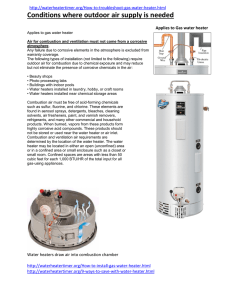
Optimization of the Fired Heaters in the Oil and Gas industry INTRODUCTION Fired heaters, which are sometimes called process heaters or direct fired heaters, are designed to heat petroleum products as well as chemicals and different liquids and gases. The heating process is done to increase the temperature of a fluid for a further downstream process in the petrochemical industry (Baukal and Charles 2001,page 11) In this research project, the parts and working principle of a fired heater will be described. Then different modifications that can be done in order to increase reliability, efficiency and environmentally suitability of the fired heater and as well as the safety of the equipment will be described. Parts and Working Principle The heating process is conducted by increasing the temperature of the fluid for next processes where the heat is delivered. The working principle of the device based on the theory of heat transfer. Heat is transferred in three ways: Radiation-where heat is transferred by electromagnetic radiation like the Sun heats the Earth, Conduction-heat is transferred between two materials by movement of atom and molecules, convection-heat is transferred by mixing or carrying a part of a medium to another part (Alfa Laval 2004). All three ways are applied in fired heaters to gain maximum heat production. As a heater fuel, low molecule weight hydrocarbons, reformers and waste gases are used by many refineries. Usually natural gas is mixed with waste and other off-gases as the primary fuel for the heating process. Alongside these, some heavy weight molecule hydrocarbons can also be used such as tar, pitch and Bunker C (heavy oil). Samir Nabiyev 55449 Team 9 A conventional fired heater (figure 1) consists of 5 sections: Radiant, Shield, Convection, Breeching sections and Stack. Firstly, the radiant section is the most important part of the fired heater where 85% of the heat is gained. Depending on the type of the equipment, it consists of vertical or horizontal tubes which are located along the walls. Provided they are near the flame, the tubes get heat directly from the burners. (AMETEK 2014) Secondly, the convection section reduces the remaining temperature of the exhaust gas by removing heat from it and preheating the contents of the tube. An excess amount of heat gained in convection section indicates the existence of high draft. The temperature of the tubes is measured in both radiant and convection sections. (AMETEK 2014) Following this the shield section containing sets of tubes in row between the radiant and convection section prevents the convection section from being heated directly by radiant heat. Important measurements are usually made below the shield section. The temperature of bridgewall (or breakwall) is considered the temperature of flue gas after the radiant heat is removed by the radiant tubes and before it reaches the convection section. (AMETEK 2014) Finally, the breeching section is the transition from the convection section to the stack from where the exhaust gas leaves the furnace (AMETEK 2014) Turning to how it works, the basic process starts from combustion, where the rapid combination of fuel and Oxygen results in an exothermic reaction and for a completed combustion, the fuel and Oxygen should be mixed thoroughly (Grag, 2010). While in theory the burning of the fuel completely is achievable, in actual operation the calculated amount of fuel and air will not burn sufficiently due to the need for excess air (Grag, 2010). The combustion process is started and maintained in burners which also deliver fuel and air in the correct proportion, mix them and ignite and stabilize the flame. (Grag, 2010) As the combustion starts, negative pressure is created inside the heater due to lightness of the hot flue gas inside and this pressure is called draft pressure or just draft that needs to be maintained to be slightly higher than atmospheric air pressure to prevent by-products from escaping into the surrounding area and to carry flue gas to stack (SIEMENS 2012). Providing the heater is under negative pressure, it makes the operation safe and prevent hot flue gases from leaving the furnace without giving off heat (Grag, 2010). Depending on the fired heater and where it is installed, draft or negative pressure can be created in three ways: Page 2 Samir Nabiyev 55449 Team 9 natural draft, forced draft and induced draft (NYB, no date). Natural draft uses the stack effect which is created when flue gas are hotter and less dense than around the stack opening. When flue gas rises a natural convection current is formed. To get sufficient draft, stack should be high (SIEMENS, 2012). In order to get high air velocity and better air/fuel mixing with smaller burner, forced draft is used. In this case a centrifugal fan is used to supply air continuously (Grag, no date). Induced draft is created by installing a fan to draw the glue gas out of the heater. Control of the draft is regulated by changing the fan speed. The induced draft makes high stack unnecessary (SIEMENS, 2012). When preheating installations are needed both of the forced and induced draft fans are this is known as balanced draft (Garg, no date). Requirement for Optimization Fired heaters were usually considered to be less efficient than boilers due to the following reasons: firstly, high stack temperature and excess air level is usually observed, secondly, they