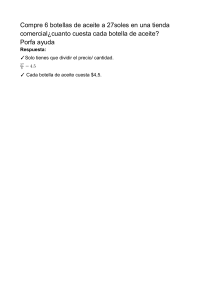
TM Manual de la caja de engranajes R200 Relación 30:1 (Voith) R200 No. de serie S7070435-201 www.mmdsizers.com © MMD Design and Consultancy Ltd. MAN-7070435-201-GB-ES MMD Ltd Detalles del producto Relación 30:1 (Voith) R200 Para adaptarse al acoplamiento Voith Cliente: Rebasa Número de trabajo de MMD: 64461 Número de serie de la S154-1209 máquina: Conjunto de la caja de engranajes Tipo: Número de pieza: Números de serie: Nivel de fluido: Tipo de fluido: Separación de los cojinetes de entrada: Peso aproximado: Relación 30:1 (Voith) R200 247070435 S7070435-201 Aprox. 70 litros OMALA 320 0,25 mm 1950 kg lleno de aceite Datos de la revisión Revisión Modificación Sección revisada Fecha 6.0 Nota de precaución añadida para el apriete de los pernos Capítulo 7 15-04-15 Datos del manual Manual de la caja de engranajes R200 Número del manual: Versión/fecha de publicación: 2 MAN-7070435-201-GB-ES Versión 0.10, 11 de diciembre de 2015 Traducción de las instrucciones originales © MMD Ltd 2013 MMD Ltd MAN-7070435-201-GB-ES Pedidos y contactos Guía de pedido de piezas de repuesto La siguiente información se suministra para ayudar con la compra de piezas de repuesto. Al solicitar piezas de repuesto con este manual, nuestro departamento de ventas requiere la siguiente información. Número de serie de la máquina El número de serie se puede encontrar en la placa de identificación en la parte delantera de la caja de engranajes. Se debe describir la pieza y citar el número de serie de la caja de engranajes para asegurarse de que se provean las piezas correctas para cada caja de engranajes en particular. Número de pieza Elemento Número de pieza Descripción 1 Peso unitario Cantidad PERNO HEXAGONAL M24 x 75 EN24014 GR8,8 030324075 0,40 64 Este número de nueve cifras es exclusivo para cada pieza vendida y es fundamental a la hora de realizar pedidos de piezas de repuesto. Descripción del componente Elemento Número de pieza 1 Descripción Peso unitario 030324075 PERNO HEXAGONAL M24 x 75 EN24014 GR8,8 Cantidad 0,40 64 Se necesita la descripción del componente como referencia cruzada con el número de pieza en los pedidos de piezas de repuesto. La columna de descripción también puede contener otros tipos de información, como los números de pieza del proveedor o los calibres de los pernos. Peso unitario Elemento Número de pieza Descripción 1 030324075 Peso unitario Cantidad PERNO HEXAGONAL M24 x 75 EN24014 GR8,8 0,40 64 El peso unitario no es necesario al pedir piezas de repuesto, pero se facilita con fines de elevación, embalaje, transporte, etc. en su empresa. Todos los pesos se brindan en kilogramos (kg). Cantidad Elemento Número de pieza Descripción 1 030324075 Peso unitario Cantidad PERNO HEXAGONAL M24 x 75 EN24014 GR8,8 0,40 64 Por último, en el pedido de piezas de repuesto es necesario incluir la cantidad de piezas de repuesto que se necesitan. Información de contacto MMD Mining Machinery Developments Ltd proporciona soporte comercial y técnico a nivel mundial. Si usted necesita información comercial o requiere soporte técnico, por favor comuníquese con nuestra oficina principal, que se indica más abajo, o consulte nuestro sitio web. MMD Mining Machinery Developments Limited Cotes Park Lane Cotes Park Industrial Estate Somercotes Derbyshire DE55 4NJ Reino Unido © MMD Ltd 2013 Tel: +44(0)1773 835533 Fax: +44(0)1773 835593 o 837818 (ventas) info@mmdsizers.com www.mmdsizers.com 3 MAN-7070435-201-GB-ES MMD Ltd Información de seguridad, regulatoria y legal Antes de utilizar cualquier producto MMD, por favor lea la información de seguridad, regulatoria y legal proporcionada. PRECAUCIÓN Información importante Este equipo funciona de manera segura y confiable si operadores calificados, con experiencia y capacitación siguen los procedimientos de instalación, funcionamiento y mantenimiento descritos en este manual. Si usted no sigue las instrucciones y la información del manual, será responsable de las consecuencias y esto podría invalidar la garantía. El Grupo de empresas MMD no acepta ninguna responsabilidad por modificaciones no autorizadas a los equipos suministrados por MMD. Este manual presta atención particular a la Salud y la Seguridad. Se usan iconos de seguridad apropiados y se dan mensajes de advertencia cuando se requieren precauciones especiales para el usuario debido a la naturaleza de los equipos o los productos. Se debería prestar atención a las "Convenciones de notas", donde se resumen todos esos mensajes. La Certificación CE proporcionada bajo las Directivas de la UE 2006/42/CE Maquinaria y 2004/108/CE Compatibilidad electromagnética cubren todos los equipos de MMD según se suministran; todas las actualizaciones o modificaciones subsiguientes que cambien la función de los equipos o atribuyan nueva funcionalidad que no sean llevadas a cabo por una empresa MMD no estarán cubiertas por la certificación CE adjunta. Los MMD Sizers™ también cumplen con la Directiva sobre residuos de aparatos eléctricos y electrónicos (RAEE) de la Unión Europea 2002/96/CE (las Regulaciones sobre residuos de aparatos eléctricos y electrónicos (RAEE) del Reino Unido 2006 - UK SI.2006 No. 3289 enmendada en 2007): Los equipos suministrados por MMD en virtud de este contrato contienen AEE (aparatos eléctricos y electrónicos) y se consideran una "instalación fija", y como tal, las obligaciones de reutilización, reciclaje y/o eliminación segura son responsabilidad del usuario. Para mayor clarificación respecto a la eliminación comuníquese con el Servicio al Cliente de su empresa MMD local. Se debe cumplir con todas las regulaciones de seguridad locales y nacionales al llevar a cabo cualquier función de operación o mantenimiento de los equipos. Garantía Todos los productos suministrados por el Grupo de empresas MMD están cuidadosamente diseñados, fabricados e inspeccionados. Reemplazaremos o repararemos cualquier pieza que se determine que tiene un defecto de materiales o mano de obra tal y como se describe en su contrato. No aceptamos ninguna responsabilidad por defectos derivados de cualquier negligencia, mal uso o accidentes. Esta garantía no afecta sus derechos legales. Declaración de fin de la vida útil Al final de la vida útil de su producto, comuníquese con MMD antes de desecharlo o desguazarlo. 