LIFE IMPROVEMENT OF SEALING CAP IN USB
CHARGER
ARAVIND J S (17P102)
Dissertation submitted in partial fulfilment of the requirements for the degree of
BACHELOR OF ENGINEERING
BRANCH: PRODUCTION ENGINEERING
April 2021
DEPARTMENT OF PRODUCTION ENGINEERING
PSG COLLEGE OF TECHNOLOGY
(Autonomous and an ISO 9001: 2015 certified Institution)
COIMBATORE – 641 004
PSG COLLEGE OF TECHNOLOGY
(Autonomous Institution)
COIMBATORE – 641 004
LIFE IMPROVEMENT OF SEALING CAP IN USB CHARGER
Bona fide record of work done by
ARAVIND J S (17P102)
Dissertation submitted in partial fulfillment of the requirements for the degree of
BACHELOR OF ENGINEERING
BRANCH: PRODUCTION ENGINEERING
Affiliated to Anna University, Chennai
April 2021
……………………….
Mr. R.Rajesh
Internal guide
………………………….
Dr. M. Senthil Kumar
Head of the Department In-charge
Certified that the candidate was examined in the viva-voce examination held on …………….
………………………
(Internal Examiner)
……………………..
(External Examiner)
ACKNOWLEDGEMENT
ACKNOWLEDGEMENT
I take this opportunity to express my sincere thanks to Dr.K.Prakasan, Principal In-charge,
PSG College of Technology for providing the necessary support to do the project work.
I extend my insightful gratitude to Dr.M.Senthilkumar, Professor and Head In-charge,
Department of Production Engineering, who has always been a source of motivation and
constant encouragement for doing theproject.
I express my heartfelt thanks to Mr.R.Rajesh, Assistant Professor (Sr.Gr), Department of
Production Engineering, and project guide for providing the necessary guidance throughout
the project.. His timely guidance at various stages of the work have helped me in completing
the task successfully.
I would like to thank project review committee members Dr.V.Krishnaraj (CAS), Professor,
Dr.G.Madhan Mohan (CAS), Professor and Dr.K.Somasundara Vinoth, Assistant
Professor, Department of Production Engineering, PSG College of Technology for their
valuable feedback which helped me to correct my mistakes and improve the way of
approaching the project.
I also express my deepest thanks to Mr.Raghu Selvan, Associate in Quality engineering,
Roots India Limited for supporting me by providing various sources to collect information
related to the project and also for the valuable suggestions throughout the project.
I would like to thank Mr.P.Gurumurthy , Deputy manager in Quality Engineering, Roots India
Limited for providing support to complete the project on time.
I also dedicate equal and grateful acknowledgements to all the respectable faculty members
of the Department of Production Engineering, PSG College of Technology and student friends
for their motivation, encouragement, and continuous support.
i
ABSTRACT
ABSTRACT
In this work, a present industrial problem related to material substitution in an existing
design is identified and a solution is proposed in a systematic manner. Currently a particular
type of material is used in application of sealing cap in USB chargers for off-road vehicles.
The company mentioned complaints about sealing cap getting deteriorated, subjected to
crack and fall off from USB charger over a period of 2 years beyond the warrantied period
which is 1 year. However, to improve customer satisfaction of the product, an alternate
material with a good performance up to 5 years is the need of the hour.
First step to approach the problem is observation of the failure of the component.
Based on observation, several conclusions were drawn that were helpful in identification of
root cause of failure. The next step is to identify the root cause of failure. Cause and effect
diagram which is one of the seven quality tools used in quality engineering is prepared to
identify all possible causes of the problem. From the diagram, all possible causes are verified
by necessary documents and valid causes of the problem are identified. Subsequently, a set
of important properties for the application are identified from journals and segregated into high
and low priority. Further to assess the impact of each high prior properties in failure of the
component, a particular technique is used. Through this technique, weight of each property is
calculated so that the properties can be ranked according to their criticality in the application.
A reliable rubber comparison chart is identified, and materials are screened according to the
order of ranking obtained. Finally, two better materials are obtained by screening and their
thermal stability are assessed for the application, thermal analysis is carried out in software
for existing and proposed materials. Based on the results obtained, the convenient material is
identified. However, to reproduce the exact failure of the component and compare the
materials, a set of tests are carried out for the existing and proposed material. From the result
of the tests, the suitable material is selected. Thus, material substitution is carried out
methodically, and the relevant material is proposed for its use in the application of sealing cap
in USB chargers for off - road vehicles. The proposed material is expected to have more life
than currently used material as a result of the detailed analysis carried out in this work.
ii
TABLE OF CONTENTS
TABLE OF CONTENTS
CHAPTER
Page No.
ACKNOWLEDGEMENT ....................................................................................... i
ABSTRACT ..................................................................................................... ii
LIST OF FIGURES ..........................................................................................vi
LIST OF TABLES...........................................................................................vii
1. LIFE IMPROVEMENT OF SEALING CAP IN USB CHARGER................... 1
1.1 NEED ...................................................................................................... 1
1.2 PROBLEM DEFINITION ......................................................................... 1
1.3 OBJECTIVE ............................................................................................ 1
1.4 METHODOLOGY .................................................................................... 1
1.5 GANTT CHART ....................................................................................... 2
2. IDENTIFICATION OF PROBLEM................................................................ 3
2.1 PROJECTS IDENTIFIED ........................................................................ 3
3. QUALITY ENGINEERING ............................................................................ 5
3.1 QUALITY MOTTO ................................................................................... 5
3.2 OBJECTIVE OF QUALITY ENGINEERING ............................................. 5
3.3 FUNCTIONS .......................................................................................... 5
3.4 DIMENSIONS OF PRODUCT QUALITY ................................................. 5
4. LITERATURE REVIEW ............................................................................... 6
4.1 MATERIAL SELECTION ........................................................................ 6
4.2 ROOT CAUSE OF FAILURE ANALYSIS ................................................. 7
5. COMPONENT DESCRIPTION ....................................................................10
iii
TABLE OF CONTENTS
6. OBSERVATIONS AND INFERENCES .....................................................12
6.1 OBSERVATIONS ..................................................................................12
6.2 CAD MODEL (with reference to visual observation of component) .........12
6.3 OBSERVATION OF FAILURE................................................................13
6.4 CAD DRAWING:....................................................................................14
6.5 CAD ASSEMBLY ...................................................................................15
6.6 INFERENCE FROM OBSERVATIONS ..................................................15
6.7 CAUSE AND EFFECT DIAGRAM: .........................................................15
6.8 VERIFICATION OF ROOT CAUSES......................................................20
6.9 EXPLANATION FOR VERIFICATION OF ROOT CAUSES ...................22
7. ANALYTICAL HIERARCHY PROCESS .....................................................26
7.1 EXPLANATION OF RATINGS................................................................26
8. MATERIAL SELECTION ............................................................................32
8.1 CRITICAL PROPERTY IDENTIFICATION AND PRIORITIZATION ........32
9. THERMAL ANALYSIS ...............................................................................37
9.1 INPUT DATA FOR THERMAL ANALYSIS .............................................37
9.2 ANALYSIS PROCEDURE ......................................................................38
9.2.1 TRANSIENT THERMAL ANALYSIS ...................................................38
9.2.2 TRANSIENT STRUCTURAL ANALYSIS ............................................39
9.3 RESULT FROM ANALYSIS: ..................................................................40
9.4 INFERENCE FROM ANALYSIS .............................................................43
10. OZONE TEST ...........................................................................................44
10.1 STANDARD USED...............................................................................44
10.2 TEST CONDITIONS .............................................................................44
10.3 TEST RESULT .....................................................................................44
11. AGING TEST ............................................................................................47
iv
TABLE OF CONTENTS
11.1 TEST CONDITIONS .............................................................................47
11.2 TEST RESULT: ....................................................................................47
12. CONCLUSION..........................................................................................50
13. REFERENCES ..........................................................................................51
v
LIST OF FIGURES
LIST OF FIGURES
Figure No.
