 [39]. From Fig. 15, it can be observed that from 0.49 to 2.44 mm wall thickness specimens, there is a very slight variation in the hardness behavior. The considerable variation in hardness can be seen from 2.44 to 2.95 mm, corresponding hardness changes from 113.9 to 126.7 HV, respectively. Thereafter, a high boost in hardness is observed from 127.3 to 143.2 HV for the corresponding wall thickness of 3.45–4 mm, respectively. The bulk sample also demonstrated a good strength as compared to high thickness specimens. It can be seen from Fig. 15 that the hardness value is almost the same from 4.0 to 6.0 mm thickness samples, but more deviations are observed in the bulk sample. 3.5. Relationship of OM images, UTS, YS, %age elongation, and microhardness with the relative density The cast aluminum alloy AlSi10Mg is broadly used in the manufacturing of AM products by SLM. It has been confirmed that the thin-walled components with a minimum of 0.50 mm wall thickness can be manufactured with fully dense and better strength. Porosity is an issue during the fabrication of aluminum products by the SLM process. The shrinkage of the wall thickness due to the fast melting and cooling process and laser beam compensation parameters are observed in the results. So, for the making of actual functional products, the shrinkage allowance may be considered, which can be seen in Fig. 6 in the form of Fig. 15. Micro Vickers hardness thin-walled test specimens in as-built conditions with the actual wall thickness. 278 Y. Zhang et al. Journal of Manufacturing Processes 66 (2021) 269–280 Fig. 16. The relative density influence on the mechanical properties of SLM fabricated thin-walled specimens. a) UTS; b) 0.2 % offset YS; c) %age breakage elongation; and d) Micro Vickers hardness. 4. Conclusions increased by the increment in the relative density irrespective of the 0.50 mm and 0.80 mm wall thickness specimens, since these specimens have almost higher values of relative density than any other thin-walled specimen, but low strength due to the small size or overall volume of the specimens. The tensile strength is also dependent on the porosities presence in the specimens as shown in Fig. 16a, 93.6 % relative density specimen (1.50 mm wall thickness) also has low strength due to the presence of porosities as shown in Fig. 8. The YS behavior in comparison with the relative density is similar to the UTS, and for the 1.0 mm test specimen, the YS is lower as compared to other test specimens. The small wall thickness specimens are also highlighted in Fig. 16b by circular clouds. The comparison of breakage elongation with the relative density is shown in Fig. 16c, which also has a similar behavior pattern of strength. The highest elongation of 12.04 % is achieved for the 5.0 mm wall thickness sample. Therefore, good results for the strength and loadbearing abilities of SLM fabricated thin-walled, and lightweight speci­ mens are reported in the present work. Moreover, the overall strength behavior is perfect for thin-walled specimens, and the tested wall thicknesses may be applied in practical applications. The hardness behavior is also compared to the relative density as shown in Fig. 16d. The hardness behavior changes for different wall thickness but behaves in the same manner as for the strength. The main variation is found for the 93 % relative density specimen, which has a suitable hardness as compared to the 95 % relative density specimens. These variations are due to the fine grain structure and good bonding of those specimens and also the location of the indentation. The hardness values are also measured higher than the casted aluminum parts. The higher strength and hardness values are attributed to the higher relative density. The above analysis of relative density to the mechanical properties is achieved because the relative density is directly related to the wall thickness of the thin-walled specimens which have influenced the strength of the specimens. The fracture behavior of the tensile specimen showed that the excellent strength of the specimens. The rupture was created due to the porosities in the test specimens. The following points are concluded from the presented study on thinwalled parts of AlSi10Mg alloy: • The different wall thickness thin-walled specimens are manufactured in excellent conditions without any cracks, but little deformations. The minimum deviation is 0.25 % for the 0.80 mm wall thickness, and a maximum deviation of 5.5 % is for the 1.2 mm. The deviation decreases as the wall thickness increases due to the shrinkage behavior of aluminum alloys during the rapid melting and solidifi­ cation of the SLM process. • The highest relative density of 99.86 % is attained for the 0.50 mm thin-walled