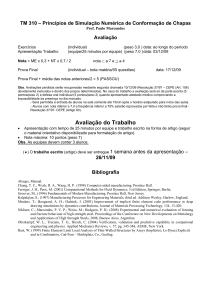
Lean seis sigma Introdução às Ferramentas do Lean Manufacturing SÉRIE SESIS SIGMA VOLUME 4 Cristina Werkema Obrigado por adquirir este ebook Esta obra é acompanhada de conteúdo complementar. Para acessálo, encaminhe a confirmação de compra deste e-book para pin@elsevier.com.br, solicitando seu código de acesso. Sumário Capa Folha de rosto Obrigado por adquirir este e-book Cadastro Copyright Agradecimentos Prefácio Citação Capítulo 1. Introdução ao Lean Manufacturing O Que É Lean Manufacturing? O Que É Seis Sigma? Como Ocorre A Integração Entre O Lean Manufacturing E O Seis Sigma? Capítulo 2. Mapeamento do Fluxo de Valor O Que É Fluxo De Valor? O Que É Mapeamento Do Fluxo De Valor? Por Que Usar O Mapeamento Do Fluxo De Valor? Como Conduzir O Mapeamento Do Fluxo De Valor? O Que Deve Ser Feito Após A Construção Do Mapa Do Estado Atual? Como Desenhar O Mapa Do Estado Futuro? Como Alcançar O Estado Futuro? Capítulo 3. Métricas Lean O Que São As Métricas Lean? Quais São As Principais Métricas Lean? O Que É A Lei De Little? Como Diminuir O Trabalho Em Processo? Capítulo 4. Kaizen O Que É Kaizen? Como O Kaizen Deve Ser Conduzido? Quando Usar O Kaizen? Capítulo 5. Kanban O Que É Kanban? Qual O Conteúdo De Um Cartão Kanban? Por Que Usar O Sistema Kanban? Como Funciona O Sistema Kanban? Quais São As Diretrizes Para O Uso Do Sistema Kanban? Como Determinar O Número Necessário De Kanbans Em Um Processo? Capítulo 6. Padronização O Que É Padronização? Quais São Os Passos Para A Padronização? Por Que Usar A Padronização? Quais São Os Principais Tipos De Documentos Usados Para Padronização No Lean Manufacturing? Capítulo 7.5S O Que É 5S? Por Que Adotar O 5S? Quais São Os Passos Para A Implementação Do 5S? Capítulo 8. Redução de Setup O Que É Redução De Setup? Quais São As Etapas De Um Processo De Setup? Como A Redução De Setup Deve Ser Conduzida? Por Que Usar A Redução De Setup? Como Usar A Redução De Setup Em Processos Administrativos E De Prestação De Serviços? Capítulo 9. TPM – Total Productive Maintenance O Que É TPM? Como Implementar O TPM? Por Que Implementar O TPM? Capítulo 10. Gestão Visual O Que É Gestão Visual? Por Que Usar A Gestão Visual? Como Implementar A Gestão Visual? Que Ferramentas São Usadas Na Gestão Visual? Capítulo 11. Poka-Yoke O Que É Poka-Yoke? Quais São As Categorias De Poka-Yoke? Quais São Os Possíveis Designs Para Um Dispositivo Poka-Yoke? Quais São As Etapas Para A Criação De Um Dispositivo Poka-Yoke? Anexo A. Ícones do Mapeamento do Fluxo de Valor A.1 Ícones Do Fluxo De Material A.2 Ícones Do Fluxo De Informação A.3 Ícones Gerais Anexo B. Comentários e referências Anexo C. Referências Cadastro Preencha a ficha de cadastro no final deste livro e receba gratuitamente informações sobre os lançamentos e as promoções da Editora Campus/Elsevier. Consulte também nosso catálogo completo, últimos lançamentos em www.elsevier.com.br Copyright © 2012, Elsevier Editora Ltda. Todos os direitos reservados e protegidos pela Lei no 9.610, de 19/02/98. Nenhuma parte deste livro, sem autorização prévia escrita da editora, poderá ser reproduzida ou transmitida sejam quais forem os meios empregados: eletrônicos, mecânicos, fotográficos, gravação ou quaisquer outros. Revisão: C&C Criações e Textos Ltda. Editoração Eletrônica: C&C Criações e Textos Ltda. Elsevier Editora Ltda. Conhecimento sem Fronteiras Rua Sete de Setembro, 111 – 16o andar 20050-006 – Centro – Rio de Janeiro – RJ – Brasil Rua Quintana 753 – 8o andar 04596-011 – Brooklin – São Paulo – SP Serviço de Atendimento ao Cliente 0800-0265340 sac@elsevier.com.br ISBN: 978-85-352-5384-9 ISBN (versão eletrônica): 978-85-352-5385-6 Nota: Muito zelo e técnica foram empregados na edição desta obra. No entanto, podem ocorrer erros de digitação, impressão ou dúvida conceitual. Em qualquer das hipóteses, solicitamos a comunicação à nossa Central de Atendimento, para que possamos esclarecer ou encaminhar a questão. Nem a editora nem o autor assumem qualquer responsabilidade por eventuais danos ou perdas a pessoas ou bens, originados do uso desta publicação. CIP-Brasil. Catalogação-na-fonte. Sindicato Nacional dos Editores de livros, RJ W521L 2. ed. Werkema, Cristina Lean seis sigma : introdução às ferramentas do lean manufacturing / Cristina Werkema. – 2. ed. – Rio de Janeiro : Elsevier, 2011. (Werkema de excelência empresarial) Inclui bibliografia ISBN 978-85-352-5384-9 1. Engenharia de produção. 2. Administração da produção. 3. Controle de processos. 4. Controle de produção. 5. Custo industrial. 6. Controle de custo. 7. Administração da qualidade. 1. Título. 1. Série. 11-6007. CDD: 658.5 CDU: 658.5 Agradecimentos Ao Universo, por me mostrar o caminho da descoberta do que significa existir no Planeta Terra como um Ser Humano. “And someday you’ll realize that to have a fully lit match it has to be lighted in all places, not just one: with the family, with the relationships, with the work, with fear, with anxiety. And that’s when you can face the rest of the world and say: ‘it is well with my soul, I am that I am, I am grateful for all things’.” Kryon Live Kryon Channelling – Sacramento, California, USA – July 2, 2011 As channelled by Lee Carroll for Kryon (www.kryon.com) Prefácio O Lean Manufacturing é uma iniciativa que busca eliminar desperdícios, isto é, excluir o que não tem valor para o cliente e imprimir velocidade à empresa. Já o Seis Sigma é uma estratégia cujo foco principal é a redução de custos e a melhoria da qualidade de produtos e processos, com o consequente aumento da satisfação de clientes e consumidores e da lucratividade da organização. A integração entre o Lean Manufacturing e o Seis Sigma é natural: a empresa pode – e deve – usufruir os pontos fortes de ambas estratégias. Por exemplo, o Lean Manufacturing não conta com um método estruturado e profundo de solução de problemas e com ferramentas estatísticas para lidar com a variabilidade, aspecto que pode ser complementado pelo Seis Sigma. Já o Seis Sigma não enfatiza a melhoria da velocidade dos processos e a redução do lead time, aspectos que constituem o núcleo do Lean Manufacturing. O programa resultante da integração entre o Seis Sigma e o Lean Manufacturing, por meio da incorporação dos pontos fortes de cada um deles, é denominado Lean Seis Sigma, uma estratégia mais abrangente, poderosa e eficaz que cada uma das partes individualmente e adequada para a solução de todos os tipos de problemas relacionados à melhoria de processos e produtos. Neste livro é apresentada uma introdução às ferramentas do Lean Manufacturing e uma forma de integração dessas ferramentas ao método DMAIC, um dos pilares do Seis Sigma. O objetivo é que esta obra seja uma fonte de consulta para os profissionais que desejem obter uma visão geral do tema, por meio de uma leitura rápida. Como a literatura existente no Brasil sobre o Lean Seis Sigma ainda é escassa e as obras sobre as ferramentas do Lean Manufacturing são, em sua maioria, volumosas e densas, o que demanda bastante tempo – elemento cada vez mais precioso! – para o seu estudo, este livro tem o propósito de preencher essa lacuna no mercado nacional. Citação “In a Norwegian fairy tale, the hero came to a crossroads where there are three signs: ‘He who travels down this road will return unharmed’; ‘He who travels this path may or may not return’; and, ‘He who travels here will never return’. Of course, he chose the third.” Laura Simms CAPÍTULO 1 Introdução ao Lean Manufacturing “The world fears a new experience more than it fears anything. Because a new experience displaces so many old experiences… The world doesn’t fear a new idea. It can pigeon-hole any idea. But it can’t pigeon-hole a real new experience.” D. H. Lawrence O que é Lean Manufacturing? O Lean Manufacturing é uma iniciativa que busca eliminar desperdícios, isto é, excluir o que não tem valor para o cliente e imprimir velocidade à empresa. Como o Lean pode ser aplicado em todo tipo de trabalho, uma denominação mais apropriada é Lean Operations ou Lean Enterprise. As origens do Lean Manufacturing remontam ao Sistema Toyota de Produção (também conhecido como ProduçãoJust-in-Time). O executivo da Toyota Taiichi Ohno iniciou, na década de 1950, a criação e implantação de um sistema de produção cujo principal foco era a identificação e a posterior eliminação de desperdícios, com o objetivo de reduzir custos e aumentar a qualidade e a velocidade de entrega do produto aos clientes. O Sistema Toyota de Produção, por representar uma forma de produzir cada vez mais com cada vez menos, foi denominado produção enxuta (Lean Production ou Lean Manufacturing) por James P. Womack e Daniel T. Jones, em seu livro A Máquina que Mudou o Mundo1. Essa obra – publicada em 1990 nos Estados Unidos com o título original The Machine that Changed the World – é um estudo sobre a indústria automobilística mundial realizado na década de 1980 pelo Massachuse s Institute of Technology (MIT), que chamou a atenção de empresas de diversos setores. No cerne do Lean Manufacturing está a redução dos sete tipos de desperdício identificados por Taiichi Ohno2: “defeitos (nos produtos), excesso de produção de mercadorias desnecessárias, estoques de mercadorias à espera de processamento ou consumo, processamento desnecessário, movimento desnecessário (de pessoas), transporte desnecessário (de mercadorias) e espera (dos funcionários pelo equipamento de processamento para finalizar o trabalho ou por uma atividade anterior)”. Womack e Jones acrescentaram a essa lista “o projeto de produtos e serviços que não atendem às necessidades do cliente”2. A Figura 1.1 apresenta os benefícios da redução de desperdícios e a Figura 1.2 mostra alguns exemplos de desperdícios em áreas administrativas e de prestação de serviços. FIGURA 1.1 Benefícios da redução de desperdícios FIGURA 1.2 Exemplos de desperdícios em áreas administrativas e de prestação de serviços Ainda nas palavras de Womack e Jones3, “existe um poderoso antídoto ao desperdício: o pensamento enxuto (Lean Thinking), que é uma forma de especificar valor, alinhar na melhor sequência as ações que criam valor, realizar essas atividades sem interrupção toda vez que alguém as solicita e realizá-las de modo cada vez mais eficaz”. De acordo com o Lean Institute Brasil4, os princípios do Lean Thinking são: ♦ Especificar o valor – aquilo que o cliente valoriza. O ponto de partida para o Lean Thinking consiste em definir o que é valor, devendo este ser definido pelo cliente e não pela empresa. Para o cliente, a necessidade gera o valor e cabe às empresas determinarem qual é a necessidade, procurar satisfazê-la e cobrar por isso um preço específico para manter a empresa no negócio e aumentar os lucros via melhoria contínua dos processos, reduzindo os custos e melhorando a qualidade. ♦ Identificar o fluxo de valor. O próximo passo consiste em identificar o fluxo de valor, que significa dissecar a cadeia produtiva e separar os processos em três tipos: aqueles que efetivamente geram valor, aqueles que não geram valor, mas são importantes para a manutenção dos processos e da qualidade e, por fim, aqueles que não agregam valor, devendo ser eliminados imediatamente. ♦ Criar fluxos contínuos. A seguir, deve-se dar “fluidez” aos processos e atividades restantes, o que exige uma mudança de mentalidade. A ideia de produção por departamentos como a melhor alternativa deve ser deixada de