4 © MMD Ltd 2013 MMD Ltd MAN-7070435-201-GB-ES Convenciones de notas En todo este manual se usan las siguientes convenciones de notas: El texto en este formato destaca información útil o importante. PRECAUCIÓN ADVERTENCIA PELIGRO El texto en este formato es un aviso de precaución para el usuario e indica una situación que puede provocar lesiones menores y/o daños de poca importancia al producto. El texto en este formato es una advertencia para el usuario e indica una situación que podría provocar lesiones graves o mortales y/o daños considerables al producto. El texto en este formato es un aviso de peligro para el usuario e indica una situación que seguramente provocará lesiones graves o mortales. Derechos de autor y marcas comerciales Aunque se han dedicado esfuerzos razonables para asegurarse de la precisión de este manual, el Grupo de empresas MMD no asume ninguna responsabilidad resultante de cualquier omisión en este documento, o del uso de la información aquí obtenida. El Grupo de empresas MMD se reserva el derecho a revisar este documento y a realizar cambios de vez en cuando en el contenido del mismo sin obligación del Grupo de empresas MMD de avisar a cualquier persona de dicha revisión o cambios. Las versiones electrónicas de este manual pueden leerse en línea, descargarse para uso personal o se puede hacer referencia a ellas en otro documento. El contenido en sí no puede publicarse comercialmente en formato impreso o electrónico, editarse, traducirse u alterarse de ningún otro modo sin el permiso del Grupo de empresas MMD. Es posible que esta publicación contenga referencias a productos o servicios del Grupo de empresas MMD o información sobre los mismos que no estén disponibles. No debe interpretarse que tales referencias o información significan que el Grupo de empresas MMD tiene intención de anunciar dichos productos o servicios. MMD, el logotipo de MMD, Mineral Sizer y todas las demás marcas comerciales aquí indicadas como tales son marcas comerciales de MMD Design and Consultancy Ltd. Todos los demás nombres de productos o servicios son propiedad de sus respectivos titulares. Copyright 2013 MMD Mining Machinery Developments Ltd. Todos los derechos reservados. © MMD Ltd 2013 5 MAN-7070435-201-GB-ES MMD Ltd Índice 1 Caja de engranajes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 1.1 Conjunto de la caja de engranajes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11 1.2 Protector del respiradero de la boca de llenado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .19 2 Conjunto del eje de entrada. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20 2.1 Conjunto del eje de entrada . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .21 2.1.1 Procedimiento de ensamblaje del conjunto del eje de entrada. . . . . . . . . . . . . . . . . . . . . .22 3 Conjunto del 2º piñón reductor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23 3.1 Conjunto del 2º piñón reductor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .24 3.1.1 Procedimiento de ensamblaje del conjunto del 2º piñón reductor.. . . . . . . . . . . . . . . . . .25 4 Conjunto del 3º piñón reductor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26 4.1 Conjunto del 3º piñón reductor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .27 4.1.1 Procedimiento de ensamblaje del conjunto del 3º piñón reductor . . . . . . . . . . . . . . . . . .28 5 Conjunto del eje de salida . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29 5.1 Conjunto del eje de salida . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .30 5.1.1 Procedimiento de ensamblaje del conjunto del eje de salida . . . . . . . . . . . . . . . . . . . . . . .31 6 Mantenimiento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33 6.1 Procedimiento de desmontaje e inspección . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .34 6.1.1 Separación de la caja de engranajes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .34 6.1.2 Desmontaje del conjunto del eje . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .34 6.1.3 Limpieza e inspección. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .34 6.2 Procedimiento de instalación de la caja de engranajes. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .35 6.2.1 Conjunto de la caja. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .35 6.2.2 Instalación de los conjuntos de eje . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .35 6.2.3 Instalación de la mitad superior de la caja de engranajes . . . . . . . . . . . . . . . . . . . . . . . . . . .36 6.2.4 Procedimiento de apriete de los pernos. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .36 6.2.5 Instalación de las cubiertas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .36 6.2.6 Ajuste de la separación de los cojinetes del eje de entrada . . . . . . . . . . . . . . . . . . . . . . . . .37 6.2.7 Conjunto final . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .37 6.2.8 Comprobación. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .37 6.2.9 Dimensiones y peso del paquete . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .38 6.3 Procedimiento de cambio del aceite . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .39 6.4 Programa de mantenimiento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .40 7 Procedimientos T.O. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41 7.1 Pares de apriete de los pernos T.O.56 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .42 7.1.1 Pares de apriete de los pernos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .42 7.1.2 Ajustes de presión de la herramienta hidráulica de ESTIRAMIENTO de los pernos (PSI) . 43 7.1.3 Ajustes de presión de TUERCAS hidráulicas (PSI) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .43 6 © MMD Ltd 2013 MMD Ltd MAN-7070435-201-GB-ES 7.1.4 Pares de apriete de los pernos para conjuntos de punta de tipo cónico . . . . . . . . . . . . .44 7.1.5 Pernos de placa de derrame . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .44 7.1.6 Pernos de carro inferior "CAT" . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .45 7.2 Lista de lubricantes de MMD T.O.138 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .46 7.2.1 Aceite para engranajes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .46 7.2.2 Grasa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .46 7.2.3 Aceite para acoplamientos hidráulicos. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .46 7.2.4 Notas generales. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .47 7.3 Rotación del anillo externo del cojinete en los orificios de la caja de engranajes T.O. 139 . . . .48 7.3.1 Alcance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .48 7.3.2 Acción . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .48 7.3.3 Razón . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .48 © MMD Ltd 2013 7 MAN-7070435-201-GB-ES MMD Ltd Figuras 1.1: Dibujo del conjunto de la caja de engranajes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11 1.2: Dibujo del protector del respiradero de la boca de llenado. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .19 2.1: Dibujo del conjunto del eje de entrada . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .21 3.1: Dibujo del 2º piñón reductor. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .24 4.1: Dibujo del conjunto del 3º piñón reductor. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .27 5.1: Dibujo del conjunto del eje de salida . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .30 8 © MMD Ltd 2013 MMD Ltd MAN-7070435-201-GB-ES Tablas 1.1: Lista de piezas del conjunto de la caja de engranajes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .17 1.2: Lista de piezas del protector del respiradero de la boca de llenado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .19 2.1: Lista de piezas del conjunto del eje de entrada . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .22 3.1: Lista de piezas del conjunto del 2º piñón reductor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .25 4.1: Lista de piezas del conjunto del 3º piñón reductor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .28 5.1: Lista de piezas del conjunto del eje de salida . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .31 6.1: Juntas tóricas de la caja de engranajes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .36 © MMD Ltd 2013 9 Relación 30:1 (Voith) R200 Capítulo 1: Caja de engranajes Número de pieza: 247070435 Revisión Modificación Fecha 2.0 Tapones añadidos para sondas de temperatura 10-02-15 MMD Ltd 1.1 MAN-7070435-201-GB-ES Conjunto de la caja de engranajes Número de pieza: 247070435 Dibujo del conjunto de la caja de engranajes 41 32 15 31 33 30 Figura 1.1: © MMD Ltd 2013 Capítulo 1: Caja de engranajes 11 MAN-7070435-201-GB-ES Dibujo del conjunto de la caja de engranajes 28 37 38 35 36 2 17 22 Figura 1.1: MMD Ltd 12 Capítulo 1: Caja de engranajes © MMD Ltd 2013 13 © MMD Ltd 2013 47 12 25 46 43 43 EL PROTECTOR DE RESPIRADERO DE LA BOCA DE LLENADO, NÚMERO DE PIEZA 147071025, SE HA RETIRADO DE ESTA VISTA SOLO PARA FINES DE REFERENCIA 26 27 Figura 1.1: 16 1 MMD Ltd MAN-7070435-201-GB-ES Dibujo del conjunto de la caja de engranajes Capítulo 1: Caja de engranajes 13 MAN-7070435-201-GB-ES Dibujo del conjunto de la caja de engranajes 8 11 48 21 9 40 7 7 49 44 21 10 Figura 1.1: MMD Ltd 14 Capítulo 1: Caja de engranajes © MMD Ltd 2013 MMD Ltd MAN-7070435-201-GB-ES 17 22 22 17 © MMD Ltd 2013 20 15 34 5 18 12 23 42 39 3 16 21 14 14 29 29 2 19 4 Dibujo del conjunto de la caja de engranajes 20 Figura 1.1: Capítulo 1: Caja de engranajes 15 MAN-7070435-201-GB-ES Dibujo del conjunto de la caja de engranajes 6 45 24 Figura 1.1: MMD Ltd 16 Capítulo 1: Caja de engranajes © MMD Ltd 2013 MMD Ltd MAN-7070435-201-GB-ES Tabla 1.1: Lista de piezas del conjunto de la caja de engranajes Elemento Número de pieza 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 023301600 030324090 030324390 030324640 030330650 030508016 030512025 030512030 030512035 030516060 031812030 032000140 032000410 032000451 032000589 032000691 033424000 033430000 033630000 034325050 035612000 035624000 035630000 036000002 036000009 036000010 036000026 036000027 036000031 147070364 147070365 147070411 147070453 147071025 3991514-01 3991515-01 3991519-01 3991841-01 3992655-01 Descripción Peso unitario RESPIRADERO DE LA BOCA DE LLENADO UCAB 116340 IP65 PERNO HEXAGONAL M24 x 90 EN24014 GR8,8 PERNO HEXAGONAL M24 x 390 EN24014 GR8,8 PERNO HEXAGONAL M24 x 640 EN24014 GR8,8 PERNO HEXAGONAL M30 x 650 EN24014 GR8,8 TORNILLO DE CABEZA HUECA M8 x 16 BS4168 TORNILLO DE CABEZA HUECA M12 x 25 BS4168 TORNILLO DE CABEZA HUECA M12 x 30 BS4168 TORNILLO DE CABEZA HUECA M12 x 35 BS4168 TORNILLO DE CABEZA HUECA M16 x 60 BS4168 TORNILLO DE CABEZA HUECA AVELLANADO M12 x 30 BS4168 SELLO PEGADO DE 1/2” BSP BS4518 SELLO PEGADO DE 3/4” BSP BS 4518 SELLO PEGADO DE 1/4” BSP BS 4518 JUNTA TÓRICA RM2993-57 BS4518 SELLO PEGADO DE 2” BSP BS4518 TUERCA PHILIDAS M24 DIN980 TUERCA PHILIDAS M30 DIN980 ARGOLLA CON COLLAR M30 BS4278 CLAVIJA DE COLOCACIÓN M25 x 50 BS7055 ESPECIFICACIÓN DE LA ARANDELA M12 HV DIN 6916 ESPECIFICACIÓN DE LA ARANDELA M24 HV DIN 6916 ESPECIFICACIÓN DE LA ARANDELA M30 HV DIN 6916 TAPON DE PRESIÓN DE 1/4” BSPT TAPÓN CIEGO DE 1/2” BSP TAPÓN CIEGO DE 3/4” BSP TAPÓN CIEGO DE CABEZA HEXAGONAL DE 1” NPT TAPÓN CIEGO DE 1/2” NPT MACHO CIEGO DE 1/4” BSP - TIPO DE CABEZA HEXAGONAL CONJUNTO DEL 2º PIÑÓN REDUCTOR CONJUNTO DEL 3º PIÑÓN REDUCTOR CONJUNTO DEL EJE DE SALIDA CONJUNTO DEL PIÑÓN DE ENTRADA PROTECTOR DEL RESPIRADERO DE LA BOCA DE LLENADO ETIQUETA DEL RESPIRADERO ETIQUETA DE NIVEL DE ACEITE ETIQUETA DE FLOTACIÓN DEL PIÑÓN DE ENTRADA PLACA DE NÚMERO DE SERIE DE LA CAJA DE ENGRANAJES ETIQUETA DE ADVERTENCIA DE VOLVER A COLOCAR LA VARILLA DE ACEITE 7070209-01 PLACA DE CUBIERTA 7070238-01 ALOJAMIENTO DEL SELLO DE SALIDA © MMD Ltd 2013 Cantidad 0.40 0.45 1,52 2,41 3,87 0,01 0,04 0,04 0,05 0,12 0,03 0,01 0,01 0,01 0,01 0,02 0,10 0,27 1,66 0,20 0,01 0,04 0,06 0,01 0,06 0,12 0,13 0,06 0,01 71,74 285,19 282,96 20,50 2,70 0,01 0,01 0,01 0,07 0,01 1 17 3 10 4 20 4 4 6 8 2 2 1 8 1 1 30 4 2 2 10 60 8 2 1 1 4 4 8 1 1 1 1 1 1 1 1 1 1 3,00 18,00 1 1 Capítulo 1: Caja de engranajes 17 MAN-7070435-201-GB-ES Tabla 1.1: MMD Ltd Lista de piezas del conjunto de la caja de engranajes Elemento Número de pieza Descripción 42 43 44 45 46 47 48 49 VARILLA CAJA DE ENGRANAJES CUBIERTA FINAL PLACA FINAL TUBO PROTECTOR DEL PIÑÓN DE ENTRADA TAPÓN MAGNÉTICO DE DRENAJE PLACA DE CHAVETA PLACA DE CHAVETA 7070370-01 7070381-06 7070388-01 7070391-01 7070402-84 7070432-01 7070456-01 7070457-01 Peso unitario Peso total: 18 Capítulo 1: Caja de engranajes Cantidad 0,25 1 1054,00 1 6,00 1 7,00 1 10,00 1 1,30 1 2,42 1 2,42 1 1833,58 kg © MMD Ltd 2013 MMD Ltd 1.2 MAN-7070435-201-GB-ES Protector del respiradero de la boca de llenado Número de pieza: 147071025 Figura 1.2: Dibujo del protector del respiradero de la boca de llenado 1 2 3 5 4 Tabla 1.2: Lista de piezas del protector del respiradero de la boca de llenado Elemento Número de pieza Descripción 1 2 3 4 5 PERNO HEXAGONAL M8 x 30 BS4168 GR8,8 TUERCA NYLOC M8 ESPECIFICACIÓN DE LA ARANDELA M8 HV DIN 6916 PROTECTOR DEL RESPIRADERO DE LA BOCA DE LLENADO CUBIERTA SUPERIOR Peso total: 031308030 031408000 035608000 7071025-84 7071026-91 © MMD Ltd 2013 Peso unitario Cantidad 0,02 0,01 0,01 1,90 0,70 2 2 4 1 1 2,70 kg Capítulo 1: Caja de engranajes 19 Relación 30:1 (Voith) R200 Capítulo 2: Conjunto del eje de entrada Número de pieza: 147070453 Revisión Modificación Fecha 1.0 Primera edición 13-03-14 MMD Ltd 2.1 MAN-7070435-201-GB-ES Conjunto del eje de entrada Número de pieza: 147070453 Dibujo del conjunto del eje de entrada 4 9 6 7 4 1 5 8 3 2 10 11 Figura 2.1: © MMD Ltd 2013 Capítulo 2: Conjunto del eje de entrada 21 MAN-7070435-201-GB-ES Tabla 2.1: MMD Ltd Lista de piezas del conjunto del eje de entrada Elemento Número de pieza Descripción 1 2 3 030512035 032000625 032000741 4 5 6 7 8 9 10 11 035000496 035612000 5090043-01 7070419-01 7070475-01 7070476-01 7070477-01 7070478-01 TORNILLO DE CABEZA HUECA M12 x 35 BS4168 JUNTA TÓRICA RM0545-30 SELLO DE LABIOS DE ACEITE DE VITON 65 x 85 x 10 R21 DIN 3760 COJINETE DE RODILLOS CÓNICOS 30311 J2Q ESPECIFICACIÓN DE LA ARANDELA M12 HV DIN 6916 CHAVETA PIÑÓN DE ENTRADA GRUPO DE CUÑAS SEPARADOR DEL EJE DE ENTRADA ALOJAMIENTO DE SELLOS RUTA DE SELLOS Peso total: 2.1.1 Peso unitario Cantidad 0,05 0,01 0,02 6 1 1 1,60 2 0,01 6 0,50 1 13,00 1 0,05 1 0,26 1 2,50 1 0,60 1 20,50 kg Procedimiento de ensamblaje del conjunto del eje de entrada. Todos los cojinetes, separadores, rutas de sellos y ruedas se deben calentar a 110 ºC antes de la instalación, con un calentador de inducción, baño de aceite, horno o similar. No se debe aplicar calor directo. 