Name of the Figure
Page No.
Figure 1. 1 :Gantt chart ........................................................................................................ 2
Figure 6. 1: Isometric view of sealing cap indicating top view ..............................................12
Figure 6. 2: Isometric view of cap indicating bottom view ....................................................13
Figure 6. 3: The failure of sealing cap .................................................................................14
Figure 6. 4: Cad drawing of sealing cap ..............................................................................14
Figure 6. 5: USB charger assembly .....................................................................................15
Figure 6. 6: Cause and effect diagram for rubber deterioration ............................................16
Figure 9. 1: Stress – Strain data points of Nitrile rubber extracted using OriginPro 2018
software. .............................................................................................................................38
Figure 9. 2 : Temperature distribution of Nitrile rubber .........................................................40
Figure 9. 3 : Equivalent stress obtained in Nitrile rubber ......................................................41
Figure 9. 4 : Temperature distribution of Hydrogenated Nitrile rubber (HNBR) ....................41
Figure 9. 5 : Equivalent stress obtained in Hydrogenated Nitrile rubber (HNBR) .................42
Figure 9. 6 : Temperature distribution of Silicone rubber .....................................................42
Figure 9. 7 : Equivalent stress obtained in Silicone rubber ..................................................43
Figure 10.1 : Ozone test report for nitrile rubber ..................................................................45
Figure 10. 2: Ozone test report for silicone rubber ...............................................................46
Figure 11. 1: Aging test report for nitrile rubber ...................................................................48
Figure 11. 2: Aging test report for silicone rubber ................................................................49
vi
LIST OF TABLES
LIST OF TABLES
Table No.
Name of the Table
Page No.
Table 1.1: List of activities .................................................................................................... 2
Table 6.1: Verification of root causes ..................................................................................20
Table 7.1: AHP’s Ratings for Pairwise Comparison of Selection Criteria .............................27
Table 7.2: Criteria Comparison Matrix [C]............................................................................28
Table 7.3: Normalised Criteria Comparison Matrix [Norm C] ...............................................29
Table 7.4: Consistency check for {W} for Sealing cap .........................................................29
Table 7.5: Random index values based on number of criterias ...........................................30
Table 8.1: Property proritization table ..................................................................................32
Table 8.2: Property comparison chart ..................................................................................34
Table 8.3: Rating for heat and cold resistance.....................................................................35
Table 8.4 : Material screening .............................................................................................36
Table 10.1: Testing conditions for ozone test ......................................................................44
Table 11.1: Test conditions for Aging test............................................................................47
vii
LIFE IMPROVEMENT OF SEALING CAP IN USB CHARGER
CHAPTER 1
CHAPTER 1
LIFE IMPROVEMENT OF SEALING CAP IN USB
CHARGER
1.1 NEED
There is a need to alter the material of the rubber (Nitrile Rubber ) so that the
component has life up to 5 years. There is a target level of ppm for rejection. So if the
problem persists, the level of ppm for rejection can exceed the target.
1.2 PROBLEM DEFINITION
Roots India Ltd is a leading supplier of USB charger to export customer for its
use in off-road vehicles. Sealing cap is a component used to cover the USB port in
the charger. Recently there were complaints about the sealing cap getting deteriorated
because of exposure to UV, ozone, and high temperature over a period of 2 years. As
a result of the deterioration, the cap cracks and eventually falls off from the charger.
This makes the USB ports exposed to dust and other contaminants.
1.3 OBJECTIVE
To improve the durability of sealing cap used in USB charger for off-road
vehicles.
1.4 METHODOLOGY
1. Identification of problem
2. Identification of root cause of failure by applying necessary scientific tools.
3. Identification of alternate material with required properties by reviewing
existing literatures and reliable data.
4. CAD modelling and drawing of the component.
5. Thermal analysis of the component applying the necessary conditions.
6. Fabrication of the component
7. Ozone and aging test for the component to reproduce the failure and
compare the materials.
1
LIFE IMPROVEMENT OF SEALING CAP IN USB CHARGER
CHAPTER 1
8. Comparison of results for existing and new material to select better
material.
1.5 GANTT CHART
Table 1. 1: List of activities
S.NO
1
2
3
4
5
6
7
8
9
TASK
Identification of problem
Root cause of failure analysis
Material selection
Thermal analysis
Fatigue analysis
Fabrication of component
Testing
Comparison of results
Report generation
START DATE
4/1/2021
20/1/2021
3/2/2021
17/2/2021
3/3/2021
17/3/2021
31/3/2021
7/4/2021
14/4/2021
Figure 1. 1 :Gantt chart
2
DAYS TO
COMPLETE
17
14
14
14
14
14
7
7
14
IDENTIFICATION OF PROBLEM
CHAPTER 2
CHAPTER 2
IDENTIFICATION OF PROBLEM
2.1 PROJECTS IDENTIFIED
(1)
TOOL LIFE IMPROVEMENT:
Progressive press tool is used for piercing in R90 mounting bracket. There is
a requirement of 10000 components / month. It is found that the tool is to be reground
after every 5000 strokes / components (MQBF = 5000) which is a serious concern
considering the tool costs. There is a need to improve this MQBF from 5000 to 10000
as required by the company.