lado. Constituir o fluxo contínuo com as etapas restantes é uma tarefa difícil, mas também é a mais estimulante. O efeito imediato da criação de fluxos contínuos pode ser sentido na redução dos tempos de concepção de produtos e de processamento de pedidos e na diminuição de estoques. Ter a capacidade de desenvolver, produzir e distribuir rapidamente dá ao produto uma “atualidade”: a empresa pode atender à necessidade dos clientes quase instantaneamente. ♦ Produção puxada. O fluxo contínuo permite a inversão do fluxo produtivo: as empresas não mais empurram os produtos para o consumidor através de descontos e promoções. O consumidor passa a “puxar” a produção, eliminando estoques e dando valor ao produto. ♦ Buscar a perfeição. A perfeição deve ser o objetivo constante de todos os envolvidos nos fluxos de valor. A busca do aperfeiçoamento contínuo em direção a um estado ideal deve nortear todos os esforços da empresa, em processos transparentes nos quais todos os membros da cadeia (montadores, fabricantes de diversos níveis, distribuidores e revendedores) tenham conhecimento profundo do processo como um todo, podendo dialogar e buscar continuamente melhores formas de criar valor. As principais ferramentas usadas para colocar em prática os princípios do Lean Thinking são: ♦ Mapeamento do Fluxo de Valor. ♦ Métricas Lean. ♦ Kaizen. ♦ Kanban. ♦ Padronização. ♦ 5S. ♦ Redução de Setup. ♦ Total Productive Maintenance (TPM). ♦ Gestão Visual. ♦ Poka-Yoke (Mistake Proofing). Nos últimos anos, o número de empresas praticantes do Lean Manufacturig vem aumentando significativamente em todos os setores industriais e de serviços. No entanto, vale destacar que a adoção do Lean Manufacturing representa um processo de mudança de cultura da organização e, portanto, não é algo fácil de ser alcançado. O fato de a empresa utilizar ferramentas Lean não significa, necessariamente, que foi obtido pleno sucesso na implementação do Lean Manufacturing. O que é Seis Sigma? O Seis Sigma é uma estratégia gerencial disciplinada e altamente quantitativa, que tem como objetivo aumentar expressivamente a performance e a lucratividade das empresas, por meio da melhoria da qualidade de produtos e processos e do aumento da satisfação de clientes e consumidores. Ele nasceu na Motorola, em 15 de janeiro de 1987, com o objetivo de tornar a empresa capaz de enfrentar seus concorrentes, que fabricavam produtos de qualidade superior a preços menores. A partir de 1988, quando a Motorola foi agraciada com o Prêmio Nacional da Qualidade Malcolm Baldrige, o Seis Sigma tornou-se conhecido como o programa responsável pelo sucesso da organização. Com isso, outras empresas, como a Asea Brown Boveri, AlliedSignal (hoje, Honeywell), General Electric (GE), Kodak e Sony passaram a utilizar com sucesso o programa e a divulgação dos enormes ganhos alcançados por elas gerou um crescente interesse pelo Seis Sigma. Podemos dizer que o Seis Sigma foi celebrizado pela GE, a partir da divulgação, feita com destaque pelo CEO Jack Welch, dos expressivos resultados financeiros obtidos pela empresa através da implantação da metodologia (por exemplo, ganhos de 1,5 bilhão de dólares em 1999). No Brasil, o interesse pelo Seis Sigma está crescendo a cada dia. Já há alguns anos, as empresas cujas unidades de negócio no exterior estavam adotando esse programa o conhecem. A pioneira na implementação do Seis Sigma com tecnologia nacional foi o Grupo Brasmotor (Multibrás e Embraco), que, em 1999, obteve mais de 20 milhões de reais de retorno, a partir dos primeiros projetos Seis Sigma concluídos. Atualmente, várias outras empresas no país estão implementando a estratégia, geralmente com o suporte de consultorias nacionais. Os resultados das organizações que estão adotando o programa têm superado o indicador “15 reais de ganho por real investido” e há vários projetos Seis Sigma cujo retorno é da ordem de cinco milhões de reais anuais. A lógica do programa é apresentada na Figura 1.3. O Seis Sigma enfoca os objetivos estratégicos da empresa e estabelece que todos os setores-chave para a sobrevivência e sucesso futuros da organização possuam metas de melhoria baseadas em métricas quantificáveis, que serão atingidas por meio de um esquema de aplicação projeto por projeto. Os projetos são conduzidos por equipes lideradas pelos especialistas do Seis Sigma (Black Belts ou Green Belts), com base nos métodos DMAIC (Define, Measure, Analyze, Improve, Control) e DMADV (Define, Measure, Analyze, Design, Verify). Os patrocinadores e especialistas do Seis Sigma são apresentados na Figura 1.4. FIGURA 1.3 Lógica do Seis Sigma FIGURA 1.4 Patrocinadores e especialistas do Seis Sigma Um dos segredos do sucesso do Seis Sigma é a utilização do método DMAIC (Figura 1.5) para o desenvolvimento dos projetos de melhoria. Os pontos fortes do DMAIC são apresentados na Figura 1.6. FIGURA 1.5 Integração das ferramentas Seis Sigma ao DMAIC FIGURA 1.6 Pontos fortes do DMAIC No livro Criando a Cultura Seis Sigma5 podem ser obtidas mais informações sobre o programa Seis Sigma. Como ocorre a integração entre o Lean Manufacturing e o Seis Sigma? A integração entre o Lean Manufacturing e o Seis Sigma é natural: a empresa pode – e deve – usufruir os pontos fortes de ambas as estratégias. Por exemplo, o Lean Manufacturing não conta com um método estruturado e profundo de solução de problemas e com ferramentas estatísticas para lidar com a variabilidade, aspecto que pode ser complementado pelo Seis Sigma. Já o Seis Sigma não enfatiza a melhoria da velocidade dos processos e a redução do lead time, aspectos que constituem o núcleo do Lean Manufacturing. Os pontos fortes do Seis Sigma e do Lean Manufacturing, que mostram as oportunidades de complementaridade dos programas, são apresentados na Figura 1.7. A Figura 1.86 mostra como o Seis Sigma e o Lean contribuem, conjuntamente, para a melhoria dos processos. FIGURA 1.7 Pontos fortes do Seis Sigma e do Lean Manufacturing FIGURA 1.86 Como o Seis Sigma e o Lean Manufacturing contribuem para a melhoria dos processos O programa resultante da integração entre o Seis Sigma e o Lean Manufacturing, por meio da incorporação dos pontos fortes de cada um deles, é denominado Lean Seis Sigma, uma estratégia mais abrangente, poderosa e eficaz que cada uma das partes individualmente e adequada para a solução de todos os tipos de problemas relacionados à melhoria de processos e produtos. Várias empresas vêm implementando o Lean Seis Sigma com sucesso, entre elas Honeywell, Lockheed Martin, Bank One e Caterpillar. A Figura 1.9 apresenta uma possível forma de integração das ferramentas Lean ao método DMAIC. A análise da Figura 1.9 indica que a maioria das ferramentas do Lean Manufacturing é usada nas etapas Improve e Control, o que confirma a necessidade do acréscimo das ferramentas Seis Sigma para a obtenção de um método holístico de melhorias. FIGURA 1.9 Integração das ferramentas Lean ao método DMAIC Ainda em relação à Figura 1.9, é importante destacar os seguintes pontos: ♦ O Kaizen pode ser utilizado para resolver problemas de escopo restrito e de baixa complexidade identificados em qualquer etapa do DMAIC. ♦ A ferramenta Mapeamento do Fluxo de Valor também pode ser empregada para a identificação de potenciais projetos Lean Seis Sigma (veja o capítulo 3 do livro Criando a Cultura Seis Sigma5). Nos próximos capítulos é apresentada uma visão geral das ferramentas do Lean Manufacturing. As ferramentas Seis Sigma são discutidas nos demais volumes da Série Werkema de Excelência Empresarial. CAPÍTULO 2 Mapeamento do Fluxo de Valor “Oh, would that my mind could let fall its dead ideas, as the tree does its withered leaves!” André Gide O que é fluxo de valor? O fluxo de valor consiste em todas as atividades – tanto as que agregam quanto as que não agregam valor – realizadas por uma empresa para projetar, produzir e entregar seus produtos (bens ou serviços) aos clientes, sendo constituído pelos seguintes elementos: ♦ Fluxo de materiais, desde o recebimento dos fornecedores até a entrega aos clientes. ♦ Transformação de matérias-primas em produtos acabados. ♦ Fluxo de informações que apoiam e direcionam os dois elementos anteriores. O que é Mapeamento do Fluxo de Valor? O Mapeamento do Fluxo de Valor (Value Stream Mapping – VSM) é uma ferramenta que utiliza símbolos gráficos (ícones) para documentar e apresentar visualmente a sequência e o movimento de informações, materiais e ações que constituem o fluxo de valor de uma empresa. Um exemplo de mapa do fluxo de valor, extraído do livro1 Léxico Lean – Glossário Ilustrado para Praticantes do Pensamento Lean, compilado pelo Lean Enterprise Institute, é apresentado na Figura 2.1. Ainda citando essa obra, vale esclarecer que “os mapas do fluxo de valor podem ser desenhados em diferentes momentos, a fim de revelar as oportunidades de melhoria. Um mapa do estado atual segue o caminho de um produto desde o pedido até a entrega, para determinar as condições atuais. Um mapa do estado futuro desdobra as oportunidades de melhoria identificadas pelo mapa do estado atual, para atingir um nível mais alto de desempenho em algum ponto no futuro”. FIGURA 2.1 Exemplo de mapa do fluxo de valor do estado atual (extraído do livro Léxico Lean1) Por que usar o Mapeamento do Fluxo de Valor? O Mapeamento do Fluxo de Valor pode ser utilizado para auxiliar a realização das seguintes atividades: ♦ Entendimento do fluxo de valor de toda a organização e não apenas de processos ou departamentos individuais. ♦ Geração de consenso sobre o verdadeiro estado da organização, com a identificação de etapas que geram valor e de pontos de ocorrência de desperdícios. ♦ Visualização dos relacionamentos entre atividades, informações e fluxos de material que exercem impacto sobre o lead time. ♦ Localização e separação das atividades que agregam valor para o cliente das que não agregam valor. ♦ Elaboração de um plano para utilização das ferramentas lean mais adequadas – além de outras técnicas – para a otimização do fluxo de valor, a partir das oportunidades de melhoria identificadas. Como conduzir o Mapeamento do Fluxo de Valor? Quadro 2.1 1 - Selecionar uma família de produtos - bens ou serviços - para ser mapeada. De acordo com a definição apresentada no Léxico Lean – Glossário Ilustrado para Praticantes do Pensamento Lean, compilado pelo Lean Enterprise Institute2, uma família de produtos é “um produto e suas variações, passando por etapas similares de processamento e equipamentos comuns, próximos da fase de envio para o cliente”. James Womack3 sugere que seja elaborada uma matriz da família de produtos com o objetivo de facilitar a identificação das famílias de produtos, conforme ilustrado na Figura 2.2. Muitas vezes a construção da matriz da família de produtos resulta em surpresas, pois nos permite visualizar que produtos fabricados para diferentes clientes, ou distintos sob o ponto de vista de marketing ou utilização, são submetidos a equipamentos e operações comuns no fluxo de produção e, portanto, pertencem a uma mesma família. FIGURA 2.2 3 Matriz da família de produtos, segundo James Womack 2 - Definir um Iíder para o Mapeamento do Fluxo de Valor e constituir a equipe de trabalho. A equipe deverá ser composta por pessoas que conheçam bem todo o fluxo de valor da família de produtos selecionada. Inicialmente, cada membro da equipe poderá mapear todo o fluxo de valor individualmente. A seguir, os mapas deverão ser comparados e discutidos, para que seja gerado um mapa de consenso, o qual representará uma versão mais exata do fluxo de valor. 