Journal of Petroleum Technology Volume 61 issue 05 2009 [doi 10.2118 0509-0080-JPT] Bybee, Karen -- Axial-Force Transfer of Buckled Drillpipe in Deviated Wells
advertisement

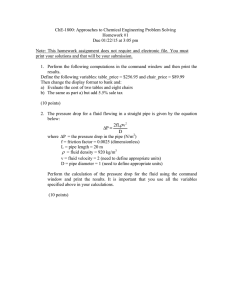
WELLBORE TUBULARS Axial-Force Transfer of Buckled Drillpipe in Deviated Wells Horizontal Well Without Dogleg 5000 Model, rotation 4500 Top Load, N Axial-force transfer is an issue in deviated wells where friction and buckling phenomena take place. The general perception in the industry is that once drillpipe exceeds conventional buckling criteria, axial force cannot be transferred downhole. The full-length paper shows that, even though buckling criteria are exceeded, axial-force transfer still could be good if drillpipe is in rotation. Tests without rotation 4000 Tests with rotation 3500 Model, loading/unloading 3000 Loading 2500 Unloading 2000 1500 Introduction Axial-force transfer is an issue in highly deviated wells, such as horizontal and extended-reach-drilling (ERD) wells where drag friction is significant and buckling may occur. These challenging wells are characterized by a long horizontal departure (HD) relative to the true vertical depth (TVD) of the well. The axial-force-transfer issue comes from insufficient tubular weight in the vertical, or low-deviation, section of the well to run the drillstring in the long horizontal section. To overcome this problem, drilling engineers sometimes use drill collars or heavyweight drillpipe above regular drillpipe to push the string downhole. The critical angle for which drillpipe can no longer move downhole because of its own weight is a function of the coefficient of friction, μ. Drilling and completion runningstring designs for these increasingly complex wells are based on torque-anddrag results, and more specifically on This article, written by Assistant Technology Editor Karen Bybee, contains highlights of paper SPE 119861, “Axial Force Transfer of Buckled Drill Pipe in Deviated Wells,” by S. Menand, SPE, H. Sellami, and A. Bouguecha, Mines Paris Tech.; P. Isambourg, Total S.A.; and C. Simon, SPE, Drillscan, originally prepared for the 2009 SPE/IADC Drilling Conference and Exhibition, Amsterdam, 17–19 March. The paper has not been peer reviewed. 1000 500 0 0 500 1000 1500 2000 2500 3000 3500 4000 4500 Bottom Load, N Fig. 1—Axial-force transfer with and without rotation, µ = 0.38. buckling criteria, to determine if the string can be run in the hole. However, some recent papers and some full-scale experiments have shown that these conventional buckling models should be revisited. Because these models fail to predict buckling correctly, they also fail to predict axial-force transfer. Drillingequipment manufacturers have developed some torque-and-drag-reduction tools to push the limits of ERD. Even though these tools are able to reduce friction in certain situations, accurate modeling still is needed to predict the axial-force transfer correctly and the occurrence of lockup. Tools, Techniques, and Methods Many methods and tools can be used to reduce friction and improve axialforce transfer. Friction reduction can be obtained with liquid or solid lubricants and mud additives, mechanical tools such as rollers, and by vibrating or rotating the drillstring. The goal of these tools is to reduce friction between the drillstring and borehole to improve axial-force transfer downhole. Torqueand-drag- or friction-reduction tools can be added to drillpipe or completion- running strings. They consist generally of nonrotating sleeves (or centralizers) or low-friction slider pads that reduce friction in the axial (sliding) or tangential (rotating) direction. Even though these tools can reduce the friction coefficient as much as 50%, these special devices require additional rig time for installation and removal and generally are used only in the cased-hole section. Existing Models Existing theories provide correct results only for a perfect wellbore geometry, without considering both friction and rotation. However, except for these ideal configurations, the existing theories can predict neither the buckled state of the drillstring nor the axial-force transfer from the surface to the bottom. The mechanical problem of a tapered drillstring rotating inside a 3D wellbore with tortuosity requires advanced numerical models to predict the buckling and axial-force transfer correctly. There is no unique buckling criterion valid for different operational situations. A sliding or slackoff situation (i.e., axial friction, no rotation) is totally different from a drilling situation (i.e., tangential For a limited time, the full-length paper is available free to SPE members at www.spe.org/jpt. 80 JPT • MAY 2009 friction, rotation, and torque friction). Small doglegs can affect the critical buckling load significantly. Torque-and-drag models need to be coupled with a buckling model to compute friction losses all along the drillstring properly. Increasing drag will increase compression in drillpipes, and this will lead to even more buckling and even greater contact forces, leading again to increased drag. This simultaneous calculation, only possible with large computation times