specimens, while the lowest relative density of 93.6 % for the 1.50 mm test specimen. • The OM images exhibited more porosities, and voids for the lowdensity test specimens. The lower densities and higher porosities are formed because of the poor melting and cooling of the powder particles. • The mechanical performance behavior of thin-walled specimens is also good in comparison to the conventional cast alloy. The higher values of 250.9 MPa of tensile strength, 143.7 MPa of YS, and 5.31 % of elongation were achieved by tensile testing of 0.50 mm thinwalled specimens. The maximum value of 364 MPa of UTS, 200.1 MPa of YS, and 12.04 % of elongation were attained for the 5.0 mm wall thickness specimen. • Hardness behavior is related to the relative density and wall thick­ ness. The maximum hardness of 143.2 HV for the 4.0 mm test specimen and a minimum value of 105.6 HV for the 0.80 mm spec­ imen is reported. • The current research has reported that a thin-walled of 0.50 mm wall thickness could be manufactured for AlSi10Mg by using the SLM process with minimum deviations, the higher values of densities, and mechanical properties. The mechanical performance is related to the wall thickness and the relative density of the thin-walled specimens. If the value is high, then strength is also higher and if the relative 279 Y. Zhang et al. Journal of Manufacturing Processes 66 (2021) 269–280 density is low then most probably the strength is even lower. The porosities have also played a vital role in the strength and durability of the thin-walled specimens. [17] Qiu C, Yue S, Adkins NJE, Ward M, Hassanin H, Lee PD, et al. Influence of processing conditions on strut structure and compressive properties of cellular lattice structures fabricated by selective laser melting. Mater Sci Eng A 2015;628: 188–97. [18] Calignano F, Cattano G, Manfredi D. Manufacturing of thin wall structures in AlSi10Mg alloy by laser powder bed fusion through process parameters. J Mater Process Technol 2018;255:773–83. [19] Park J, Kang JH, Oh CS. Phase-field simulations and microstructural analysis of epitaxial growth during rapid solidification of additively manufactured AlSi10Mg alloy. Mater Des 2020;195:108985. [20] Subbiah R, Bensingh J, Kader A, Nayak S. Influence of printing parameters on structures, mechanical properties and surface characterization of aluminium alloy manufactured using selective laser melting. Int J Adv Manufac Technol 2020;106 (11):5137–47. [21] Aboulkhair NT. Additive manufacture of an aluminium alloy: processing, microstructure, and mechanical properties. Doctoral dissertation. University of Nottingham; 2016. [22] Louvis E, Fox P, Sutcliffe CJ. Selective laser melting of aluminium components. J Mater Process Technol 2011;211(2):275–84. [23] Weingarten C, Buchbinder D, Pirch N, Meiners W, Wissenbach K, Poprawe R. Formation and reduction of hydrogen porosity during selective laser melting of AlSi10Mg. J Mater Process Technol 2015;2015(221):112–20. [24] Zhang B, Dembinski L, Coddet C. The study of the laser parameters and environment variables effect on mechanical properties of high compact parts elaborated by selective laser melting 316L powder. Mater Sci Eng A 2013;584: 21–31. [25] Peng T, Chen C. Influence of energy density on energy demand and porosity of 316L stainless steel fabricated by selective laser melting. Int J Prec Eng Manuf Green Technol 2018;5(1):55–62. [26] Majeed A, Zhang YF, Lv JX, Peng T, Waqar S, Atta Z. Study the effect of heat treatment on the relative density of SLM built parts of alsi10mg alloy. In: 48th International Conference on Computers and Industrial Engineering, CIE 2018, December 2, 2018 - December 5, 2018; 2018. Proceedings of International Conference on Computers and Industrial Engineering, CIE. Curran Associates Inc. [27] Kempen K, Lore T, Yasa E, Badrossamay M, Verheecke W, Kruth J-P. Process optimization and microstructural analysis for selective laser melting of AlSi10Mg. Proceedings of Solid Freeform Fabrication Symposium 2011;484-495:484–95. [28] Brandl E, Heckenberger U, Holzinger V, Buchbinder D. Additive manufactured AlSi10Mg samples using selective laser melting (SLM): microstructure, high cycle fatigue, and fracture behavior. Mater Des 2012;34:159–69. [29] Aboulkhair NT, Everitt NM, Ashcroft I, Tuck C. Reducing porosity in AlSi10Mg parts processed by selective laser melting. Addit Manuf 2014;1-4:77–86. [30] Yap CY, Chua CK, Dong ZL. An effective analytical model of selective laser melting. Virt Phys Prototyp 2016;11(1):21–6. [31] Raus AA, Wahab MS, Ibrahim M, Kamarudin K, Ahmed A, Shamsudin S. Mechanical and physical properties of AlSi10Mg processed through selective laser melting. AIP Conf Proc 2017;1831(1):020027. [32] L-z Wang, Wang S, Wu J-J. Experimental investigation on densification behavior and surface roughness of AlSi10Mg powders produced by selective laser melting. Optics Laser Technol 2017;96:88–96. [33] ASTM-E8/E8M-13a. Standard test methods for tension testing of metallic materials. 