Article
Using the Kriging Response Surface Method for the Estimation
of Failure Values of Carbon-Fibre-Epoxy Subsea Composite
Flowlines under the Influence of Stochastic Processes
Yihan Xing 1, * , Wenxin Xu 1 and Valentina Buratti 2
1
2
*
Citation: Xing, Y.; Xu, W.; Buratti, V.
Using the Kriging Response Surface
Method for the Estimation of Failure
Department of Mechanical and Structural Engineering and Materials Science,
Faculty of Science and Technology, University of Stavanger, 4021 Stavanger, Norway;
xuwenxin956401@outlook.com
Aibel AS, 4313 Sandnes, Norway; valentina.buratti@aibel.com
Correspondence: yihan.xing@uis.no
Abstract: This paper investigates the use of the Kriging response surface method to estimate failure
values in carbon-fibre-epoxy composite flow-lines under the influence of stochastic processes. A case
study of a 125 mm flow-line was investigated. The maximum stress, Tsai-Wu and Hashin failure
criteria was used to assess the burst design under combined loading with axial forces, torsion and
bending moments. An extensive set of measured values was generated using Monte Carlo simulation
and used as the base case population to which the results from the response surfaces was compared.
The response surfaces were evaluated in detail in their ability to reproduce the statistical moments,
probability and cumulative distributions and failure values at low probabilities of failure. In addition,
the optimisation of the response surface calculation was investigated in terms of reducing the number
of input parameters and size of the response surface. Finally, a decision chart that can be used to
build a response surface to calculate failures in a carbon fibre-epoxy-composite (CFEC) flow-line
was proposed based on the findings obtained. The results show that the response surface method is
suitable and can calculate failure values close to that calculated using a large set of measured values.
The results from this paper provide an analytical framework for identifying the principal design
parameters, response surface generation, and failure prediction for CFEC flow-lines.
Values of Carbon-Fibre-Epoxy Subsea
Composite Flowlines under the
Keywords: composite material; kriging; response surface; optimisation; failure analysis
Influence of Stochastic Processes.
Designs 2022, 6, 1. https://doi.org/
10.3390/designs6010001
Academic Editor: Julian D. Booker
Received: 19 November 2021
Accepted: 21 December 2021
Published: 23 December 2021
Publisher’s Note: MDPI stays neutral
with regard to jurisdictional claims in
published maps and institutional affiliations.
Copyright: © 2021 by the authors.
Licensee MDPI, Basel, Switzerland.
This article is an open access article
distributed under the terms and
conditions of the Creative Commons
Attribution (CC BY) license (https://
creativecommons.org/licenses/by/
4.0/).
1. Introduction
Subsea flow-lines play a vital role in the subsea system. They transport production/injection fluids from subsea wells to subsea manifolds, and vice versa. A higher
number of deep-water oil and gas reservoirs are exploited in recent developments experienced in the oil and gas industry. This increased the average depth of oil wells drilled
from 1108 m in 1949, and to 1818 m in 2008 [1]. At the same time, the oil and gas trunk
pipeline’s total length was expected to increase from 1.9 million km to 2.2 million km
between 2019 and 2023 [2]. This increase in distance and water depth would lead to higher
associated capital and operating costs. The average pipeline cost increased from $94,000 per
inch-mile in 2011 to $155,000 per inch-mile in 2002, according to ICF International [3]. One
cost-effective solution gaining popularity in the subsea industry is to utilise composite
materials instead of the traditionally used steel material for the subsea flow-line. Several
projects that have utilised composite flow-lines are Alder, Åsgard, and West Lutong fields.
Composite material has long been utilised in the aerospace and automotive industries for
various applications. Some applications include using it for components such as the aircraft
tail, wings and propellers, boat and scull hulls, storage tanks. They are sought after for the
high strength-to-weight ratio and the customizable material directional strength properties,
which can be adjusted by designing the laminate layout according to the intended application. Composite materials are not new in the subsea industry. They have been utilised
Designs 2022, 6, 1. https://doi.org/10.3390/designs6010001
https://www.mdpi.com/journal/designs
Designs 2022, 6, 1
2 of 28
to make subsea protection covers and ROV buckets. Their corrosion resistance properties,
in addition to their strength properties, make them particularly attractive in the offshore
and subsea oil and gas industry. These properties make composite materials an attractive
choice in high-performance subsea flow-line applications where long reaches, deep waters,
high loads and high temperatures are encountered.
Carbon-fibre epoxy composite (CFEC), which consists of an epoxy matrix with carbon
fibres, is a commonly used composite material when a high strength to weight ratio is
desired. The epoxy matrix protects the fibres from the external environment and transfers
the load between the fibres, while the fibres provide strength and stiffness to the component.
As presented in Table 1, CFEC is nearly five times lighter and two times stronger than steel.
This allows CFEC structures to carry larger loads than metal structures of the same weight.
Moreover, as with all composite materials, the excellent corrosion properties make CFEC
suitable for use in harsh environments such as subsea oil and gas applications. The epoxy
carbon UD in Table 1 has a fibre volume fraction (FVF) of 60%.
Table 1. Comparison of epoxy carbon UD (230GPa) and steel AISI 4130.
Epoxy carbon UD
Steel, AISI 4130
Yield Strength (GPa)
Ultimate Tensile Strength (GPa)
Density (g/cm3 )
Strength to Weight Ratio
0.95
2.231
1.11
1.49
7.85
1.497
0.141
The anisotropic nature of CFEC materials demands very comprehensive and robust
stress analyses. Various authors have published several pipeline stress analysis studies.
Some examples include Yang [4], who analysed the stresses at composite pipe joints under
tensile loading, and Jha et al. [5], who investigated the stresses in composite flexibles for
deep-water applications. Due to the complex subsea terrain, current and other factors,
the subsea CEFC flow-line experiences complex combined loading. In addition, the joint
action of random parameters from loads, materials, and geometry means that it may be
necessary to apply stochastic models in engineering design. Some authors have previously
presented stochastic processes used in pipeline engineering problems. These include Bazan
et al. [6], who studied stochastic processes to predict corrosion growth in pipelines, and
Oliveira et al. [7], who used the probabilistic analysis method to investigate the collapse
pressure of corroded pipelines. However, applying stochastic considerations in engineering
design problems is typically not widely adopted. This is mainly because it requires a large
sample size, i.e., a large set of realisation values. This involves time resources which can be
valuable in engineering projects.
The response surface methodology is an approach that calculates an approximate
result based on a response surface. The response surface is modelled by sample results
calculated from simulations or measured in real life. This method requires fewer samples
than the traditional approach when applied in stochastic structural analysis. Some examples of response surface methods used in engineering problems are presented here. Jia
et al. [8] studied the Kriging-base response surface application in structure reliability. Simpson et al. [9] performed a comparison of the response surface and Kriging models when
utilised in multidisciplinary design optimisation. Gupta et al. [10] suggested a response
surface method that was improved using failure probability determination. These studies
showed that the response surface is a convenient engineering analysis and optimisation
tool. However, the utilisation of the response surface does require careful consideration
since the response results are approximate. Many factors affect accuracy. These include the
response surface type, chosen parameters, refinement method, etc.
To the authors’ knowledge, there have been no prior studies using response surfaces as
a tool to calculate failure values for CEFC flow-lines in a more efficient manner. This paper
studies the influence of stochastic processes on the Kriging response surface method to
predict failure rates in a CFEC flow-line subjected to combined loading. The Tsai-Wu [11],
maximum stress and Hashin [12] failure criteria were used to quantify failure of the
composite material. An extensive set of measured values was generated using Monte Carlo
Designs 2022, 6, 1
3 of 28
simulation and used as the base case population to which the results from the response
surfaces were compared. The response surfaces were evaluated in detail in their ability to
reproduce the statistical moments, probability and cumulative distributions and failure
values at low probabilities of failure. In addition, the optimisation of the response surface
calculation was investigated in terms of reducing the number of input parameters and size
of the response surface. Finally, a decision chart that can be used to build a response surface
to calculate failures in a CFEC flow-line was proposed based on the findings obtained. The
modelling and the design optimisation were performed using ANSYS Composite Pre/Post,
Mechanical and DesignXplorer [13].
2. Preliminaries
2.1. Failure Criteria
Failure criteria are used in engineering to evaluate structural integrity. Generally,
failure criteria compare the stresses experienced by structure to their allowable stress
values. When the ratio between the two stresses is larger than 1, the component is usually
considered to fail. Composite materials’ failure criteria can be grouped into two categories:
(i) non-interactive failure criteria and (ii) interactive failure criteria. Non-interactive failure
criteria, as the name suggests, assumes no interaction between stress or strain tensor
components, i.e., the tensor components are evaluated individually.
One example is the maximum stress criterion. In contrast, Tsai-Wu [11] and Hashin [12]
are two examples of interactive failure criteria. Interactive failure criteria describe the failure
value as a combined function of the stress or strain tensor components. The three failure
criteria mentioned above were chosen to study the burst design of the CFEC flow-line in
this paper. It is noted that since the classical laminate theory is used, the stresses component
in the z-direction was neglected, i.e., σ3 = τ 23 = τ 13 = 0 in the following sections.
2.1.1. Maximum Stress Failure Criterion
The maximum stress failure criterion is a conservative and commonly used criterion
for composite materials [14]. The failure occurs when the stresses in any principle direction exceed the material strength in that direction. The failure value is calculated using
Equation (1).