(2)
AUTOMATION OF COMPONENT STACK UP:
The housing processed from SEYI power presses are allowed to collect in a
tray and are stacked up manually for dispatch. There is a need to eliminate this manual
effort and automate the stacking of components to minimize the wastage of time.
ASSEMBLY:
(1)
AUTOMATION OF PACKING:
The horn assembly requires to be packed and delivered. The packing
requires 5 people to manually open the box, insert the assembly and close the box.
There is a need to automate the packing to improve productivity.
COIL WINDING:
(1)
AUTOMATION OF ENAMEL CLEANING PROCESS:
In horn, the enamel of the spool requires cleaning up to a point where it is
heat sealed to enable conduction with point plate. Almost 15 people are employed for
different models to clean the spool using blades which are shaped based on specific
3
IDENTIFICATION OF PROBLEM
CHAPTER 2
model. There is a need to automate the cleaning process to improve productivity.
QUALITY ENGINEERING:
(1)
LIFE IMPROVEMENT OF SEALING CAP IN USB CHARGER
There were customer complaints about the low life of sealing cap used in
USB charger for off-road vehicles. There is a need to improve the life of sealing cap
by change of material. Out of these projects, Life improvement of Sealing cap
project under quality engineering is chosen because it complies with program
outcomes and program specific outcomes of B.E. Production Engineering.
4
QUALITY ENGINEERING
CHAPTER 3
CHAPTER 3
QUALITY ENGINEERING
Roots Industries India Ltd is a leading manufacturer of horns in India. The slogan of
the company is "Quality is Customer's Smile" which means they give more importance
to quality.
3.1 QUALITY MOTTO
Quality is achieved through total employee involvement, technology up gradation, cost
reduction and continual improvement. Its ultimate motto is: Quality of products and
services, Quality Management system and
compliance to QMS Requirements.
Quality is also reflected in behavior governance and human relation.
3.2 OBJECTIVE OF QUALITY ENGINEERING
The primary objective of quality engineering in Roots India Ltd. is to maintain an overall
line rejection ppm of 0 and warranty rejection ppm of 275 as of 2021. However, the
warranty rejection and line rejection vary customer to customer. Roots complies to
standard IATF 16949. The specifications for a Quality Management System (QMS)
specifically for the automotive sector are laid down in IATF 16949.
3.3 FUNCTIONS
The major functions of quality engineering are focusing on scrap and re-work
reduction, ensuring usage of men and machinery effectively, ensuring economy in
material use, removing bottlenecks for production, decreasing cost of inspection,
evaluation of quality scientifically and variation monitoring during manufacturing.
3.4 DIMENSIONS OF PRODUCT QUALITY
Some of the dimensions of quality engineering are performance, reliability, durability,
serviceability, aesthetics, features, and perceived quality. In this work, the primary
focus is on durability dimension of quality engineering.
5
LITERATURE REVIEW
CHAPTER 4
CHAPTER 4
LITERATURE REVIEW
4.1 MATERIAL SELECTION
Shah et al. [1] sorted out that market for industries that want more durable
elastomers has grown at a great pace in the scope of silicone applications. The
synthesis, general properties, applications, and nanocomposites of silicone rubber
were reviewed. The facts extracted from the paper were that silicone rubber has better
chemical stability due to strong siloxane bond, excellent resistance to cold
temperatures, better heat resistance, good weatherability, good UV resistance , better
chemical resistance to aniline , alcohol , benzene , toluene , gasoline , dilute acids
and bases , better insulation resistance and higher durability. Also, silicone rubber
compounds are mentioned to be easy to process and requires no costly equipment.
Chen et al. [2] discussed the degradation of silicone rubbers, the possible
gasket materials for PEMFCs in the simulated PEMFC environment solution, poor acid
solution, deionized water and air, under alternating temperature cycling from −20 ◦C to
90 ◦C respectively. The surface damage to the samples of silicone rubber in the
solutions is more extreme than that in the air. The rise in the number of acidity and
temperature cycles also results in significant silicone rubber damage. In the research
conditions, the surface chemistry on the surfaces of silicone rubber samples did not
obviously change and the samples were stable under the alternating temperature
cycling from −20 ◦C to 90 ◦C up to 50 cycles.
Fabris et al. [3] investigated that at low temperatures, nitrile rubber is versatile
and commonly used in gaskets, 0-rings, and stickers. The medium form is used in
articles with less versatility, such as mats for kitchens and shoe soles. More rigid and
highly resistant to hydrocarbon derivatives and oils, nitrile rubbers are used in fuel
tanks and hoses, hydraulic machinery, and gaskets. It is durable and resistant to
chemical assault at high temperatures. As wells get deeper, however, output
temperatures eventually increase, hardening the rubber and failing the seal. It has poor
6
LITERATURE REVIEW
CHAPTER 4
tensile strength, low resistance to tear initiation and is vulnerable to ozone attacks.
Silicone rubber can be used in air or suitable fluids over a temperature range of −60 °
C to 260 ° C. Industrial silicone rubber grades are consistent with commercial grades
up to 260 °C for most synthetic chemicals.
Sanfranski et al. [4] illustrated different techniques of material selection process
for Shape Memory Polymers along with case studies. More assets must be considered
than average and how to review these new properties and rate them. Identification
and prioritization of important design requirements starts with material selection. The
presentation of data in this format would make it easier to pick and design materials.
A particular case study involves material selection of heat-shrinkable nonimplanted
mesh introducer. The functions are listed, the properties are prioritized, and materials
are screened according to the priority.
Song et al. [5] identified that silicone rubbers have outstanding low temperature
stability combined with extraordinary high temperature resistance. Their working
temperatures range from −70 °C to 250 °C. Most grades of silicone rubber work at
temperatures down to −60 ° C. Some can be used down to −90 ° C and stay versatile.
From the molecular structure of silicone rubber, a very flexible chain result. It is very
stable at elevated temperatures.
4.2 ROOT CAUSE OF FAILURE ANALYSIS
Doshi et al [6] conducted a case study research in four automobile SME’s. All
of these are supplied to the manufacturer of original automotive machinery (OEM).
