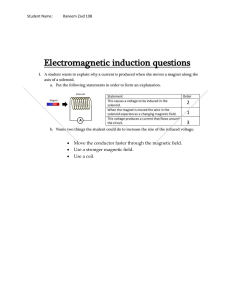
THE INFLUENCE OF AXIAL MAGNETIC CENTERING FORCES ON SLEEVE BEARING INDUCTION MOTORS Paper originally presented PCIC 2006 Conference Paper published PCIC 2006 Conference Record Javier Portos Member, IEEE TECO-Westinghouse 5100 N. IH-35 Round Rock, TX 77681 USA portosj@tecowestinghouse.com Sandra Turner Member, IEEE TECO-Westinghouse 5100 N. IH-35 Round Rock, TX 77681 USA turners@tecowestinghouse.com Abstract – All motor rotors have an axial position called a magnetic center, which is the location where the motor’s axial magnetic forces are balanced. The magnitude of these axial magnetic forces that hold the rotor in this position can vary greatly depending on the machine size, speed, electromagnetic configuration and mechanical geometry. Very little research has focused on this phenomenon and other issues that can cause weak magnetic centers, floating magnetic centers and multiple magnetic centers. This paper presents comparisons of calculated and tested data to describe the axial magnetic forces and their effects. It also suggests methods to strengthen weak magnetic forces. This condition exists in induction motors, but is most serious in sleeve bearing configurations where mechanical rotor endplay can permit violent and damaging rotor motion when weak magnetic centers or multiple centers are present. configuration. Therefore, extensive tests are required to analyze the effect of each category. This paper focuses on typical large induction motor construction in a horizontal configuration with radial cooling vents in the stator and rotor cores, fabricated rotor bars, sleeve bearings, and internal blowers mounted on the rotor. This paper also discusses variations in rotor configurations and their effects on the magnetic center using calculations and tests. II. Magnetic center - The axial position the rotor will take when running at no load condition (Uncoupled and energized with full voltage and frequency at the motor terminals) with axial forces balanced. Mechanical endplay - Total distance that a rotor assembly can move axially between the limits set by the sleeve bearing thrust faces and shaft collars. Mechanical center - The location of the rotor shaft assembly exactly half way between the physical limits of its possible endplay movement [3]. Magnetic centering force - The magnitude of the axial magnetic re-centering force exerted on the rotor when any external influence moves it from its magnetic center while the machine is running. INTRODUCTION A rotor’s magnetic center position is determined by the influence of the stator and rotor geometry and the magnetic flux established in the core and air gap. Following are some parameters for the mechanical and electrical influences of the magnetic center phenomenon. A. Mechanical: 1) Stator core and rotor core length alignment 2) Stator cooling vents and rotor cooling vents aligned or in an offset configuration 3) Stator or rotor skewed slots 4) Aerodynamic forces 5) Allowable mechanical endplay B. Electrical: 1) Magnetic flux distribution inside the machine 2) Load current in the rotor Each of the above has its own effect on the magnetic center. Predicting each influence is a difficult task due to the differences in each motor’s design, geometry, and 1-4244-1192-0/07/$25.00 ©2007 IEEE GENERAL The following definitions are used to understand the magnetic centering analysis: Index Terms – Axial Magnetic Force, Weak Magnetic Centers, Double Magnetic Centers, Stator and Rotor Configurations, Solving Magnetic Center Issues. I. Bill Veerkamp Member, IEEE The Dow Chemical Company 400 W. Sam Houston Parkway S. Houston, TX 77042 USA bveerkamp@dow.com On the drawing board, the machine is designed with the mechanical center coinciding with the magnetic center. However, to account for machining and assembly variances, engineers have to establish tolerances on the manufacturing drawings. This can result in the mechanical center and the magnetic center being mis-aligned, but within acceptable limits. For machines that are running on their magnetic center position, the sum of the axial magnetic centering force is zero. However, during the uncoupled starting and accelerating condition, these forces will be unbalanced and can have a magnitude that will move the rotor axially from its mechanical and magnetic center position to the extent that the shaft collars make momentary contact with the sleeve bearing thrust face. This is considered a normal occurrence and bearings are designed to momentarily accommodate this 265 bumping force. To measure these forces, across the line testing (ATL) is included in this study with time and transitory effects recorded. In all cases, the behavior of the rotor and the axial force