through finiteelement analysis (FEA), is now possible with the new model. Model Description The numerical model, ABIS, dedicated to drillstring mechanics from drill bit to surface, can simulate any drilling tool for direction analysis such as point-thebit or push-the-bit rotary-steerable systems, steerable mud motor, and adjustable-gauge stabilizers and can perform torque/drag and buckling analysis for tubulars from conventional drillstrings to coiled tubing. Because the drillstring is divided into very-small-beam elements, the model permits focus on any critical drillstring component such as measurement-while-drilling (MWD) tools or electronic measurement subassemblies. The model considers any external forces applied on each element of the drillstring such as hydraulic forces or temperature effects in the case of high-pressure/high-temperature wells. Although the 3D mechanical behavior of drillstring generally is solved by use of FEA, the current model is based on a numerical solution of integral equations that greatly reduces the computational time. Any well-trajectory geometry can be simulated, with possible borehole enlargement, and the rotation of a beam element is accounted for with the μ, making this model very close to simulated field conditions. The model includes a contact algorithm based on an iterative process: At first, no contact is assumed, and then contact points are calculated successively. The software can perform torque, drag, and buckling calculations simultaneously, enabling the friction analysis to account for the increased contact force generated by buckling. These calculations are performed within a short iterative process to check the equilibrium state of the buckled drillstring (stable or neutral). Fig. 2 in the full-length paper shows an example of buckled drillpipe JPT • MAY 2009 in a tortuous horizontal wellbore and highlights the 3D contacts between the wellbore and the drillstring. Experimental Setup A testing facility has been built to perform small-scale experimental tests. A 15-m, 0.60-kg/m steel pipe (outside diameter=13.5 mm) was inserted into a transparent plastic tube (inside diameter=42.2 mm) representing the wellbore. The pipe and tube sizes were selected by using a scaling criterion that considers the ratio of the size of the hole to the outside diameter of the pipe. The tube was sufficiently flexible to produce doglegs along the path to study the tortuosity effect on buckling. Both fixed- and free-end support can be provided to the pipe. A motor is fixed at one end to make the pipe rotate, and it enables torque and rotation speed to be recorded vs. time. The experimental facility allows axial load to be applied at one end of the pipe and load to be measured at both ends of the pipe. The compressive axial load is applied by a hand-controlled hydraulic jack, enabling the experiment to be paused at any position for visual inspection and additional measurements. The displacement of the pipe is measured by a linear variabledisplacement transducer at the top end of the pipe, and the loads and displacements are recorded by a computer dataacquisition system. A typical experiment consists of loading the pipe to a given compressive load and then unloading the pipe back to its original state, with or without rotation. The μ between the pipe and the plastic tube has been measured to be from 0.25 to 0.38. Results The objective of the full-length paper is to show and explain how axial force is transferred downhole in simulated field conditions. For each situation, compressive top and bottom loads are measured to determine axial-force transfer. If the top load is equal to the bottom load, then axial-force transfer is 100% efficient. The following four cases were considered for a horizontal well. • Case 1—without dogleg in sliding mode. • Case 2—without dogleg in rotating mode. • Case 3—with dogleg in sliding mode. • Case 4—with dogleg in rotating mode. Each experiment is compared to the numerical model. Sliding vs. Rotating. Fig. 1 shows the axial-force transfer (top load vs. bottom load) for a nonrotating and rotating pipe when the pipe is loaded (increasing compressive load) or unloaded (decreasing compressive load) in a horizontal well (Cases 1 and 2, respectively). In the loaded case without rotation (similar to a slackoff or sliding situation), the bottom load is less than the top load, as a result of sliding friction. Once the pipe without rotation is unloaded, the relative motion between the pipe and the tube becomes opposite, and this is why the bottom load is greater than the top load (the pipe is pulled out of the hole). As observed experimentally by numer- ous authors, this hysteresis effect is the result of friction because the relative motion between the pipe and the tube is opposite when the pipe is loaded or unloaded. The current model is able to reproduce this hysteresis effect. For the rotating case, the hysteresis effect has disappeared almost completely in the experiments; that is, the loading curve is quite similar to the unloading curve. This effect depends on the ratio of the rotation speed of the pipe to the loading/unloading rate. The current model is able to