3 - Distribuir papel, lápis, borracha e cronômotro aos membros da equipe de trabalho. Os desenhos do mapa devem ser sempre feitos à mão e a lápis. O uso do computador e do PowerPoint não é indicado, para que as atenções não sejam desviadas do que realmente interessa: o entendimento dos fluxos de materiais e informações, bem como a observação e o registro das variáveis que caracterizam o desempenho das atividades que constituem o processo de produção. É importante que as atividades sejam cronometradas pela equipe no momento em que estão ocorrendojá que muitas vezes dados históricos não refletem a realidade presente. 4 - Acompanhar, in loco, o fluxo de valor desde o recebimento de materiais comprados até a entrega do produto ao cliente, para identificar e visualizar todos os fluxos de materiais e informações para a construção do mapa do estado atual. Mesmo que a equipe seja composta por várias pessoas, cada uma delas deve mapear o fluxo completo. Não é indicado que diferentes pessoas construam mapas para partes específicas do fluxo e que depois essas partes sejam agrupadas para gerar o todo. Os trabalhos desta etapa devem ser iniciados com uma caminhada no chão da fábrica por todo o fluxo de valor, partindo da expedição final e continuando pelos processos anteriores, até o setor de recebimento de materiais. Essa ordem é importante para que o início se dê pelas atividades que têm um relacionamento mais direto com o cliente. São essas atividades que devem (ou deveriam) imprimir o ritmo de trabalho dos processos anteriores. Tudo que for observado deve ser registrado da forma em que ocorre, de modo neutro e sem que se analise o mérito das atividades. 5 Desenhar o mapa do estado atual, utilizando os ícones apresentados no Anexo A (veja o exemplo na figura 2.1). O desenho do mapa começa pela identificação do cliente (ícone fontes externas) e suas necessidades (ícone caixa de dados), que são registrados na parte superior direita do mapa. A seguir, os processos básicos de produção (ícone processo) são desenhados da esquerda para a direita na parte inferior do mapa. Uma caixa de dados deve ser desenhada embaixo de cada ícone processo para registrar informações básicas, tais como tempo de ciclo, tempo de setup, disponibilidade, número de operadores e índice de refugo. Cada local de acúmulo de estoque, bem como a quantidade e/ou tempo de estoque, devem ser registrados nessa fase do mapeamento (ícone estoque). O próximo passo consiste em desenhar o movimento de entrega dos produtos acabados para o cliente, usando os ícones de transporte apropriados (com a identificação da frequência de carregamento) e o ícone de movimento de produtos acabados para o cliente. A seguir, na parte superior esquerda do mapa devem ser representados os fornecedores das principais matérias-primas (no máximo três) por meio do ícone fábrica. As caixas de dados devem ser usadas para registrar o tamanho dos lotes comprados. O movimento das matérias-primas dos fornecedores até a empresa é desenhado por meio dos ícones de transporte e do ícone de movimento de material (seta larga). A etapa seguinte consiste na adição ao mapa do fluxo de informações, que deve ser desenhado na parte superior, da direita para a esquerda, por meio dos ícones fluxo de informação manual (seta estreita), fluxo de informação eletrônica (seta estreita na forma de raio) e informação (caixa pequena que descreve o conteúdo do fluxo de informação). Após o desenho do fluxo das informações devem ser identificados os movimentos de materiais que são “empurrados” pelo fabricante e não “puxados” pelo cliente, isto é, material que é produzido de forma independente das necessidades do processo seguinte, usualmente gerando estoque. O ícone do movimento de material de produção empurrada é uma seta listrada. Para finalizar, deve ser desenhada uma linha do tempo abaixo dos ícones de processo e de estoque para registro do lead time de produção. 6 - Revisar o mapa do fluxo de valor com o objetivo de verificar se todas as atividades e fluxos relevantes foram representados. O que deve ser feito após a construção do mapa do estado atual? O mapa do estado atual deve ser utilizado para a discussão, o planejamento e a implementação de ações de melhoria. Se a equipe de trabalho estiver executando um projeto Seis Sigma de acordo com o método DMAIC, o mapa do estado atual – usualmente elaborado durante a etapa Measure – será a base para a construção do mapa do estado futuro (incorporando as melhorias identificadas) durante as fases Analyze e Improve. Tendo como ponto de partida o mapa do estado atual, as diretrizes listadas na Figura 2.3 devem ser consideradas durante a discussão e o planejamento das ações de melhoria e do mapa do estado futuro. A Figura 2.3 foi construída a partir de trechos extraídos das obras Léxico Lean – Glossário Ilustrado para Praticantes do Pensamento Lean4 e Aprendendo a Enxergar – Mapeando o Fluxo de Valor para Agregar Valor e Eliminar o Desperdício5. Vale destacar que as diretrizes mostradas na Figura 2.3 funcionam como um guia para a construção de um processo que produza apenas o que o processo seguinte necessita e quando necessita. Essa é justamente a condição que se busca alcançar no mapa do estado futuro. FIGURA 2.3 4,5 Diretrizes para o planejamento das ações de melhoria e do mapa do estado futuro FIGURA 2.4 Representação esquemática de um processo em fluxo contínuo FIGURA 2.5 7 Representação esquemática de um supermercado As diretrizes mostradas na Figura 2.3 e o mapa do estado atual são as bases para que o mapa do estado futuro seja desenhado. Como desenhar o mapa do estado futuro? Para o desenho do mapa do estado futuro devem ser realizadas as atividades apresentadas na Figura 2.6. FIGURA 2.6 Atividades para o desenho do mapa do estado futuro É importante fazer um comentário sobre a atividade 8 identificada na Figura 2.6: muitas vezes algumas melhorias dos processos deverão ser realizadas de imediato, de modo a viabilizar a introdução do fluxo contínuo ou o nivelamento do mix e do volume de produção. Para o alcance dessas melhorias, principalmente aquelas que envolvam a redução da variabilidade e a prevenção de defeitos, a utilização de ferramentas Seis Sigma tem se mostrado especialmente valiosa. O uso das ferramentas lean discutidas nos próximos capítulos também é fundamental para a realização das melhorias. No entanto, deve ficar claro que a identificação de oportunidades para a realização de melhorias isoladas não deve ser o objetivo do Mapeamento do Fluxo de Valor. O principal benefício do VSM é justamente o fato de que ele permite uma mudança de foco: sair do estágio das melhorias locais para o patamar da otimização do sistema que constitui o fluxo de valor global. O mapa do estado futuro correspondente ao mapa do estado atual exemplificado na Figura 2.1 é apresentado na Figura 2.7. A Figura 2.7 foi extraída do livro8 Léxico Lean – Glossário Ilustrado para Praticantes do Pensamento Lean, compilado pelo Lean Enterprise Institute. FIGURA 2.7 8 Exemplo de mapa do fluxo de valor do estado futuro (extraído do livro Léxico Lean8) Para uma discussão detalhada do Mapeamento do Fluxo de Valor, com base em um estudo de caso, sugerimos a leitura do livro Aprendendo a Enxergar – Mapeando o Fluxo de Valor para Agregar Valor e Eliminar o Desperdício9. Como alcançar o estado futuro? Após o desenho do mapa do estado futuro deve ser elaborado o plano de implementação do estado futuro. Para a elaboração do plano será necessário dividir a implementação em etapas – é impossível fazer tudo ao mesmo tempo! – e priorizar essas etapas. Cada etapa poderá contemplar uma parte do processo como a ligação entre o cliente e o processo puxador ou entre o fornecedor e o primeiro processo do fluxo de valor. Vale ressaltar que o plano usualmente abrange um período anual de implementação. Nas palavras de Mike Rother e John Shook10, o plano deve mostrar: ♦ “Exatamente o que se planeja fazer e quando, etapa por etapa”. ♦ “Metas quantificáveis”. ♦ “Pontos de checagem claros com os prazos reais e o(s) avaliador(es) definido(s).” O 5W2H e o Diagrama de Gan (veja o livro Criando a Cultura Seis Sigma11) são ferramentas úteis para a elaboração do plano de implementação do estado futuro. Alertas quanto ao uso do Mapeamento do Fluxo de Valor Os pontos abaixo devem ser objetos de atenção da empresa: ♦ Todos os fluxos de valor da empresa não devem ser mapeados simultaneamente e de forma apressada. Deve-se iniciar com o fluxo de uma família de produtos considerada estratégica, para o qual deverão ser rapidamente implementadas ações de melhoria a partir dos pontos fracos detectados. A seguir, o procedimento deve ser repetido para outra família de produtos. ♦ A tarefa de mapeamento não deve ser dividida entre os departamentos ou áreas individuais da empresa, para, a seguir; ser construído um mapa global do fluxo de valor com base nos mapas individuais. Essa estratégia não funciona. O mapeamento precisa ser conduzido por um líder que tenha a visão da empresa como um todo e que possa posteriormente implementar as ações de melhoria, independentemente de fronteiras funcionais ou departamentais. ♦ O Mapeamento do Fluxo de Valor para uma família de produtos deve levar de dois a cinco dias até que seja iniciada a implementação das ações de melhoria para o alcance do estado futuro. ♦ No mapeamento, o fluxo de informações é tão importante quanto o fluxo de materiais. ♦ Segundos (e não minutos) é a unidade de medida indicada para registro, no mapa do fluxo de valor, das variáveis associadas ao tempo. ♦ Todas as atividades relacionadas a retrabalho e inspeção devem ser registradas no mapa. ♦ O mapa não deve conter excesso de informações ou detalhes pouco úteis. ♦ A versão e a data de elaboração do mapa devem ser sempre registradas. ♦ Dados que não foram coletados e/ou confirmados pela equipe não devem ser utilizados no Mapeamento do Fluxo de Valor. ♦ No mapa do estado futuro, os sete tipos de desperdícios apresentados no capítulo 1 devem ser reduzidos o máximo possível. ♦ O projeto do produto, a tecnologia de processo instalada e a localização e a estrutura da fábrica não devem constituir alvos para mudanças nas primeiras iterações para construção do estado futuro. ♦ O mapeamento deve ser reiniciado após a implementação do estado futuro (que se transformou em um novo estado atual), dando continuidade ao processo de melhoria contínua. Perguntas de Champions, Black Belts e Green Belts 1. Quais são as atribuições e o perfil do líder da equipe de Mapeamento do Fluxo de Valor? As principais atribuições são: ♦ Liderar o processo de elaboração dos mapas do fluxo de valor dos estados atual e futuro e do plano de implementação das ações de melhoria para o alcance do estado futuro. ♦ Monitorar o andamento das atividades relacionadas ao mapeamento e, principalmente, à implementação das ações de melhoria. ♦ Conferir in loco o fluxo de valor, com frequência semanal, no máximo. ♦ Integrar as atividades de mapeamento e adoção das ações de melhoria às iniciativas Seis Sigma em andamento na empresa, se for o caso. ♦ Remover as barreiras que impeçam o sucesso do Mapeamento do Fluxo de Valor. ♦ Reportar o status dos trabalhos à alta administração da empresa. Quanto ao perfil, o líder deve possuir as seguintes características: ♦ Conhecer os princípios e as ferramentas do Lean Manufacturing. ♦ Possuir uma compreensão global do negócio (visão estratégica e corporativa da empresa). g p p ♦ Ser dotado de poder de atuação independentemente de fronteiras departamentais ou funcionais. ♦ Possuir elevado nível de motivação para alcançar resultados. ♦ Possuir habilidades para: • Gerenciar mudanças. • Facilitar o trabalho em equipe. • Promover inovações. • Gerenciar conflitos e superar resistências. 