1. Caliente e instale los cojinetes (035000496) en el piñón de entrada (7070419-01). 2. Instale la junta tórica (032000625) en el interior de la ruta de sellos (7070478-01). 3. Caliente la ruta de los sellos (7070478-01) e instale en el piñón de entrada (7070419-01). 4. Realice una prueba de encaje de la chaveta (5090043-01) en el piñón de entrada (7070419-01). 5. Sello de labios de aceite de Viton (032000741) en el alojamiento de sellos (7070477-01). 6. El eje de entrada está ahora ensamblado. 22 Capítulo 2: Conjunto del eje de entrada © MMD Ltd 2013 Relación 30:1 (Voith) R200 Capítulo 3: Conjunto del 2º piñón reductor Número de pieza: 147070364 Revisión Modificación Fecha 1.0 Primera edición 13-03-14 MAN-7070435-201-GB-ES 3.1 MMD Ltd Conjunto del 2º piñón reductor Número de pieza: 147070364 Dibujo del 2º piñón reductor 7 2 8 5 3 4 1 6 Figura 3.1: 24 Capítulo 3: Conjunto del 2º piñón reductor © MMD Ltd 2013 MMD Ltd MAN-7070435-201-GB-ES Tabla 3.1: Lista de piezas del conjunto del 2º piñón reductor Elemento Número de pieza Descripción 1 2 3 4 5 6 7 8 TORNILLO DE CABEZA HUECA AVELLANADO M16 x 35 BS4168 COJINETE 23218 CC C3 W33 COJINETE 22218 E C3 SKF 1ª RUEDA REDUCTORA SEPARADOR PLACA FINAL CHAVETA 2º PIÑÓN REDUCTOR 031816035 035000017 035000286 4001860-01 4001910-01 4001930-01 5090016-01 7070350-01 Peso unitario 0,08 4,60 3,40 38,00 0,50 0,70 0,23 24,00 Peso total: 3.1.1 Cantidad 1 1 1 1 1 1 2 1 71,74 kg Procedimiento de ensamblaje del conjunto del 2º piñón reductor. Todos los cojinetes, separadores, rutas de sellos y ruedas se deben calentar a 110 ºC antes de la instalación, con un calentador de inducción, baño de aceite, horno o similar. No se debería aplicar calor directo. 1. Pruebe a instalar las chavetas (5090016-01) en las ranuras de la 1ª rueda reductora (4001860-01). 2. Caliente e instale el cojinete (035000017) en el 2º piñón reductor (7070350-01). 3. Caliente e instale el cojinete (035000286) en el 2º piñón reductor (7070350-01). 4. Caliente e instale el separador (4001910-01) en el 2º piñón reductor (7070350-01). 5. Instale las chavetas (5090016-01) en el 2º piñón reductor (7070350-01). 6. Caliente e instale la 1ª rueda reductora (4001860-01) en el 2º piñón reductor (7070350-01). 7. Usando un tornillo de cabeza hueca avellanado M16 (031816035), instale la tapa final (4001930-01) en el extremo del 2º piñón reductor (7070350-01). Cuando esté frío, retire el tornillo de cabeza hueca avellanado M16 x 35 (031816035) y vuelva a instalarlo con Stud lock o un producto equivalente. Apriete a par el tornillo. (Consulte el Procedimiento T.O.56. Vea los ajustes del par de apriete en la Sección 7.1 en la página 42). Siempre compruebe con MMD los procedimientos T.O. más recientes. 8. El 2º piñón reductor está ahora instalado. © MMD Ltd 2013 Capítulo 3: Conjunto del 2º piñón reductor 25 Relación 30:1 (Voith) R200 Capítulo 4: Conjunto del 3º piñón reductor Número de pieza: 147070365 Revisión Modificación Fecha 1.0 Primera edición 13-03-14 MMD Ltd 4.1 MAN-7070435-201-GB-ES Conjunto del 3º piñón reductor Número de pieza: 147070365 Dibujo del conjunto del 3º piñón reductor 3 5 7 8 3 6 2 4 1 Figura 4.1: © MMD Ltd 2013 Capítulo 4: Conjunto del 3º piñón reductor 27 MAN-7070435-201-GB-ES Tabla 4.1: MMD Ltd Lista de piezas del conjunto del 3º piñón reductor Elemento Número de pieza Descripción 1 2 3 4 5 6 7 8 PASADOR DE TENSIÓN DE RESORTE M6 x 30 BS7058 TORNILLO DE CABEZA HUECA AVELLANADO M16 x 35 BS4168 COJINETE 23034 CC C3 W33 PLACA FINAL DEL EJE CHAVETA 2ª RUEDA REDUCTORA 3º PIÑÓN REDUCTOR SEPARADOR 031706030 031816035 035000012 2060090-01 5090017-01 7070351-01 7070352-01 7070359-01 Peso unitario 0,01 0,08 13,00 2,00 0,65 168 87,00 0,80 Peso total: 4.1.1 Cantidad 1 1 2 1 2 1 1 1 285,19 kg Procedimiento de ensamblaje del conjunto del 3º piñón reductor Todos los cojinetes, separadores, rutas de sellos y ruedas se deben calentar a 110 ºC antes de la instalación, con un calentador de inducción, baño de aceite, horno o similar. No se debería aplicar calor directo. 1. Pruebe a instalar las chavetas (5090017-01) en las ranuras de la 2ª rueda reductora (7070351-01). 2. Caliente e instale los cojinetes (035000012) en el 3º piñón reductor (7070352-01). 3. Caliente e instale el separador (7070359-01) en el 3º piñón reductor (7070352-01). 4. Instale las chavetas (5090017-01) en el 3º piñón reductor (7070352-01). 5. Caliente e instale la 2ª rueda reductora (7070351-01) en el 3º piñón reductor (7070352-01). 6. Instale el pasador de tensión de resorte M6 x 30 (031706030) en la placa final (2060090-01). 7. Usando un tornillo de cabeza hueca avellanado M16 x 35 (031816035), instale la placa final (2060090-01) en el 3º piñón reductor (7070352-01). 8. Alinee el pasador de tensión de resorte M6 x 30 (031706030) con el agujero en el extremo del 3º piñón reductor (7070352-01). 9. Golpee el pasador de tensión de resorte M6 x 30 (031706030) hasta que esté a ras con la superficie de la placa final (2060090-01). Cuando esté frío, retire el tornillo de cabeza hueca avellanado M16 x 35 (031816035) y vuelva a instalarlo con Stud lock o un producto equivalente. Apriete a par el tornillo. (Consulte el Procedimiento T.O.56. Vea los ajustes del par de apriete en la Sección 7.1 en la página 42). Siempre compruebe con MMD los procedimientos T.O. más recientes. 10. El 3º piñón reductor está ahora instalado. 28 Capítulo 4: Conjunto del 3º piñón reductor © MMD Ltd 2013 Relación 30:1 (Voith) R200 Capítulo 5: Conjunto del eje de salida Número de pieza: 147070411 Revisión Modificación Fecha 1.0 Primera edición 13-03-14 MAN-7070435-201-GB-ES 5.1 MMD Ltd Conjunto del eje de salida Número de pieza: 147070411 Dibujo del conjunto del eje de salida 3 2 1 8 5 11 4 10 6 14 13 12 9 7 Figura 5.1: 30 Capítulo 5: Conjunto del eje de salida © MMD Ltd 2013 MMD Ltd MAN-7070435-201-GB-ES Tabla 5.1: Lista de piezas del conjunto del eje de salida Elemento Número de pieza Descripción 1 2 3 4 5 6 7 8 9 10 11 12 13 14 TORNILLO PRISIONERO M10 x 10 BS4168 PASADOR DE TENSIÓN DE RESORTE M6 x 30 BS7058 TORNILLO DE CABEZA HUECA AVELLANADO M20 x 50 BS4168 JUNTA TÓRICA RM 1543-57 BS4518 SELLO DE ACEITE DE VITON 175 x 200 x 15 R21 COJINETE 23032 CC C3 W33 COJINETE 23028 CC C3 W33 TAPA FINAL TAPA FINAL MANGUITO EJE DE SALIDA RUEDA DE SALIDA SEPARADOR SEPARADOR 030710010 031706030 031820050 032000100 032000819 035000011 035000072 1080090-01 1773024-01 7070211-01 7070213-01 7070383-01 7070384-01 7070385-01 Peso unitario 0,01 0,01 0,12 0,01 0,20 9,10 6,50 2,00 1,80 4,00 60,00 197,87 0,70 0,30 Peso total: 5.1.1 Cantidad 2 2 2 1 2 1 1 1 1 1 1 1 1 1 282,96 kg Procedimiento de ensamblaje del conjunto del eje de salida Todos los cojinetes, separadores, rutas de sellos y ruedas se deben calentar a 110 ºC antes de la instalación, con un calentador de inducción, baño de aceite, horno o similar. No se debería aplicar calor directo. 