2013; 2013. West Conshohocken, PA: ASTM International; 2013. www. astm.org.. [34] Wei P, Wei Z, Chen Z, Du J, He Y, Li J, et al. The AlSi10Mg samples produced by selective laser melting: single track, densification, microstructure and mechanical behavior. Appld Surface Sci 2017;408:38–50. [35] Senthilkumaran K, Pandey PM, Rao PVM. Influence of building strategies on the accuracy of parts in selective laser sintering. Mater Des 2009;30(8):2946–54. [36] Kempen K, Thijs L, Van Humbeeck J, Kruth JP. Mechanical properties of AlSi10Mg produced by selective laser melting. Phys Procedia 2012;39:439–46. [37] ASM-Handbook. Volume 2-properties and selection: non ferrous alloys and specialpurpose materials, and volume 4 – heat treating. United States of America: ASM International The Materials Information Company; 1990. ISBN 0-87170-379-3. [38] Malcolm AA, Wong BS, Fan Z. Measurement and characterization of porosity in aluminium selective laser melting parts using X-ray CT AU - Cai, Xingfang. Virt Phys Prototyp 2015;10(4):195–206. [39] ASTM-B85-03. Standard specification for aluminum-alloy die castings. West Conshohocken, PA: ASTM International; 2003. Declaration of Competing Interest The authors report no declarations of interest. Acknowledgments This research is supported by the Natural Science Foundation of Zhejiang Province (No. LY19E050019) and Natural Science Basic Research Program of Shaanxi (Program No. 2020JQ-380, 2021JM-166, 2021JM-173). References [1] Buchbinder D, Schleifenbaum H, Heidrich S, Meiners W, Bültmann J. High power selective laser melting (HP SLM) of aluminum parts. Phys Procedia 2011;12:271–8. [2] Ferrar B, Mullen L, Jones E, Stamp R, Sutcliffe CJ. Gas flow effects on selective laser melting (SLM) manufacturing performance. J Mater Process Technol 2012;212(2): 355–64. [3] Bambach M, Sizova I, Emdadi A. Development of a processing route for Ti-6Al-4V forgings based on preforms made by selective laser melting. J Manuf Process 2019; 37:150–8. [4] Abele E, Stoffregen HA, Kniepkamp M, Lang S, Hampe M. Selective laser melting for manufacturing of thin-walled porous elements. J Mater Process Technol 2015; 215:114–22. [5] Liu P, Hu J, Sun S, Feng K, Zhang Y, Cao M. Microstructural evolution and phase transformation of Inconel 718 alloys fabricated by selective laser melting under different heat treatment. J Manuf Process 2019;39:226–32. [6] Ghasri-Khouzani M, Peng H, Attardo R, Ostiguy P, Neidig J, Billo R, et al. Comparing microstructure and hardness of direct metal laser sintered AlSi10Mg alloy between different planes. J Manuf Process 2019;37:274–80. [7] Trevisan F, Calignano F, Lorusso M, Pakkanen J, Aversa A, Ambrosio E, et al. On the selective laser melting (SLM) of the AlSi10Mg alloy: process, microstructure, and mechanical properties. Materials 2017;10(1):76. [8] Alexopoulos ND, Pantelakis SG. Quality evaluation of A357 cast aluminum alloy specimens subjected to different artificial aging treatment. Mater Des 2004;25(5): 419–30. [9] Kimura T, Nakamoto T. Microstructures and mechanical properties of A356 (AlSi7Mg0.3) aluminum alloy fabricated by selective laser melting. Mater Des 2016;89:1294–301. [10] Prashanth KG, Scudino S, Klauss HJ, Surreddi KB, Löber L, Wang Z, et al. Microstructure and mechanical properties of Al–12Si produced by selective laser melting: effect of heat treatment. Mater Sci Eng A 2014;590:153–60. [11] Read N, Wang W, Essa K, Attallah MM. Selective laser melting of AlSi10Mg alloy: process optimisation and mechanical properties development. Mater Des 2015;65 (1980–2015):417–24. [12] Ponche R, Kerbrat O, Mognol P, Hascoet J-Y. A novel methodology of design for additive manufacturing applied to additive laser manufacturing process. Robot Compt Integd Manuf 2014;30(4):389–98. [13] Miranda G, Faria S, Bartolomeu F, Pinto E, Alves N, Peixinho N, et al. A study on the production of thin-walled Ti6Al4V parts by selective laser melting. J Manuf Process 2019;39:346–55. [14] Ben B, Wes E, Joe D. Characterization of bulk to thin wall mechanical response transition in powder bed AM. Rapid Prototyp J 2016;22(5):801–9. [15] Algardh JK, Horn T, West H, Aman R, Snis A, Engqvist H, et al. Thickness dependency of mechanical properties for thin-walled titanium parts manufactured by electron beam melting (EBM)®. Addit Manufac 2016;12:45–50. [16] Ahuja B, Karg M, Nagulin KY, Schmidt M. Fabrication and characterization of high strength Al-Cu alloys processed using laser beam melting in metal powder bed. Phys Procedia 2014;56:135–46. 280