2. Qual é o principal papel da alta administração no Mapeamento do Fluxo de Valor? A alta administração é responsável por se envolver diretamente na definição e implementação do estado futuro, priorizando as etapas do plano de implementação e alocando os recursos necessários. 3. Qual a diferença entre as informações apresentadas em um mapa do fluxo de valor e um mapa de processo12? Um mapa do fluxo de valor pode ser visualizado como um mapa de processo no qual os parâmetros de produto final (Y), de produto em processo (y) e de processo (x) não são apresentados e, em lugar desses parâmetros, são registrados os fluxos de materiais e de informações, bem como valores para variáveis tais como tempo de ciclo, tempo de setup, disponibilidade e número de operadores, para cada atividade básica de produção. É importante ressaltar que o tipo de mapa deve ser adequado às necessidades, sendo comum o uso de vários mapas em um mesmo projeto ou trabalho de melhoria. CAPÍTULO 3 Métricas Lean “The important thing is this: to be able at any moment to sacrifice what we are for what we could become.” Charles DuBos O que são as Métricas Lean? O Lean Manufacturing busca eliminar desperdícios, isto é, excluir o que não tem valor para o cliente e imprimir velocidade à empresa. O programa utiliza, então, algumas medidas ou métricas para quantificar como os resultados da organização podem ser classificados, no que diz respeito à velocidade e eficiência. Essas medidas podem ser utilizadas na identificação de metas a serem atingidas em projetos de melhoria e na verificação do alcance da meta ao final do projeto (comparação dos valores assumidos pelas medidas “antes” e “depois”). Quais são as principais Métricas Lean? As principais métricas Lean, conforme definições constantes no livro1 Léxico Lean – Glossário Ilustrado para Praticantes do Pensamento Lean, são apresentadas na Figura 3.1 (próxima página). Algumas dessas métricas já foram citadas no capítulo 2. FIGURA 3.1 Principais Métricas Lean O que é a Lei de Little? A Lei de Li le2 é uma equação simples que relaciona o lead time, o trabalho em processo (WIP) e a taxa de saída de qualquer processo: Exemplos de aplicação da Lei de Li le são apresentados nas Figuras 3.2 a 3.4. FIGURA 3.2 Primeiro exemplo de aplicação da Lei de Little A análise da Lei de Li le indica que há duas formas de atuação para a redução do lead time: ♦ Reduzir o trabalho em processo. ♦ Aumentar a taxa de saída. Exceto no caso de processos que lidam diretamente com os clientes – isto é, os itens que constituem o WIP são clientes aguardando para serem atendidos –, a melhor opção para diminuir o lead time é reduzir o trabalho em processo, já que aumentar a taxa de saída usualmente demanda investimentos (veja a Figura 3.3). Diminuir o WIP significa limitar o volume de trabalho permitido no processo em um determinado instante, o que é algo bem mais simples para ser executado (veja a Figura 3.4). FIGURA 3.3 Segundo exemplo de aplicação da Lei de Little FIGURA 3.4 3 Terceiro exemplo de aplicação da Lei de Little Vale ressaltar que a redução do lead time traz uma série de benefícios diretos e indiretos, tais como aumento da produtividade e redução de defeitos, retrabalho e refugo. Como diminuir o trabalho em processo? Conforme foi ilustrado na Figura 3.4, para reduzir o trabalho em processo deve ser introduzida uma nova etapa que precede o processo em si, na qual os itens de entrada (produtos, projetos, ordens etc.) são coletados e reunidos. A seguir, é feita uma liberação controlada desses itens no processo, de acordo com a seguinte condição: um novo item somente entra no processo quando um item sai do processo. Essa condição caracteriza a produção puxada (pull production). Na produção puxada, muitas vezes é necessário criar um sistema de triagem para a definição de qual item deverá ser o próximo a ser liberado. Alertas quanto ao uso das Métricas Lean Os pontos a seguir devem ser objeto de atenção da empresa: ♦ É importante tomar cuidado para não confundir tempo de ciclo com lead time. A Figura 3.5 ilustra a diferença entre as duas métricas. Vale destacar que, apenas quando um processo opera em fluxo contínuo, o tempo de ciclo é igual ao lead time. FIGURA 3.5 Diferença entre tempo de ciclo e lead time ♦ Para a redução do trabalho em processo, pode ser necessária a adoção de algumas ações que, à primeira vista, parecem produzir um resultado contrário ao que se espera, tais como a retirada temporária de itens do fluxo de produção e a alocação dos mesmos a um “depósito” ou buffer. Após a adoção de ações desse tipo, devido à resultante redução do trabalho em processo, o lead time irá diminuir e o trabalho será realizado melhor e mais rápido, de modo que os itens inicialmente alocados ao “depósito” poderão ser novamente introduzidos no fluxo de produção e finalizados no prazo – ou até mesmo antes do prazo! – determinado originalmente. Perguntas de Champions, Black Belts e Green Belts 1. A velocidade não prejudica a qualidade? Nas palavras de Michael L. George4, “a preocupação natural é que o foco do Lean Manufacturing em velocidade de processo prejudique a qualidade. No entanto, isso não acontece. Por quê? Porque as práticas Lean reduzem o tempo por meio da redução de atividades que não agregam valor, da eliminação de filas, da redução do tempo gasto entre atividades que agregam valor e assim por diante. As etapas-chave valorizadas pelos clientes geralmente não são foco das ferramentas Lean. A aplicação das ferramentas Seis Sigma a atividades que agregam valor pode ajudar a reduzir defeitos, o que, por sua vez, pode aumentar a velocidade dessas atividades. Mas, como as etapas que agregam valor representam, tipicamente, menos de 10% do tempo de processamento, a aceleração dessas etapas, antes da eliminação das atividades que não agregam valor, exerce, relativamente, pouco impacto”. 2. Em um processo, como diferenciar as etapas que agregam valor das que não agregam valor? Uma atividade que agrega valor possui as seguintes características: ♦ O cliente está disposto a pagar por ela. ♦ É uma tarefa que acrescenta alguma função e/ou altera as formas ou características do produto (bem ou serviço). ♦ É realizada corretamente da primeira vez. ♦ A empresa ganha vantagem competitiva – preço mais baixo, melhor qualidade, entrega mais rápida, por exemplo – porque executa a atividade. Por outro lado, uma atividade que não agrega valor é aquela que: ♦ Não é essencial para produzir as saídas do processo, podendo ser eliminada ou reduzida. ♦ O cliente não está disposto a pagar por ela e, se soubesse que a mesma é realizada, exigiria sua eliminação, para que fosse possível uma redução de preço. As etapas que não agregam valor geralmente estão relacionadas às seguintes circunstâncias: defeitos, erros, omissões, preparação, setup, controle, inspeção, excesso de produção, estoques, movimentações, esperas e atrasos. A Figura 3.65 mostra um exemplo de fluxograma no qual as atividades que agregam valor foram separadas daquelas que não agregam valor ao processo. FIGURA 3.6 5 Exemplo de fluxograma no qual as atividades que agregam valor foram separadas daquelas que não agregam valor ao processo CAPÍTULO 4 Kaizen “Through loyalty to the past, our mind refuses to realize that tomorrow’s joy is possible only if today’s makes way for it; that each wave owes the beauty of its line only to the withdrawal of the receding one.” André Gide O que é Kaizen? O Kaizen – termo japonês que significa melhoramento contínuo – é uma metodologia para o alcance de melhorias rápidas, que consiste no emprego organizado do senso comum e da criatividade para aprimorar um processo individual ou um fluxo de valor completo. O Kaizen é geralmente usado para resolver problemas de escopo restrito identificados após o Mapeamento do Fluxo de Valor e é conduzido por uma equipe formada por pessoas com diferentes funções na empresa. As principais diretrizes para a condução do Kaizen, segundo Michael L. George, David Rowlands, Mark Price e John Maxey1, são apresentadas a seguir. ♦ A equipe deve trabalhar em regime de dedicação total (tempo integral) durante o evento Kaizen – também denominado workshop Kaizen –, cuja duração é de três a cinco dias. Para que isso seja viável, é necessário que o sponsor do projeto, o líder do Kaizen e os participantes da equipe tomem providências prévias para que o trabalho de rotina seja realizado de outra forma durante esse período (situação similar à época de férias de cada participante). ♦ O escopo do projeto deve ser definido anteriormente e de forma precisa, pois a equipe não dispõe de tempo para readequação dos objetivos e limites para o trabalho. ♦ Os dados básicos relacionados ao projeto devem ser previamente coletados (por um Black Belt, Green Belt ou outro especialista). ♦ A implementação deve ser imediata, isto é, a maior parte das ações definidas deve ser colocada em prática durante a semana do evento Kaizen e aquilo que não for possível executar durante o evento deve ser finalizado em um prazo máximo de 20 dias. Para que essa diretriz possa ser cumprida é aceitável um nível de confiança de 70% na tomada de decisões, bem como soluções que são “mais ou menos ok”, isto é, não foram refinadas. ♦ Durante o evento Kaizen, os gestores devem disponibilizar o acesso às áreas de suporte da empresa – manutenção, tecnologia da informação, recursos humanos, marketing etc. -, caso seja necessário. Como o Kaizen deve ser conduzido? O Kaizen é conduzido de acordo com as fases mostradas na Figura 4.1, as quais seguem a estrutura do método DMAIC2, conforme apresentado na Figura 4.2. FIGURA 4.1 Fases do Kaizen FIGURA 4.2 Atividades para a condução do Kaizen estruturadas segundo o método DMAIC Quando usar o Kaizen? Segundo Michael L. George, David Rowlands, Mark Price e John Maxey3, o Kaizen pode ser utilizado quando: ♦ Fontes de desperdício óbvias foram identificadas. ♦ O escopo de um problema está claramente definido e compreendido. ♦ O risco de implementação é mínimo. ♦ Os resultados são necessários imediatamente. ♦ É desejável aumentar a velocidade e adquirir credibilidade nas fases iniciais de um projeto de melhoria. Alertas quanto ao uso do Kaizen Os pontos a seguir devem ser objetos de atenção da empresa: ♦ O líder do Kaizen deverá visitar a área do projeto na semana anterior ao evento. ♦ Qualquer ferramenta pode ser utilizada pela equipe durante um evento Kaizen, desde que seja viável para o tempo disponível. ♦ As fases de preparação e follow-up do evento Kaizen são tão (ou mais) importantes quanto o evento em si e não devem ser negligenciadas pelos gestores. ♦ É importante a realização de uma reunião de revisão no meio da semana do evento Kaizen. Essa reunião tem o objetivo de apresentar aos gestores as ações propostas para implementação e obter aprovação para prosseguimento. ♦ Na apresentação final devem ser relatados os resultados das ações de melhoria implementadas, juntamente