1. Caliente e instale el cojinete (035000011) en el eje de salida (7070213-01). 2. Caliente e instale el separador (7070385-01) en el eje de salida (7070213-01). 3. Caliente la rueda de salida (7070383-01) e instale el separador (7070384-01). 4. Caliente e instale la rueda de salida (7070383-01) en el eje de salida (7070213-01). 5. Caliente e instale el cojinete (035000072) en el eje de salida (7070213-01). 6. Instale el pasador de tensión de resorte M6 x 30 (031706030) en la tapa final (1773024-01). 7. Con un tornillo de cabeza hueca avellanado M20 x 50 (031820050), instale la tapa final (1773024-01) en el eje de salida (7070213-01). 8. Alinee el pasador de tensión de resorte M6 x 30 (031706030) con el orificio en el extremo del eje de salida (7070213-01). 9. Golpee el pasador de tensión de resorte M6 x 30 (031706030) hasta que esté a ras con la superficie de la tapa final (1773024-01). 10. Instale la junta tórica (032000100) en el interior del manguito (7070211-01). 11. Caliente e instale el manguito (7070211-01) en el eje de salida (7070213-01). 12. Instale y apriete 2 de los tornillos prisioneros M10 x 10 (030710010) en el manguito (7070211-01). © MMD Ltd 2013 Capítulo 5: Conjunto del eje de salida 31 MAN-7070435-201-GB-ES MMD Ltd 13. Instale el pasador de tensión de resorte M6 x 30 (031706030) en la tapa final (1080090-01). 14. Con un tornillo de cabeza hueca avellanado M20 x 50 (031820050), instale la tapa final (1080090-01) en el eje de salida (7070213-01). Apriete a mano solamente. 15. Instale sellos de aceite (032000819) en el alojamiento de sellos (7070238-01). Cuando esté frío, retire el tornillo de cabeza hueca avellanado M20 x 50 (031820050) de la tapa final (1773024-01) y vuelva a instalarlo con Stud lock o un producto equivalente. Apriete a par el tornillo. (Consulte el Procedimiento T.O.56. de MMD). Vea los ajustes del par de apriete en la Sección 7.1 en la página 42). Siempre compruebe con MMD los procedimientos T.O. más recientes. 16. El eje de salida está ahora ensamblado. 32 Capítulo 5: Conjunto del eje de salida © MMD Ltd 2013 Relación 30:1 (Voith) R200 Capítulo 6: Mantenimiento Revisión Modificación Fecha 2.0 Números de lista corregidos 04-08-14 MAN-7070435-201-GB-ES 6.1 MMD Ltd Procedimiento de desmontaje e inspección Todos los conjuntos se deben elevar con argollas en los orificios proporcionados en la medida de lo posible. (Especialmente los conjuntos de eje y ruedas). 6.1.1 Separación de la caja de engranajes 1. Atornille la caja de engranajes en un soporte seguro adecuado. 2. Coloque un recipiente bajo la caja de engranajes (que pueda contener como mínimo 70 litros de aceite). 3. Retire el protector del respiradero de la boca de llenado (147071025) y el respiradero de la boca de llenado (023301600). 4. Retire la varilla (7070370-01) y el sello (032000140). 5. Retire el tapón magnético de drenaje (7070432-01) y el sello (032000691). 6. Drene el aceite de la caja de engranajes: Deseche el aceite viejo conforme a los requisitos de las regulaciones medioambientales locales. 7. Retire todos los demás tapones de la parte superior e inferior de la caja de engranajes. 8. Retire las placas de chaveta (7070456-01) y (7070457-01). 9. Retire la placa final (7070391-01). 10. Retire las placas de cubierta (7070209-01) y (7070388-01). 11. Retire el alojamiento del sello de salida (7070238-01). 12. Retire el alojamiento del sello de entrada (7070477-01) y las cuñas (7070475-01). 13. Retire 2 clavijas de colocación (034325050). 14. Retire 4 pernos M30 x 650 (030330650). 15. Retire 3 pernos M24 x 390 (030324390). 16. Retire 10 pernos M24 x 640 (030324650). 17. Retire 17 pernos M24 x 90 (030324090). 18. La mitad superior de la caja de engranajes ahora se puede elevar y apartar de la mitad inferior. 6.1.2 Desmontaje del conjunto del eje PELIGRO Con la parte superior de la caja de engranajes retirada se tiene que tener cuidado debido al peligro de quedar atrapado entre engranajes en movimiento. Usando argollas y un equipo de elevación adecuado, eleve los 4 conjuntos de eje individuales. 6.1.3 Limpieza e inspección Limpie a fondo el interior de las mitades de la caja de engranajes, los 4 conjuntos de eje y todas las demás piezas. Inspeccione todas las piezas para determinar si están dañadas o desgastadas. 34 Capítulo 6: Mantenimiento © MMD Ltd 2013 MMD Ltd 6.2 MAN-7070435-201-GB-ES Procedimiento de instalación de la caja de engranajes Todos los conjuntos se deben elevar con argollas en los orificios proporcionados en la medida de lo posible. (Especialmente los conjuntos de eje y ruedas). PELIGRO 6.2.1 Con la parte superior de la caja de engranajes retirada se tiene que tener cuidado debido al peligro de quedar atrapado entre engranajes en movimiento. Conjunto de la caja 1. Atornille la mitad inferior de la caja de engranajes en un soporte seguro adecuado. 2. Instale todos los tapones BSP, BSPT y NPT en las mitades superior e inferior de la caja de engranajes. 3. Instale el tapón magnético de drenaje en la mitad inferior de la caja de engranajes. 6.2.2 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. Instalación de los conjuntos de eje Eleve el conjunto del 2º piñón reductor (147070364) en la mitad inferior de la caja de engranajes. Retire el equipo de elevación del conjunto del 2º piñón reductor. Instale la placa de cubierta (7070209-01) en la parte inferior de la caja de engranajes con 3 tornillos de cabeza hueca M12 x 35 (030512035) y 3 arandelas M12 HV (035612000). Apriete a mano solamente. Eleve el conjunto del eje de entrada (147070453) (con el separador (7070476-01) detrás del cojinete trasero) hacia la mitad inferior de la caja de engranajes. Instale el alojamiento del sello (7070477-01) en la parte inferior de la caja de engranajes con 3 tornillos de cabeza hueca M12 x 35 (030512035) y 3 arandelas M12 HV (035612000). Apriete a mano solamente. Compruebe la alineación de los engranajes con Engineers Blue (según BS436: Parte 1: calibre 8). Como mínimo 40% de la profundidad de trabajo para 35% de la longitud y como mínimo 20% de la profundidad de trabajo para un 35% más de la longitud. Registre las marcas de Engineers Blue de las 4 posiciones a 90°. Eleve el conjunto del 3º piñón reductor (147070365) en la mitad inferior de la caja de engranajes. Retire el equipo de elevación del conjunto del 3º piñón reductor. Instale la cubierta final (7070388-01) en la parte inferior de la caja de engranajes con 2 tornillos de cabeza hueca M12 x 30 (030512030), 2 arandelas M12 HV (035612000) y un tornillo de cabeza hueca avellanado M12 x 30 (031812030). Apriete a mano solamente. Repita el Paso 6. Eleve el conjunto del eje de salida (147070411) en la mitad inferior de la caja de engranajes. Retire el equipo de elevación del conjunto del eje de salida. Repita el Paso 6. Desmonte los conjuntos del eje de salida, 2º y 3º e instale juntas tóricas en el W33 de los cojinetes. Consulte la Tabla 6.1 en la página 36 (Consulte el Procedimiento T.O.139 de MMD. Vea la Sección 7.3 en la página 48). Siempre compruebe con MMD los procedimientos T.O. más recientes. 