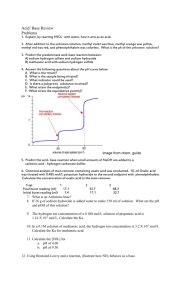
MANUFACTURE 1. Oxalic acid from sodium formate RAW MATERIALS Basis: 1000kg oxalic acid dihydrate from sodium formate Sodium formate Calcium hydroxide Module:2 Sulfuric acid Lec ture:10 Oxalic ac id 1325kg 650kg 950kg Dr. N. K. Patel REACTION: Reaction Manufacture process MANUFACTURE PROCESS Sodium formate was obtained by the reaction of solid sodium hydroxide (97 - 98%) Sodium formate was temperature obtained by reac tion of solid sodium and carbon monoxide at 200C and the 150psi pressure in an autoclave. hydroxide (97 - 98%) and c arbon monoxide at 2000C temperature and 150psi pressure an autoclave. Sodium in oxalate was obtained, at the completion of above reaction by reducing the pressure in autoclave and increasing the temperature to 400C. Reaction was Sodium oxalate was obtained, at the of above reac tion by completed after the evolution of hydrogen wascompletion ceased. reduc ing the pressure in autoc lave and inc reasing the temperature to 4000C . Reac was cmixture ompleted the evolution of hydrogen was c eased. The tion reaction wasafter transferred to precipitator and calcium hydroxide was C a l c iu mThe calcium oxalate D i lu t e added under was filtered and sodium hydroxide was H y d r o g e n stirring. h y d r o x id e s u l fu r i c a c id concentrated for reuse. Filter cake of crude calcium oxalate run to an acidifier with S o d iu m fo r m a te C r y s t a l li z e r small amount of calcium carbonate and treated with dilute sulfuric acid. Calcium precipitated out as calcium sulphate dihydrate (CaSO4.2H2O). Mother liquor was run to a crystallizer and concentrated to specific gravity of 300Be. Crystallize oxalic acid in the form of dehydrate was washed and dried. The yield of oxalic acid dehydrate was about 80% by weight based on sodium formate. It is generally sold and used, as the dihydrate, but heating the dihydrate to 100C where it loses 2 molecules of water may form anhydrous oxalic acid. The sodium oxalate may be acidified directly to oxalic acid by mixing 1 part sodium oxalate with 3 parts of methanol and 0.8 parts of concentrated sulfuric acid. Separate insoluble sodium sulfate, from the methyloxallate- methanol-sulfuric acid solution. Filter sodium sulfate and hydrolyze the mother liquor by the addition of 3.5 parts water to form oxalic acid and methanol. Distilled the methanol and recycled to the process. Concentrate the crude oxalic acid solution and crystallized the oxalic acid. Oxalic acid is also manufactured by the oxidation of molasses with nitric acid. Similarly, oxalic acid can be obtained from many other organic compounds like glycol, alcohol, fats, oat hulls saw dust and other cellulosic materials by oxidation with nitric acid. BLOCK DIAGRAM: 2 2. Oxalic acid from propylene RAW MATERIALS Basis: 1000kg oxalic acid from propylene Propylene 460kg Nitric acid 1375kg Oxygen 870kg REACTION 3 Dr. N. K. Patel Lec ture:10 Oxalic acid Reaction Manufacture process MANUFACTURING PROCESS In thisoxalic process acid wasbyobtained propylene withIt In this process acidoxalic was obtained oxidationby ofoxidation propyleneofwith nitric acid. nitric acid. It is the two-step process, in first step propylene was converted into α-nitratolactic acid and sec ond step leads to oxidation of α-nitratolactic acid acid and second step leads to oxidation of α-nitratolactic acid to oxalic acid. to oxalic acid. is the two-step process, in first step propylene was converted into α-nitratolactic In the first reactor, N it r ic a c idpropylene was introduced where it was reacted with nitric acid. N it r ic a c id re c ove ry Propylene to nitric acid molar ratio is kept at 0.01 - 0.5. The mixture from first reactor was run into second reactor where it was reacted with oxygen. In this reactor vaporF ir of nitric acid was continuously evolved from the top of the vessel. The st r e a c to r stream from vessel contains intermediate and trace amount of nitric acid was run P r o p y le n e into reservoir tank where acid was evolved. α-nitratolactic acid from reservoir was then run into autoclave where it was oxidized at 45 - 1000C in the presence of O xyg en mixed acid as catalyst. In this step α-nitratolactic acid is converted into oxalic acid dihydrate. The crude product was then transfer into a crystallizer where oxalic acid I n t e r m e d ia t e crystals obtained. The slurry from r crystallizer is filtered and sent for drying e s e r v o ir O xyg en operation where dried oxalic acid is obtained. N it r ic a c id BLOCK DIAGRAM C a t a ly s t F ilt e r A u t o c la v e M o th e r li q u o r C o ld a ir o u t D rye r H ot a ir O x a lic a c id F ig u r e : M a n u fa c tu r e o f O x a lic a c id fr o m P r o p y le n e Block diagram of manufac turing process 4 C a rb o n m o n o x id e N it r ic a c id N it r ic a c id re c o ve ry F ir s t re a c to r S econd r e a c to r O xyg en C a t a ly s t I n t e r m e d ia t e r e s e r v o ir A u t o c la v e N it r ic a c id C r y s t a lliz e r F ilt e r D ryer O x a lic a c id M o th e r liq u o r F ig u r e : M a n u fa c tu r e o f O x a lic a c id fr o m P r o p y le n e 5 3. Oxalic acid dimethyl oxalate process RAW MATERIALS Basis: 1000kg oxalic acid from methyl nitrite and carbon monoxide Carbon monoxide 957kg Methyl nitrite 1330kg Water 395kg REACTION MANUFACTRING PROCESS