With the aid of the Cross Functional Team (CFT), the FMEA was developed to define
the possible modes and effects of failure, with an overall impact on continuous quality
improvement. The FMEA outcome shows the extent of change in the production
process for four businesses. The introduction of these enhancement points also
demonstrates strong signs of continuous improvement in process and product quality.
In the case of firms, the FMEA and subsequent implementations decreased quality
rejections by about 3 percent to 4 percent.
Vaidya et. al [7] conducted a review on applications of AHP. AHP is a multiple
decision-making method for requirements and has been used in nearly all decision7
LITERATURE REVIEW
CHAPTER 4
making related applications. There are some critically analysis on some of the papers
published in highly prestigious foreign journals, and brief idea of each of the
publications referred to is provided. The papers are classified according to the themes
found and based on the application areas. To track the growth of AHP applications,
the references were also grouped region-wise and year-wise. The references are
summarized in different tabular formats and charts to help readers extract fast and
relevant details. This paper cites a total of 150 application papers and 27 of them are
critically examined.
Lacerra et. al [8] discussed how the FMEA technique can be used as a tool for
performance enhancement in the field of non-regulated research, especially in the
basic research phase of life sciences. The FMEA approach is applied, finding any
potential for error and its effect on the performance of the process, and then a series
of improvement actions have been developed covering most areas of laboratory
practice, such as equipment management and staff training. There is a proposal for a
useful tool to support the risk management and performance of research processes.
It was named "FMEA strip worksheet."
Shinde et. al [9] attempted to use Cause and Effect approach to define issues
in India's engineering education system, considering students and employees as
stakeholders. Significant concerns are defined, and the Fishbone diagram is used to
examine the root causes of selected parameters, such as workers, academics,
services, and universities. Feasible strategies are proposed for change by defining the
causes. By taking the case study of engineering institutes in general, a thorough
review of student-staff issues is performed. Sandip University Nashik applies the ideas
proposed.
Sharma et. al [10] emphasized the different FMEA approaches and applications
that have been built. A worksheet containing essential information about the method,
such as the revision date or the component names, must be generated before the
actual FMEA begins. All the subject items or functions should be described in a logical
way on this worksheet. An FMEA's initial performance is to prioritize failure modes
based on their risk priority numbers, and this alone does not eradicate the failure
8
LITERATURE REVIEW
CHAPTER 4
mode. There is certainly an increase in the awareness of researchers from this journal
who really want to carry on their research in this field.
9
COMPONENT DESCRIPTION
CHAPTER 5
CHAPTER 5
COMPONENT DESCRIPTION
PRODUCT NAME: USB charger single port
PART NAME: Sealing cap
MATERIAL: Nitrile rubber
FINISH: Textured / Matte surface
COLOUR: Black / Matte
HARDNESS: 80 shore A
VEHICLE OF USE: Off-road vehicle
SUPPLY QTY: Around 2500 nos.
TYPE OF REJECTION: Warranty rejection
(NOTE: When a component loses its functionality, it is termed as rejection. Rejection
is expressed in parts per million (ppm).
There are two types of rejection: When a component is rejected at the
customer’s manufacturing stage it is referred as line rejection. When a component is
rejected within its warrantied period, it is referred as warranty rejection.
REJECTION QTY: 6 nos.
10
COMPONENT DESCRIPTION
CHAPTER 5
COMPLAINT: Sealing cap crack and fall off within 2 years of service
REASON FOR FAILURE:
The exact reason for failure can be identified by application of Cause & Effect
diagram for identification of all possible causes of failure and Failure Mode Effect
Analysis for prioritization of causes of failure. The necessary material with the
required properties can be screened by applying concepts from literatures and
reliable data.
11
OBSERVATIONS AND INFERENCES
CHAPTER 6
CHAPTER 6
OBSERVATIONS AND INFERENCES
6.1 OBSERVATIONS
There is rubber deterioration only in outside of cap. The material data sheet of nitrile
rubber indicates sensitivity to sunlight. There is usage of chemicals such as dashboard
polish, car body cleaner, glass cleaner and sanitizer ( which predominantly includes
petroleum distillate and ethoxylated alcohols) over the cap. The cap is found to be
exposed to extreme heat and extreme cold which includes humid conditions. The cap
is found to be exposed to air and ozone inside the vehicle.
6.2 CAD MODEL (with reference to visual observation of component)
Figure 6. 1: Isometric view of sealing cap indicating top view
12
OBSERVATIONS AND INFERENCES
CHAPTER 6
Figure 6. 2: Isometric view of cap indicating bottom view
6.3 OBSERVATION OF FAILURE
13
OBSERVATIONS AND INFERENCES
CHAPTER 6
Figure 6. 3: The failure of sealing cap
6.4 CAD DRAWING:
Figure 6. 4: Cad drawing of sealing cap
14
OBSERVATIONS AND INFERENCES
CHAPTER 6
6.5 CAD ASSEMBLY
Figure 6. 5: USB charger assembly
6.6 INFERENCE FROM OBSERVATIONS
Deterioration only in outside of cap and not inside confirms deterioration due to
exposure externally. Sensitivity to sunlight in material data sheet of nitrile rubber
indicates material has low UV resistance. There is usage of chemicals externally
over the cap and deterioration only in outside of the cap can be the effect of chemical
exposure. There is exposure to extreme heat and cold. Deterioration only in outside
of the cap can be the effect of high temperature fluctuations and instability of the
material under such conditions. There is exposure to air and humid conditions.
Deterioration only in outside of the cap can be the effect of oxidation of the material.
There is an exposure to ozone. Deterioration only in outside of the cap can be the
effect of low ozone resistance of the material.
6.7 CAUSE AND EFFECT DIAGRAM:
The cause-and-effect diagram for rubber deterioration is shown in figure 6.6.
From the complaint received from customer and visual observation of the component,
15
OBSERVATIONS AND INFERENCES
CHAPTER 6
rubber deterioration is the only effect of failure. The causes of this effect are
generalized into the well- known 6 categories – man, method, measurement ,
environment , material and machine. These are the 6 basic elements of a
manufacturing sector. Whatever may be the effect of failure, the causes for the effects
are more likely to fall under these categories. Thorough investigation of the causes for
the effects will result in prediction of most likely cause or root cause of failure. The
following are the possible causes of the failure under each of the above-mentioned
categories.