present equalize during starting and drops to zero once the magnetic center is found. In other words, when the machine is energized and reaches full speed, the final centering force is zero. Experimental testing for the running condition is used to correlate results with mathematical modeling. III. AXIAL MAGNETIC FORCE VERSUS ROTOR AXIAL POSITION (MAGNETIC CENTER) As mentioned previously, the magnetic centering force is influenced by machine geometry, assembly tolerance, as well as, mechanical and electrical characteristics. When the machine is uncoupled and energized, the magnetic centering force may be classified as follows: acceptable tolerances. However, if the machine is manufactured outside of these tolerances, it is possible that the machine may experience a weak magnetic center or may have more than one magnetic center position. Fig. 1 illustrates discrepancies in manufacturing that may position the rotor on one or two magnetic centers. When the motor is energized the rotor will try to search for a magnetic running neutral [1]. A characteristic of a motor with more than one magnetic center is its failure to seek center. For example, when the machine is energized uncoupled it will oscillate as normal, but will continue to oscillate searching between the primary and secondary magnetic center. Another possibility is to axially push the shaft from its float in position to the float out position. The rotor may find another magnetic center within the endplay limits. The force applied to move the rotor from its original position is low to medium. 1) Light or Weak: The rotor can easily be moved off its magnetic center, changing the rotor position, by applying an external force to the end of the shaft. The rotor will then oscillate axially for a period of time searching for its magnetic center. 2) Medium: A moderate force is required to move the rotor off its magnetic center. When forced off center, the rotor will oscillate a few times before it locks once again onto the magnetic center. 3) Strong: A significant applied force is required to move the rotor off its magnetic center location. The rotor will immediately return to its magnetic center without observable axial oscillations. Test experience shows that the main contribution to the magnetic re-centering force is due to the variations in the air path permeance in the air gap and radial cooling vent areas when the rotor is displaced from its magnetic center. Although mechanical airflow imbalance will be considered, it is usually a very small influence on the magnetic center phenomenon. For high speed motors, such as 2 pole machines where a few stator and rotor radial cooling vents are required or no rotor vents are required, the magnetic center has a tendency to be weak. Conversely, the magnetic center tends to be strong in machines with a large number of poles due to the required higher magnetization current [1]. However, for 4 pole and slower speed machines, the magnetic center can still fall into any one of the above 3 categories (weak, medium, or strong) depending on how the radial vents are configured. Motors with radial cooling vents aligned are generally considered to be designs with strong magnetic centers. The magnetic centering forces associated with radial aligned vents are significantly stronger than for those machines that have misaligned vents because there are more edges of the rotor packs aligned with the edges of the stator packs. Unfortunately, the technique of having the stator and rotor cooling vents aligned can lead to other undesirable effects, such as an increase in noise level. When non-aligned stator and rotor cooling vents are used, it is expected to have a magnetic center from medium to strong if the stator and rotor are manufactured within Fig. 1 – Illustration of Double Magnetic Center Another factor that may influence axial rotor position is the airflow balancing forces. The axial force created by the velocity of the air from cooling fans mounted on the rotor can have an effect on the axial magnetic forces. This effect will mostly be noticeable on TEFC machines with an external fan mounted on the shaft and interior axial single end ventilation. Open machines with two fans of identical construction and double end ventilation have differences that are so minimal that the circuits will appear to be balanced and the forces developed by the fans can be considered equal and opposite to each other. However, if the external fan is mounted on one end of the rotor shaft, such as a TEAAC enclosure, and the pressure of the external fan produces forces that exceed the re-centering magnetic force established inside the motor, the resulting forces may lead to oscillation on the shaft and an unstable magnetic center. This situation is especially true when the magnetic center is light or weak. 266 There are methods that have been developed to help strengthen the magnetic center forces on a machine with minimum effect on overall motor performance. These methods will be discussed in Section VI of this paper. IV. as shown in Figs. 3 and 4, the characteristic of the rate change, equation (3), is plotted in Fig. 5. CALCULATION OF FORCES The calculations used in this paper are based on the method developed by Bradford and Rhudy in the AIEE report from 1953 [2]. There are several factors that influence the axial magnetic force resulting from the air gap permeance of the machine as the rotor is displaced axially. 