com uma avaliação quanto ao alcance da meta. Também deve ser foco da apresentação o plano para garantia da manutenção dos resultados e para realização do follow-up do evento Kaizen. ♦ É possível usar o Kaizen para a aplicação de outras ferramentas lean específicas – por exemplo, aplicar a Redução de Setup em quatro máquinas ou aplicar o 5S em uma célula de trabalho. ♦ É necessária atenção quanto aos pontos fortes e riscos do Kaizen, conforme apresentado na Figura 4.3 FIGURA 4.3 Pontos fortes e riscos do Kaizen, segundo Jeffrey Liker e David Meier4 CAPÍTULO 5 Kanban “The whole life of the individual is nothing but the process of giving birth to himself; indeed, we should be fully born, when we die, although it is the tragic fate of most individuals to die before they are born.” Erich Fromm O que é Kanban? De acordo com o Léxico Lean – Glossário Ilustrado para Praticantes do Pensamento Lean1, “o Kanban é um dispositivo sinalizador que autoriza e dá instruções para a produção ou para a retirada de itens em um sistema puxado. O termo significa ‘sinal’ em japonês. Os cartões Kanban são o exemplo mais conhecido e comum de sinalização. Com frequência, são simples cartões de papelão, às vezes protegidos por envelopes de plástico, contendo informações como nome e número da peça, fornecedor externo ou processo fornecedor interno, local de armazenamento e local do processo de consumo. Um código de barras pode ser impresso no cartão com a finalidade de rastreabilidade ou cobrança automática. Além de cartões, o Kanban pode ser uma placa triangular de metal, bolas coloridas, sinais eletrônicos ou qualquer outro dispositivo que forneça as informações necessárias, evitando a entrada de instruções erradas”. O método baseado na utilização dos cartões Kanban para o controle do fluxo de materiais em um processo produtivo é conhecido como sistema Kanban. Portanto, o Kanban é usado para controlar um sistema puxado, isto é, um produto é fabricado ou um item é retirado somente quando um cartão Kanban assim o determinar. Os tipos de Kanban são sumarizados na Figura 5.1. FIGURA 5.1 Tipos de Kanban Qual o conteúdo de um cartão Kanban? Um cartão Kanban deve conter as seguintes informações: ♦ O que, quanto, quando e como produzir. ♦ Como transportar o que foi produzido. ♦ Onde armazenar o que foi transportado. Por que usar o sistema Kanban? O uso do sistema Kanban resulta nos seguintes benefícios para a empresa: ♦ Capacidade de evitar o excesso de produção e de reduzir estoques e, consequentemente, de evitar desperdícios. ♦ Conhecimento das prioridades de produção por todos os empregados. ♦ Diretrizes de trabalho baseadas na condição atual de operação do processo. ♦ Eliminação da necessidade de espera por novas instruções de trabalho. Como funciona o sistema Kanban? O sistema Kanban funciona de acordo com as etapas descritas a seguir e ilustradas na Figura 5.2. FIGURA 5.2 Como funciona o sistema Kanban? 1. Um operador do processo posterior leva os Kanbans de retirada ao supermercado (veja a Figura 2.3) do processo anterior. No supermercado, cada palete de material possui um cartão Kanban de produção anexado a ele. 2. Quando o operador do processo posterior retira os itens requisitados do supermercado, o Kanban de produção é destacado do palete e colocado no posto de Kanban de produção. p p p 3. Após a comparação das informações dos dois Kanbans (com o objetivo de se evitar erros de produção), o Kanban de retirada é anexado ao palete, em substituição ao Kanban de produção que acabou de ser destacado. 4. No processo posterior, quando o palete de material é utilizado, o Kanban de retirada é desanexado e colocado no posto de Kanban de retirada. 5. No processo anterior, os materiais são fabricados na mesma ordem de chegada dos Kanbans de produção ao posto de Kanban. 6. Os materiais produzidos e seus respectivos Kanbans de produção são movimentados juntos durante todo o processamento. 7. Na última etapa, os materiais acabados e seus respectivos Kanbans de produção são colocados no supermercado, onde um operador do processo posterior pode retirá-los e reiniciar o ciclo. Quais são as diretrizes para o uso do sistema Kanban? Na utilização do sistema Kanban, as regras a seguir devem ser obervadas: 1. O processo posterior retira somente o que é necessário do processo anterior. 2. O processo anterior fabrica somente a quantidade exata de itens que é retirada pelo processo posterior. 3. O processo anterior nunca envia itens defeituosos para o processo posterior. 4. Os cartões Kanban sempre acompanham os materiais movimentados, de modo a garantir controle visual. 5. O número de Kanbans deve ser minimizado ao longo do tempo, em um processo de melhoria contínua. Vale ressaltar que o uso das ferramentas Seis Sigma pode contribuir fortemente para o cumprimento das regras 3 e 5. Como determinar o número necessário de Kanbans em um processo? O número necessário de Kanbans é calculado pela seguinte equação: Na equação acima, o número de itens por Kanban é o tamanho mínimo do lote que pode ser movimentado ao longo do fluxo de valor e M é uma margem de segurança para levar em consideração imprevistos que possam impedir a finalização com sucesso de um pedido do cliente, tais como paradas não programadas e condições ambientais adversas. Por exemplo, para um processo com lead time de 10 dias (com 4.700 minutos de trabalho nesse período), tempo takt de 25 minutos, lote mínimo constituído por quatro unidades e margem de segurança igual a 3, o número de Kanbans é: CAPÍTULO 6 Padronização “Living is a form of not being sure, not knowing what’s next or how. The moment you know, you begin to die a li le.” Agnes de Mille O que é Padronização? A Padronização é o método usado para indicar os procedimentos para execução das tarefas de um processo, de modo que os resultados desejados possam ser alcançados e mantidos. Nas palavras de Vicente Falconi Campos1, “a definição de Padronização não se limita ao estabelecimento (consenso, redação e registro) do padrão, mas inclui também a sua utilização (treinamento e verificação contínua da sua observação).” É importante destacar que uma boa parte da variabilidade dos processos produtivos poderá ser evitada se as tarefas forem executadas da mesma forma, isto é, se forem padronizadas entre turnos, equipes, operadores etc., o que contribuirá para a melhoria de custos, qualidade, cumprimento de prazos e segurança. No contexto do Lean Manufacturing, a criação de procedimentos padronizados para o trabalho dos operadores de um processo produtivo é baseada no tempo takt, na sequência das tarefas executadas por um operador dentro do tempo takt e no estoque padrão exigido para a operação do processo. Quais são os passos para a Padronização? A Padronização segue as etapas abaixo: 1. Definir o processo a ser padronizado e determinar as tarefas repetitivas e os procedimentos básicos. 2. Reunir as pessoas envolvidas no processo, discutir os métodos utilizados e encontrar o melhor e mais simples procedimento operacional. 3. Testar e documentar o procedimento definido no item anterior, registrando as atividades em uma linguagem que todos os envolvidos possam entender. O documento gerado nessa etapa, cuja estrutura é ilustrada na Figura 6.12, é denominado Procedimento Operacional Padrão (Standard Operation Procedure – SOP). FIGURA 6.1 2 Estrutura de um Procedimento Operacional Padrão 4. Comunicar a existência do novo padrão a todos os afetados ou relacionados a ele. 5. Treinar todos os operadores e supervisores, de modo que eles executem exatamente aquilo que foi padronizado, sempre da mesma maneira. 6. Auditorar periodicamente os processos para verificar a utilização dos Procedimentos Operacionais Padrão e aperfeiçoá-los sempre que possível. Um exemplo de Procedimento Operacional Padrão, extraído do livro Gerenciamento pela Qualidade Total na Saúde, é apresentado na Figura 6.23. FIGURA 6.2 3 Exemplo de Procedimento Operacional Padrão Por que usar a Padronização? O uso da Padronização resulta nos seguintes benefícios para a empresa: ♦ Melhoria da capacidade de realização das tarefas. ♦ Delineamento claro dos objetivos do trabalho. ♦ Facilitação do treinamento de novos operadores. ♦ Melhoria e consolidação da segurança no trabalho. ♦ Redução da variabilidade de um mesmo operador e entre diferentes operadores. ♦ Redução do tempo de setup das máquinas. ♦ Diminuição das quebras e paradas de equipamentos. ♦ Incorporação das ideias dos próprios executores para melhorar e facilitar o trabalho. ♦ Estabelecimento de uma base inicial para atividades de melhoria dos processos. Em resumo, a Padronização é uma ferramenta que muito contribui para melhoria da produtividade e da qualidade. Quais são os principais tipos de documentos usados para Padronização no Lean Manufacturing? No Lean Manufacturing são usados com maior frequência a Tabela de Combinação do Trabalho Padronizado e o Diagrama do Trabalho Padronizado, conforme descrito a seguir. ♦ Tabela de Combinação do Trabalho Padronizado A Tabela de Combinação do Trabalho Padronizado (Figura 6.3) é um formulário que apresenta, para cada operador em um processo produtivo, os tempos gastos com operação de máquinas, trabalho manual e movimentação (caminhada). FIGURA 6.3 Exemplo de Tabela de Combinação do Trabalho Padronizado ♦ Diagrama do Trabalho Padronizado O Diagrama do Trabalho Padronizado (Figura 6.44) é um formulário que ilustra a sequência do trabalho, apresentando os movimentos do operador, a localização dos materiais e o layout do processo. O diagrama também apresenta áreas críticas com relação aos fatores qualidade e segurança, que requerem monitoramento. FIGURA 6.4 4 Exemplo de Diagrama do Trabalho Padronizado Alertas quanto ao uso da Padronização Os pontos abaixo devem ser objeto de atenção da empresa: ♦ Antes de se estabelecer um padrão, deve haver a conscientização de sua necessidade e a definição de seu objetivo. ♦ A padronização não é uma obrigação, e sim um consenso quanto a melhor forma para se executar uma atividade, de modo que os melhores resultados sejam alcançados. ♦ A padronização é apenas um meio – o fim é a obtenção de melhores resultados. ♦ A padronização garante a permanência do domínio tecnológico, ou seja, o conhecimento do melhor procedimento e de como utilizá-lo fica registrado na empresa. ♦ Nos padrões, além dos procedimentos de rotina, devem constar explicações sobre os seguintes elementos: • Forma de verificação da existência de possíveis anomalias. • Procedimentos para descoberta das causas das anomalias. • Procedimentos para bloqueio das causas e eliminação das anomalias. ♦ Alterações nos padrões somente devem ser feitas quando a análise de dados coletados do processo indicar que a nova alternativa é melhor. Caso isso ocorra, todos os envolvidos devem ser treinados novamente com base no novo padrão. CAPÍTULO 7 5S “To understand things we must have been once in them and then have come out of them; so that first there must be captivity and then deliverance, illusion followed by dissillusion, enthusiasm by disappointment. He who is still under the spell and he who has never felt the spell are equally incompetent.” Amiel O que é 5S? O 5S é um método cujo objetivo é promover e manter a limpeza e a organização das áreas de trabalho – tanto administrativas quanto de manufatura –, funcionando como um pilar básico do Lean Manufacturing. A sigla 5S é derivada de cinco palavras japonesas