Figure 6. 6: Cause and effect diagram for rubber deterioration
Method – The causes under this category represent failure due to improper
usage of the method for operation. Any violation from the standard operating
procedure can lead to a poor quality of component. Improper handling at user end
– The sealing cap is a delicate rubber component. There is a proper way of handling
16
OBSERVATIONS AND INFERENCES
CHAPTER 6
the component. Any rough usage of component like bending it unnecessarily or
applying excessive pressure can lead to failure. The material is undergoing many
manual and mechanical interventions before and after it is processed into final
component. There are chances of damage if there is rough physical handling of the
material during the initial stages. Standard operating procedure for the component is
reviewed and it is found that handling of the component is as per SOP. Improper
storage at user end – There is a certain temperature limit for which the material is
stable. Usage or storage of the component at extreme condition makes it prone to
instability that can cause degradation of rubber. Since there is bulk storage of raw
material as well as the finished components and their storage conditions are also
uncertain, the material is prone to damage. The SOP is reviewed, and it is found that
storage of the component is as per SOP. Improper Molding – The component is
manufactured by molding process. There is a standard methodology to be adopted
during the molding process. Failure in doing so can lead to an improper molding that
ultimately results in degradation of rubber. Also, Mold defect can arise because of
non-homogeneity of raw material. This non- homogeneity is responsible for nonuniform distribution of property throughout the material that results in less quality of
component produced. There is non-homogeneity because of presence of impurities in
raw material and raw material mix up. The setup/patrol inspection report, SOP is
reviewed, and it is found that molding process is carried out properly. Also, the material
is free from mold defects.
Measurement – The causes under this category represent the failure due to
improper evaluation of the component. Evaluation of parts not done – All
components after manufacturing needs to be inspected properly. If there is a flaw in
inspection, a poorer quality component is accepted for its use. This leads to rubber
deterioration in quick span of time. The incoming control plan report was asked and
reviewed. From the sample evaluation (incoming control plan report), it is found that
inspection is properly carried out.
Man – The causes under this category represent failure due to manual errors
that can occur during the manufacture of the component. Inadequate skill /
awareness – Labourers assigned for manufacture of component should have the
17
OBSERVATIONS AND INFERENCES
CHAPTER 6
desired skill to get the maximum output. If there is a major possibility of error in a piece
of work, proper awareness should be given to reduce its possibility. Else there is
always a chance that component fails quickly. It is found that there is proper operator
allocation as per the skill matrix.
Environment – The causes under this category represent the failure of
component because of its exposure to surrounding conditions. Exposed to sunlight
at User End – The component is used in off-road vehicles and it is exposed to sunlight
as it is located near the dashboard of vehicle. When ultraviolet radiation of the sun is
likely to fall on the components surface, there is always a possibility that rubber
deteriorates over a period if the material is sensitive to sunlight and has a low UV
resistance. From the observation of the component, it is found that there is an
exposure to sunlight which is responsible for the degradation of rubber. Exposed to
chemicals at user end – The component is used in off-road vehicle and cleaning
chemicals need to be periodically used. So, if the component is exposed to chemicals
and if the material is sensitive to the chemicals used, it is more likely to degrade. From
the data received from customer, it is found that there is no exposure to chemicals.
Exposed to heat/humidity at user end – The component is used in off-road vehicles
under all weather conditions which means there is always heat and humid conditions
maintained inside the vehicle. If the material of the component is sensitive to ozone
or have better oxidation property, it is likely to get deteriorated. From the data received
from customer, it is found that the component is exposed to extreme temperatures
and humid conditions.
Material – The causes under these categories represent failure due to variation
in property of material. Dimensional variation – Dimension outside specification
means deviation in design of the component. This means the component has an
inaccurate design for the application. This decreases the effectiveness of the
component in its working condition. The supplier test report and incoming inspection
report is reviewed and is found that the dimensions are as per specification. There is
no variation. Chemical properties out of specification – The chemical properties
include corrosion resistance, oxidation state, chemical stability in given environment
18
OBSERVATIONS AND INFERENCES
CHAPTER 6
and so on. If these properties of material do not meet the desired specifications, it
cannot function effectively in the necessary application. The supplier test report was
reviewed and was found that chemical properties of the material meet the
specification. Mechanical properties not meeting specification: The mechanical
properties include hardness, tensile strength , elasticity , toughness , fatigue strength
and so on. If these properties of the material do not meet the design specifications, it
leads to deterioration over time. From the supplier test report and incoming inspection
report, it is found that the mechanical properties of the material are as per the
specification. Hardness is an important property to be considered for this application.
There is a preferred range for desired hardness of the material. If the hardness of the
component is not within the specified range, then it is more likely to be affected by the
usage. More hardness means less flexibility and less hardness means less rigidity.
The supplier test report and incoming inspection report is reviewed and is found that
the hardness of the material is as per the specification. Wrong material used – The
material has been chosen based on the application of the component. Any material
used other than specified material can lead to poor result. The setup/patrol inspection
report, SOP is reviewed, and it is found that the correct material is only used.
Machine – The causes under this category represent the failure of component
due to improper machine usage. Molding temperature High/Low – There is a
specific limit for setting of molding temperature. The set molding temperature being
above or below this limit can lead to poor quality of the component. The setup/patrol
inspection report, SOP is reviewed, and it is found that the molding temperature is
within the specified limit. Excessive usage of the tool –There is always a limit to
usage of tool depending on the material. Once the limit is reached it must be replaced
even if it is worn or not. However, if the tool is worn before the limit specified, it has to
be immediately replaced. Failure in doing so impacts the quality of the component. The
tool history card is reviewed and is found that the tool is not used excessively. Molding
time High/Low – There is a desired time limit for molding process of the component
according to the standard operating procedure. If the set molding time for the
component is above or below the limit, there is an improper molding and expected
19
OBSERVATIONS AND INFERENCES
CHAPTER 6
quality of the component is not achieved. The setup/patrol inspection report, SOP was
reviewed, and it was found that the molding time is within the specific limit.