14. Vuelva a instalar todos los conjuntos de eje y las cubiertas como antes. 15. Aplique aceite en todos los cojinetes. © MMD Ltd 2013 Capítulo 6: Mantenimiento 35 MAN-7070435-201-GB-ES Tabla 6.1: 2. 3. 4. 5. 6. Juntas tóricas de la caja de engranajes Diámetro de las juntas tóricas Longitud de las juntas tóricas Cantidad Lugar de uso 2 mm 3 mm 4 mm 4 mm 350 mm 450 mm 510 mm 560 mm 2 1 1 2 Conjunto del 2º piñón reductor Conjunto del eje de salida Conjunto del eje de salida Conjunto del 3º piñón reductor 6.2.3 1. MMD Ltd Instalación de la mitad superior de la caja de engranajes Aplique LOCTITE SUPER FAST 573 o un producto equivalente en todas las superficies antes de colocar la mitad superior de la caja de engranajes. Con un equipo de elevación adecuado, levante la mitad superior de la caja de engranajes y sobre la mitad inferior de la caja de engranajes. Baje la mitad superior de la caja de engranajes sobre los conjuntos de eje. Instale 2 clavijas de colocación M25 x 50 (034325050) para asegurarse de que las mitades de la caja de engranajes se mantienen a escuadra. Instale 4 pernos hexagonales M30 x 650,10 pernos hexagonales M24 x 640, 3 pernos hexagonales M24 x 390 y 17 pernos hexagonales M24 x 90. Instale arandelas y tuercas en todos los pernos y fije los pernos. Retire todas las cubiertas finales y compruebe que los engranajes funcionen libremente. Compruebe que todos los cojinetes estén a escuadra con un calibrador de profundidad o Vernier. 6.2.4 Procedimiento de apriete de los pernos Consulte los Ajustes de par de apriete correcto de los pernos en el Procedimiento T.O.56 de MMD. Vea Sección 7.1 en la página 42 Siempre compruebe con MMD los procedimientos T.O. más recientes. 1. 2. Empezando por los 4 pernos M30, apriete los pernos. Trabajando desde el centro hacia el exterior, continúe hasta apretar a par todos los pernos. Continúe comprobando que los engranajes funcionan libremente a medida que aprieta cada perno. 6.2.5 1. 2. 3. 4. 5. 6. 7. Instalación de las cubiertas Retire todas las cubiertas y limpie las superficies de contacto. Golpee todos los extremos de eje con un martillo de cobre para asegurarse de que estén contra los topes. Compruebe que todos los cojinetes estén a escuadra con un calibrador de profundidad o Vernier. Aplique HYLOSIL 101 a las superficies mecanizadas antes de instalar las cubiertas. Coloque la placa de cubierta (7070209-01), las placas finales (7070388-01) y (7070391-01), apriete a par los pernos. (Según el procedimiento TO56 de MMD). Vea la Sección 7.1 en la página 42. Aplique grasa en los sellos (032000819) del alojamiento de sellos de salida (7070238-01). Instale el alojamiento de los sellos de salida (7070238-01) usando tornillos de cabeza hueca M16 x 60 (030516060), apriete a par los pernos. (Según el procedimiento TO56 de MMD). Vea la Sección 7.1 en la página 42. 36 Capítulo 6: Mantenimiento © MMD Ltd 2013 MMD Ltd 8. 9. Instale el pasador de tensión de resorte M6 x 30 (031706030) en la tapa final (1080090-01). Instale la tapa final (1080090-01) en el conjunto del eje de salida (147070411) usando un tornillo de cabeza hueca avellanada M20 x 50 (031820050). Apriete a mano solamente. 6.2.6 1. MAN-7070435-201-GB-ES Ajuste de la separación de los cojinetes del eje de entrada Usando el grupo de cuñas (7070475-01), ajuste la separación de los cojinetes del conjunto del eje de entrada a 0,25 mm El ajuste de la separación en los cojinetes del eje de entrada únicamente debería ser llevado a cabo por una persona con experiencia. 6.2.7 Conjunto final 1. Aplique grasa al sello (032000741) en el alojamiento del sello (7070477-01). 2. Instale el alojamiento del sello (7070477-01) con tornillos de cabeza hueca M12 x 35 (030512035) y arandelas M12 HV (035612000). Apriete a par los pernos. (Según el procedimiento TO56 de MMD). Vea la Sección 7.1 en la página 42. 3. Instale las placas de chaveta (7070456-01 y 7070457-01) usando tornillos de cabeza hueca M12 x 25 (030512025). 4. Instale el respiradero de la boca de llenado (023301600), la varilla (7070370-01) y el sello pegado (032000140). 5. Vierta aceite hasta el nivel de aceite en la varilla (aprox. 70 litros). Especificación del aceite: SHELL OMALA 320 (según el procedimiento TO138 de MMD). Vea la Sección 7.2 en la página 46. 6. Instale la cubierta superior del respiradero de la boca de llenado. 6.2.8 1. Comprobación Coloque la caja de engranajes en una plataforma de pruebas y hágala funcionar durante un mínimo de 4 horas sin ningún tipo de carga. Compruebe regularmente la temperatura de los cojinetes. (Especialmente los cojinetes del conjunto del eje de entrada). La temperatura máxima de los cojinetes no debe superar 80 ºC. 2. Si se alcanza la temperatura anterior, detenga el funcionamiento de prueba, deje que la caja de engranajes se enfríe, investigue y solucione el problema de sobrecalentamiento. 3. Reinicie la prueba de la caja de engranajes durante un mínimo de 4 horas más. 4. Cuando la prueba de la caja de engranajes haya terminado, retire la caja de engranajes de la plataforma de prueba. 5. Instale el protector del respiradero de la boca de llenado(147071025). 6. Retire el tornillo de cabeza hueca avellanado M20 x 50 (031820050) y la tapa final (1080090-01) del eje de salida (7070213-01). 7. Instale la mitad de acoplamiento del engranaje en el eje de salida (7070213-01). © MMD Ltd 2013 Capítulo 6: Mantenimiento 37 MAN-7070435-201-GB-ES MMD Ltd 8. Vuelva a instalar la tapa final (1080090-01) con Stud Lock o un producto equivalente en el tornillo de cabeza hueca avellanado M20 x 50 (031820050). Apriete a par el tornillo. (Según el procedimiento TO56 de MMD). Vea la Sección 7.1 en la página 42. 9. Alinee el pasador de tensión de resorte M6 x 30 (031706030) con el orificio en el extremo del eje de salida (7070213-01). 10. Golpee el pasador de tensión de resorte M6 x 30 (031706030) hasta que esté a ras con la superficie de la tapa final (1080090-01). 11. La caja de engranajes está ahora lista para ser puesta de nuevo en servicio. 6.2.9 Dimensiones y peso del paquete Las dimensiones del paquete son de aprox. 1300 mm de largo x 1040 mm de ancho x 750 mm de alto. El peso es de aprox. 1950,00 kg, incluyendo el aceite. 