σ1 σ2 σ3 τ12 τ13 τ23
,
,
,
,
,
f = max
(1)
X
Y
Z
S
R
Q
where:
σuc1 , σ1 < 0
, S = τu12
σut1 , σ1 ≥ 0
σuc2 , σ2 < 0
, R = τu13
σut2 , σ2 ≥ 0
X=
Y=
Z=
(2)
σuc3 , σ3 < 0
, Q = τu23
σut3 , σ3 ≥ 0
2.1.2. Tsai-Wu Failure Criterion
The Tsai-Wu failure criterion [11] is based on the work of Gol’denblat and Koponov [15].
The criterion assumes the existence of a failure surface and distinguishes between the compressive and tensile strength in the ply failure prediction. The failure criterion uses the
following quadratic formulation presented in Equation (3).
2
σ12
τ12
σ22
1
1
1
1
f =
+
+
+ σ1
−
+ σ2
−
+ 2F12 σ1 σ2 (3)
σut1 σuc1
σut2 σuc2
σut1
σuc1
σut2
σuc2
τu12 2
𝑓=
Designs 2022, 6, 1
2
𝜎12
𝜎22
𝜏12
1
1
1
1
+
+
+ 𝜎1 (
−
) + 𝜎2 (
−
)
𝜎𝑢𝑡1 𝜎𝑢𝑐1 𝜎𝑢𝑡2 𝜎𝑢𝑐2 𝜏𝑢12 2
𝜎𝑢𝑡1 𝜎𝑢𝑐1
𝜎𝑢𝑡2 𝜎𝑢𝑐2
+ 2𝐹12 𝜎1 𝜎2
(3)
4 of 28
F12 is a user-specified parameter and is only associated with principle stresses σ1 and
σ2. One commonly used form of F12 is presented in Equation (4).
F12 is a user-specified parameter and is only associated with principle stresses σ1 and
σ2 . One commonly used form of F12 is presented in Equation (4).
1
1
1
1
1
(4)
𝐹12 = s
− √(
− )(
−
)
2
𝜎
𝜎
𝜎
𝜎
1
1 𝑢𝑡1 1 𝑢𝑐1 1𝑢𝑡2
1𝑢𝑐2
F12 = −
−
−
(4)
2
σut1
σuc1
σut2
σuc2
F12 is also commonly obtained using bi-axial tests. Some examples can be found in
F12 isetalso
commonly
obtained
Clouston
al. [16]
and Li et
al. [17]. using bi-axial tests. Some examples can be found in
Clouston et al. [16] and Li et al. [17].
2.1.3. Hashin Failure Criterion
2.1.3. Hashin Failure Criterion
The Hashin failure criterion [12] was initially developed for unidirectional polymeric
The Hashin
failure criterion
criterion distinguishes
[12] was initially
developed
for unidirectional
polymeric
composites.
The failure
between
three different
failure modes:
fibre
composites.
The
failure
criterion
distinguishes
between
three
different
failure
modes:
fibre
failure, matrix failure, and interlaminate failure, respectively. These failure modes are
ilfailure,
matrix
failure,
and
interlaminate
failure,
respectively.
These
failure
modes
are
lustrated in Figure 1.
illustrated in Figure 1.
Figure 1. Illustration of the various failure modes in the Hashin failure criterion.
Figure 1. Illustration of the various failure modes in the Hashin failure criterion.
The criterion for tensile fibre failure is presented in Equation (5).
f =
σ1
σut1
2
+
τ12
τu12
2
, σ1 ≥ 0
(5)
Designs 2022, 6, 1
5 of 28
The criterion for compressive fibre failure is presented in Equation (6).
f =−
σ1
, σ <0
σut1 1
(6)
The criterion for tensile matrix failure is presented in Equation (7).
f =
σ2
σut2
2
+
τ23
τu23
2
+
τ12
τu12
2
+
τ13
τu13
2
The criterion for compressive matrix failure is presented in Equation (8).
"
#
2 σuc2 2
σ2
τ23 2
τ12 2
σ2
+
f =
+
+
−1
2τu23
τu23
τu12
2τu23
σuc2
(7)
(8)
The criterion for tensile interlaminate failure is presented in Equation (9).
f =
σ3
σuc3
2
+
τ13
τu13
2
+
τ23
τu23
2
, σ3 < 0
(9)
The criterion for compressive interlaminate failure is presented in Equation (10).
f =
σ3
σut3
2
+
τ13
τu13
2
+
τ23
τu23
2
, σ3 ≥ 0
(10)
2.1.4. Calculation of Failure Values
The failure values were calculated using ANSYS Composite Pre/Post. The ACP solution then showed the failure results and the failure modes.
As presented in
Sections 2.1.1–2.1.3, three failure criteria have different failure modes. For the maximum
stress, the failure modes are associated with σ1 , σ2 and σ3 , while the Tsai-Wu failure criteria
do not distinguish between the failure modes. Hashin failure criteria are matrix failure,
fibre failure and interlaminate failure. The failure values were calculated at the middle of
the flow-line.
2.2. Parameter Correlation
In this paper, the Spearman [18] correlation method was applied to identify the
most critical parameters to be included in the response surfaces; the response surface
methodology is presented in Section 2.3. The Spearman correlation method is a rankorder method that calculates the monotonic relationship between two ranked variables as
presented in Equation (11).
cov( gX , rgY )
(11)
ρrgX,rgY =
SDrgX SDrgY
The calculated correlation coefficient varies from −1.0 to 1.0 and measures the statistical coupling between two parameters, x and y. The values of the computed coefficient can
be interpreted as follows:
•
•
•
•
•
0.0 to 0.2—Slightly correlated, the relationship is almost negligible.
0.2 to 0.4—Lowly correlated, but the relationship is definite.
0.4 to 0.6—Moderately correlated, the relationship is substantial.
0.6 to 0.8—Highly correlated, the relationship is marked
0.8 to 1.0—Very highly correlated, the relationship is very dependable
A positive coefficient means that the output parameter increases when the input
parameter increases, and vice versa. The correlation matrix is an n × n matrix that consists
of n2 correlation coefficients describing the correlation among n design parameters. The
matrix provides an overview of which parameters influence the output variables more. The
Designs 2022, 6, 1
6 of 28
top 20 parameters with the highest coefficient values were included in the set of parameters
used to generate the response surface model.
2.3. Response Surface Methodology
Box and Wilson [19] were the first to propose the response surface methodology in 1951.
They used mathematical modelling to approximate the relationship between one or more
input parameters and one or more output variables. This means (Output1, Output2, . . . ) =
F (Input1, Input2, . . . ) where F is the response surface. The response surface methodology
is advantageous to describe model responses when the detailed function describing the
input parameters to the output variables is complex and usually unknown. This is because
the response surface methodology approximates the function without knowing the details.
This paper’s applied response surface method is the Kriging response surface method
reference [20]. It is an interpolation method that interpolates the values generated by the
Gaussian process, which is governed by prior covariances. It is similar to the inverse
distance weighting method, i.e., it weighs the surrounding measured values to calculate
a predicted result at an unknown location. The general formula for the Kriging response
surface method is presented in Equation (12).
n
Ẑ (s0 ) =
∑ λi Ẑ(si )
(12)
i =1
where Z(si ) is the measured value at the ith location, λi is an unknown weight for the
measured value at the ith location, s0 is the predicted location, and n is the number of
measured values.
The response surface tool in ANSYS uses the most-correlated parameters identified
from the correlation matrix to generate a required size of measured values. This process is
called the design of experiment. An example of a design of experiment applied to foreign
object damage on 7075-T6 can be found in Arcieri et al. [21]. The central composite design
method [19] was used in this paper. A larger response surface requires a larger design of
experiment exercise, i.e., a more significant number of measured values. Verification points
were calculated after the response surface was generated. The values from the verification
points are checked against the measured values using predicted relative error values as
defined in Equation (13).
Predicted relative error =
Predicted error
× 100%
Maximum known value − Minimum known value
(13)
where:
Predicted value − Measured value
(14)
Measured value
As observed in Equation (13), the predicted relative error is a value that is normalised
by the known maximum variation of the output parameter. This allows for easy comparison
across all output parameters in the design space. A predicted relative error of 5% was
used in this paper. The response surface is refined iteratively with more measured values
from the experiments until the predicted relative error of all output parameters falls below
the threshold.
Predicted error =
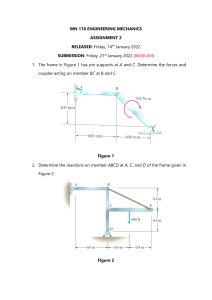
3. Case Study of the Burst Design of a Subsea CFEC Flowline
3.1. General Properties
The flow line studied in this paper had an outer diameter, OD = 125 mm, and a wall
thickness, t = 6 mm. There were 30 plies, each with a ply thickness, tply = 0.2 mm. The
fibre orientation was +/−45◦ . The material properties of the ply were taken from the
Ansys material library and are presented in Table 2. The stacking sequence is illustrated
in Figure 2.
Designs 2022, 5, x FOR PEER REVIEW
Designs 2022, 6, 1
7 of 28
7 of 28
material library and are presented in Table 2. The stacking sequence is illustrated in Figure
2.
Table
Table2.2.Material
Materialdata—Ply
data—Ply(Prepreg
(PrepregEpoxy
EpoxyCarbon
CarbonUD
UD230
230GPa).
GPa).