que começam com a letra S, conforme apresentado na Figura 7.1. Para que o 5S seja efetivo, deve haver o envolvimento direto das pessoas que operam os processos. FIGURA 7.1 Significado do 5S Por que adotar o 5S? O 5S resulta nos seguintes benefícios para a empresa: ♦ Aumento da produtividade. ♦ Melhor atendimento aos prazos. ♦ Redução de defeitos. ♦ Aumento da segurança no trabalho. ♦ Redução de material perdido. ♦ Melhor capacidade para distinção entre condições normais e anormais de trabalho. Quais são os passos para a implementação do 5S? As etapas para implementação e manutenção do 5S são mostradas na Figura 5.2. FIGURA 7.2 Etapas para implementação e manutenção do 5S Alertas quanto ao uso do 5S ♦ Os pontos a seguir devem ser objeto de atenção da empresa: • O primeiro S – classificar – deve ser cuidadosamente realizado. Quanto melhor for o trabalho executado nessa etapa, mais fácil será a condução das próximas. • O 5S deve fazer parte do trabalho de todas as pessoas da empresa. • O sucesso do 5S deve ser comemorado e amplamente divulgado. CAPÍTULO 8 Redução de Setup “We neither get be er or worse as we get older, but more like ourselves.” Robert Anthony O que é Redução de Setup? A Redução de Setup é um método para diminuição do tempo necessário para a troca da fabricação de um tipo de produto para outro (tempo de setup1). O método também é conhecido pela sigla SMED (Single Minute Exchange of Die), que se refere ao objetivo de redução dos tempos de troca para menos de dez minutos, ou seja, para um único dígito. O método foi criado, nas décadas de 1950 e 1960, por Shigeo Shingo, consultor da Toyota, que separou os procedimentos de setup nas duas categorias abaixo: ♦ Procedimentos internos – somente podem ser realizados quando a operação do equipamento é interrompida, tais como a fixação e a remoção de matrizes. ♦ Procedimentos externos – podem ser executados quando o equipamento está em atividade, tais como o transporte de matrizes da estocagem à montagem e a procura de ferramentas. O principal recurso do método criado por Shingo consiste na conversão dos procedimentos internos em externos. Essa conversão é geralmente capaz de reduzir o tempo de setup em pelo menos 50%. Quais são as etapas de um processo de setup? Os processos de setup, antes de sua otimização por meio do método criado por Shingo, são constituídos por quatro etapas, independentemente do tipo de equipamento ou operação, conforme apresentado na Figura 8.12. FIGURA 8.1 Etapas de um processo de setup Como a Redução de Setup deve ser conduzida? A Redução de Setup é conduzida de acordo com as atividades mostradas na Figura 8.2, as quais foram estruturadas segundo o método DMAIC. Vale destacar que, na literatura técnica sobre o tema – veja, por exemplo, o livro de Shigeo Shingo, intitulado Sistema de Troca Rápida de Ferramenta3 – e também em estudos de Benchmarking com outras empresas, podem ser obtidas diversas soluções para a Redução de Setup, que já foram implementadas com sucesso. FIGURA 8.2 Atividades da Redução de Setup FIGURA 8.3 Exemplo de folha de verificação para a documentação dos procedimentos realizados durante o setup FIGURA 8.4 Exemplo de Diagrama de Barras apresentando os ganhos da Redução de Setup Por que usar a Redução de Setup? A Redução de Setup resulta nos seguintes benefícios para a empresa: ♦ Possibilidade da produção económica em pequenos lotes, o que permite uma resposta mais rápida às variações da demanda de mercado. ♦ Redução do lead time. ♦ Aumento da flexibilidade para a introdução de modificações radicais na estrutura dos produtos, aprimorando a capacidade para atendimento das exigências dos clientes. ♦ Redução dos estoques em processo e dos estoques de produtos acabados, o que resulta em ganhos financeiros para a empresa. ♦ Redução de refugo e retrabalho, já que os defeitos são localizados mais rapidamente e mais perto de onde foram gerados. ♦ Redução da possibilidade de geração de erros nos procedimentos de regulagem e ajustes de ferramentas e equipamentos. Como usar a Redução de Setup em processos administrativos e de prestação de serviços? Em atividades administrativas e de prestação de serviços, o tempo de setup é aquele necessário para mudar de uma tarefa para outra. Alguns exemplos de mudança de tarefas são: ♦ Mudar de um sistema de computador para outro (login/logoff). ♦ Alterar a configuração de uma impressora – trocar o formulário e fazer os alinhamentos e ajustes necessários – para ora imprimir faturas, ora extratos de conta. ♦ Interromper a tarefa que está sendo executada, iniciar outra e retornar à primeira depois, usualmente com dificuldade para a retomada do foco – quem não se identifica com essa situação, sendo a outra tarefa “atender a uma ligação telefônica”? ♦ Procurar informações para concluir uma atividade em andamento. Em todos os exemplos acima, as pessoas envolvidas são desviadas do trabalho que agrega valor por ineficiência de setup. A Redução de Setup em processos administrativos e de serviços é conduzida de acordo com as atividades mostradas na Figura 8.54, as quais foram estruturadas segundo o método DMAIC. FIGURA 8.5 e serviços 4 Atividades da Redução de Setup em áreas administrativas CAPÍTULO 9 TPM – Total Productive Maintenance “How many cares one loses when one decides not to be something, but to be someone.” Coco Chanel O que é TPM? O TPM – Total Productive Maintenance (Manutenção Produtiva Total) – é um conjunto de procedimentos que têm como objetivo garantir que os equipamentos de um processo produtivo sejam sempre capazes de executar as tarefas necessárias, de modo a não interromper a produção. Para que o TPM seja efetivo, deve haver o envolvimento direto de todas as pessoas que operam os processos. O método, criado no Japão nas décadas de 1960 e 1970 na empresa Denso, fornecedora da Toyota, foi inicialmente estruturado a partir dos cinco pilares apresentados na Figura 9.1. Posteriormente, mais três pilares foram incluídos: qualidade, gerenciamente e segurança, higiene e meio ambiente. FIGURA 9.1 Os cinco pilares do TPM O TPM possui a palavra total em sua denominação pelos seguintes motivos: ♦ Requer a total participação de todas as pessoas, não só do pessoal de manutenção, mas também de operadores, supervisores, gerentes de linha, staff técnico e profissionais da qualidade. O comprometimento da alta administração é imprescindível. ♦ Objetiva a produtividade total do equipamento, voltando a atenção para as principais perdas sofridas pelas máquinas, conhecidas como as seis grandes perdas: pequenas paradas, perdas de velocidade, quebras, refugo, retrabalho e tempo de setup. ♦ Focaliza o ciclo de vida total do equipamento, reavaliando as atividades de manutenção em função do estágio em que o equipamento se encontra nesse ciclo. Já a palavra produtiva da sigla TPM está associada ao objetivo final da ferramenta, que é a produção eficiente, e não apenas a manutenção eficiente, como se costuma pensar. O termo manutenção relaciona-se também ao conceito de manter processos confiáveis e produção contínua. Em função de sua abrangência, algumas empresas adotam o TPM como base para a estruturação de seu sistema de gestão. Vale destacar que o TPM busca reduzir o downtime (tempo perdido de produção, devido a paradas planejadas ou não) dos equipamentos, a partir dos valores típicos próximos a 30% para menos de 5%. Para o alcance desses objetivos, no TPM os operadores realizam atividades diárias de manutenção, tais como inspeção, limpeza, lubrificação e ajuste dos equipamentos e também efetuam reparos simples. Para uma discussão detalhada do TPM, sugerimos o livro TPM/MPT:Manutenção Produtiva Total1. Como implementar o TPM? O TPM deve ser implementado de acordo com as etapas mostradas a seguir. 1. Melhorar a Eficácia Total do Equipamento (OEE) dos equipamentos essenciais A meta sugerida para a OEE é 85%. Vale destacar que não é 100% porque devem ser consideradas as necessidades de manutenção programada e de operação do equipamento abaixo do desempenho projetado, com o objetivo de sincronizá-lo com outras máquinas. Para a melhoria da OEE, poderão ser utilizadas as ferramentas Seis Sigma, bem como as demais técnicas do Lean Manufacturing. As Figuras 9.2 e 9.3 apresentam, respectivamente, um template e um exemplo de cálculo da OEE. FIGURA 9.2 Tempiate para o cálculo da OEE FIGURA 9.3 Exemplo de cálculo da OEE, tendo como base de cálculo uma semana de operação do equipamento É importante destacar que os valores da OEE para diferentes equipamentos ou processos não devem ser comparados. A comparação deve ser feita apenas para um mesmo equipamento ou processo, em momentos diferentes ao longo do tempo. Também é necessário ressaltar que as definições (forma de avaliação) das variáveis envolvidas no cálculo da OEE devem ser padronizadas e a confiabilidade dos dados utilizados deve ser previamente assegurada. 2. Implementar a manutenção autônoma Na manutenção autônoma, os operadores dos equipamentos são treinados para executar tarefas rotineiras de limpeza, inspeção e ajuste, que eram anteriormente realizadas por funcionários da área de manutenção. Desse modo, o pessoal da manutenção passa a dispor de mais tempo para a condução de atividades de melhoria contínua que necessitem de análises mais aprofundadas. 3. Elaborar um programa de manutenção planejada Em um programa de manutenção planejada, as atividades são realizadas de acordo com um cronograma pré-definido, com o objetivo de eliminar a necessidade de manutenção corretiva em resposta a quebras (veja a Figura 9.4). É importante esclarecer que a quebra representa uma falha visível, a qual é provocada por uma série de falhas invisíveis, como em um iceberg (Figura 9.5). Portanto, se as falhas invisíveis forem evitadas, as quebras não ocorrerão. Geralmente, as falhas invisíveis não são percebidas por estarem em locais de difícil acesso ou ocultas por sujeira, e também devido à falta de capacitação ou de interesse dos funcionários da produção e da manutenção. FIGURA 9.4 Estágios da manutenção FIGURA 9.5 Representação da quebra como resultado de falhas invisíveis 4. Elaborar um programa para gerenciamento do ciclo de vida dos equipamentos Um programa para gerenciamento do ciclo de vida dos equipamentos deve abranger as etapas mostradas na Figura 9.6. FIGURA 9.6 Etapas de um programa para gerenciamento do ciclo de vida dos equipamentos 5. Planejar e executar atividades de melhoria contínua Nesta etapa devem ser executados projetos de melhoria com base no método DMAIC. Por que implementar o TPM? O TPM resulta nos seguintes benefícios para a empresa: ♦ Elevação do nível de conhecimentos e da capacitação dos funcionários da produção e da manutenção. ♦ Melhoria do ambiente de trabalho. ♦ Redução do tempo de parada por quebra dos equipamentos e dos custos associados a esse tipo de interrupção da produção. ♦ Aumento da capacidade produtiva, o que pode gerar aumento de receita e das margens de contribuição dos produtos fabricados. CAPÍTULO 10 Gestão Visual “To believe your own thought, to believe that what is true for you in your private heart is true for all men – that is genius. Speak your latent conviction, ant it shall be the universal sense.” Ralph Waldo Emerson O que é Gestão Visual? De acordo com o Léxico Lean – Glossário Ilustrado para Praticantes do Pensamento Lean1, a Gestão Visual é a “colocação em local fácil de ver de todas as ferramentas, peças, atividades de produção e indicadores de desempenho do sistema de produção, de modo que a situação do sistema possa ser entendida rapidamente por todos os envolvidos”. É importante destacar que o 5S e a Padronização representam as bases para a implementação da Gestão Visual. Para uma discussão detalhada da Gestão Visual, sugerimos a leitura do livro The Visual Factory: Building Participation Through Shared Information2. Por que usar a Gestão Visual? O uso da Gestão Visual resulta nos seguintes benefícios para a empresa: ♦ Melhoria da comunicação entre departamentos e turnos de trabalho e do feedback entre operadores, supervisores e gerentes. ♦ Aumento da rapidez de resposta na ocorrência de anomalias. ♦ Melhoria da compreensão sobre o funcionamento da produção. ♦ Visualização imediata do alcance – ou não – da meta estabelecida para a performance diária dos processos. ♦ Aumento da conscientização para a eliminação de desperdícios. ♦ Melhoria da capacidade de estabelecer e apresentar prioridades de trabalho. ♦ Visualização imediata dos procedimentos operacionais padrão utilizados. Como implementar a Gestão Visual? As etapas para a implementação da Gestão Visual são ilustradas na Figura 10.1. FIGURA 10.1 Etapas para a implementação da Gestão Visual Que ferramentas são usadas na Gestão Visual? Algumas das principais ferramentas utilizadas na Gestão Visual são apresentadas a seguir. 