6.8 VERIFICATION OF ROOT CAUSES
Table 6. 1: Verification of root causes
S.no
Probable
causes
1
2
Excessive
usage of tool
3
As per drawing
As per drawing
used
and control plan
properties out
of specification
during
verification
Simulation
results
Tool history
card available
Not a valid
card
and recorded
cause
periodically
Setup/patrol
Moulding time
inspection
found as per
report
SOP
Setup/patrol
Correct
inspection
material used
report
for moulding
Setup/patrol
Correct
inspection
material used
report
for moulding
and control plan
Wrong material
Chemical
5
criteria
per SOP
Findings
Tool history
acceptance
high/low
temperature
method
As per tool
Mould time as
high/ low
4
Requirement
Moulding time
Moulding
Control
Not a valid
cause
Not a valid
cause
Not a valid
cause
Verified
As per
Supplier test
supplier test
Not a valid
requirement
report
report and
cause
found ok
Verified
6
Hardness out of
As per drawing
specification
and control plan
Supplier test
supplier test
report and
report,
incoming
incoming
inspection
inspection
report
report and
found ok
20
Not a valid
cause
OBSERVATIONS AND INFERENCES
CHAPTER 6
Verified
7
Dimensional
variation
Supplier test
supplier test
As per drawing
report and
report,
and incoming
incoming
incoming
control plan
inspection
inspection
report
report and
Not a valid
cause
found ok
Exposed to
8
chemicals at
user end
Not a valid
No usage of chemicals at user end
cause
.
Exposed to
9
heat/humidity at
user end
Should not be
exposed to
heat/humidity
-
-
-
-
as per material
Valid
cause
data sheet
Should not be
10
Exposed to
exposed to
sunlight at user
sunlight as per
end
material data
Valid
cause
sheet
Operators’
11
Inadequate
As per skill
skill/awareness
matrix
Skill matrix
allocation is
Not a valid
as per skill
cause
matrix
12
Evaluation of
As per control
parts not done
plan
21
Incoming
Sample
control plan
evaluation of
report
parts done
(sample
and recorded
evaluation)
in SAP
Not a valid
cause
OBSERVATIONS AND INFERENCES
CHAPTER 6
Inspection of
13
Improper
As per
moulding
requirement
Setup/patrol
inspection
report
parts
available to
Not a valid
detect
cause
moulding
defects
14
15
Improper
Proper storage
storage at user
as per
end
requirement
Improper
Proper handling
handling at user
as per
end
requirement
Proper
storage
instruction
available
Proper
handling
instruction
available
Storage
instruction
available
Handling
instruction
available
Not a valid
cause
Not a valid
cause
6.9 EXPLANATION FOR VERIFICATION OF ROOT CAUSES
The first probable cause is excessive usage of tool. The tool acceptance
criteria include tool number, tool type, date, part number, part description, tool
description, tool identification, desired dimensional specifications of tool, checking
period for preventive maintenance, tool life and remarks about tool. The tool
acceptance observation sheet includes tool number, operation name, part number,
preventive maintenance interval, whether tool is undergoing preventive maintenance
or complete refurbishment, quantity of components manufactured before preventive
maintenance, tool identification, desired specification of tool from tool acceptance
criteria, observed dimension of punch and die, whether it is within the specification or
not, corrections required and observation after corrections. The tool history card
includes tool type, tool number, manufacturing date, no of cavity, tool life, part number,
part description, operation, preventive maintenance interval, shift of operation ,
production quantity , cumulative production quantity of tool , tool location , Mean
Quantity Between Failure(MQBF) , problems and
problem category. From tool
acceptance criteria, its observation sheet and tool history card, it is verified that the
22
OBSERVATIONS AND INFERENCES
CHAPTER 6
tool used to manufacture the sealing cap is within the desired specifications and hence
there is no excessive usage of the tool.
The second probable cause is high or low moulding time. The SOP includes
control plan, procedure of operation and poka-yoke methodology adopted to ensure
mistake-proof process of operation. The standard operating procedure is verified, and
it is found that proper instructions are provided to ensure correct moulding time.
The third probable cause is high or low moulding temperature. This process
is verified by checking the SOP and it is found that proper instructions are provided to
ensure correct moulding temperature.
The fourth probable cause is wrong material used. The control plan includes
part number, change level, part description, supplier name, part/process number,
process name, machine and equipment number, tool number, product, product
specification and tolerance, evaluation technique, sample size, sample frequency,
control method, reaction plan and corrective action. The setup/patrol inspection report
includes operation description, shift number, machine number, part number, part
description, parameters, control plan specifications, sample size, sample frequency,
observation from setup inspection, observation from patrol inspection, observations
cross verified with in process quality, observation of last component and gauge
number. From the report, it is verified that correct material is used as per control plan.
The fifth probable cause is chemical properties out of specifications. The
supplier test report includes supplier reference, customer reference, date recorded,
customer name, nature of the sample, test reference, supplier name, chemical testing
result and mechanical testing result. From the supplier test report, it is verified that
chemical composition of the material is within the desired range.
The sixth probable cause is hardness out of specification. The incoming
inspection report includes parameters such as length, instrument used to evaluate,
sample size mentioned in incoming control plan, observation by supplier, observation
by customer, tensile strength, yield strength, % elongation and hardness of the
material. From the incoming inspection report and supplier test report, it is verified that
dimension of the component as well as its hardness is as per the specifications given
in incoming control plan.
23
OBSERVATIONS AND INFERENCES
CHAPTER 6
The seventh probable cause is dimensional variation. The incoming
inspection report and supplier test report are verified and is found that the dimensions
of the component supplied is within the desired specifications as per incoming control
plan.
The eighth, ninth and tenth probable causes are exposure to chemicals,
heat/humidity, sunlight at user end respectively. The exposure to chemicals is an
invalid cause because it is verified from customer that there is no usage of chemicals.
The exposure to sunlight and heat/humidity are valid causes because material data
sheet of nitrile rubber indicates sensitivity to sunlight, heat/humidity.
The eleventh probable cause is inadequate skill/ awareness. The skill matrix
includes operator name and their skill level marked in different color along with the
date of qualifying for next skill level. For example, in press shop, there are 4 skill levels
available: A, B, C, and D. D skill level requires basic material handling knowledge. C
skill level requires process knowledge like filling job ticket, changing air pressure, etc.
B skill level requires trouble shooting knowledge. A skill level requires knowledge on
tool setting. Based on skill level, operators are allotted to high critical activities
(operation using a progressive press tool, low critical activities (operation using
conventional power press) and non-critical activities (material handling). The skill
matrix is verified and found that operators are assessed properly, and they have
adequate skill to complete the work that is assigned.
The twelfth probable cause is evaluation of parts not done. The incoming
control plan is verified and found that sample evaluation is done as per control plan.
It is found that properties of the samples are as per the specification in incoming
control plan.
The thirteenth probable cause is improper moulding. The setup/patrol
inspection report is verified and found that the component is free from moulding
defects.
The fourteenth probable cause is improper storage at user end. It is
investigated if there is proper storage instruction available or not and it is found that
proper storage instruction is available.