In this process, circulating gas containing CO and regenerated methyl nitrite from regeneration column was pressurized and fed to the reactor. In this vessel dimethyl oxalate was produced while methyl nitrite is mostly consumed. The dimethyl oxalate and unconverted mixture was run into the condenser where methanol was added. Uncondensed vapor contains methyl nitrite, water and methanol was drawn to regeneration column where NOx and oxygen are added to regenerate the methyl nitrite which is to be recycled. Condensed dimethyl oxalate from condenser was run into the distillation column where water vapors were removed while dimethyl oxalate was sent for hydrolysis where water is added. After the hydrolysis of oxalate, slurry was sent to the crystallizer where a crystal of oxalic acid is obtained. The slurry is then filtered and passed from dryer and dried oxalic acid stored. 6 BLOCK DIAGRAM 7 4. Oxalic Acid from Molasses using Nitric Acid: RAW MATERIALS: 1. 2. 3. 4. 5. Nitric Acid Sulphuric Acid Water Molasses Vanadium Pentoxide (Catalyst) REACTION C6H12O6 + HNO3 3 [COOH]2. 2H2O + 6NO MANUFACTURING PROCESS: Molasses is a viscous by-product of the refining of sugarcane, grapes, or sugar beets into sugar. The word comes from the Portuguese―melaço, ultimately derived from Mel, the Latin word for "honey”. The quality of molasses depends on the maturity of the source plant, the amount of sugar extracted, and the method employed. Molasses are of various type based on plant material from which it is produced. So different type of molasses produced base upon on various raw material are cane molasses from sugarcane, beet molasses from sugar beet, grape molasses from grapes .Its major constituents are- 1) Glucose–35.9% 2) Fructose-5.6% 3) Sucrose– 2.6% 4) Water-23.5% Initially molasses was preheated & temperature of it was increased from 37oC to 65.5oC. After that it was fed into a CSTR. Simultaneously Nitric acid was also fed into the CSTR along with Vanadium Pentoxide, which act as a catalyst. This mixture was mixed thoroughly & was allowed to react for 2-3 hours. After 23 hours, Oxalic acid, un-reacted molasses, un- reacted Nitric acid, Nitrogen Oxide was formed. Oxalic acid along with un-reacted molasses, unreacted Nitric acid and Vanadium Pentoxide comes out from the bottom section of CSTR and undergoes further separation process. During this process Vanadium Pentoxide gets first get separated out with help of a filter. Oxalic acid & mother liquor (unreacted Nitric acid & molasses) is separated in a 2-stage process. In the first stage, solution that has been filtered is fed 8 into a crystallizer in which oxalic acid crystals along with mother liquor comes out and further these are separated with help of a centrifuge. After Oxalic acid gets separated, to remove inclusion (process by which a solvent particles get trapped inside a crystal) ,it is re-crystallized by adding hot water inside a crystallizer containing these Oxalic acid crystals. After separating out the mother liquor again, Oxalic acid crystals are sent into drier to remove the moisture present on the surface of the crystals. Nitrogen Oxide gas which comes out from the top surface of CSTR cannot be discharged directly to the atmosphere, as it can cause air pollution, so this gas was sent into a compressor to increase the pressure & to a steam heater to increase the temperature. After that this gas was sent to fluidized-bed reactor & in presence of Al203catalyst, Nitrogen dioxide gas is formed. Al203after this get separated by cyclone separator. After this process, in an absorber, Nitrogen dioxide gas was allowed to react with water sprayed inside the absorber to produce Nitric acid & Nitrogen oxide gas. Nitric acid (20%)obtained which is less concentrated than the Nitric acid (95%)which was used as a fed can further be used in other industrial process and Nitrogen oxide gas can be recycled back to stream leading to fluidized bed reactor. BLOCK DIAGRAM V2O5 NO CS HNO3 NO MOLASSES NO R1 T S F S R2 NO+NO2 NO HNO3 (20%) FILTER HOTWATER N1 C1 N2 C2 TD OXALICACIDCRYSTALS 9 Figure: Manufacture of oxalic acid using Molasses & Nitric Acid Equipments: S – STEAM HEATER R1 – CSTR T – COMPRESSOR F – FLUIDIZED BED REACTOR R2 – ABSORBER CS- CYCLONE SEPARATOR N1 & N2 – CRYSTALLIZERS C1 & C2 – CENTRIFUGE TD- TUNNEL DRYER ENGINEERING ASPECTS & TECHNOLOGY SELECTION In propylene process, sulfuric acid is used which results into corrosion problem at the oxidation step. Oxidation reaction can be made speedy by using large reactor, thus increase in capital investment. Possibility of unstable by-product formation along with α-nitratolactic acid leads to explosion or decomposition. In dimethyl oxalate process, the manufacturing process is complex, time consuming and requires highest capital investment. In the sodium formate process, the temperature pressure conditions are quite high which might lead to safety issues and high equipment cost. Thus, considering the above drawbacks of the first three processes used in manufacturing oxalic acid, we choose the 4 th process i.e., Manufacture of oxalic acid using molasses & nitric acid. Reasons for selecting the 4th process are as follows: 1. Abundance of raw materials 2. Good yield of oxalic acid 3. Low cost of operation 4. No pollution caused during the process 5. Simplicity of operation 10