1. Quadro Takt: O QuadroTakt mostra o cronograma de trabalho desejado, as diferenças para o trabalho efetivamente realizado e os motivos para essas diferenças. Essa ferramenta auxilia a manutenção do processo em um ritmo adequado, de modo que a demanda dos clientes seja atendida, mas sem que o nível máximo de trabalho em processo seja ultrapassado. Um exemplo de Quadro Takt é apresentado na Figura 10.23. FIGURA 10.2 Exemplo de Quadro Takt 2. Andon: O Andon – palavra japonesa que significa lâmpada – mostra o status das operações em uma área da empresa (por exemplo, quantas máquinas estão em funcionamento) e indica quando ocorre algo anormal (falta de matéria-prima, parada do equipamento, problema na qualidade do produto, entre outros). Segundo o Léxico Lean – Glossário Ilustrado para Praticantes do Pensamento Lean4, “um típico Andon é um luminoso com linhas de números que correspondem às estações de trabalho ou às máquinas. Um número se acende quando um problema é detectado por um sensor. A luz se acende automaticamente, ou é acesa por um operador que puxa uma corda ou aperta um botão. O número iluminado exige uma reação rápida do líder da equipe. Luzes coloridas sobre as máquinas, sinalizando problemas (em vermelho) ou mostrando que a q p q operação está ocorrendo normalmente (em verde), são outro tipo de Andon”. Um exemplo de Andon é apresentado na Figura 10.3. FIGURA 10.3 Exemplo de Andon O Andon é um elemento de um sistema denominado Jidoka ou Autonomação (automação com inteligência humana), que significa fornecer aos equipamentos e aos operadores a capacidade de detectar a ocorrência de algo anormal e, em função disso, interromper imediatamente o trabalho, o que facilita a descoberta e eliminação das causas-raiz dos problemas. 3. Quadro de Treinamento dos Operadores: O Quadro de Treinamento dos Operadores relaciona os funcionários de uma área da empresa e sumariza a situação de cada um deles em relação aos treinamentos considerados. Essa ferramenta auxilia o estabelecimento de prioridades para treinamento e permite a visualização de quem deve ser consultado sobre assuntos específicos relacionados à operação. Um exemplo de Quadro de Treinamento dos Operadores é apresentado na Figura 10.4. FIGURA 10.4 Exemplo de Quadro de Treinamento dos Operadores 4. Gráfico Sequencial para um Item de Controle: O Gráfico Sequencial para um Item de Controle é um diagrama usado para mostrar os valores individuais do resultado de um processo ao longo do tempo. O resultado de interesse pode ser, por exemplo, o percentual de produtos defeituosos fabricados, o nível sigma do processo, o downtime do equipamento devido à manutenção não programada ou o percentual de entregas fora do prazo. O Gráfico Sequencial para um Item de Controle facilita a visualização dos aspectos problemáticos da operação, aumentando o nível de conscientização e a participação de todos os envolvidos. Um exemplo de Gráfico Sequencial para um Item de Controle é apresentado na Figura 10.5. FIGURA 10.5 Exemplo de Gráfico Sequencial para um Item de Controle CAPÍTULO 11 Poka-Yoke “Great is the art of beginning, but greater the art of ending.” Henry Wadsworth Longfellow O que é Poka-Yoke? O Poka-Yoke – termo japonês que significa à prova de erros (error proofing ou mistake proofing) – consiste em um conjunto de procedimentos e/ou dispositivos cujo objetivo é detectar e corrigir erros em um processo antes que se transformem em defeitos percebidos pelos clientes (internos ou externos). Um dispositivo PokaYoke é qualquer mecanismo que evite que o erro seja cometido ou que faça com que seja óbvio à primeira vista, para que seja facilmente detectado e corrigido. Alguns exemplos de erros que podem ser evitados por meio do Poka-Yoke são a montagem incorreta de um componente, o esquecimento da fixação de uma peça em uma montagem, o não preenchimento de um campo em uma ficha de cadastro e a digitação de caracteres alfabéticos ao invés de caracteres numéricos em um campo de um formulário. Nas palavras de Shigeo Shingo1, que criou o Poka-Yoke na década de 1960, “defeitos surgem porque erros são cometidos; os dois têm uma relação de causa e efeito… Contudo, erros não se tornarão defeitos se houver feedback e ação no momento do erro”. Algumas causas típicas de erros, tanto em processos de manufatura quanto administrativos, são: esquecimento, falta de atenção, treinamento inadequado, falta de treinamento, falta de padronização, não obediência aos padrões. A Figura 11.1, criada a partir de exemplos extraídos do site2 www.campbell.berry.edu/pokayoke, apresenta alguns exemplos de dispositivos Poka-Yoke usados em situações cotidianas. Já a Figura 11.2, extraída do livro O Sistema Toyota da Produção do Ponto de Vista da Engenharia de Produção, de Shigeo Shingo3, mostra duas aplicações do Poka-Yoke em um fornecedor da Toyota. FIGURA 11.1 2 Exemplos de uso do Poka-Yoke em situações cotidianas FIGURA 11.2 Aplicações do Poka-Yoke em um fornecedor da Toyota, segundo Shigeo Shingo3 Quais são as categorias de PokaYoke? As categorias de dispositivos Poka-Yoke são descritas a seguir e sumarizadas na Figura 11.3. FIGURA 11.3 Categorias de dispositivos Poka-Yoke ♦ Poka-Yoke de prevenção: Emprega métodos que não permitem a ocorrência do erro. Um exemplo é o disquete da Figura 11.1. ♦ Poka-Yoke de detecção: Emprega dispositivos que interrompem o processo (Poka-Yoke de controle) ou emitem um sinal, tal como o som de um alarme ou o acendimento de uma luz (Poka-Yoke de advertência), quando um erro é cometido, de modo que o responsável possa corrigi-lo rapidamente. O disjuntor da Figura 11.1 é um exemplo de PokaYoke de controle, enquanto o alerta no painel de um automóvel que indica que a porta está aberta ou que o cinto de segurança do motorista não foi afivelado é um exemplo de Poka-Yoke de advertência. Quais são os possíveis designs para um dispositivo Poka-Yoke? Os três possíveis designs para um dispositivo Poka-Yoke são mostrados na Figura 11.44. FIGURA 11.4 4Designs para um dispositivo Poka-Yoke Quais são as etapas para a criação de um dispositivo Poka-Yoke? Para a criação de um dispositivo Poka-Yoke devem ser seguidas as oito etapas apresentadas na Figura 11.5, as quais foram estruturadas segundo o método DMAIC. FIGURA 11.5 Etapas para criação de um dispositivo Poka-Yoke Perguntas de Champions, Black Belts e Green Belts 1. Dentre os métodos de detecção, como optar entre o Poka-Yoke de controle e o de advertência? Para escolher qual tipo de Poka-Yoke usar, o usuário deve observar os seguintes pontos: ♦ O Poka-Yoke de controle é mais poderoso e eficiente que o de advertência, porque interrompe o processo até que a anomalia seja corrigida, ou seja, torna obrigatória a correção do erro. É mais indicado para erros que gerem defeitos impossíveis de serem corrigidos ou que produzam defeitos continuamente, até a ocorrência de uma intervenção humana ou mecânica. ♦ O Poka-Yoke de advertência permite a continuidade do processo que está gerando o erro, caso os responsáveis não atendam ao sinal. Por esse motivo, é mais indicado para erros pouco frequentes e que gerem defeitos passíveis de correção. Vale destacar que, sempre que possível, o Poka-Yoke de prevenção deve ser escolhido, já que representa total eliminação de erros. 2. Quais são as situações em que o uso do PokaYoke é mais indicado? ♦ Tarefas manuais que necessitem de muita atenção dos operadores. ♦ Processos com altos custos para treinamento dos operadores. ♦ Processos com elevado índice de turnover dos operadores. ♦ Operações que envolvam o posicionamento de diversos tipos de componentes. ♦ Operações que necessitem de ajustes frequentes. ♦ Processos que apresentem causas especiais de variação recorrentes. ♦ Processos de serviços em que os clientes tendem a cometer erros e culpar o provedor por eles. ♦ Situações em que o custo de uma falha externa percebida pelo cliente é muito superior ao custo de uma falha interna. 3. Quais são as características de um bom dispositivo Poka-Yoke? Um bom dispositivo Poka-Yoke deve ser simples e de baixo custo, de modo a facilitar sua utilização. Além disso, deve ser parte integrante do processo e estar situado próximo ao local de ocorrência do erro, de modo a permitir uma ação corretiva imediata. 4. O Poka-Yoke também pode ser aplicado em processos administrativos e de prestação de serviços? Sim, e especialmente em etapas nas quais os clientes tendem a cometer erros e culpar o provedor por eles. Alguns exemplos de aplicação são: ♦ Formulários eletrônicos de cadastro que retornam à etapa anterior até que todos os campos obrigatórios sejam preenchidos. ♦ Correções ortográficas automáticas dos processadores de texto. ♦ Bandejas cirúrgicas com locais específicos reservados e identificados para cada instrumento, de modo a permitir a visualização de que todos os instrumentos foram removidos do corpo do paciente antes de se realizar a sutura da incisão. ♦ Caixas automáticos de bancos nos quais é impossível prosseguir com novos comandos sem antes retirar o cartão. ♦ Campainhas do tipo sino instaladas na porta de entrada de estabelecimentos comerciais, para garantir que a chegada de um novo cliente não deixe de ser notada. ANEXO A Ícones do Mapeamento do Fluxo de Valor A.1 Ícones do fluxo de material FIGURA A.1 Ícones do fluxo de material A.2 Ícones do fluxo de informação FIGURA A.2 Ícones do fluxo de informação A.3 Ícones gerais FIGURA A.3 Ícones gerais ANEXO B Comentários e referências Capítulo 1 1. Womack, James P, Jones, Daniel T. A Máquina que Mudou o Mundo. In: Rio de Janeiro: Elsevier; 2004;342. . 2. Womack, James P, Jones, Daniel T. A Mentalidade Enxuta nas Empresas: Elimine o Desperdício e Crie Riqueza. In: Rio de Janeiro: Elsevier; 2004;370. 3. Womack, James P, Jones, Daniel T. A Mentalidade Enxuta nas Empresas: Elimine o Desperdício e Crie Riqueza. In: Rio de Janeiro: Elsevier; 2004;3. 4. Lean Institute Brasil. Os 5 Princípios do Lean Thinking (h p://www.lean.org.br). Acesso em 30/12/2005. 5. Werkema Cristina. Criando a Cultura Seis Sigma. In: Rio de Janeiro: Elsevier; 2012 – no prelo. 