24
OBSERVATIONS AND INFERENCES
CHAPTER 6
The fifteenth probable cause is improper handling at user end. Again, it is
checked if there is proper handling instruction available or not and it is found that
proper handling instruction is available.
25
ANALYTICAL HIERARCHY PROCESS
CHAPTER 7
CHAPTER 7
ANALYTICAL HIERARCHY PROCESS
7.1 EXPLANATION OF RATINGS
Comparatively cost is less important than properties such as manufacturing
compatibility, ozone resistance, thermal stability, and UV resistance because the
performance of sealing cap is more critical than the cost aspect. Even though the cost
of cap is increased due to the new material proposed, if the material can sustain
longer, it is given more preference. Among other properties, UV resistance is the most
critical property because sealing cap is always exposed to sunlight during its usage.
Therefore, it is vital that the material has an extremely good UV resistance. UV
resistance is followed by ozone resistance and thermal stability. Mostly, but not
always, the cap is exposed to humid conditions and extreme temperatures. The
manufacturing compatibility is less important than the desired properties because it is
almost compatible to manufacture any type of rubbers from the supplier end provided
it has the required properties for the application. But it is more important than cost
because the material should be compatible to manufacture however the cost may be.
It becomes more difficult to maintain consistency as the number of criteria
grows. As a result, a consistency checks on [C] is included in the AHP procedure. The
steps are as follows:
1. Weighted sum vector is calculated, {Ws} = [C] × {W}
2. Consistency vector is calculated, {Cons} = {Ws}/{W}
3. 𝛌 is estimated as the average of values in {Cons}
4. Consistency index, CI is evaluated = (𝛌 - n)/ (n - 1)
5. Consistency ratio is calculated, CR = CI/RI.
The consistency index values for randomly generated versions of [C] are
represented by the random index (RI) values. In Table 3.5, the RI values are
summarized. The reason for this comparison is that a [C] matrix built by a skilled
decision maker would be much more consistent than a matrix randomly filled with
26
ANALYTICAL HIERARCHY PROCESS
CHAPTER 7
values from 1 to 9. If the CR is less than 0.1, the W is considered valid; otherwise,
change the [C] entries and repeat.
The table 7.1 shows the scoring system for a pairwise comparison of two criteria, as well as
explanations for each rating. The reciprocal of the rating of pair A to pair B is the rating of pair
B to A. That is, if A is determined to be significantly more important than B, the A to B rating
is set to 5. As a result, the B to A rating is 1/5, or 0.20.
Table 7. 1: AHP’s Ratings for Pairwise Comparison of Selection Criteria
RATING
FACTOR
1
3
5
7
9
RELATIVE RATING OF
IMPORTANCE OF 2 SELECTION
CRITERIA A AND B
A and B have equal importance.
A is thought to be moderately more
important than B
A is thought to be strongly more
important than B
A is thought to be very much more
important than B or is demonstrated to
be more important than B.
A is demonstrated to have much more
importance than B
27
EXPLANATION OF RATING
A and B both contribute
equally to the product’s
overall success.
A is slightly more important to
product success than B
A is strongly more important
to product success than B
A’s dominance over B has
been demonstrated.
There is highest possible
degree of evidence that
proves A is more important to
product success than B.
ANALYTICAL HIERARCHY PROCESS
CHAPTER 7
The table 7.2 shows the ratings for each pairwise comparison and includes the column sum
for further calculation for criteria weights.
Table 7. 2: Criteria Comparison Matrix [C]
Cost
Mfg
compatibility
Ozone
resistance
UV
resistance
Thermal
stability
Cost
1
1/5
1/9
1/9
1/5
Mfg
compatibility
5
1
1/9
1/9
1/3
Ozone
resistance
9
9
1
1
1
UV resistance
9
9
1
1
5
Thermal
stability
5
3
1
1/5
1
Total
29
22.2
3.2222
2.4222
7.5333
28
ANALYTICAL HIERARCHY PROCESS
CHAPTER 7
The table 7.3 shows the normalized values for each pairwise comparison rating from [C].
These values are obtained by dividing the column cell values of [C] by column sum. For criteria
weights {W}, average of each row is obtained. Rank is allotted based on criteria weights:
Highest criteria weight is ranked number 1 and lowest criteria weight is ranked number 5.
Table 7. 3: Normalised Criteria Comparison Matrix [Norm C]
Cost
Mfg
compatibility
Ozone
resistance
UV
resistance
Thermal
stability
Total
Cost
Mfg
compatibility
Ozone
resistance
UV
resistance
Thermal
stability
Criteria
weights
{w}
Rank
0.034
0.0090
0.0344
0.0458
0.0265
0.03002
5
0.172
0.0450
0.0344
0.0458
0.0442
0.06836
4
0.310
0.4054
0.3103
0.4128
0.1327
0.3143
2
0.310
0.4054
0.3103
0.4128
0.6637
0.4205
1
0.172
0.1351
0.3103
0.0825
0.1327
0.1666
3
1
1
1
1
1
1
The table 7.4 shows consistency check for criteria weights obtained in table 3.3. The weighted
sum vector and consistency vector is calculated using the formula specified in table. The
average of consistency vector 𝛌 is used for next set of calculations.
Table 7. 4: Consistency check for {W} for Sealing cap
WEIGHTED SUM VECTOR
{𝑾𝑺 } = [𝑪]{𝑾}
CRITERIA WEIGHTS {W}
CONSISTENCY VECTOR
{Cons} = {𝑾𝑺 }/{𝑾}
0.1586
0.03002
5.2831
0.3556
0.06836
5.2018
1.7868
0.3143
5.6850
2.4532
0.4205
5.8340
0.9201
0.1666
5.5228
29
ANALYTICAL HIERARCHY PROCESS
CHAPTER 7
The table 7.5 shows the random index (RI) values in Dieter, George, (2009) ENGINEERING
DESIGN. 4th ed. The McGraw-Hill Companies, Inc. The number of criterias used in this
problem is five. So, required RI value is 1.11.
Table 7. 5: Random index values based on number of criterias
NUMBER OF
CRITERIAS
7.2
RANDOM
INDEX
VALUE
3
0.52
4
0.89
5
1.11
6
1.25
7
1.35
8
1.4
9
1.45
10
1.49
11
1.51
12
1.54
13
1.56
14
1.57
15
1.58
CONSISTENCY RESULT
𝛌= Average of consistency vector = 5.4351
Consistency index = (𝛌 - n) / (n – 1)
where n = no of criterias considered
Consistency index = (5.4351 – 5) / (5 – 1)
= 0.4351/ 4
= 0.10878
30
ANALYTICAL HIERARCHY PROCESS
CHAPTER 7
Random index value for 5 criterias = 1.11
Consistency ratio = (Consistency index / Random index) = 0.10878 / 1.11
= 0.098
If the CR is less than 0.1, the W is considered valid; otherwise, change the [C] entries
and repeat.