Material
Property
Material
Property
Value
Symbol Symbol
Value
Unit
Elastic
Modulus
E
1
,
E
2
,
E
3
121,000,
8600,
8600
Elastic Modulus
E1 , E2 , E3
121,000, 8600, 8600
MPa
ShearShear
Modulus
G12 , G23 , G13G12, G23, G134700, 3100, 4700
MPa
Modulus
4700, 3100, 4700
Poisson’s
Ratio
ν
,
ν
,
ν
0.27,
0.4,
0.27
12 23 13 ν12, ν23, ν13
Poisson’s Ratio
0.27, 0.4, 0.27 Tensile Strength
σut1 , σut2 , σut3
2231, 29, 29
MPa
Tensile Strength
σut1, σut2, σut3
2231, 29, 29
Compressive Strength
σuc1 , σuc2 , σuc3
−1082, −100, −100
MPa
Compressive
σuc1, σuc2, σuc3 60, 32, 60 −1082, −100, −100
Shear
Strength Strengthτ u12 , τ u23 , τ u13
MPa
Strength
60, 32, 60
Tsai-WuShear
Constants
F12 , F23 , F13τu12, τu23, τu13 −1, −1, −1
Tsai-Wu Constants
F12, F23, F13
−1, −1, −1
Unit
MPa
MPa
MPa
MPa
MPa
-
Figure 2. Stacking sequence.
Figure 2. Stacking sequence.
3.2. Nominal Load Values
3.2. The
Nominal
Loadload
Values
nominal
values applied were an internal pressure of 6.9 MPa, an axial force of
nominal
load values
an internal
pressure
an axial
force
20 kN,The
a torsion
moment
of 2 kNapplied
·m, and were
a bending
moment
of 2 kNof
·m.6.9
AnMPa,
internal
pressure
20MPa
kN, or
a torsion
of 2 kN·
and a bending
moment
of 2 kN·
m. An internal
ofof6.9
69 bars moment
was indicative
of am,flow-line
under normal
operating
conditions.
The
pressure
of 6.9values
MPa or
69 bars was indicative
of a flow-line
confailure
criteria
corresponding
to the nominal
loads are under
shownnormal
in Tableoperating
3. The finite
ditions.model
The failure
values
to the nominal loads are shown in Table
element
used criteria
is described
incorresponding
Section 3.3.
3. The finite element model used is described in Section 3.3.
Table 3. Failure values corresponding to nominal loads.
Table 3. Failure values corresponding to nominal loads.
Maximum Stress
Failure Criterion Value
Failure
Mode Value
Failure
Criterion
Failure Mode
3.3. Finite Element Model
Maximum
Stress
0.516
σ2 exceeded
0.516
σ2 exceeded
Tsai-Wu
Tsai-Wu
0.613
- 0.613
-
Hashin
Hashin
0.563
Matrix0.563
failure
Matrix failure
A long section of the flow-line measuring 2000 mm was simulated. This was considered long enough not to have any consequence from the end effects from the applied loads
and boundary conditions. The results at the midpoint of the flow-line were assessed, i.e.,
Designs 2022, 5, x FOR PEER REVIEW
8 of 28
3.3. Finite Element Model
Designs 2022, 6, 1
8 of 28
A long section of the flow-line measuring 2000 mm was simulated. This was considered long enough not to have any consequence from the end effects from the applied loads
and boundary conditions. The results at the midpoint of the flow-line were assessed, i.e.,
thefailure
failurevalues
valuesatatthis
thislocation
locationwere
wereused
usedin
inthe
thestudy.
study. The
Thefinite
finiteelement
elementsimulations
simulations
the
wereperformed
performedusing
usingANSYS
ANSYSR17.0
R17.0[13].
[13].
were
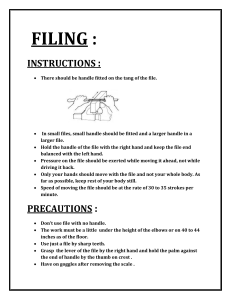
3.3.1.Loads
Loadsand
andBoundary
BoundaryConditions
Conditions
3.3.1.
Figure33presents
presentsthe
theloads
loadsand
andboundary
boundaryconditions
conditionsapplied.
applied.Load
LoadAAisisthe
theinternal
internal
Figure
pressure. Load B is the fixed support applied on the right edge of the flow-line. Load E is
pressure. Load B is the fixed support applied on the right edge of the flow-line. Load E is
the end cap force (Load E) applied on the flow-line’s left edge. Load C, Load D, and Load F
the end cap force (Load E) applied on the flow-line’s left edge. Load C, Load D, and Load
are axial force, torsion, and bending. They were applied to the left edge.
F are axial force, torsion, and bending. They were applied to the left edge.
Figure 3. Loads and Boundary Conditions.
Figure 3. Loads and Boundary Conditions.
3.3.2. Mesh Refinement Study
3.3.2. Mesh
Refinement
The results
for theStudy
mesh refinement study are presented in Table 4 and Figure 4. The
The results
for thegiven
meshin
refinement
study
presented
in Table
4 and Figure
4. The
nominal
load values
Section 3.2
wereare
used
in the mesh
refinement
study.
The
nominal
load values
given in
Section
3.2The
were
used in
the
mesh
refinement
study.
The the
44-node SHELL181
element
[13]
is used.
element
size
used
in this
paper was
10 mm;
node
[13]inisFigure
used. The
sizefrom
usedTable
in this4 paper
10 mm;
the
meshSHELL181
details areelement
presented
5. It element
is observed
that anwas
element
size
of
mesh
details
are presented
5. It
is observed
fromvalues
Tablefor
4 that
an element
of
30 mm
was sufficiently
fineintoFigure
produce
converged
failure
all three
failure size
criteria:
maximum
Tsai-Wu
Hashin. converged failure values for all three failure crite30
mm was stress,
sufficiently
fineand
to produce
ria: maximum stress, Tsai-Wu and Hashin.
Table 4. Cases studied for mesh refinement study.
Table 4. Cases studied for mesh refinement study.
Element Size (mm)
No. of Elements
Element30Size (mm)
30
25
20
25
15
20
10
515
10
5
No. of
Elements
900
900
1040
1536
1040
2803
1536
6430
2803
25,344
6430
25,344
No. of Nodes
No. of
Nodes
912
912
1053
1552
1053
2821
1552
6432
2821
25,408
6432
25,408
Designs 2022, 5, x FOR PEER REVIEW
Designs 2022, 6, 1
9 of 28
Designs 2022, 5, x FOR PEER REVIEW
9 of 28
4. Results ofstudy.
mesh refinement study.
Figure4.4. Results
Resultsof
ofFigure
meshrefinement
refinement
study.
Figure
mesh
Figure 5. Mesh details, 10 mm element size, 6430 SHELL181 elements with 6432 nodes.
Figure
Figure5.5. Mesh
Meshdetails,
details,10
10mm
mmelement
elementsize,
size,6430
6430SHELL181
SHELL181elements
elementswith
with6432
6432nodes.
nodes.
3.4. Generation of Measured Values
The material parameters of Prepreg epoxy carbon UD 230 GPa were taken from the
Ansys material library and used as the mean values. The standard deviation was assumed
to be 3% of the mean values, i.e., the coefficient of variation was 0.03. This set of parameters
9 of
Parameter
Symbol
Unit
Mean
Standard De
E1
MPa
121,000
3630
Elastic Modulus
E2, E3
MPa
8600
258
Designs 2022, 6, 1
10 of 28
ν12, ν13
0.27
0.0081
Poisson’s Ratio
ν23
0.4
0.012
was named the base
are presented in4700
Table 5. The input parameters 141
G13case in this paper and
MPa
Shear Modulus
are normally distributed.
G23
MPa
3100
93
Table 5. Mean and σ
standard
deviation of input
parameters used in
base case.
ut1
MPa
2231
66.93
Tensile Strength
σut2, σut3
MPa
29
0.87
Parameter
Symbol
Unit
Mean
Standard Deviation
−1082
−32.46
E1 σuc1
MPa MPa
121,000
3630
Compressive
Strength
Elastic Modulus
E2 ,σEuc2
MPa
8600
258
3 , σuc3
MPa
−100
−3
ν12 , ν13
0.27
0.0081
Poisson’s Ratio
τu12, τu13
1.8
ν23
- MPa
0.4 60
0.012
Shear Strength
G13
MPa
4700
141
τu23
MPa
32
0.96
Shear Modulus
G23
MPa
3100
93
σut1 P
MPa MPa
2231 −6.9
66.93
Internal
pressure
−0.207
Tensile Strength
σut2 , σut3
MPa
29
0.87
Axial Force
20,000
600
σuc1 A
MPa N
−1082
−32.46
Compressive Strength
σ
,
σ
MPa
−
100
−
3
uc2 uc3B
Bending
N·m
2000
60
τ u12 , τ u13
MPa
60
1.8
Shear
Strength
Torsion
60
τ u23 T
MPa N·m
32 2000
0.96
Internal pressure
P
MPa
−6.9
−0.207
Tsai-WuAxial
Constants
FA12, F23, F13
0
0.3
Force
N
20,000
600
Bending
B D
N·m mm
2000 125
60
Diameter
8.75
Torsion
T
N·m
2000
60
Thickness
mm
0.2
0.01
Tsai-Wu Constants
F12 , F23 , F13t
0
0.3
Diameter
Thickness
D
t
mm
mm
125
0.2
8.75
0.01
Using the values in Table 5, the base case population of measured valu
ated using Monte Carlo simulation. Examples of the cumulative probability
Using the values in Table 5, the base case population of measured values was generare using
plotted
in Carlo
Figures
6–8 for
the elastic
E1, diameter
D and intern
ated
Monte
simulation.
Examples
of the modulus
cumulative probability
distributions
are
plotted in Figures
for the elastic modulus
E1 , diameter
D and internal
rerespectively.
The6–8population
size was
500, chosen
basedpressure
on a P,
convergen
spectively.
population
sizeThe
was population
500, chosen based
onwas
a convergence
study large
presented
in conver
sented inThe
Section
3.4.1.
size
sufficiently
that
Section 3.4.1. The population size was sufficiently large that converged statistical moments
moments
were achieved.
were
achieved.