1) Core Alignment: Changes in alignment of the ends of the stator core with respect to the rotor core ends. Equation (1) represents the force in pounds (lbs.) for a relatively small axial displacement of a few air gap lengths. Fends = 0.0117α × where Eo α Imo f Lo L ∂L/ ∂x 60 f × E o Im o Lo ⎛ Lo ⎞ ×⎜ ⎟ ⎝ L ⎠ 2 × ∂L ∂x (1) Fig. 2 – Idealized End Configuration [2] Phase voltage, volts Number of phases No load phase current, amps Frequency, hertz Gross core length, inches Effective core length per unit air gap, inches Rate of change of effective machine length with axial displacement 0.0117α × 60 F x E o Imo Lo Fig. 3 – Rate of change of effective machine lengths when stator overhangs rotor at each end [2] (2) The expression (2) represents the energy stored in the air gap per unit length, and is a unit of force. The second term of 2 equation (1), (Lo/L) , is dimensionless and is the ratio of the rotor displacement from its magnetic center. This value is nearly equal to unity for relatively small displacements of a few air gap lengths. The term [∂L/ ∂x] is also dimensionless and its contribution is established by the following relationship. − where h g d ∂L ∂x ⎡ 2 ⎣ π = ⎢1 − × Ctn −1⎛ h ⎞⎤ ⎜ ⎟⎥ ⎝ g ⎠⎦ (3) Fig. 4 – Rate of change of effective machine length when the stator overhangs the rotor [2] displacement, inches air gap length, inches width of the duct (vent), inches The value [∂L/ ∂x] represents the rate of change of effective length with respect to axial displacement of the core ends. The idealized stator and rotor end configuration is referenced in Fig. 2. When the rotor and stator are not identical lengths 2) Vent Alignment: The force resulting from changes in alignment of the edges of the radial cooling vents. Equation (4) will apply for the force resulting from changes of the edges of the radial vents. Its contribution of [∂L/ ∂x] will be for each duct of the machine and its associated vent pack correction per (Lo/L)2. The component for opposite 267 1 6 0.9 d/ g=10 5 0.8 d/ g=8 4 0.7 3 0.6 2 0.5 1 0.4 0 d/ g=6 d/ g=4 d/g=2 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 0.3 AXIAL DISPLACEM ENT PER UNIT AIR GAP (h/g) 0.2 d/g=2 d/g=4 d/g=6 d/g=8 d/g=10 d/g=12 Fig. 7 – Rate Of Change Of Effective Machine Length With Axial Displacement Of Rotor [2] d/g=14 0.1 Equation (5) and (6) are correct only when stator and rotor core ends are aligned [2]. 0 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 Axial Displacement per unit air gap (h/g) Frx = − Fig. 5 – Rate of change of effective machine length with axial displacement of rotor [2] stator and rotor ducts to the term, [∂L/ ∂x], is represented by the idealized configuration in Fig. 6. The reduction of effective machine length per axial displacement of the rotor is plotted in Fig. 7. Fducts = 0.0117α × where n 60 f × E o Im o Lo ⎛ Lo ⎞ ×⎜ ⎟ ⎝ L ⎠ 2 × ∂L ∂x ×n (4) Fsx = 12T D 12T D where T D θrk θsk ( × θ rk + θ sk ( × θ rk + θ sk ) ) (5) (6) Torque, ft-lbs Rotor diameter, inches Angle of rotor skew, radians Angle of stator skew, radians This magnitude of force can be evaluated based on the stator and rotor currents and physical dimensions of the machine. However, due to the limited application of large machines with skewed cores and the low axial force effect at no load condition, this particular force component was not analyzed. number of radial vents 4) Air Gap Flux vs. Ring Current: Axial force is influenced by the interaction of the air gap flux with the current on the rotor cage end rings. For the steady state condition, this effect is negligible and its contribution only arises when the rotor is shifted from its magnetic center by an external force or during the starting condition where the rotor will move axially until it achieves magnetic center. All of the above forces contribute to the final resultant magnetic centering force. The magnitude is directly influenced by the energy stored in the air gap, the force generated by the core ends, the radial ducts and the position of the rotor with respect to the stator. V. Fig. 