are a part of a large process unit and that’s why they have shifts operations during the course of a year, thirdly, the demand for response to process is higher than demand for efficiency. (James, 1983). But nowadays by means of applying automated controls, safety has improved greatly. The reason why today many companies and governments invest in automation control in each plant is higher reliability and lower lifecycle costs in the automated process (YOKOGAWA, no date). As the majority of safety issues have been solved, the need for efficiency became a priority. “Even a 1% improvement in thermal efficiency translates into energy savings of $600,000 per year”. (Grag, no date) Having looked at optimization it needs to be remembered that fired heaters can be a source of environmental pollutions. The main issue with the use of fired heaters is Nitrogen Oxides which is released into the atmosphere during operation. This is why the improvement on fired heaters to keep emission level below the federal and local mandates is important (Optimized Process Furnaces, 2007-2015). The main cost of a fired heater is its fuel and maintenance when fuel costs cannot be reduced, maintenance cost can be decreased by implementing an optimal maintenance inspection strategy (Vicente, no date) Page 3 Samir Nabiyev 55449 Team 9 Emission and Efficiency Optimization The usual problems with fired heaters that results excess costs are issues like excessive air, fouled convection sections, high temperature of stack, bad flames and overfiring (Garg, no date). The main optimization is required in the combustion part. There are two main aspects that must be considered at first stage: Nitrogen and fuel-air quantity. These two factors have common trends in term of air amount. For every part of oxygen four parts of nitrogen enter the burner. As the nitrogen is not burning, it absorbs the heat and carries it to the stack. As a result, the generated heat is lost and more nitrogen oxide is emitted into the atmosphere (Grag, no date). While trying to stop excessive air from entering the combustion, the amount of air mixed with fuel can be less than required. It can lead to incomplete combustion where the fuel leaves the stack without being ignited and it means a loss of energy as well as a lack of oxygen in combustion process which creates CO and NOx emissions (Cooper, 2008). One of the concepts to maintain proper air/fuel mixture in a forced draft using fired heater is given in (figure 2). This is an automated system where flow rate is adjusted to maintain the temperature of the heat transfer fluid exiting a furnace. The temperature controller maintain amount of fuel which enters into combustion, and the flow sensor F, attached to sense flow rate of fuel, sends the flow rate data to flow fraction controller FFC. According to the present flow rate, FFC calculates the required amount of air and changes it accordingly. (Cooper, 2008). By using this system, full combustion can be achieved and it can increase efficiency and decrease emissions (Cooper, 2008). Further optimizations based on this concept can be done by attaching sensors/transmitters on the stack to monitor amount of O2 and CO (indicates all lost fuel) and can provide flow fraction controller with more accurate information in a short time (Cooper, 2008). Another point is that, despite using a blower, exhaust gas stream is delivered to the stack at low pressure due to passing through the tubes and twists and turns of irregular ductwork. The difference in the pressure is a good alternative to measure flow rate more accurately and easily than measuring in the air inlet pipe. Sensors/transmitters are attached to indicate differential pressure between two across point of stack (figure 3). Instead of using a valve as final control element, damper louvers are also used by which the FFC controls differential pressure by opening and closing louvers (Cooper, 2008). Taking all things into consideration Page 4 Samir Nabiyev 55449 Team 9 the system adjusts both draft and air-mixing as a result efficiency and fewer emissions are achieved. There are some other methods which are applied to decrease the amount of NOX released into atmosphere. One of them is installing Low-NOx burners which controls flame temperature and reduces oxygen concentration and it is possible to cut emissions by 60% (Optimized Process Furnaces 2007-2015). Another method is flue gas recirculation (FGR) in which external flue gas is blown into combustion air and it lowers the flame temperature and cuts formation of NOx(Optimized Process Furnaces, 2007-2015). Alongside these, chemical reactions also used to separate NOx into harmless nitrogen and water molecules (Optimized Process Furnaces, 2007-2015). Revamping One of the ways to increase efficiency and productivity is revamping where by additional rows of tubes are added which increase surface area. The increasing of capacity of a fired heater by firing it harder, results in problems such as over-firing, high tube metal temperatures, positive pressure inside fired hater. This fact makes the revamping process inevitable by which the heater capacity and efficiency, NOx emission is decreased. The smaller differential temperature is achieved which increases tube life as well. In Figure 4 two additional rows of tubes are installed without making a major change. If space for extra tubes is less, the convection section can be extended into the breeching section to get extra space (Garg, no date). Replacing tubes with small diameter ones in order to increase surface area and space inside heater, can lead to heat transfer problems because of spacing.