Figure
6. 6.
Cumulative
probability
distribution
of elastic modulus
E1 .
Figure
Cumulative
probability
distribution
of elastic
modulus E1.
igns 2022, 5, x FOR PEER REVIEW
gns 2022, 5, x FOR PEER REVIEW
Designs 2022, 6, 1
11 of 28
Figure
7. Cumulative
probability
distribution
of diameter D.
Figure
Cumulative probability
distribution
of diameter
Figure
7.7.Cumulative
probability
distribution
ofD.diameter D.
Figure8.8.Cumulative
Cumulative probability
distribution
of internalof
pressure
P. pressure P.
Figure
probability
distribution
internal
Figure 8. Cumulative probability distribution of internal pressure P.
3.4.1. Convergence Study on Population Size
3.4.1. Convergence
Convergence
Study
Population
A convergence study
was on
performed
to select Size
a large enough population size to obtain
3.4.1.
Study
on
Population
Size
converged statistical moments. Figure 9 presents the mean, standard deviation, skewness
A convergence
convergence
study
was performed
performed
to
select
a large
large enough
enough
population
andAkurtosis
values versus
the sample
size. Figure 10to
presents
thea percentage
difference
for
study
was
select
population
tain
statistical
moments.
Figure
9
presents
mean,
standard
devia
theconverged
same statistical
moments compared
to when
the population
sizethe
is 500.
The percentage
tain converged statistical moments. Figure 9 presents the mean, standard devia
difference
is
calculated
using
the
formula
given
in
Equation
(15).
ness and
and kurtosis
kurtosis values
values versus
versus the
the sample
sample size.
size. Figure
Figure 10
10 presents
presents the
the percen
percen
ness
ence for
for the
the same
same statistical
statisticalCurrent
moments
the population
population size
size
value −compared
Value @ N =to
500when the
ence
% Difference = moments compared to when
× 100%
(15)
Value
@ Nthe
= 500
percentage difference
difference is
is calculated
calculated
using
formula given
given in
in Equation
Equation (15).
(15).
percentage
using
the formula
𝐶𝑢𝑟𝑟𝑒𝑛𝑡 𝑣𝑎𝑙𝑢𝑒
𝑣𝑎𝑙𝑢𝑒 −
− 𝑉𝑎𝑙𝑢𝑒
𝑉𝑎𝑙𝑢𝑒 @
@𝑁
𝑁=
= 500
500
𝐶𝑢𝑟𝑟𝑒𝑛𝑡
%
Difference
=
× 100%
100%
% Difference =
×
𝑉𝑎𝑙𝑢𝑒
@
𝑁
=
500
𝑉𝑎𝑙𝑢𝑒 @ 𝑁 = 500
Designs 2022, 5, x FOR PEER REVIEW
12 of 28
Designs
Designs2022,
2022,6,5,1x FOR PEER REVIEW
12 of 28 12 of 28
Figure
of of
moments
vs. population
size. size.
Figure9.
Values
statistical
moments
vs.population
population
Figure
9.9.Values
Values
ofstatistical
statistical
moments
vs.
size.
Figure 10. % Difference of values of statistical moments vs. population size compared to N = 500.
Figure10.
10.%%Difference
Differenceofofvalues
valuesofofstatistical
statisticalmoments
momentsvs.
vs.population
populationsize
sizecompared
comparedtotoNN= =500.
500.
Figure
The results presented in Figures 9 and 10 show that converged statistical moments
are obtained for a population size larger than 200. A population size of 500 is used in
this paper.
Designs 2022, 5, x FOR PEER REVIEW
13 of 28
Designs 2022, 6, 1
13 of 28
3.4.2. Fitting
The results presented in Figures 9 and 10 show that converged statistical moments
are obtained for a population size larger than 200. A population size of 500 is used in this
paper.
Statistical
Models to Measured Values
Statistical models
fitted
the results
were
used toValues
calculate the exceedance proba3.4.2.
FittingtoStatistical
Models
to Measured
bilities, i.e., failure rates.Statistical
This section
presents
the
various
statistical
models
used in the
models fitted to the results were used
to calculate
the exceedance
probafitting. The Matlab distribution
fitting
tool
was
used.
Fourthe
types
of distributions,
bilities, i.e., failure
rates.
This
section
presents
various
statistical modelsnamely
used in the
fitting.
The Matlab
distribution fitting
toolfitted
was used.
types of distributions,
namely
Exponential, Weibull,
Normal
and Lognormal,
were
andFour
compared
with the meaExponential,
Weibull,
Normal
and corresponding
Lognormal, were fitted
and compared
with the meassured values, as shown
in Figures
11 and
12. The
R2 values
are
presented
in
ured values, as shown in Figures 11 and 12. The corresponding R2 values are presented in
Table 6. As previously
mentioned,
the
population
size,
i.e.,
the
size
of
the
set
of
measured
Table 6. As previously mentioned, the population size, i.e., the size of the set of measured
values, was 500.
values, was 500.
Figure 11. Statistical models fitted to measured values.
Figure 11. Statistical models fitted to measured values.
The results show that the Lognormal and Normal distributions fit the measured values
better. In contrast, the Weibull and Exponential distributions did not fit well. Upon closer
inspection of the upper tail region, as presented in Figure 12, and the R2 value, considering
the tail region shown in Table 6, it is observed that the Lognormal distribution was a better
fit than the Normal distribution at the upper tail region. The upper tail region is crucial for
the calculation of failure rates. Therefore, the Lognormal distribution was chosen as the
statistical model to be fitted to the measured values.
Table 6. R2 values.
Statistical Model
R2
Value
Exponential
Lognormal
Normal
Weibull
0.960
0.999
0.998
0.987
Designs 2022, 6, 1
14 of 28
Designs 2022, 5, x FOR PEER REVIEW
14 of 2
Figure 12. Statistical models fitted to measured values, zoomed in at the upper tail region.
Figure 12. Statistical models fitted to measured values, zoomed in at the upper tail region.
Table 6. R2 values.
3.5. Calculating the Response Surface
Statistical Model
Exponential
Lognormal
3.5.1. Parametric Correlation to Identify Most Influential Input Parameters
R2 Value
0.960
0.999
Normal
0.998
Weibull
0.987
The parametric correlation matrix was calculated using the Spearman correlation
method as described inThe
Section
to that
identify
the most and
influential
input parameters.
A
results2.2
show
the Lognormal
Normal distributions
fit the measured
va
sample size of 100 ues
wasbetter.
used In
in contrast,
the calculation.
The
sample
size
was
large
enough,
based
the Weibull and Exponential distributions did not fit well. Upo
on previous studies
by the
authors
on upper
parametric
correlation
matrices
associated
with
closer
inspection
of the
tail region,
as presented
in Figure
12, and the
R2 value, con
sidering
the
tail
region
shown
in
Table
6,
it
is
observed
that
the
Lognormal
CFEC flow-lines [22]. The parametric correlation matrix is presented in Figure 13. Thedistributio
was ainput
better parameters
fit than the Normal
distribution
the upper tail
region. Thematrix
upper tail regio
twenty most influential
identified
from theatparametric
correlation
is
crucial
for
the
calculation
of
failure
rates.
Therefore,
the
Lognormal
distribution wa
are shown in Table 7. These twenty parameters were the ones with the most significant
chosen
as
the
statistical
model
to
be
fitted
to
the
measured
values.
coefficients of correlation. These input parameters were used in the generation of the
response surface.
3.5. Calculating the Response Surface
Parameter Group
Loads
Geometry
Material properties
3.5.1.input
Parametric
Correlation to Identify Most Influential Input Parameters
Table 7. Most influential
parameters.
The parametric correlation matrix was calculated using the Spearman correlatio
method
as described in Section 2.2 to identify theLevel
most of
influential
input parameters. A
Parameters
Correlation
sample size of 100 was used in the calculation. The sample size was large enough, base
P, T
Moderate
on previous studies by the authors on parametric correlation matrices associated wit
t
Moderate
flow-lines
matrix Slight
is presented in Figure 13. Th
E2 , ν12 , ν23 , ν13 , CFEC
G23 , G13
, σut1 , σut3[22].
, τ u23The
, D,parametric
F12 , F13 , A, correlation
B
twenty
most
influential
input
parameters
identified
from
the
E1 , σut2 , τ u12
Lowparametric correlation ma
trix are shown in Table 7. These twenty parameters were the ones with the most significan
coefficients of correlation. These input parameters were used in the generation of the re
sponse surface.
Designs 2022, 5, x FOR PEER REVIEW
Designs 2022, 6, 1
15 of 28
15 of 28
Figure 13. Parametric correlation matrix.
Figure 13. Parametric correlation matrix.
Table 7. Most influential input parameters.
3.5.2. Range of Input Parameters
Parameter
Group
Level
of Correlation
The range
of input parameters Parameters
used in the generation of the
response
surface is
Loads
P, T the input parameters used
Moderate
presented
in Table 8. As previously discussed,
in the response
Moderate
surfaceGeometry
were the top twenty most influentialt input parameters found from
the parametric
E2, νin12,Section
ν23, ν13, 3.5.1.
G23, G13, σut1, σut3, τu23, D,
correlation study presented
Slight
Material properties
F12, F13, A, B
E1, σut2, τu12
Low
3.5.2. Range of Input Parameters
The range of input parameters used in the generation of the response surface is presented in Table 8. As previously discussed, the input parameters used in the response
surface were the top twenty most influential input parameters found from the parametric
correlation study presented in Section 3.5.1.
Designs 2022, 5, x FOR PEER REVIEW
16 o
Designs 2022, 6, 1
16 of 28
Table 8. Range of input parameters used in response surface.