6 – Idealized duct configuration [2] 3) Skewed Core: A third component arises when either the stator or rotor core is skewed. The force in pounds resulting from skewing a rotor or stator will be proportional to the skew and torque transmitted. TEST PROCEDURES AND RESULTS Tests were performed to several machines to measure the axial force and its axial displacement. The machines were selected based on size, type of enclosure, and speed, as well as stator and rotor cooling vents configurations shown in TABLE I. 268 TABLE I Case 1 2 3 4 5 HP 4550 2000 3500 4000 8000 Poles 4 2 2 4 6 TEST CASES Voltage Freq. 13800 60 4160 60 4160 60 4160 60 13800 60 Enclosure TEAAC WP2 WP2 WP2 TEWAC A load cell was mounted to the shaft end to measure the axial force for different conditions. Fig. 8 illustrates a typical set up for a load cell device. Per Fig. 9, the axial forces for each case show different results when the rotor is locked away from its magnetic center. As the rotor is moved in and out, the re-centering forces are opposed to the direction of displacement indicating that the rotor wants to return to its magnetic center. Cases 1 through 4 are designs with the stator and rotor core ends aligned and in line radial cooling vents. Cases 1 and 4 are 4 pole machines that demonstrate stronger magnetic recentering forces in both rotor positions as compared to the 2 pole machines shown in Cases 2 and 3. Case 5 has the lowest tested re-centering force as a result of being designed with non-aligned radial cooling vents. AXIAL FORCE (lbs.) 600 400 Case 1 Case 2 Case 3 Case 4 Case 5 200 0 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 -200 Fig. 8 – Load Cell Configuration -400 Components marked in Fig. 8 are as follows: -600 AXIAL DISPLACEMENT OF ROTOR FROM ITS MAGNETIC CENTER A: The Flange is bolted to the drive end of the motor shaft and rotates with the shaft. B: The Thrust Bearing is a non-rotating part that transfers force to the load cell. C: The Load Cell is locked in place with the motor at magnetic center and offset to zero. Fig. 9 – Axial Force Test at Full Voltage Fig. 10 represents testing of the axial forces for Case 4 when the rotor is locked away from its magnetic center at different voltages. All other cases tested demonstrate the same axial force profile when the voltage is reduced from 100% to 60% of rated voltage. The axial force magnitude Testing protocol is divided into 2 different conditions, Running and Starting. 600 A. Running Condition 100%V The motors were operated at rated voltage and frequency under no load conditions with the rotor positioned and held on its magnetic center. Under these conditions, the motors were brought up to speed, with the axial forces measured and recorded using high speed data acquisition equipment. While running, the voltage was dropped from 100% to approximately 60% of the rated voltage to see the rotor behavior under the weaker flux conditions. Symmetrical radial cooling vents as well as stator and rotor offsets were measured during manufacturing for record purposes. Machines designed with stator and rotor cooling vents aligned were also selected for testing. The axial magnetic forces were measured while the rotor was moved axially, inboard and outboard, along the complete travel path of the end play. Fig. 9 is a summary of the test results for the axial force in pounds versus the rotor axial displacement at full voltage condition. 80%V 90%V 400 70%V 60%V AXIAL FORCE (lbs.) 200 0 -0.3 -0.2 -0.1 0 0.1 0.2 0.3 -200 -400 -600 AXIAL DISPLACEMENT OF ROTOR FROM ITS MAGNETIC CENTER Fig. 10 – Axial Force Test at Different Voltages for Case 4 269 magnetized at the same rate as the winding during the starting condition. Therefore, the vent arrangement has minimal contribution to the axial forces. 12 0 Case 1 10 0 AXIAL FORCE (lbs.) decreases approximately to the square of the voltage as the voltage drops. Table II is a comparison of the calculated forces using equations from Section IV and the test results. The tested values are similar to calculated for machines with core ends and radial cooling vents aligned. However, Case 5, which is a non-aligned vent arrangement, did not follow the same pattern due to multiple axial forces working against each other. To predict accurate results, it is necessary to evaluate the contribution for each individual rotor duct with respect to the stator ducts. For this arrangement (non-aligned radial cooling vents), the axial force may vary in sign between individual packs and it is possible to have more than one equilibrium position in the rotor with respect to the stator [2]. TABLE II AXIAL FORCE (lbs.) - CALCULATED VS. TESTED Displacement Calculated Tested (inches) 0.1 0.2 0.1 0.2 Case 1 189 386 244 485 Case 2 60 