reproduce correctly observations made in the laboratory. For the axial-force transfer in sliding mode for the horizontal well without or with doglegs (Cases 1 and 3, respectively), the weight transfer is affected by the dogleg because approximately 70% of the top load is transferred to the bottom load (Case 3) when the top load reaches 5000 N. Experimental and numerical results show that axial-force transfer is very good, even though conventional helical-buckling criteria are exceeded. At a compressive load more than two times the conventional critical helical load, the axial-force transfer still is very good. These laboratory tests and numerical simulations demonstrate that the axial-force transfer is quite good even though drillpipe is helically buckled and that helical buckling decreases axial-load transfer in sliding mode, but not in rotating mode. These observations confirm field case studies where it was possible to drill with compressive loads significantly higher than standard JPT critical-buckling loads. DOWNHOLE WELL CONNECTIONS . . . (Contd. from page 77) drilled), a magnetic sensor is run on wireline and placed inside the nonmagnetic collars. The intersecting well is thus the receiver for the SWG tool. The direction and distance to the transmitter/target well are calculated from the sensor data. RMRS. As opposed to SWG service, with RMRS the intersecting well is the transmitter and the target well is the receiver. Permanent magnets are mounted in the bit subassembly transverse to the bit-rotation axis. As the bit turns, the magnetic fields rotate with it. A three-component AC magnetometer located in the target well, somewhere in the general projected path, measures the local time-varying magnetic field. The location of the receiver relative to the rotating magnets is determined from the AC magnetic data along with the known rotation-axis orientation (drilling survey) and the known receiver orientation (target survey or gravity and Earth-magnetic-field data from the tool). Data travel up the wireline to a radio modem that transmits data to the command center on the drilling rig. This allows continuous updates on the target coordinates to the directional driller. Field Trial After extensive testing and determining the ranging technology suitable, an existing offshore well jacket in Southeast Asia, in 5.1 m of water and 1.3 km from shore, was identified as a good candidate for field validation of the concept. In late December 2006, a well was spudded from a nearby onshore location with the intention of drilling directionally to connect hydraulically to one of the wells drilled from the well jacket. Two electromagnetic-ranging systems, SWG service and RMRS, were tested from less than 220 m and less than 45 m measured depth from the target. The electromagnetic-ranging technology facilitated the successful intersection of the target well according to plan with a bypass within the specified proximity (less than 40 cm) and in the correct JPT sand (±1.5-m TVD window). CASING ULTRADEEP, ULTRALONG . . . (Contd. from page 79) Lamé’s equation. Both plane-stress and plane-strain solutions were considered by applying the elastic 2D method. A numerical solution is required to model casing failure under more-complicated loading conditions, such as nonuniform salt-to-casing contact at a given depth, or at different depths. The 3D FEM model was used for this analysis. Casing-Failure Diagnosis and Mitigation On the basis of the models described in the full-length paper, casing failure in Well 1 was most likely caused by nonuniform-salt-contact stress. The lightweight casing used in this well had insufficient strength to bear the nonuniform stress with the given MW. Therefore, the casing experienced plas82 tic deformation and failed. The FEM models indicated no significant deformation for heavy-walled pipe under conditions in which the magnitude of radial stresses varied axially, smoothly increasing with depths, distributed over angles of 18°, and applied diametrically. Therefore, the modeling showed the heavy-walled pipe proving to be highly effective in resisting large, less-thanextreme loads. Therefore heavy-walled pipe (135/8 in., 88.2 lbm/ft) should be incorporated into the drilling programs of future wells. Under any circumstances, the extreme stress conditions (asymmetrical nonuniform salt contact) described in Model 3 in the full-length paper must be avoided. The primary mitigation options include the following. • Cement the annulus to maintain uniform salt contact with the casing. The base of the salt should be cemented to prevent the nonuniform salt contact. • Underream suspected slip or shear load areas. • Use higher MWs. Increasing MW reduces the risk of collapse failure. • Avoid suspected slip areas, inclusions, or sutures in the salt formation while drilling. Effective cementing of casing is one of the most important factors in drilling long sections of salt successfully, both for zonal isolation and for the prevention of unequal loads on casing. Effective cementing is particularly important at the base of the salt, where the stresses and uniform salt/casing contact are most critical. JPT JPT • MAY 2009