Parameters
Symbol
Table 8. Range of input parameters
used in response
surface.
Parameters
Elastic Modulus
Symbol
E1
Poisson’s Ratio
E2
ν12 , ν13
Poisson’s Ratio
Shear Modulus
ν23
G13
Shear Modulus
G23
Tensile Strength
σut1
Tensile Strength
σut2 , σut3
Shear Strength
τ u12
Shear Strength
τ u23
Internal pressure
Internal pressure
P
Axial Force
Axial Force
A
Bending
Bending
B
TorsionT
Torsion
Tsai-Wu Constants Tsai-Wu Constants
F12 , F13
Diameter
Diameter
D
Thickness
t
Thickness
Elastic Modulus
E1
Unit
E2
νMPa
12, ν13
MPa
ν23
G13
G23
MPa
σ
ut1
MPa
σMPa
ut2, σut3
τu12
MPa
MPa
τu23
MPa
P
MPa
A
N
B
Nm
T
Nm
F12, F13
D
mm
mm
t
Unit
Lower Limit
Upper Lim
MPa
108,900
133,100
Lower
Upper Limit
MPa Limit
7740
9460
0.243
0.297
108,900
133,100
7740
0.36 9460
0.44
0.243
MPa
4230 0.297
5170
0.36
MPa
2790 0.44
3410
4230
5170
MPa
2007.9
2454.1
2790
3410
MPa
26.12454.1
31.9
2007.9
MPa
54 31.9
66
26.1
54
MPa
28.8 66
35.2
28.8
MPa
6.21 35.2
7.59
6.21
N
18,0007.59
22,000
18,000
22,000
Nm
1800
2200
1800
2200
Nm
1800
2200
1800
2200
−1 1
1
−1
mm
100 150
150
100
0.18
mm
0.18 0.22
0.22
4. Using
Response
Surfaces of
forFailure
Prediction
of Failure Rates
4. Using Response
Surfaces
for Prediction
Rates
In this
the use
of response
surfaces
for the
of failure
In this section, the
use section,
of response
surfaces
for the
prediction
of prediction
failure rates
is dis- rates is d
cussed.
The
failure
rate
is
the
probability
of
a
component
having
a
failure
value exceed
cussed. The failure rate is the probability of a component having a failure value exceed1.0.
The
failure
rate
is
typically
decided
in
combination
with
a
risk
assessment.
ing 1.0. The failure rate is typically decided in combination with a risk assessment. In In gene
a 106 probability
failure probability
low, awhile
a 104 failure
probability
is high.
A higher fail
general, a 106 failure
is low, is
while
104 failure
probability
is high.
A higher
probability can be accepted if the failure consequence is low. The benefit of using respo
failure probability can be accepted if the failure consequence is low. The benefit of using
surfaces is that new sampling points are calculated almost instantly after they are gen
response surfaces is that new sampling points are calculated almost instantly after they
ated. This provides time savings in the engineering evaluation of the design and, the c
are generated. This provides time savings in the engineering evaluation of the design and,
in this paper, the calculation of failure rates. The investigation was carried out as follo
the case in this paper, the calculation of failure rates. The investigation was carried out as
in this section. First, the statistical moments were compared between the samples gen
follows in this section. First, the statistical moments were compared between the samples
ated from the measured values, the response surfaces, and their corresponding fit
generated from the
measured values, the response surfaces, and their corresponding fitted
Lognormal distributions. Second, the probability and cumulative distribution plots w
Lognormal distributions.
thefailure
probability
and cumulative
distribution
plots were
compared.Second,
Last, the
rates calculated
from the
response surface
were compa
compared. Last,against
the failure
rates
calculated
from
the
response
surface
were
compared
the base case. The workflow process used is presented in Figure
14.
against the base case. The workflow process used is presented in Figure 14.
Figure 14. Workflow process.
Figure 14. Workflow process.
4.1. Comparison of Statistical Moments
The comparison of the statistical moments is presented in Table 9. An explanation of
”Source” in Table 9 is given in the following:
•
Measured values, 500 samples. These were 500 sample points calculated directly from
the finite element model. These 500 samples were considered the base case population.
Designs 2022, 6, 1
17 of 28
•
•
•
•
Lognormal distribution fitted to measured values: a Lognormal distribution fitted to
‘Measured values, 500 samples’.
Response surface, 500 samples. These were 500 sample points calculated directly from
the response surface.
Lognormal distribution fitted to response surface values: a Lognormal distribution
fitted to ‘Response surface, 500 samples’.
The % differences were calculated with respect to ‘Measured values, 500 samples’
using Equation (16)
% Difference =
Current value − alue @0 Measured values, 500 samples0
× 100%
Value @0 Measured values, 500 samples0
(16)
Table 9. Comparison of statistical moments.
Source
Mean
Standard Deviation
Skewness
Kurtosis
Measured values, 500 samples
0.591
0.591
(0.0%)
0.592
(0.3%)
0.592
(0.3%)
0.039
0.039
(0.1%)
0.036
(−8.5%)
0.036
(−8.6%)
0.232
0.199
(−14.1%)
0.209
(−9.8%)
0.182
(−21.7%)
3.027
3.071
(1.4%)
2.980
(−1.6%)
3.059
(1.0%)
Lognormal distribution fitted to measured values
Response surface, 500 samples
Lognormal distribution fitted to response surface values
The following observations are made from the results presented in Table 9
•
•
•
•
There are negligible differences in the mean values.
The values obtained from the response surface, when fitted to the Lognormal distribution, have smaller standard deviation values, which are about 9% smaller than the
measured values.
There are large differences in the skewness values. The response surface skewness
values are about 10% smaller than the measured values. Fitting the response surface
values to a Lognormal distribution makes the skewness values even smaller, i.e., about
22% smaller than the measured values. In addition, fitting the measured values to a
Lognormal distribution gives smaller skewness values of about 14% smaller than the
measured values.
There are only slight differences of below 2% in the kurtosis values.
4.2. Comparison of Probability and Cumulative Distribution Plots
The comparisons of the probability density and cumulative distribution plots are
presented in Figures 15 and 16, respectively.
The following observations are made:
•
•
•
The fitted distribution curves overlap the raw data, i.e., the measured and response
surface sampled values.
The response surface has a higher probability density at the most probable value; see
area A in Figure 15.
There are some differences in the tail regions in the cumulative probability distribution
functions; see Figure 16. However, these differences are insignificant and lead to only
negligible differences in the failure values calculated based on the upper tail region, as
presented in Section 4.3.
Designs2022,
2022,6,
5,1x FOR PEER REVIEW
Designs
1818ofof28
28
Figure
Comparison
of probability
density functions.
Comparison
of probability
density
Figure 15.15.
probability
density functions.
functions.
Figure 16. Comparison of cumulative probability distribution functions.
The following observations are made:
•
The fitted distribution curves overlap the raw data, i.e., the measured and response
surface sampled values.
•
The response surface has a higher probability density at the most probable value; see
area A in Figure 15.
•Figure
There
are some differences
the tail regions
in the functions.
cumulative probability distribu16.16.
Comparison
of cumulative
probability
distribution
Figure
Comparison
ofincumulative
probability
distribution functions.
tion functions; see Figure 16. However, these differences are insignificant and lead to
only negligible differences in the failure values calculated based on the upper tail
region,
presented inobservations
Section 4.3.
The as
following
are made:
•
•
The fitted distribution curves overlap the raw data, i.e., the meas
surface sampled values.
The response surface has a higher probability density at the most
Designs 2022, 6, 1
19 of 28
4.3. Comparison of Failure Values
The comparison of failure values at three different failure rates are presented in
Table 10.
Table 10. Comparison of failure values.
Source
Lognormal distribution fitted to
measured values
Lognormal distribution fitted to
response surface values
Failure Criterion
Failure Rate = 1 in 104
Failure Rate = 1 in 105
Failure Rate = 1 in 106
Maximum Stress
Tsai-Wu
Hashin
Maximum Stress
Tsai-Wu
Hashin
0.64
0.75
0.76
0.64
0.74
0.75
0.67
0.78
0.79
0.66
0.77
0.78
0.69
0.81
0.81
0.68
0.79
0.80
Some notes on the large difference in the skewness values in Table 9 are made here.
In general, it was harder for the skewness and kurtosis to be fitted well using an assumed
probability distribution function, which in this case was the lognormal function. This
is because both skewness and kurtosis are parameters that measure the shape of the
probability density function. The assumed probability distribution (lognormal in this case)
already has an assumed shape; therefore, it did not fit so well to the measured values at
the peak region (see Figure 15). However, the failure values at different failure probability
values, which are the parameters one would be concerned about within a design, are still
reasonably close. This highlights that the more considerable differences in skewness did not
significantly affect the results. Table 10 shows that the response surface model produced
failure values that were very close to those resulting from the measured values. Therefore,
it is a reliable tool for failure prediction of CEFC flow-lines under combined loading.
5. Optimising Response Surface Generation
5.1. Number of Input Parameters
This section investigates the number of input parameters used to generate the response
surfaces. Twenty input parameters were used in the response surface presented in Section 4.
Using a smaller number of input parameters requires a smaller design of experiment,
as presented in Table 11. Choosing 10 input parameters instead of 20 input parameters
results in a design of experiment that is less than one-third the size, leading to significant
computational savings in the generation of the response surface. In this case, the 10 most
influential input parameters out of the 20 were chosen. These were the parameters with the
largest coefficients of correlation.
Table 11. Size of design of experiment for different numbers of input parameters.