230 80 160 Case 3 142 337 125 242 Case 4 320 599 340 469 Case 5 84 151 45 95 Case 2 80 Case 3 60 Case 4 40 Case 5 20 0 0 10 20 30 40 -20 -40 -60 -80 TIME (Seconds) Fig. 11 – Axial Force vs. Time for ATL Starting 270 7000 140 Amps (A) 6000 120 Voltage (V) 5000 100 Speed (RPM) Load (Lbs.) 4000 80 3000 60 2000 40 1000 20 0 0 0 2 4 6 8 10 12 -1000 14 -20 TIME (SECONDS) Fig. 12 – ATL Starting for Case 3 AXIAL FORCE (lbs.) When a motor is energized, the magnetic field can not be established or changed instantaneously in the magnetic iron. The instantaneous field created by applying voltage to the winding is forced to interact with the air or leakage paths of the machine due to the concentration in the end turn regions of the stator winding. A strong magnetic field is present on each end of the winding [5]. The magnetic material in the presence of these magnetic fields tries to position itself to shorten the flux path and the rotor reacts by trying to move into the end turn regions to shorten the air lines of force. Thus, the rotor will axially move and thrust between the bearing and shaft collar until the magnetic field is established in the stator iron before it will return to its magnetic center. Testing axial force during starting has not been reported in the literature. To accomplish this test, the motor was started across the line with a load cell device mounted on the shaft end to measure and record the axial force. Refer to Fig. 8 for load cell configuration. All five of the cases were started across the line (ATL) with the rotor locked by the load cell on the magnetic center while the axial force, voltage, amps and speed were recorded. In each case, additional starts at reduced voltages were performed to analyze the axial force behavior. Figure 11 is a summary of all the cases started across the line. In all cases the rotor has a behavior of exhibiting positive or negative axial forces until the machine reaches full speed. Fig. 11 shows that the magnitude of the axial forces measured are transitory and decay rapidly to zero indicating that the magnetic center has been located. Data was recorded using a data acquisition system with a high speed sample rate to demonstrate this transitory effect. The results show that there is no correlation between the magnitude of the force, the vent arrangement of the machine or the number of poles. This lack of correlation is due to the core lamination packs not being Fig. 12 illustrates how the axial force rises rapidly when the voltage is applied during start up due to the magnetic field concentration on the end turns versus the lack of magnetization in the iron laminations. Once the machine reaches full speed the laminations become fully magnetized and it returns to magnetic center where the axial forces are zero. The intention of performing the ATL starting test was to study the rotor behavior, not to establish the relationship of the flux in the machine in comparison with the axial force. This is due to the lab limitations of the voltage source which did not recover quick enough to correlate the magnitude of force with the voltage applied during acceleration. RPM,VOLTS,AMPS B. Starting Condition All cases were tested to show the difference in axial force when started at different voltages. Fig. 13 plots the magnitude of the axial force against the voltage applied during the starting condition. The 4 pole machines show minimal change in the axial force with relation to the starting voltage. However, the 2 and 6 pole machines exhibit a magnitude close to linear correlation to the applied voltage. Due to the size of the machine for case 5 and the test facility limitations, the motor was tested at 52% of rated voltage. 125 Case 1 100 Case 2 Case 3 75 Case 4 AXIAL FORCE (lbs.) 50 Case 5 25 0 0 20 40 60 80 100 120 -25 -50 load test. The contribution of this re-centering force will most likely happen on machines with weak magnetic centers. VI. METHODS TO STRENGTHEN AXIAL MAGNETIC FORCES. As stated in Section III, the axial forces associated with magnetic centering are influenced by the alignment of the stator core and rotor core ends and the edges of the stator and rotor radial ducts. When double magnetic centers are found, as represented in Fig. 1, or when the magnetic center is considered weak, the rotor can shift off its magnetic center producing an axial force sufficient enough to damage the couplings. To minimize this effect by strengthening the magnetic center, a “dummy” or grooved vent can be incorporated on the rotor. The dummy vent is approximately 0.075 inches deep and is positioned on the rotor to equal or be slightly larger than the width of the stator vent. The machining of the dummy vent location is dependent on the radial stator and rotor vent configuration, but most often is placed exactly opposite the stator vent location. See Fig. 14 as an example. Dummy vents can be used to correct manufacturing variations where the rotor vents are mis-aligned with the stator vents creating nonsymmetrical balancing forces. -75 -100 -125 STARTING VOLTAGE (%) Fig. 13 – Starting Voltages vs. Axial Force C. Additional Tests An additional experimental test was performed to study the rotor behavior while controlling the external airflow of the machine. 