6. A Figura 1.8 foi extraída de Bertels, T. Rath & Strong’s Six Sigma Leadership Handbook (Hoboken: John Wiley & Sons, Inc., 2003), p.128. Capítulo 2 1. Lean Enterprise Institute. In: Léxico Lean – Glossário Ilustrado para Praticantes do Pensamento Lean. São Paulo: Lean Institute Brasil; 2003;46. 2. Lean Enterprise Institute. In: Léxico Lean – Glossário Ilustrado para Praticantes do Pensamento Lean. São Paulo: Lean Institute Brasil; 2003;23. 3. Womack, James P. The Product Family Matrix: Homework Before Value Stream Mapping. Artigo extraído do site h p://www.lean.org/Community/Resources/ThinkersCorner.cfm. Acesso em 09/01/2006. 4. Lean Enterprise Institute. In: Léxico Lean – Glossário Ilustrado para Praticantes do Pensamento Lean. São Paulo: Lean Institute Brasil; 2003; pp. 24, 31, 75, 79, 80. 5. Rother Mike, Shook John. In: Aprendendo a Enxergar – Mapeando o Fluxo de Valor para Agregar Valor e Eliminar o Desperdício. São Paulo: Lean Institute Brasil; 2003;44–54. 6. O tempo takt é discutido em detalhes no capítulo 3. 7. A Figura 2.5 foi extraída do Léxico Lean – Glossário Ilustrado para Praticantes do Pensamento Lean (São Paulo: Lean Institute Brasil, 2003), p. 75. 8. Lean Enterprise Institute. In: Léxico Lean – Glossário Ilustrado para Praticantes do Pensamento Lean. São Paulo: Lean Institute Brasil; 2003;47. 9. Rother Mike, Shook John. Aprendendo a Enxergar – Mapeando o Fluxo de Valor para Agregar Valor e Eliminar o Desperdício. In: São Paulo: Lean Institute Brasil; 2003;102. 10. Rother Mike, Shook John. Aprendendo a Enxergar – Mapeando o Fluxo de Valor para Agregar Valor e Eliminar o Desperdício. In: São Paulo: Lean Institute Brasil; 2003;90. 11. Werkema Cristina. Criando a Cultura Seis Sigma. In: Rio de Janeiro: Elsevier; 2012 – no prelo. 12. A ferramenta Mapa de Processo será apresentada em outro volume da série Werkema de Excelência Empresarial. Capítulo 3 1. Lean Enterprise Institute. In: Léxico Lean – Glossário Ilustrado para Praticantes do Pensamento Lean. São Paulo: Lean Institute Brasil; 2003;16; 76–77. . 2. A denominação Lei de Li le é uma homenagem a John D. C. Li le, professor da Sloan School of Management do Massachuse s Institute of Technology (MIT), que a demonstrou matematicamente em 1961. 3. A Figura 3.4 foi construída com base em um exemplo apresentado no livro de Michael L. George intitulado Lean Six Sigma for Service: How to Use Lean Speed and Six Sigma Quality to Improve Services and Transactions (New York: The McGraw-Hill Companies, 2003), pp. 32–33. 4. George Michael L. Lean Six Sigma for Service: How to Use Lean Speed and Six Sigma Quality to Improve Services and Transactions. In: New York: The McGraw-Hill Companies; 2003;29. 5. A Figura 3.6 foi extraída de Williams, M. A., Bertels, T., Dershin, H., Rath & Strong’s Six Sigma Pocket Guide (Lexington: Rath & Strong Management Consultants, 2000), p. 109. Capítulo 4 1. George Michael L, Rowlands David, Price Mark, Maxey John. The Lean Six Sigma Pocket Toolbook: A Quick Reference Guide to Nearly 100 Tools for Improving Process Quality, Speed and Complexity. In: New York: The McGraw-Hill Companies; 2005;20. 2. O método DMAIC e as ferramentas Seis Sigma são apresentados no volume 1 da série Werkema de Excelência Empresarial. In: Werkema, Cristina Criando a Cultura Seis Sigma. Rio de Janeiro: Elsevier; 2012 – no prelo. 3. George Michael L, Rowlands David, Price Mark, Maxey John. The Lean Six Sigma Pocket Toolbook: A Quick Reference Guide to Nearly 100 Tools for Improving Process Quality, Speed and Complexity. In: New York: The McGraw-Hill Companies; 2005;21. 4. Liker Jeffrey K, Meier David. The Toyota Way Fieldbook: A Practical Guide for Implementing Toyota’s 4Ps. In: New York: The McGraw-Hill Companies; 2006;397. Capítulo 5 1. Lean Enterprise Institute. In: Léxico Lean – Glossário Ilustrado para Praticantes do Pensamento Lean. São Paulo: Lean Institute Brasil; 2003;39. . Capítulo 6 1. Campos, Vicente Falconi. In: Qualidade Total: Padronização de Empresas (Belo Horizonte: Fundação Christiano O oni, Escola de Engenharia da UFMG, 1992). 1992;3. 2. A Figura 6.1 foi extraída de Werkema, M. Cristina C. Ferramentas Estatísticas Básicas para o Gerenciamento de Processos (Belo Horizonte: Fundação Christiano O oni, Escola de Engenharia da UFMG, 1995), p. 352. 3. A Figura 6.2 foi extraída de Nogueira, Luiz Carlos. Gerenciando pela Qualidade Total na Saúde (Belo Horizonte: Fundação Christiano O oni, Escola de Engenharia da UFMG, 1996), p. 41. 4. A Figura 6.4 foi extraída do Léxico Lean – Glossário Ilustrado para Praticantes do Pensamento Lean (São Paulo: Lean Institute Brasil, 2003), p. 85. Capítulo 8 1. O tempo de setup é definido como o intervalo decorrido entre a fabricação da última peça do ciclo de produção que acabou de ser finalizado e a fabricação da primeira peça perfeita do novo tipo de produto. 2. A Figura 8.1 foi construída com base em trechos do livro Quick Changeover for Operators: The SMED System, criado pelo The Productivity Press Development Team (Portland: Productivity, Inc., 1996), pp. 24–26. 3. Shingo Shigeo. Sistema de Troca Rápida de Ferramenta: Uma Revolução nos Sistemas Produtivos. In: Porto Alegre: Bookman; 2000;327. . 4. A Figura 8.5 foi construída com base em trechos do livro de Michael L. George, Lean Six Sigma for Service: How to Use Lean Speed and Six Sigma Quality to Improve Services and Transactions (New York: The McGraw-Hill Companies, 2003), pp. 295–297. Capítulo 9 1. Takahashi Yoshikazu, Osada Takashi. TPM/MPT: Manutenção Produtiva Total. In: São Paulo: Instituto IMAM; 1993;322. Capítulo 10 1. Lean Enterprise Institute. In: Léxico Lean – Glossário Ilustrado para Praticantes do Pensamento Lean. São Paulo: Lean Institute Brasil; 2003;39. 2. Greif Michel. The Visual Factory: Building Participation Through Shared Information. In: Portland: Productivity, Inc.; 1991;281. 3. A Figura 10.2 foi extraída do livro de Michael L. George, Lean Six Sigma for Service: How to Use Lean Speed and Six Sigma Quality to Improve Services and Transactions (New York: The McGraw-Hill Companies, 2003), p. 41. 1. Lean Enterprise Institute. In: Léxico Lean – Glossário Ilustrado para Praticantes do Pensamento Lean. São Paulo: Lean Institute Brasil; 2003;4. Capítulo 11 1. Shingo Shigeo. Zero Quality Control: Source Inspection and the Poka-Yoke System. In: Portland: Productivity Press; 1986;82. 2. h p://www.campbell.berry.edu/pokayoke. Acesso em 03/01/2006. 3. Shingo Shigeo. O Sistema Toyota de Produção do Ponto de Vista da Engenharia de Produção. In: Porto Alegre: Bookman; 1996;57– 58. 4. Os exemplos da Figura 11.4 foram extraídos do livro MistakeProofing for Operators:The ZQC System, The Productivity Press Development Team (Portland: Productivity Press, 1996), pp. 40– 43.Vários outros exemplos de designs para dispositivos Poka-Yoke podem ser encontrados nessa obra. ANEXO C Referências Capítulo 1 1. Bertels T. Rath & Strong’s Six Sigma Leadership Handbook. In: Hoboken: John Wiley & Sons, Inc.,; 2003;566. 2. Lean Institute Brasil: Os 5 Princípios do Lean Thinking. <h p://www.lean.org.br>. Acesso em 30/12/2005. 3. Werkema Cristina. Criando a Cultura Seis Sigma. In: Rio de Janeiro: Elsevier; 2012; (no prelo). 4. Womack James P, Jones Daniel T. A Máquina que Mudou o Mundo. In: Rio de Janeiro: Elsevier; 2004;342. 5. Womack James P, Jones Daniel T. A Mentalidade Enxuta nas Empresas: Elimine o Desperdício e Crie Riqueza. In: Rio de Janeiro: Elsevier; 2004;408. Capítulo 2 1. Lean Enterprise Institute. In: Léxico Lean – Glossário Ilustrado para Praticantes do Pensamento Lean. São Paulo: Lean Institute Brasil; 2003;98. 2. Rother Mike, Shook John. Aprendendo a Enxergar – Mapeando o Fluxo de Valor para Agregar Valor e Eliminar o Desperdício. In: São Paulo: Lean Institute Brasil; 2003;102. 3. Werkema Cristina. Criando a Cultura Seis Sigma. In: Rio de Janeiro: Elsevier; 2012; (no prelo). 4. Womack James P. In: The Product Family Matrix: Homework Before Value Stream Mapping <h p://www.lean.org/Community/Resources/ThinkersCorner.cfm> Acesso em. 09/01/2006. Capítulo 3 1. George Michael L. Lean Six Sigma for Service: How to Use Lean Speed and Six Sigma Quality to Improve Services and Transactions. In: New York: The McGraw-Hill Companies; 2003;386. 2. Lean Enterprise Institute. In: Léxico Lean – Glossário Ilustrado para Praticantes do Pensamento Lean. São Paulo: Lean Institute Brasil; 2003;98. 3. Williams MA, Bertels T, Dershin H. Rath & Strong’s Six Sigma Pocket Guide. In: Lexington: Rath & Strong Management Consultants,; 2000;192. Capítulo 4 1. George Michael L, Rowlands David, Price Mark, Maxey John. The Lean Six Sigma Pocket Toolbook: A Quick Reference Guide to Nearly 100 Tools for Improving Process Quality, Speed and Complexity. In: New York: The McGraw-Hill Companies; 2005;282. 2. Liker Jeffrey K, Meier David. The Toyota Way Fieldbook:A Practical Guide for Implementing Toyota’s 4Ps. In: New York: The McGraw-Hill Companies; 2006;475. 3. Werkema Cristina. Criando a Cultura Seis Sigma. In: Rio de Janeiro: Elsevier,; 2012; (no prelo). Capítulo 5 1. Lean Enterprise Institute. In: Léxico Lean – Glossário Ilustrado para Praticantes do Pensamento Lean. São Paulo: Lean Institute Brasil; 2003;98. Capítulo 6 2. Campos Vicente Falconi. Qualidade Total: Padronização de Empresas. In: Belo Horizonte: Fundação Christiano O oni, Escola de Engenharia da UFMG; 1992;122. 2. Lean Enterprise Institute. In: Léxico Lean – Glossário Ilustrado para Praticantes do Pensamento Lean. São Paulo: Lean Institute Brasil; 2003;98. 3. Nogueira Luiz Carlos. Gerenciando pela Qualidade Total na Saúde. In: Belo Horizonte: Fundação Christiano O oni, Escola de Engenharia da UFMG,; 1996;94. 4. Werkema M, Cristina C. Ferramentas Estatísticas Básicas para o Gerenciamento de Processos. In: Belo Horizonte: Fundação Christiano O oni, Escola de Engenharia da UFMG,; 1995;384. Capítulo 8 1. George Michael L. Lean Six Sigma for Service: How to Use Lean Speed and Six Sigma Quality to Improve Services and Transactions. In: New York: The McGraw-Hill Companies,; 2003;386. 2. Shingo Shigeo. Sistema de Troca Rápida de Ferramenta: Uma Revolução nos Sistemas Produtivos. In: Porto Alegre: Bookman,; 2000;327. 3. The Productivity Press Development Team. In: Quick Changeover for Operators: The SMED System. Portland: Productivity, Inc; 1996;77. Capítulo 9 1. Takahashi Yoshikazu, Osada Takashi. TPM/MPT:Manutenção Produtiva Total. In: São Paulo: Instituto IMAM; 1993;322. Capítulo 10 2. George Michael L. Lean Six Sigma for Service: How to Use Lean Speed and Six Sigma Quality to Improve Services and Transactions. In: New York: The McGraw-Hill Companies,; 2003;386. 3. Greif Michel. The Visual Factory: Building Participation Through Shared Information. In: Portland: Productivity, Inc.,; 1991;281. 4. Lean Enterprise Institute. Léxico Lean – Glossário Ilustrado para Praticantes do Pensamento Lean. São Paulo: Lean Institute Brasil; 2003; 98p. Capítulo 11 1. <h p://www.campbell.berry.edu/pokayoke>. Acesso em 03/01/2006. 2. Shingo Shigeo. O Sistema Toyota de Produção do Ponto de Vista da Engenharia de Produção. In: Porto Alegre: Bookman,; 1996;291. 3. Shingo Shigeo. Zero Quality Control: Source Inspection and the Poka-Yoke System. In: Portland: Productivity Press,; 1986;382. 4. The Productivity Press Development Team. In: Quick Changeover for Operators: The SMED System. Portland: Productivity, Inc; 1996;77.