Number of Input Parameters
5
10
15
20
Size of Design of Experiment, Number of Samples
Minimum Parametric Correlation Value
27
0.271
149
0.131
287
0.079
551
0.046
The effect on statistical moments, probability distributions, and predicted failure
values are presented and discussed in Sections 5.1.1–5.1.3, The results show that using
ten input parameters does not lead to any noticeable accuracy reduction in the calculated
results. This is obvious in the case where five input parameters are used. The somewhat
correlated parameters (having correlation coefficients between 0.131 to 0.271) to the failure
value were excluded from generating the response surfaces.
5.1.1. Number of Parameters—Effect on Statistical Moments
The statistical moments are presented in Figure 17 for the response surfaces generated
with different numbers of input parameters, together with the measured values (fitted and
Designs 2022, 5, x FOR PEER REVIEW
Designs 2022, 6, 1
20 of 28
20 of 28
results. This is obvious in the case where five input parameters are used. The somewhat
correlated parameters (having correlation coefficients between 0.131 to 0.271) to the failure value were excluded from generating the response surfaces.
raw values). The corresponding
differences
versus
the measured values are
5.1.1. Number of percentage
Parameters—Effect
on Statistical
Moments
presented in Figure 18. The
following
observations
are
made:
The statistical moments are presented in Figure 17 for the response surfaces gener-
•
•
•
•
ated
withnot
different
numbers ofaffected
input parameters,
together
with
measured
values (fitThe mean values
were
significantly
when more
than
10the
input
parameters
ted and raw values). The corresponding percentage differences versus the measured valare used where the differences were within 1%.
ues are presented in Figure 18. The following observations are made:
The standard deviations were affected by the number of input parameters used.
•
The mean values were not significantly affected when more than 10 input parameters
However, using the
would
result in a difference in the
areresponse
used where surface
the differences
werealready
within 1%.
standard deviation
of
about
9%,
as
presented
in
Section
4.1.
Using
smaller
number
•
The standard deviations were affected by the
number
of ainput
parameters
used.
using the this
response
surface would
already
of input parametersHowever,
would increase
difference
to about
20%.result in a difference in the
standard
of about
9%, as presented
in Section 4.1.
Using aparameters
smaller number
The skewness values
weredeviation
significantly
affected
by the number
of input
of input parameters would increase this difference to about 20%.
used. However,• using
the response surface would already result in a difference in the
The skewness values were significantly affected by the number of input parameters
standard deviation used.
of about
14%,using
as presented
in surface
Sectionwould
4.1. Using
smaller
number in
However,
the response
already aresult
in a difference
of input parametersthe
would
increase
this
topresented
about 250%.
standard
deviation
of difference
about 14%, as
in Section 4.1. Using a smaller
input
parameters would
increase
this difference
to aboutparameters
250%.
The kurtosis valuesnumber
were of
not
significantly
affected
when
enough input
•
The kurtosis values were not significantly affected when enough input parameters
were used. However,
the difference became as large as 60% when too few input
were used. However, the difference became as large as 60% when too few input paparameters were used.
rameters were used.
Designs 2022, 5, x FOR PEER REVIEW
21 of 28
Figure 17. Number of Figure
parameters—effect
on statistical moments.
17. Number of parameters—effect on statistical moments.
Figure 18.
18. Number
Number of
of parameters—effect
parameters—effect on
on statistical
statistical moments
moments (%
(% difference).
difference).
Figure
5.1.2. Number of Parameters—Effect on Fitted Probability Distributions
The probability distributions (probability density and cumulative probability) fitted
to response surface values with different numbers of input parameters were plotted to-
•
Designs 2022, 6, 1
In general, the probability distribution functions are highly inaccurate wh
number of input parameters, i.e., 5, is used.
•
As presented in Figure 19, the probability density functions fitted from th
surfaces do not generally fit well with the measured values. 21Aofsimilar
o
28
was also previously reported in Figure 15 and in Section 4.2.
•
As presented in Figures 20 and 21, there are some differences in the cumul
5.1.2. Number
of Parameters—Effect
on Fitted
Probability
Distributions
ability distribution
functions.
These
differences
increase with decreasing
The
probability
distributions
(probability
density
probability)
input
parameters.
However,
these
doand
notcumulative
significantly
affectfitted
thetoupper t
response
surface
values
with
different
numbers
of
input
parameters
were
plotted
together
and do not lead to large differences in the failure values calculated as pr
with the measured values and are presented in Figures 19–21.
Section 5.1.3. Similar observations were also previously reported in Sectio
Designs 2022, 5, x FOR PEER REVIEW
Figure 19. Number of parameters—effect on probability density functions.
22 of 28
Figure 19. Number of parameters—effect on probability density functions.
Figure 20.
parameters—effect
on cumulative
probability
functions.
Figure
20.Number
Numberofof
parameters—effect
on cumulative
probability
functions.
Designs 2022, 6, 1
22 of 28
Figure 20. Number of parameters—effect on cumulative probability functions.
Figure
Figure 21.
21. Number
Numberof
ofparameters—effect
parameters—effect on
on cumulative
cumulative probability
probability functions
functions (zoomed
(zoomed in
in at
at upper
upper
tail
tail region).
region).
5.1.3. The
Number
of Parameters—Effect
on Predicted Failure Values
following
observations are made:
12 compares
the predicted
failurefunctions
rates calculated
from
the Lognormal
• Table
In general,
the probability
distribution
are highly
inaccurate
when adistrismall
butions
fitted of
to input
response
surfaces when
number
parameters,
i.e., 5,aisdifferent
used. number of input parameters was used.
It• is observed
frominthe
results
reducing the
number
of input
parameters
ten, in
As presented
Figure
19, that
the probability
density
functions
fitted
from theto
response
general,
do not
to poor accuracy
in the
failure
values
predicted.
The observation
accuracy of was
the
surfaces
dolead
not generally
fit well with
the
measured
values.
A similar
predicted
failure values
suffered
when 15
theand
number
of input
also previously
reported
in Figure
in Section
4.2. parameters was small. This
• be
Asexpected
presentedbecause
in Figures
20 and values
21, there
some differences
in the cumulative
can
the failure
areare
calculated
from distributions
fitted to
probability distribution functions. These differences increase with decreasing number
of input parameters. However, these do not significantly affect the upper tail regions
and do not lead to large differences in the failure values calculated as presented in
Section 5.1.3. Similar observations were also previously reported in Section 4.2.
5.1.3. Number of Parameters—Effect on Predicted Failure Values
Table 12 compares the predicted failure rates calculated from the Lognormal distributions fitted to response surfaces when a different number of input parameters was used.
It is observed from the results that reducing the number of input parameters to ten, in
general, do not lead to poor accuracy in the failure values predicted. The accuracy of the
predicted failure values suffered when the number of input parameters was small. This can
be expected because the failure values are calculated from distributions fitted to sampled
values. As previously discussed in Section 5.1.2, the number of input parameters do not
affect the fitted probability distributions, unless the number of input parameters is small,
i.e., 5.
Designs 2022, 6, 1
23 of 28
Table 12. Number of parameters—effect on predicted failure values.
Source
Lognormal distribution fitted
to measured values
Lognormal distribution fitted
to response surface values
(20 input parameters)
Lognormal distribution fitted
to response surface values
(15 input parameters)
Lognormal distribution fitted
to response surface values
(10 input parameters)
Lognormal distribution fitted
to response surface values
(5 input parameters)
Failure
Criterion
Maximum
Stress
Tsai-Wu
Hashin
Maximum
Stress
Tsai-Wu
Hashin
Maximum
Stress
Tsai-Wu
Hashin
Maximum
Stress
Tsai-Wu
Hashin
Maximum
Stress
Tsai-Wu
Hashin
Failure Rate = 1
in 104
Failure Rate = 1
in 105
Failure Rate = 1
in 106
% Diff,
Failure Rate = 1
in 104
% Diff,
Failure Rate = 1
in 105
% Diff,
Failure Rate = 1
in 106
0.64
0.67
0.69
-
-
-
0.75
0.76
0.78
0.79
0.81
0.81
-
-
-
0.64
0.66
0.68
0.0
−1.5
−1.4
0.74
0.75
0.77
0.78
0.79
0.80
−1.3
−1.3
−1.3
−1.3
−2.5
−1.2
0.64
0.67
0.69
−1.6
−3.0
−1.4
0.75
0.76
0.78
0.79
0.81
0.81
−2.7
−2.6
−2.6
−2.5
−3.7
−2.5
0.64
0.66
0.68
0.0
−1.5
−1.4
0.74
0.75
0.77
0.78
0.79
0.8
−4.0
−1.3
−5.1
−1.3
−6.2
−1.2
0.63
0.65
0.68
15.6
14.9
15.9
0.73
0.74
0.76
0.77
0.78
0.79
5.3
2.6
5.1
2.5
3.7
2.5
5.2. Size of Response Surface
In this section, the effects of response surfaces sizes are studied. Two larger response
surfaces were compared against the original surface size used in Sections 3, 4 and 5.1. These
larger response surfaces were named ‘larger size’ and ‘extremely large size’. The number
of input parameters used to generate the response surfaces was the same, i.e., 20, while
the range of diameter and ply thickness is varied. The diameters and ply thicknesseses
considered are presented in Table 13.
Table 13. Range of diameters and ply thicknesses studied.
Base Case
Larger Size
Extremely Larger Size
Diameter (mm)
Thickness (mm)
100–150
75–175
50–200
0.18–0.22
0.14–0.26
0.10–0.30
The effect on statistical moments, probability distributions, and predicted failure values are presented and discussed in Sections 5.2.1–5.2.3 The results show that the huge
response surface leads to inaccurate skewness values and probability distribution functions. However, the size of the response surface does not significantly affect the upper
tail regions of the probability distributions and consequently leads to only minor differences in predicted failure rates if it is not too large, as demonstrated in the ‘larger size’
response surface.