1) Open Enclosures: Top mounted open enclosures with double end ventilation had one air inlet partially blocked to simulate an unbalanced aerodynamic effect. The results conclude that the rotor did not experience any change in the magnetic center in either direction of the end travel for cases 2 through 4. 2) TEAAC Enclosures: For case 1, the air inlet of the external blower was blocked to increase the back pressure of the blower and the axial force was recorded at steady state condition resulting in 31 pounds of axial force. This suggests that the external blower, depending on its size and speed, is capable of producing a mechanical axial force that could effect the machine re-centering forces. There was no attempt to calculate the external force due to the use of an external fan. 3) Load Effect: The five test machines were too large to test under actual mechanical load conditions to see the effect of the rotors under load. Previous testing experience reveals, however, that the magnetic center on machines under load condition can vary compared to the no load case, due to the additional axial force produced by the current on the end rings. This axial force component is not present during a no Fig. 14 – Illustration of “Dummy” Rotor Vent Note that these radial machined grooves do not provide a radial ventilation passage. The purpose of the dummy vent is to simulate alignment between the rotor vent and the stator vent to increase the axial centering force between the radial vent edges. The addition of the machining groove can be easily obtained on fabricated rotor bar designs where the bars are driven into each rotor slot [1]. The number of dummy vents to provide is dependent on the number of stator and rotor vents and the magnitude of the desired magnetic force increase. In general, providing a dummy vent in the center of the rotor core and at least one on each extreme end of the rotor will improve the magnetic 271 center force. Providing more rotor grooves will only increase the strength of the magnetic center. However, special attention should be paid to motor performance since the average radial air gap is being modified with every dummy vent added. Past experience shows that the changes in performance on large induction machines are minimal. The main parameter that will be effected is the power factor due to the increase in the average air gap. The expected performance with the addition of the grooves (or offset depth) can be calculated by averaging the equivalent air gap through the effective core length of the machine. VII. AXIAL ALIGNMENT OF FLEXIBLE COUPLINGS WITH SLEEVE BEARING MOTORS The sleeve bearing machines designed and applied in accordance with NEMA MG1-20.29 for large motors, greater than 500hp, establish a rotor end float limit of 0.5” and notes to limit the maximum coupling end float to 0.19” [4]. This limit is to ensure that clearance is maintained under all operating conditions between the journal shoulders on the motor shaft and the end faces of the bearings. A machine with sleeve bearings running on its magnetic center will not show axial forces. If the rotor position is displaced from its magnetic center, the re-centering force will develop and try to return the rotor to its magnetic center position. For most large motor applications, limited-end float flexible couplings are used for connecting motors with sleeve bearings to driven loads containing thrust bearings. When the motor is uncoupled and then energized, the centering force will move the rotor to its magnetic center position as described in Section V. B ‘Starting Condition’. However, when the machine is coupled the motor will transmit torque to the load. Under this condition the centering force is usually insufficient to overcome the friction in the coupling and therefore, will continue to operate in the position set by the coupling. In other words, the rotor requires a small force to move off center, but requires a very large force to slip the coupling and return to magnetic center when transmitting motor starting torque to the load. VIII. CONCLUSIONS Although the information and results discussed in this paper are performed on induction motors, the principles can be applied to any AC electrical