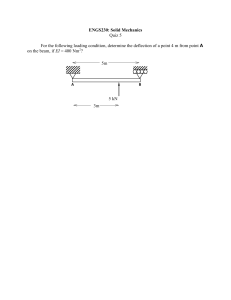
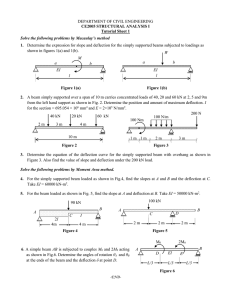
Applied Mechanics and Materials Vol. 163 (2012) pp 95-99 © (2012) Trans Tech Publications, Switzerland doi:10.4028/www.scientific.net/AMM.163.95 Online: 2012-04-12 Investigation of Tool Deflection of Solid Carbide End Mill in Cutting Process Qiong Wu 1,a, Yidu Zhang 1,b, Xiangsheng Gao1,c, Lin Fang2,d 1. State Key Laboratory of Virtual Reality Technology and Systems, School of Mechanical Engineering and Automation, Beihang University, Beijing 100191, China 2. Army Aviation Institute, School of Mechanical Engineering,Beijing,101123, China a c wuqlc@126.com, bydzhang@buaa.edu.cn, gaoxsh@ me.buaa.edu.cn, dfanglin@ me.buaa.edu.cn Keyword: Deflection, FEM, Cantilever Beam, Mill Abstract. Tool deflection is one of the important influencing factors for surface roughness and surface integrity of work piece in cutting process. The excessive deflection even causes seriously defects of work piece or failures of tool. This paper gives theory analysis and mathematic method to predict the tool deflection by means of the cantilever beam deflection theory. Based on modeling of 3-dimmsion milling force model, the finite element analysis has been performed for calculation of tool deflection. The experiment of tool deflection of solid end mill is performed to compare simulation and theory. Results show the correction and reliability of research method. It lays a foundation for fast calculation of tool deflection and optimization of milling parameters. Introduction In metal cutting operation, end mills are used for slot or peripheral milling. The cutting force acting on the end mill generally results in tool deflection. The main factors are the tool geometry, the cutting condition and the work piece properties. Tool deflection can affect the acceptable dimension accuracy of finishing. To achieve the time reducing and low price with good quality, many researchers have studied the form error caused by tool and work piece deflection and surface roughness [1-3]. Wang studied the tool deflections due to the bending and the twist in end milling based on the X and Y cutting force model [1]. The Z cutting force model was neglected because of little effect. The cutting force model was built based on the chip load and cut geometry in end milling. R. Jalili Saffar[4] investigated the tool deflection minimization in order to optimize the cutting parameters using genetic algorithms. Wang calculated the moment of inertia of the 2-fluted end mill cross-section by assuming that the cross-section area varies axially from the bottom to the neck and to the shank. The area moment of the tool can also be calculated using an equivalent tool radius. J. A. Nemes and E.B. Kivanc approximated the equivalent tool radius by cosine law [5]. In this paper, the deflection caused by x-, y- and z-directional forces has been estimated by means of the cantilever beam theory and finite element analysis. These results are compared with the results of experimental test using dial gage and the percent of difference is also described. The relationship between cutting parameters and tool defection is investigated. Cutting Force Model The cutting forces based on the analytical theory [6] are used to investigate the deflection and stresses in the end mill. Tangential ( dFt , j ), radial ( dFr , j ), and axial ( dFa , j ) forces acting on a differential flute element with height dz are expressed in Eq.1. All rights reserved. No part of contents of this paper may be reproduced or transmitted in any form or by any means without the written permission of Trans Tech Publications, www.ttp.net. (ID: 130.237.29.138, Kungliga Tekniska Hogskolan, Stockholm, Sweden-11/07/15,10:58:31) 96 History of Mechanical Technology and Mechanical Design 2012 dFt , j (φ, z ) = K tc h j (φ j ( z )) + K te dz, (1) dFr , j (φ, z ) = K rc h j (φ j ( z )) + K re dz, dFa , j (φ, z ) = K ac h j (φ j ( z )) + K ae dz. The material of high-speed milling motorized spindle is 20Cr. The rotor of the spindle is supported by two pairs of angular contact ball bearings. The