38 Capítulo 6: Mantenimiento © MMD Ltd 2013 MMD Ltd 6.3 MAN-7070435-201-GB-ES Procedimiento de cambio del aceite Se recomienda que el aceite esté tibio al drenarlo de la caja de engranajes. PELIGRO El aceite caliente puede provocar graves lesiones si entra en contacto con los ojos o la piel. Hay que utilizar equipo de protección personal adecuado. Coloque un recipiente de recogida de tamaño adecuado directamente debajo del tapón de drenaje y asegúrese de que esté debidamente apoyado para soportar el peso del recipiente lleno. Retire la placa de cubierta superior del protector de la boca de llenado/respiradero y la tapa de la boca de llenado/respiradero. Retire cuidadosamente el tapón de drenaje en la parte inferior de la caja de engranajes y deje que el aceite se drene en el recipiente, teniendo cuidado de no derramar el aceite utilizado. Una vez que la caja de engranajes esté vacía de aceite, retire el tapón magnético de drenaje (7070432-01) de la parte inferior de la caja de engranajes y límpiela a fondo retirando todas las partículas de metal que puedan estar pegadas a él. Una vez que el tapón magnético esté limpio, vuelva a colocarlo junto con el tapón de drenaje y asegúrese de que estén debidamente apretados. Retire el recipiente con el aceite viejo. Deseche el aceite viejo conforme a los requisitos de las regulaciones medioambientales locales. Vierta aceite nuevo en la caja de engranajes hasta el nivel de aceite en la varilla (aprox. 70 litros). Se sabe que llenar en exceso produce efectos negativos graves, y puede ser tan dañino como llenar insuficientemente. PRECAUCIÓN Especificación del aceite, SHELL OMALA 320 (según el procedimiento TO138 de MMD). Vea la Sección 7.2 en la página 46. Siempre compruebe con MMD los procedimientos T.O. más recientes. En la caja de engranajes se incluye una varilla para medir el nivel de aceite con el fin de comprobar dicho nivel. Esto se realiza sacando la varilla y limpiando la misma con un paño. Reinserte la varilla (enroscando del todo) y sáquela del todo. El nivel de aceite será visible en la varilla y debe estar dentro de la parte mecanizada de la misma, preferiblemente en la mitad de esa sección. Añada aceite hasta alcanzar el nivel deseado. Una vez que la caja de engranajes se haya llenado hasta el nivel correcto, vuelva a colocar la tapa de la boca de llenado/respiradero y la placa de cubierta superior del protector de la boca de llenado/respiradero. La caja de engranajes está ahora lista para ser puesta de nuevo en servicio. © MMD Ltd 2013 Capítulo 6: Mantenimiento 39 MAN-7070435-201-GB-ES 6.4 MMD Ltd Programa de mantenimiento Como mínimo hay que comprobar cada día el nivel de aceite. Es necesario buscar el origen de todas las fugas y solucionarlo inmediatamente. Averigüe la causa siempre y rectifique. Los sellos del eje de entrada deben comprobarse cada 2.000 horas de funcionamiento. Los sellos del eje de salida deben comprobarse cada 6.000 horas de funcionamiento. Al comprobar los sellos del eje de entrada, asegúrese de que el alojamiento de los mismos está perfectamente instalado, limpio y sin rebabas. Apriete al par correcto todas las sujeciones donde corresponda. Para un óptimo aprovechamiento del aceite, recomendamos que el período de cambio de aceite se determine mediante análisis. El período máximo de análisis no debe superar las 250 horas de funcionamiento. Si no se realiza un análisis de muestras de aceite, es necesario cambiar el aceite cada 1500 horas de funcionamiento o como máximo en un período de 6 meses. A partir de los resultados del análisis de metales I.C.P, cualquier lectura que esté fuera de algunos de los siguientes parámetros debe traducirse en un cambio de aceite: Cambio en la viscosidad (respecto a la nominal) de + 6% a 10%. 15.000 PPM (1,5%) de agua emulsionada como máximo. 350 PPM (0,035%) de agua libre como máximo. 5.000 PPM (0,5%) de introducción de sólidos (no metálicos) como máximo. 100 PPM (0,01%) de sílice como máximo. 100 PPM de aluminio (Al), de silicato de aluminio del entorno, (0,01%) como máximo. 100 PPM (0,01%) de hierro (Fe) como máximo. 30 PPM (0,003%) de cobre (Cu) como máximo. 30 PPM (0,003%) de cinc (Zn) como máximo. 3 PPM (0,0003%) de cromo (Cr), níquel (Ni), manganeso (Mn). Si tras un cambio de aceite los síntomas se repiten en períodos de tiempo cada vez más reducidos, debe iniciarse una inspección en profundidad. Se recomienda trazar el contenido de hierro gráficamente y compararlo con una base temporal, con el fin de poder evaluar el estado de la caja de engranajes. Sugeriríamos una monitorización de estado especializada, como el programa de monitorización de estado “Pennine 4C”. 40 Capítulo 6: Mantenimiento © MMD Ltd 2013 Relación 30:1 (Voith) R200 Capítulo 7: Procedimientos T.O. Los procedimientos T.O. son correctos a la fecha de compilación de este manual. Por favor compruebe con MMD las revisiones más recientes. Los pares de apriete de los pernos se deben usar en equipos MMD únicamente. PRECAUCIÓN Revisión Modificación Fecha 4.0 Nota de precaución añadida para el apriete de los pernos 15-04-15 MAN-7070435-201-GB-ES MMD Ltd 7.1 Pares de apriete de los pernos T.O.56 7.1.1 Pares de apriete de los pernos Para límites de elasticidad de aproximadamente 85% en pernos con paso grueso sin lubricar. Tamaño CALIBRE 8,8 Nm CALIBRE 10.9 Nm CALIBRE 12.9 Nm M6 M8 M10 M12 M16 M20 M24 M30 M36 M42 M48 M56 M64 M72 12 29 57 99 244 476 822 1633 2854 4567 6858 11020 16590 24110 16 39 77 134 333 649 1121 2227 3891 6227 9351 15025 22620 32873 19 47 92 161 399 779 1345 2672 4670 7475 11223 18032 27150 39450 Nm x 0,74=lb x pie Al engrasar fijaciones (grasa en la rosca y en la superficie bajo la cabeza del perno) (Mobil Temp 78 o equivalente) se aplica lo siguiente: Si engrasado x 0,65 Si engrasado Pernos de tapa MMD x 0,75 Combinación de tuerca y perno Calibre del perno 8,8 10.9 12.9 Calibre de la tuerca 8 12 12 Preparado por: M.Duthie Procedimiento: TO56 42 Capítulo 7: Procedimientos T.O. Página 1 de 5 Aprobado por: R.P.Barber Edición No. 18 Fecha: 31/07/13 © MMD Ltd 2013 MMD Ltd 7.1.2 MAN-7070435-201-GB-ES Ajustes de presión de la herramienta hidráulica de ESTIRAMIENTO de los pernos (PSI) Esto se aplica a los tensores hidráulicos Tentec HTT. Tamaño métrico del perno Paso Calibre Herramienta Presión de apriete (PSI) Presión de apriete (BARES) 30 36 42 48 48 56 64 64 72 3,5 4 4,5 5 5 5,5 6 6 6 8,8 8,8 8,8 8,8 10,9 8,8 8,8 10,9 8,8 HTT.3045.000D HTT.3045.000D HTT.3043.000E HTT.3043.000E HTT.6476.000B HTT.4155.000B HTT.4015.000C HTT.4015.000C HTT.4232.000A 13348 19446 16713 21964 30478 23493 23347 32826 32269 920 1341 1152 1514 2101 1620 1610 2263 2225 Los pares de apriete anteriores se deben usar con la herramienta asignada ÚNICAMENTE. Las herramientas anteriores son especiales y personalizadas solo para el uso de MMD. Lo anterior excluye las placas de cubierta y las placas de desgaste. En el caso de pernos estructurales no vitales y pernos de posicionamiento, apriete usando una llave para tuercas eléctrica o herramientas manuales. Si tiene cualquier duda, consulte con el departamento de diseño de MMD en el Reino Unido. Preparado