machine, including synchronous and wound rotor motors. Several conclusions can be derived based on the testing performed. A. The equations presented in this paper provide a reasonable, order of magnitude prediction of the resultant axial forces when the machines are influenced by the magnetic circuit and the iron effects. These calculations can help to determine the strength of the magnetic re-centering force and its consequences. These equations are intended to be used exclusively for machines with aligned radial vents or when core ends (stator or rotor) overhang each other. B. Both electrical and mechanical components influence the magnetic centering force. Machines constructed with internal vents and core ends aligned have a stronger magnetic center compared to those with non-aligned vent arrangements. C. All tested machines experienced axial movement of the rotor within the endplay limitations during across the line starting. The magnitude of the axial force is transitory and decays once the machine reaches full speed. The shifting of the rotor may exceed the end play limits, but the sleeve bearing and the shaft collar are designed to accommodate this momentary effect [5]. D. Methods to strengthen the magnetic center where the re-centering forces are relatively weak or minimize a double magnetic center have been successfully applied with the use of “dummy” or grooved vents. The machining of the dummy vents is relatively easy to accomplish and can contribute tremendously to strengthen weak magnetic centers. The recentering force effect created by the grooves will vary depending on the speed of the motor and the number of grooves. High speed machines may require two or more dummy vents while low speed machines may only need one or two to strengthen the magnetic center. E. Because of the inherent nature of electric machines, small unbalanced forces that are dynamic or magnetic can physically disrupt the force equilibrium. This will result in unstable rotor positions and shaft oscillations within a few thousandths of an inch and the magnitude of the axial force can be as low as one pound of force. At first glance, these oscillations could be misconstrued as axial force by the human eye; however, the magnitude is negligible and considered normal for most machines. IX. ACKNOWLEDGEMENTS The authors would like to acknowledge the assistance of Bryan Evans, Terry Evans, Gabriel Sosa, Pat Hyzak for their help and use of the test facility. The authors would also like to show appreciation to Dennis Kosar, Russell King, and MP Reddy, for their help to support the technical aspect of this documentation. X. REFERENCES [1] EASA technical paper 1996, Some Aspects of Magnetic Centering effects on sleeve bearing induction Motors by Bob Brozek. [2] AIEE Rotating machinery committee, Published in 1953 Paper 53-124, Axial Magnetic forces on Induction Machine Motors, By C.E. Bradford and R.G. Rhudy [3] Managing Motors, The plant engineering’s guide to induction industrial electric motors, Richard L. Nailen, P.E. [4] NEMA Standards Publication MG 1-2003, Motors and Generators [5] Axial Alignment of Flexible Coupled Sleeve Bearing Motors, September 1985, Internal Westinghouse Memo by E. F. Merrill, PE XI. VITAE Javier Portos graduated from U.A.N.L, Mexico with a BSEE degree in 1990. He joined Unimega-Hitachi Monterrey Plant in 1990 as an Electrical Design Engineer. He moved in 1996 272 to GE Canada as an Electrical Design Engineer with the large motor technology group. In 1998 he pursued a career with Louis Allis company in Milwaukee as a Electrical Design Engineer of large and special induction motors. In December 1998, he joined Teco-Westinghouse Motor Company as an Advanced Design Engineer and currently holds a position as a Senior Design Engineer for large Induction and Synchronous machines. Sandra Turner graduated from Texas A&M University in December 1994 with a BSEE degree. She joined TecoWestinghouse Motor Company in January 1995 as an Electrical Engineer and has held various positions in sales, applications and engineering. She is currently a Senior Design Engineer for large Induction Machines. Bill Veerkamp received the B.S. degree with honors and the M.S. degree from the University of Missouri-Rolla in 1988 and 1989, respectively, both in electrical engineering. In 1989 he joined The Dow Chemical Company, where he has worked in a variety of positions. He currently provides electrical technical support in their Engineering Solutions office in Houston. He is a member of the IEEE Industry Applications (IAS) and Power Engineering Societies as well as the Standards Association. He is Vice-Chair of the Awards Nominating Subcommittee of the IAS Petroleum and Chemical Industry Committee (PCIC). 273