milling cutter is made of hard alloy. The chip thickness variation can be approximated as h j (φ, z ) = c sin φ j ( z ) (2) Where c is the feed rate and φ j ( z ) is the immersion angle for flute j at axial depth of cut z. The elemental forces are resolved into feed (x), normal (y), axial (z) directions using the transformation dFx , j (φ j ( z )) = −dFt , j cos φ j ( z ) − dFr , j sin φ j ( z ), dFy , j (φ j ( z )) = +dFt , j sin φ j ( z ) − dFr , j cos φ j ( z ), (3) dFz , j (φ j ( z )) = +dFa , j . The resultant of the elemental force dF = dFx2, j + dFy2, j + dFz2, j (4) doc = axial depth of cut ; woc = radial depth of cut or width of cut; The edge force coefficients ( K re , Kte and K ae ) are constant and have little effect on the resultant forces[7]. The values of cutting force coefficients for aluminum workpiece are described in below [8]: K rc =1880.0N/mm2, Ktc =893.3N/mm2, K ac =157.1 N/mm2 Methods of Deflection Calculation In this part, the cantilever beam theory will be used for analytical calculation to find tool deflection and the finite element analysis (FEA) will be used for numerical calculation. Cantilever Beam Theory The end mill is replaced by the cantilever beam and the forces acting on the cutter is assumed as several concentrated loads. The deflection is formulated by means of the integration of the bending-moment equation. The deflection formulas for different part are written in the following equations. These equations can be used to find the deflection of the cutter with both y-directional lateral loads and x-directional lateral loads. (As shown in Fig.1) Fig. 1 The loading state of the cantilever beam Fig. 2 4-flute end mill cross section The maximum deflection is vmax = 1 [ F1 (l13 − 3L2l1 + 2 L3 ) + F2 (l23 − 3L2l2 + 2 L3 ) + F3 (l33 − 3L2l3 + 2 L3 ) + ... + Fn (ln3 − 3L2ln−1 + 2 L3 )] 6 EI (5) n is the number of forces acting on the beam; L is the effective length of the cutter; E is Modulus of elasticity; I is moment of inertia; The z-directional cutting force is assumed as the axial load of the beam. Thus the deflection for z-direction is the change in length of the segments. m δ=∑ i =1 Ni li EAi (6) Applied Mechanics and Materials Vol. 163 97 is the internal force, li is the length and Ai is the cross sectional area of the each segment and m is the number of segment. The computation of the cutter’s inertia is difficult because the cross section of the cutter is complex. Thus the equivalent radius Req for region 1 is shown in Fig.2. Ni Finite Element Analysis In order to analyze deflection of the milling cutter, the cutter model is modeled using 3D software according to Tab.1. The model of cutter is imported to FEA software. Due to complicated geometric model, tool model is divided into 24547 elements which are only 4-noded tetrahedral elements. And the fixed boundary condition and the concentrated loads are applied to the model as described in Fig. 3. The isotropic material properties are input according to different cutter material. The elemental cutting forces used are at 37.2˚ immersion angle. The solution type is chosen as ‘statics’ from structural analysis. After computation, Fig. 4 shows one of MSC solutions of 4-flute carbide end mill with 20mm diameter. From these figures, the maximum deflection and stresses occur at the cutter edge within the loading region. The location of maximum shank stress can decide from Fig.4. Fig. 3 Model of milling tool FEM mesh Fig. 4 Deflection and stress of tool by FEA Results and Discussion Cutter dimension and type of material used are described in Table 1. Modulus of elasticity and poisson’s ratio of HSS (high speed steel), cemented carbide and cemented carbide with coating end mill are 210GPa, 0.3, 560GPa, 0.22 and 580GPa, 0.22, respectively. Table 1 Cutter parameters (Unit is mm) No Material of tool D1 D2 L1 Overall L Helix angle α(deg) Effective length 1 HSS 12 12 26 83 30 57 12 12 30 75 30 56 12 12 26 100 50 67 2 3 Cemented Carbide Carbide With Coating Here, 5mm depth of cut, 3mm width of cut, 8000rpm spindle speed and 500mm/min feed rate are used in calculation. By simulation for these machining parameters [10], the average cutting force is 50N at the immersion angle 33.6˚ for HSS and carbide 4-flute end mill, 49.2˚ for carbide 4-flute end mill. Fig.4 is the deflections of HSS end mill caused by 50N force achieved from MSC software. To verify the analytical results and compare with the experimental results, the deflection is measured by means of dial gage. The experimental set up is shown in Fig.5. A force is loaded to end point of the tool and displacements at the tow points of the tool are measured. 