por: M.Duthie Página 2 de 5 Procedimiento: TO56 7.1.3 Aprobado por: R.P.Barber Edición No. 18 Fecha: 31/07/13 Ajustes de presión de TUERCAS hidráulicas (PSI) Esto se aplica a las tuercas hidráulicas Tentec HTT. Tamaño métrico del perno Paso Calibre Herramienta Presión de apriete (PSI) Presión de apriete (BARES) 36 42 42 48 56 64 64 4 4,5 4,5 5 5,5 6 4 8,8 8,8 10,9 8,8 8,8 8,8 8,8 HTT.3682.000A HTT.3756.000B HTT.6253.000A HTT.3638.000A HTT.5734.000A HTT.5718.000A HTT.3818.000A 32726 32843 32728 32928 33000 33000 33000 2256 2264 2256 2270 2275 2275 2275 Los pares de apriete anteriores se deben usar con la herramienta asignada ÚNICAMENTE. Las herramientas anteriores son especiales y personalizadas solo para el uso de MMD. Lo anterior excluye las placas de cubierta y las placas de desgaste. En el caso de pernos estructurales no vitales y pernos de posicionamiento, apriete usando una llave para tuercas eléctrica o herramientas manuales. Si tiene cualquier duda, consulte con el departamento de diseño de MMD en el Reino Unido. Preparado por: M.Duthie Procedimiento: TO56 © MMD Ltd 2013 Página 3 de 5 Aprobado por: R.P.Barber Edición No. 18 Fecha: 31/07/13 Capítulo 7: Procedimientos T.O. 43 MAN-7070435-201-GB-ES 7.1.4 MMD Ltd Pares de apriete de los pernos para conjuntos de punta de tipo cónico (Las figuras permiten un recorte de rosca) Pares de apriete para calibre 8,8 o material de condición "T". Tamaño EN SECO Nm M24 M30 M36 M42 M48 M56 M64 M72 667 1323 2311 3699 5555 8924 13439 19526 Apriete los pernos en seco. Siempre especifique una longitud mínima de rosca al indicar pernos o vástagos. Esto se aplica a los pernos de todos los tamaños. 7.1.5 Pernos de placa de derrame Los pares de apriete para los pernos de placa de derrame M24 usados para la fijación de segmentos deberían ser de 822 Nm. Preparado por: M.Duthie Procedimiento: TO56 44 Capítulo 7: Procedimientos T.O. Página 4 de 5 Aprobado por: R.P.Barber Edición No. 18 Fecha: 31/07/13 © MMD Ltd 2013 MMD Ltd 7.1.6 MAN-7070435-201-GB-ES Pernos de carro inferior "CAT" Estos pernos están hechos en realidad según el calibre 8 SAE, aunque las marcas de la cabeza no lo indiquen. A título de referencia, sus propiedades mecánicas son aproximadamente 88% de los pernos métricos de calibre 10,9, y superiores al calibre 8,8. Así que se podría decir más o menos que son aproximadamente de un calibre 10.9. Según el calibre 8 SAE, las propiedades mecánicas son: Fuerza tensil mínima 1034 MNm¯² Límite de elasticidad mínimo de 0,2% 827 MNm¯² Límite elástico mínimo 896 MNm¯² El par de apriete correcto se obtiene de: Par de apriete = 1,35582 x 10b+m x log(d) Siendo b = 2.983, m = 3.095, d = diámetro del perno (pulgadas), la función logarítmica es de base 10. Según lo anterior, los pares de apriete son los siguientes, tamaños de los pernos en pulgadas. TAMAÑO EN SECO Pulgadas Nm ½ 153 ⅝ ¾ ⅞ 1 1⅛ 1¼ 1⅜ 1½ 1⅝ 1¾ 1⅞ 304 2 Preparado por: M.Duthie Procedimiento: TO56 © MMD Ltd 2013 Página 5 de 5 535 862 1304 1877 2601 3493 4573 5859 7369 9123 11140 Aprobado por: R.P.Barber Edición No. 18 Fecha: 31/07/13 Capítulo 7: Procedimientos T.O. 45 MAN-7070435-201-GB-ES MMD Ltd 7.2 Lista de lubricantes de MMD T.O.138 7.2.1 Aceite para engranajes Temperatura ambiente de -10 °C y superior Lubricante para engranajes EP de fósforo y azufre ISO VG 320, de primera calidad y alta resistencia, viscosidad de 320 centistokes a 40 °C, índice de viscosidad IP226 de 85 a 95. El lubricante debe tener buenas propiedades de evacuación del agua (mínimo plataforma de carga 12 de FZG). Ejemplo: SHELL OMALA 320 Temperatura ambiente de -20 °C a +45 °C Lubricante para engranajes EP de fósforo y azufre ISO VG 220, de primera calidad y alta resistencia, viscosidad de 220 centistokes a 40 °C, índice de viscosidad IP226 de 85 a 95. El lubricante debe tener buenas propiedades de evacuación del agua (mínimo plataforma de carga 12 de FZG). Ejemplo: SHELL OMALA 220 Temperatura ambiente de 45 °C a -50 °C con calefacción SAE 80W/140 SAE ASX 75W-90 Viscosidad a 40 °C 210 cSt Índice de viscosidad 150 SAE HD 320 sintético Viscosidad a 40 °C 115 cSt o Índice de viscosidad 140 o Viscosidad a 40 °C 320 cSt Índice de viscosidad 161 Punto de fluidez -29 °C Punto de fluidez -42 °C Punto de fluidez -45 °C Punto de inflamación 210 °C Punto de inflamación 210 °C Punto de inflamación 268 °C Ejemplo: SHELL ASX 75W-90 Algunas cajas de engranajes requieren refrigeración bajo ciertas circunstancias. 7.2.2 Grasa Temperatura ambiente de -15 °C a +40 °C Compleja de litio EP NLGI No. 2 Aceite de base mineral, viscosidad 160 cSt a 40 °C Timken (ASTM D2509) OK, carga 45 lb. Cambie el tipo de grasa cada estación según sea necesario. En caso de duda use NLG1 No.1 al suministrar máquinas nuevas. Temperatura ambiente de 20 °C a -10 °C o de 20 °C a -50 °C con calefacción Litio EP NLGI No. 1 Aceite de base mineral, viscosidad 120 cSt a 40 °C Timken (ASTM D2509) OK, carga 45 lb. 7.2.3 Cambie el tipo de grasa cada estación según sea necesario. En caso de duda use NLG1 No.1 al suministrar máquinas nuevas. Aceite para acoplamientos hidráulicos Temperatura ambiente de -15°C y superior Aceite hidráulico ISO VG32 (32 cSt a 40 °C) o ISO VG22 (22 cSt a 40 °C) Punto de fluidez < -24 °C Punto de inflamación > 175 °C 46 Capítulo 7: Procedimientos T.O. © MMD Ltd 2013 MMD Ltd MAN-7070435-201-GB-ES Temperatura ambiente de 0 °C a -50 °C Aceite hidráulico Viscosidad de 12 - 25 cSt a 40 °C Punto de fluidez < -54 °C Punto de inflamación > 155 °C 7.2.4 Notas generales Asegúrese de que TODOS los tubos de grasa se purguen y se limpien antes de la instalación y durante la misma. Los lubricantes deben ser compatibles con fluorocarbono y goma de nitrilo. Preparado por: R.P.Barber Procedimiento: TO138 © MMD Ltd 2013 Aprobado por: G.R.Nowell Edición No. 06 Fecha: 27/05/11 Capítulo 7: Procedimientos T.O. 47 MAN-7070435-201-GB-ES MMD Ltd 7.3 Rotación del anillo externo del cojinete en los orificios de la caja de engranajes T.O. 139 7.3.1 Alcance Esta especificación cubre todos los cojinetes esféricos con el W33 en cajas de engranajes de engranajes cilíndricos. 7.3.2 Acción Se tiene que colocar una junta tórica en el W33 antes de instalarlo en la caja de engranajes. La junta tórica debe ser de un tamaño adecuado para el W33, de modo que no interfiera con la colocación del cojinete en la caja. 7.3.3 Razón El orificio de la caja de engranajes es de una tolerancia H7, lo cual permite una separación teórica con el cojinete. La junta tórica proporcionará absorción de la fricción en la pista exterior del cojinete, impidiendo la rotación de la pista exterior en el orificio de la caja de engranajes. . Preparado por: M.L.Duthie Procedimiento: TO139 48 Capítulo 7: Procedimientos T.O. Aprobado por: R.P.Barber Edición No. 01 Fecha: 05/08/99 © MMD Ltd 2013 MMD Ltd © MMD Ltd 2013 MAN-7070435-201-GB-ES Capítulo 7: Procedimientos T.O. 49 www.mmdsizers.com © MMD Design and Consultancy Ltd.