5.2.1. Size of Response Surface—Effect on Statistical Moments
The statistical moments are presented in Figure 22 for the response surfaces generated
with different diameter ranges and ply thickness and the measured values (fitted and
raw values). The corresponding percentage differences versus the measured values are
presented in Figure 23. The following observations are made:
1.
2.
3.
In general, the differences in statistical moments calculated increased with the size of
the response surface used.
The differences in the mean values increase with the size of the response surface used
but were within 10% for ‘extremely large size’.
The response surface size has limited or no influence on the standard deviation values.
The differences in the standard deviation are within approximately 10%, which were
like that of the ‘base case’, which had 8.5%.
Designs 2022, 5, x FOR PEER REVIEW
Designs 2022, 5, x FOR PEER REVIEW
Designs 2022, 6, 1
3.
3.
4.
4.
5.
24 of 28
24 of 28
The response
responsesurface
surfacesize
sizehas
haslimited
limited
influence
standard
deviation
24 of
28 valThe
oror
nono
influence
on on
thethe
standard
deviation
values.
The
differences
in
the
standard
deviation
are
within
approximately
10%,
which
ues. The differences in the standard deviation are within approximately 10%, which
were like
like that
thatof
ofthe
the‘base
‘basecase’,
case’,which
which
had
8.5%.
were
had
8.5%.
skewness
is
strongly
affected
by
the
response
surface
size.
‘larger
The
skewness
is
strongly
affected
by
the
response
size.
For
the
‘larger
size’
The skewness is strongly affected by the response surface
surface
size.
ForFor
thethe
‘larger
size’size’
and
‘extremely
large
size’,
the
differences
were
as
much
as
40%.
and ‘extremely
‘extremely large
large size’, the differences were as much as 40%.
The
increased
with
thethe
sizesize
of the
differences
inthe
thekurtosis
kurtosisvalues
values
increased
with
of the
response
surface
The differences
differences in
response
surface
used
large
size’.
used but
were
within
used
but were
werewithin
within10%
10%for
for‘extremely
‘extremely
large
size’.
Figure 22. Size of response surface—effect on statistical moments.
Figure 22. Size of response surface—effect on statistical moments.
Figure 22. Size of response surface—effect on statistical moments.
Figure 23. Size of response surface—effect on statistical moments (% difference).
Figure 23. Size of response surface—effect on statistical moments (% difference).
Figure
23. Size
of response
surface—effecton
onFitted
statistical
moments
(% difference).
5.2.2. Size
of
Surface—Effect
on
Fitted
Probability
Distributions
5.2.2.
Size
of Response
Response
Surface—Effect
Probability
Distributions
The probability
probabilitydistributions
distributions(probability
(probabilitydensity
densityand
andcumulative
cumulative
probability)
fitted
The
probability)
fitted
to
5.2.2.
Size ofsurface
Response
Surface—Effect
on
Fitted Probability
Distributions
to
response
values
with
different
response
surface
sizes
are
plotted
together
with
response surface values with different response surface sizes are plotted together with the
the measured
values
(fitted
values)
presented
in cumulative
Figures
24–26.
The probability
distributions
(probability
density
probability) fitted
measured
values
(fitted
and and
raw raw
values)
and and
presented
inand
Figures
24–26.
are
made: response surface sizes are plotted together with
to response
surfaceobservations
values withare
different
The following
made:
the
(fitted
and
raw
values)
andinin
presented
in
Figures 24–26.
•• measured
In general,
general,values
using
‘extremely
large
size’results
results
significant
differences
probausing ‘extremely large size’
significant
differences
inin
thethe
probabilThe
following
observations
are
made:
bility
distributions.
ity
distributions.
•
•
As
presented
in Figure
24, thelarge
probability
densityinfunctions
fitted
from the in
response
•
In general, using
‘extremely
size’ results
significant
differences
the probasurfaces
generally
fit
well
with
the
measured
values.
The
‘extremely
large
size’
surfaces
do
not
measured
values.
The
‘extremely
large
size’
bility distributions.
probability
distribution
function
is
especially
far
away
from
that
of
the
•
As presented in Figure 24, the probability density functions fitted from the response
measured
values.
surfaces do not generally fit well with the measured values. The ‘extremely large size’
•
As shown in Figure 25, the cumulative probability distributions of ‘base case’ and
‘larger size’ were close to those of the measured values. Furthermore, as presented in
Designs2022,
2022,5,5,xxFOR
FORPEER
PEERREVIEW
REVIEW
Designs
Designs 2022, 6, 1
••
25 of
of 28
28
25
probability distribution
distribution function
function isis especially
especially far
far away
away from
from that
that of
of the
the measured
measured
probability
25 of 28
values.
values.
As shown
shown in
in Figure
Figure 25,
25, the
the cumulative
cumulative probability
probability distributions
distributions of
of ‘base
‘base case’
case’ and
and
As
‘largersize’
size’were
wereclose
closeto
tothose
thoseof
ofthe
themeasured
measuredvalues.
values.Furthermore,
Furthermore,as
aspresented
presentedin
in
‘larger
Figure26,
26,these
thesedifferences
differences
became
more
minor
at
the
upper
tail
regions.
As
observed
Figure
became
more
minor
at
the
upper
tail
regions.
As
observed
differences
tail regions. As observed
inthe
the
probability
density
functions,
the
‘extremely
large
size’
cumulative
probability
in
theprobability
probabilitydensity
densityfunctions,
functions,the
the‘extremely
‘extremelylarge
largesize’
size’cumulative
cumulativeprobability
probability
functionisisespecially
especiallyfar
faraway
awayfrom
fromthat
thatof
ofthe
function
themeasured
measured values.
values.
Figure
24.
Size
of
response
surface—effect
onprobability
probabilitydensity
densityfunctions.
functions.
Figure
Figure24.
24.Size
Sizeof
ofresponse
responsesurface—effect
surface—effecton
Figure25.
25.Size
Sizeof
ofresponse
responsesurface—effect
surface—effecton
oncumulative
cumulativeprobability
probabilityfunctions.
functions.
Figure
25.
Size
of
response
surface—effect
Figure
Designs 2022, 5, x FOR PEER REVIEW
Designs 2022, 6, 1
26 of 28
26 of 28
Size of
of response
response surface—effect
surface—effect on
on cumulative
cumulative probability
probability functions (zoomed in at upper
upper
Figure 26. Size
tail region).
5.2.3. Size
Size of
of Response
Response Surface—Effect
Surface—Effect on
on Predicted
Predicted Failure
5.2.3.
Failure Values
Values
Table
14
compares
the
predicted
failure
rates
calculated
from the
the Lognormal
Lognormal distridistriTable 14 compares the predicted failure rates calculated from
butions
fitted
to
response
surfaces
with
different
ranges
of
diameter
and
ply
thickness.
It
butions fitted to response surfaces with different ranges of diameter and ply thickness. It
is
observed
that
the
size
of
the
response
surfaces
did
not
significantly
affect
the
predicted
is observed that the size of the response surfaces did not significantly affect the predicted
failure values.
values.AAlarger
largerresponse
response
surface,
general,
would
to more
considerable
failure
surface,
in in
general,
would
leadlead
to more
considerable
difdifferences
in
the
predicted
failure
values.
Most
of
the
differences
were
below
except
ferences in the predicted failure values. Most of the differences were below 5% 5%
except
for
for the Tsai-Wu failure value for the ‘extremely large size’ response surface.
the Tsai-Wu failure value for the ‘extremely large size’ response surface.
Table 14.
Table
14. Number
Number of
of parameters—effect
parameters—effect on
on predicted
predicted failure
failure values.
values.
Source
Source
Failure
Failure
Criterion
Criterion
% Diff,
% Diff,
% Diff,
Failure
1 Failure
1 Failure
Failure
RateRate
= 1 = Failure
RateRate
= 1 =Failure
RateRate
= 1 = 1 % Diff, Failure % Diff, Failure % Diff, Failure
Failure Rate = 1
Rate = 1 5 Failure Rate = 16
5
6
4 Failure
in 10
in 10in
in 10in
in4 104
105
106
Rate
Rate
=
Rate
= 1 in 10
4= 1 in 10
51 in 10
in 10
in 10
in 106
Maximum Stress
Maximum
Tsai-Wu
Stress
Tsai-Wu
Hashin
to measured values
Hashin Stress
Lognormal distribution fitted Maximum
Maximum
distribution
fitted
to Lognormal
base case response
surface
Tsai-Wu
Stress
to base case response
Tsai-Wu
values
Hashin
surface values
Hashin
Lognormal distribution fitted Maximum
Stress
Maximum
Lognormal
distribution
fitted
to larger size response
Tsai-Wu
Stress
to larger size response
Tsai-Wu
surface
values
Hashin
surface values
Hashin
Lognormal distribution fitted Maximum
Stress
Maximum
fitted
toLognormal
extremelydistribution
large response
Tsai-Wu
Stress
to extremely large response
Tsai-Wu
surface
Hashin
surfacevalues
values
Lognormal distribution fitted
Lognormal
distribution
to measured
valuesfitted
Hashin
0.64
0.67
0.69
0.640.75
0.67 0.78
0.69 0.81
0.750.76
0.760.64
0.78 0.79
0.79 0.66
0.81 0.81
0.81 0.68
0.640.74
0.66 0.77
0.68 0.79
0.740.75
0.75
0.77 0.78
0.78
0.79 0.80
0.80
0.630.75
0.65 0.78
0.750.75
0.75
0.78 0.77
0.77
0.67 0.81
0.81 0.80
0.80
0.630.80
0.66 0.83
0.800.76
0.76
0.83 0.79
0.79
0.63
0.63
0.65
0.66
0.67
0.67
0.67 0.85
0.85 0.81
0.81
- 0.0
0.0 −1.3
−1.3−1.3
−1.3−1.8
−1.8−0.1
−0.1−1.2
−1.2
−1.4
−1.4 5.7
5.7 0.6
-
0.6
-
-
- -
--
- -−1.5
−1.5
−1.3
−1.3
−1.3
−1.3
−1.9
−1.9
−0.1
−0.1
−1.4
−1.4
−1.8
−1.8
5.6
5.60.4
0.4
-−1.4
−−2.5
1.4
−−1.2
2.5
−−2.1
1.2
−−0.3
2.1
−−1.5
0.3
−1.5
−2.1
−5.6
2.1
5.6
0.2
0.2
5.3. Recommendations for Optimisation of Response Surface
5.3. Recommendations for Optimisation of Response Surface
Based on the findings obtained in Sections 5.1 and 5.2, the following recommendaon the
obtained in
5.1 and
5.2, the following recommendations
tionsBased
are made
forfindings
the optimisation
of Sections
the response
surface:
are made for the optimisation of the response surface:
•
Reduce the input parameters selected to generate the response surface by only select• ing
Reduce
the input parameters
selectedcorrelation
to generatecoefficients
the responsegreater
surfacethan
by only
selecting
the parameters
with parametric
+/−0.15.