98 History of Mechanical Technology and Mechanical Design 2012 Fig.5 Experimental set-up of tool deflection The comparison and percentage difference of experimental, analytical results are described in Table 2. Table 2 No. Comparison of analysis, experiment and simulation (Unit is µm) Errors (%) Errors (%) Material of Exp. Analysis FEA Compare Compare tool force = 50 N force =50N force =50N with Exp. with Exp. 1 2 3 HSS Cemented Carbide Carbide with coating 20 21.013 5.1 21 5 8.5 8.41 1.1 8.70 2.4 11 11.32 2.9 11.7 6.3 The highest value is the deflection of No.1 cutter among three kinds of material. Hence, deflection depends on the modulus of elasticity of the material to some extent. The deflection of cutter No.3 is higher than No.2 although modulus E of No.3 cutter is higher. That is reason that effective length of No.3 cutter is longer than that of No.2. Thus, the longer the effective length of the cutter is, the more deflection the cutter will be caused. From the comparison of these errors, it is reliable to adopt cantilever beam analytical method to solve deflection of tool deflection of solid carbide end mill. Conclusion The study on the fast prediction of tool deflection has been performed. The cutting forces have been determined and the deflection of cutter has been obtained analytically. Three kinds of tool material have been analysis and computed by means of the cantilever beam theory, MSC Patran/ Nastran software and the test with dial gage. The experiment of tool deflection of solid end mill is performed to compare simulation and theory. Results show the correction and reliability of research method. This research lays a foundation for fast calculation of tool deflection and optimization of milling parameters. Acknowledgement The authors would like to thank to National Natural Science Fund (No.51105025) and Chinese National Science and Technology of Major Projects (No.2009ZX04014-051) for providing financial support. Applied Mechanics and Materials Vol. 163 99 References [1] M.Y. Wang, H.Y. Chang. International Journal Advanced Manufacturing Technology, Vol. 22 (2003), pp. 689-696. [2] S. H. Ryu, H. S. Lee, C. N. Chu. International Journal of Machine Tools & Manufacture, Vol.43 (2003), pp. 1405-1411. [3] Y. G. Kang, Z.Qi. Wang, J.J. Wu, C.Y.Jiang. International Technology and Innovation Conference.2006 [4] R. J. Saffar, M.R. Razfar, A.H. Salimi and M.M. Khani. Optimization of Machining Parameters to Minimize Tool Deflection in the End Milling Operation Using Genetic Algorithm. World Applied Sciences Journal, Vol.1 (2009), No.1, pp. 64-69. [5] E.B.Kivanc, E. Budak. International Journal of Machine Tools & Manufacture, Vol.44 (2004), pp.1151-1161. [6] E. Budak, Y. Altintas and E. J. A. Armarego, Transactions of the ASME, Vol.118 (1996), pp.216-224. [7] Y. Altintas. Manufacturing automation: Metal cutting mechanics, machine tool vibrations, and CNC design. Cambridge University Press. 2000. [8] Q. Wu, Y. D. Zhang and H. W. Zhang, Chinese Journal of Aeronautics, Vol.22 (2009), No. 9, pp. 677-684. [9] E. Budak, Y. Altintas and E. J. A. Armarego, “Prediction of milling force coefficients from orthogonal cutting data,” Transactions of the ASME. 1996, (118):216-224. [10] Q. Wu, Y. D. Zhang and H. W. Zhang, “Corner-milling of thin walled cavities on aeronautical components,” Chinese Journal of Aeronautics. 200, (22), 9:677-684. History of Mechanical Technology and Mechanical Design 2012 10.4028/www.scientific.net/AMM.163 Investigation of Tool Deflection of Solid Carbide End Mill in Cutting Process 10.4028/www.scientific.net/AMM.163.95