(Muhlenforth, 2014) Safety As the operation is conducted at high temperature with flammables, risk of explosion, fire and other accidents still exist. Modern control systems are applied successfully to increase safety. They include combustion control, interlock mechanism and a safety shut-off mechanism to prevent explosion. To achieve this a burner management system (BMS) monitors pressure, temperature, CO in flue gas and flame and according to this information the controller makes decision. A typical BMS is shown in figure 5 which has capability to Page 5 Samir Nabiyev 55449 Team 9 shut-off system which detects CO concentration as well. The BMS can also determine the level of methane levels providing an extra level of safety during start up where a flame out or a failed burner ignition can cause an explosion (Yokogawa, 2014). Conclusion In conclusion, I would emphasize the importance of the application of automated control in the process heaters, which gives multiple benefits in terms of efficiency, lower emissions, increased safety and equipment durability and reliability. The proper mixture of air and fuel is the key for optimization where excessive air results in a loss of energy and NOx emissions whereas lack of air results in uncompleted combustion and CO emissions. These problems are easily mitigated after introducing automated control systems. Page 6 Samir Nabiyev 55449 Team 9 Bibliography Alfa Naval Company. (2004). The theory behind the heat transfer. [online]. Available at: http://local.alfalaval.com/en-gb/aboutus/news/Documents/The%20Theory%20behind%20heat%20transfer.pdf [Accessed 16 Jan. 2015]. Ashutosh, G (no date) Optimise fired heater to save money. Sugar Land Texas. [Online]. Available from: http://www.researchgate.net/profile/Ashutosh_Garg2/publication/236543849_Optimize_fi red_heater_operations_to_save_money/links/00b7d53178b4462cbd000000 [Accessed on 16 January 2015] Baukal, Charles E., Schwartz, Robert E., Baukal, Charles E. Jr., The John Zink Combustion Handbook, CRC Press, Boca Raton, Fl., March 27, 2001. Controlguru.com, (2015). Ratio control and metered-air combustion processes - practical process control by control guru. [online] Available at: http://www.controlguru.com/2008/012708.html [Accessed 16 Jan. 2015]. Equipnet. (2015). Heaters from Kinetic Technology International Listing. [online] Equipnet.com. Available at: http://www.equipnet.com/kinetic-technology-internationalfired-htf-heater-93-mmbtu-hr_listid_298618/ [Accessed 16 Jan. 2015]. Greg, A (2010) New approach to optimizing fired heater [online]. Sugar Land Texas, available: http://repository.tamu.edu/bitstream/handle/1969.1/94037/ESL-IE-10-05-01.pdf [accessed 16 January 2015]. Grag, A. (1998). Revamp fired heater to increase capacity. 1st ed. [ebook] Sugar Land, TX: Yogitadoda, pp.1-4. Available at: http://www.scribd.com/doc/94566782/Revamp-FiredHeaters-to-Increase-Capacity [Accessed 16 Jan. 2015]. Page 7 Samir Nabiyev 55449 Team 9 Muhlenforth, C. (2015). Revamping a Process Fired Heater | Carmagen Engineering. [online] Available at: http://www.carmagen.com/news/engineering_articles/news27.htm [Accessed 16 Jan. 2015]. Optimized Process Furnaces, INC, (2015). OPF Emissions Control | Optimized Process Furnaces, INC | Chanute, KS. [online] Available at: http://www.firedheater.com/emissionscontrol_id72.html [Accessed 16 Jan. 2015]. Siemens Application Data, (2012). Procidia™ Control Solutions Combustion Management Solutions Furnace (Draft) Pressure Control. [online]. Available at: http://cache.automation.siemens.com/dnl/TE/TEyOTc2MQAA_51436060_HB/AD353106r3.pdf [Accessed 16 Jan. 2015]. Shriver, J. (2015). Improving fired heater efficiency. [ebook] Foxboro, Massachusetts: The Foxboro Company, p.602. Available at: http://repository.tamu.edu/bitstream/handle/1969.1/94621/ESL-IE-83-0496.pdf?sequence=1 [Accessed 16 Jan. 2015]. The New York Blower Company, (n.d.). Fans and blowers for combustion process. [online] Available at: http://www.nyb.com/Catalog/Letters/EL-10.pdf [Accessed 16 Jan. 2015]. Yokogawa.com, (2015). Fired heater safety & optimization - combustionONE | Yokogawa America. [online] Available at: http://www.yokogawa.com/us/products/processperformance-safety-solutions/process-safety-management/fired-heater-safetyoptimization.htm [Accessed 16 Jan. 2015]. Yokogawa.com, (2015). Optimizing Combustion Control with the TDLS200 | Yokogawa America. [online] Available at: http://www.yokogawa.com/us/technical-library/applicationnotes/optimizing-combustion-control-with-the-tdls200.htm [Accessed 16 Jan. 2015]. Page 8 Samir Nabiyev 55449 Team 9 Appendix Figure 1. Typical Fired Heater AMETEK 2014 (left), and http://www.equipnet.com/kinetic-technology-international-firedhtf-heater-93-mmbtu-hr_listid_298618/ (right) Page 9 Samir Nabiyev 55449 Team 9 Figure 2. Ratio Control Architecture http://www.controlguru.com/2008/012708.html Figure 3. Ratio Control Using Air flow From Differential Pressure Page 10 Samir Nabiyev 55449 Team 9 Figure 4. Revamping http://www.scribd.com/doc/94566782/Revamp-Fired-Heaters-to-Increase-Capacity Figure 5. Safety Control http://www.yokogawa.com/us/technical-library/application-notes/optimizing-combustioncontrol-with-the-tdls200.htm Page 11 Samir Nabiyev 55449 Team 9 Page 12