the parameters with parametric correlation coefficients greater than +/−0.15.
Designs 2022, 6, 1
27 of 28
•
Consider using a larger response surface to maximise flexibility if the accuracy in the
predicted failure values is not extremely important. A larger response surface would
lead to some decreased accuracy in the results.
6. Conclusions
In this paper, the use of the Kriging response surface method for the estimation of
failure values in carbon-fibre-epoxy composite flow-lines under the influence of stochastic
processes was investigated. The following conclusions are made:
•
•
•
•
•
•
In general, the response surface method produced predicted failure results close to
those of the measured values. Most errors were minor unless too few input parameters
are selected to generate the response surface and/or the size of the response surface
was too large.
The response surfaces do not accurately represent the skewness values in general;
there was at least a 9% difference in the results. However, this is not of practical
significance as it did not affect the prediction of failure values.
In general, using more input parameters increases the accuracy of the response surface.
However, it also increases the time required to generate the response surface, as the
design of experiment will increase in size.
It is recommended to select input parameters with correlation coefficients greater than
+/−0.15, i.e., input parameters that are slightly correlated. In this present study, this
results in about 10 input parameters.
In general, a more extensive response surface leads to reduced accuracy. However,
this enables greater flexibility in its utilisation as a more comprehensive range of input
parameters is covered.
The response surface enables more rapid design optimisation process than using a
brute force method; the computation of the failure values is instantaneous.
Author Contributions: Conceptualization, Y.X.; methodology, Y.X.; software, Y.X., W.X. and V.B.;
validation, Y.X and W.X.; formal analysis, Y.X., W.X. and V.B.; investigation, Y.X., W.X and V.B.;
resources, Y.X.; data curation, W.X.; writing—original draft preparation, Y.X.; writing—review and
editing, Y.X.; visualization, Y.X. and W.X; supervision, Y.X. and V.B.; project administration, Y.X.;
funding acquisition, Y.X. All authors have read and agreed to the published version of the manuscript.
Funding: This research received no external funding.
Institutional Review Board Statement: Not applicable.
Informed Consent Statement: Not applicable.
Data Availability Statement: Not applicable.
Conflicts of Interest: The authors declare no conflict of interest.
Nomenclature
σh
σl
σ1
σ2
σ3
τ12
τ23
τ13
σuc1
σuc2
σuc3
σut1
σut2
σut3
Hoop stress
Longitudinal stress
Principle stress in x-direction
Principle stress in y-direction
Principle stress in z-direction
Shear stress in xy-plane
Shear stress in yz-plane
Shear stress in xz-plane
Compressive strength limit in x-direction
Compressive strength limit in y-direction
Compressive strength limit in z-direction
Tensile strength limit in x-direction
Tensile strength limit in y-direction
Tensile strength limit in z-direction
Designs 2022, 6, 1
28 of 28
τu12
τu23
τu13
ρrgX,rgY
cov r gX , r gY
SDrgX
SDrgY
D
t
Shear strength limit in xy-plane
Shear strength limit in yz-plane
Shear strength limit in xz-plane
Spearman correlation coefficient
Covariance of the rank variable
Standard deviation of the rank variable gX
Standard deviation of the rank variable gY
Flow-line Diameter
Flowline wall thickness
References
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
U.S. Energy Information Administration. U.S. Average Depth of Crude Oil and Natural Gas Wells. 2020. Available online:
https://www.eia.gov/dnav/ng/hist/e_ertw0_xwd0_nus_fwa.htm (accessed on 12 April 2020).
Global Data. H1 2019 Global Length and Capital Expenditure Outlook for Oil and Gas Pipelines—Natural Gas Pipelines Take Lead in
New-Build Projects; Global Data: London, UK, 2019; p. 48.
ICF International for The INGAA Foundation. North America Midstream Infrastructure through 2035: Capitalising on Our
Energy Abundance. INGAA Foundation. 2020. Available online: https://www.igaa.org/File.aspx?id=21527&v=6be6e34a
(accessed on 12 April 2020).
Yang, C. Design and analysis of composite pipe joints under tensile loading. J. Compos. Mater. 2000, 34, 332–349. [CrossRef]
Jha, V.; Dodds, N.; Finch, D.; Latto, J.; Karabelas, G.; Anderson, T.A.; Baehmann, P.; Vermilyea, M.E. Flexible Fiber-reinforced Pipe
for 10,000-foot Water Depths: Performance Assessments and Future Challenges, OTC-25393-MS. In Proceedings of the Offshore
Technology Conference, Houston, TX, USA, 5–8 May 2014.
Bazán, F.; Beck, A. Stochastic process corrosion growth models for pipeline reliability. Corros. Sci. 2013, 74, 50. [CrossRef]
Oliveira, N.; Bisaggio, H.; Netto, T. Probabilistic Analysis of the Collapse Pressure of Corroded Pipelines. In Proceedings of the
International Conference on Offshore Mechanics and Artic Engineering, OMAE2016-54299, Busan, Korea, 19–24 June 2016.
Jia, B.; Yu, X.; Yan, Q. A new sampling strategy for Kriging-based response surface method and its application in structural
reliability. Adv. Struct. Eng. 2016, 20, 564–581. [CrossRef]
Simpson, T.; Mauery, T.; Korte, J.; Mistree, F. Comparison of Response Surface and Kriging Models for Multidisciplinary Design
Optimisation; American Institute of Aeronautics and Astronautics: St. Louis, MO, USA, 2012. [CrossRef]
Gupta, S.; Manohar, C. An improved response surface method for the determination of failure probability and importance
measures. Struct. Saf. 2004, 26, 123–139. [CrossRef]
Tsai, S.W.; Wu, E.M. A general theory of strength for anisotropic materials. J. Compos. Mater. 1971, 5, 58–80. [CrossRef]
Hashin, Z. Failure criteria for unidirectional fiber composites. J. Appl. Mech. 1980, 47, 329. [CrossRef]
ANSYS®. Academic Research Mechanical, Release 17.0, Help System, Element Reference, Chapter I, SHELL181, ANSYS, Inc.
2017. Available online: https://www.mm.bme.hu/~{}gyebro/files/ans_help_v182/ans_elem/Hlp_E_SHELL181.html (accessed
on 1 August 2020).
Feng, N.L.; Malingam, S.D.; Irulappasamy, S. Bolted Joint Behaviour of Hybrid Composites. In Failure Analysis in Biocomposites,
Fibre-Reinforced Composites and Hybrid Composites; Jawaid, M., Thariq, M., Saba, N., Eds.; Woodhead Publishing: Sawston, UK,
2019; pp. 79–95.
Gol’denblat, I.I.; Kopnov, V.A. Strength of glass-reinforced plastics in the complex stress state. Polym. Mech. 1965, 1, 54–59.
[CrossRef]
Clouston, P.; Lam, F.; Barrett, D. Interaction term of Tsai-Wu theory for laminated veneer. J. Mater. Civ. Eng. 1998, 10, 112–116.
[CrossRef]
Li, S.; Sitnikova, E.; Liang, Y.; Kaddour, A.S. The Tsai-Wu failure criterion rationalised in the context of UD composites. Compos.
Part A Appl. Sci. Manuf. 2017, 102, 207–217. [CrossRef]
Spearman, C. Correlation calculated from faculty data. Br. J. Psychol. 1910, 3, 271–295.
Box, G.E.P.; Wilson, K.B. On the experimental attainment of optimum conditions (with discussion). J. R. Stat. Soc. Ser. B 1951,
13, 1–45.
Krige, D.G. A Statistical Approach to Some Mine Valuations and Allied Problems at the Witwatersrand. Master’s Thesis,
University of Witwatersrand, Johannesburg, South Africa, 1951.
Arcieri, E.V.; Baragetti, S.; Bozic, Z. Application of design of experiments to foreign object damage on 7075-T6. Procedia Struct.
Integr. 2021, 31, 22–27. [CrossRef]
Xing, Y.H.; Wu., X.; Buratti, V. The correlation and determination matrices associated with the burst design of a subsea carbonfibre-epoxy composite flow-line. IOP Conf. Ser. Mater. Sci. Eng. 2019, 700, 012021. [CrossRef]