Here CR < 0.1; So, criteria weights are valid and consistent.
31
MATERIAL SELECTION
CHAPTER 8
CHAPTER 8
MATERIAL SELECTION
According to literature referenced [4], material selection is done by screening
the properties with priority based on the application.
8.1 CRITICAL PROPERTY IDENTIFICATION AND PRIORITIZATION
Table 8. 1: Property prioritization table
S.no
Property
Priority
1
Tensile strength
2
Hardness
3
Electrical insulation
4
Ozone resistance
5
Weather resistance
6
Heat & cold resistance
7
Tear strength
8
UV resistance
9
Chemical resistance
10
Abrasion resistance
11
Manufacturing compatibility
12
Thermal stability
32
MATERIAL SELECTION
CHAPTER 8
MEDIUM
PRIORITY
HIGH
PRIORITY
1. High priority properties – Ozone resistance, heat & cold resistance, UV Resistance
(aging), chemical resistance, manufacturing compatibility, thermal stability.
2. Medium priority properties – Tensile strength, hardness, electrical insulation,
weather resistance, tear strength, abrasion resistance.
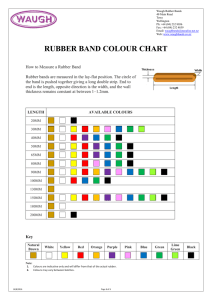
The table 8.2 shows property comparison between various elastomers. It is data published by
Martin Rubber Company which celebrates 150 years in rubber industry.
33
MATERIAL SELECTION
CHAPTER 8
Table 8. 2 : Property comparison chart
34
MATERIAL SELECTION
CHAPTER 8
From the order of priority obtained from AHP, the screening of materials is
carried out by comparing the elastomers based on the required properties from Table
8.2.
Based on better sunlight aging (UV resistance) property, which is critical for
this application, natural rubber, SBR, nitrile rubber is eliminated due to poor UV
resistance. Based on better ozone resistance, Natural rubber, SBR, Nitryl rubber
exhibit poor resistance. But however, they are already eliminated. Based on better
heat and cold resistance, all the remaining rubbers are rated according to the following
table:
Table 8. 3: Rating for heat and cold resistance
RATING
EXPLANATION
0.5
POOR
1
FAIR
1.5
FAIR TO GOOD
2
GOOD
3
VERY GOOD
4
EXCELLENT
5
OUTSTANDING
Ratings obtained are:
Butyl rubber – 5, Neoprene rubber – 5 EPDM Rubber – 8 Silicone rubber – 10 Viton
rubber – 7 Polyurethane rubber – 6 Hypalon rubber – 6 Epichlorohydrin rubber – 4.5
HNBR – 8 Fluorosilicone rubber – 6
Rubbers such as
polyurethane
rubber,
butyl rubber, neoprene rubber, viton rubber,
hypalon
rubber,
35
epichlorohydrin
rubber,
and
MATERIAL SELECTION
CHAPTER 8
fluorosilicone rubber possess moderate heat and cold resistance and are
eliminated. The remaining rubbers are silicone rubber, EPDM rubber and
hydrogenated nitrile rubber. Based on thermal stability, the three rubbers are
compared. Silicone rubber is stable from −100 ° C to +305° C. EPDM rubbers are
stable from -40° C to +145° Hydrogenated nitrile rubber is stable from -25° C to +150°
C. From the supplier end, manufacturing of EPDM rubber is not compatible. Hence
thermal analysis required to be conducted between silicone and HNBR rubbers to
choose the material with better thermal resistance. The material screening is
presented as tabulated form in Table 8.4.
Table 8. 4: Material screening
Based on (property)
Eliminated rubbers
Remaining rubbers
Natural rubber, SBR, Nitrile
Butyl, neoprene, viton,
polyurethane, hypalon,
epichlorohydrin,
fluorosilicone silicone,
EPDM and HNBR.
Ozone resistance
Natural rubber, SBR, Nitrile
Butyl, neoprene, viton,
polyurethane, hypalon,
epichlorohydrin,
fluorosilicone silicone,
EPDM and HNBR
Heat and Cold resistance
Butyl, neoprene, viton,
EPDM polyurethane,
hypalon, epichlorohydrin
and fluorosilicone
Silicone and HNBR
Aging (UV resistance)
Temperature stability
Thermal analysis required to be conducted between
silicone and HNBR rubbers to choose the material with
better thermal resistance.
36
THERMAL ANALYSIS
CHAPTER 9
CHAPTER 9
THERMAL ANALYSIS
9.1 INPUT DATA FOR THERMAL ANALYSIS
The initial temperature of the component is 22℃. The ambient temperature is
78℃ as inferred from [15]. The convective heat transfer coefficient is calculated as
follows:
Heat transfer coefficient = Average daily solar radiation (𝑊𝑚2)/
Temp difference between the object and surrounding ( K )
= 800 / (78 –22)
= 800 / 56
= 14.2857 𝐖𝐦−𝟐 𝐊 −𝟏
The stress strain curve of nitrile rubber, silicone rubber and Hydrogenated
Nitrile Rubber (HNBR) is obtained from [15], [16] and [17] respectively. The stress
strain data points are extracted using Origin Pro 2018 software. The tensile ultimate
strength, isotropic thermal conductivity, specific heat, and density values are obtained
from reliable sources.
The figure 9.1 shows uniaxial, biaxial and shear test data points of nitrile rubber extracted
from stress strain curve of journal [16]. The image of stress strain curve is uploaded in the
software and required data points of the curve are clicked so that exact coordinates (Strain,
Stress) of the points are recorded. This is given as input for thermal analysis. The same
procedure is repeated for other rubbers.
37
THERMAL ANALYSIS
CHAPTER 9
Figure 9. 1: Stress – Strain data points of Nitrile rubber extracted using OriginPro 2018
software.
9.2 ANALYSIS PROCEDURE
9.2.1 TRANSIENT THERMAL ANALYSIS
STEP 1: Transient thermal analysis is opened in ANSYS Workbench and input data
is entered after creating new material in Engineering Sources.
STEP 2: After applying the input data in Engineering Sources, the model is imported
using Geometry→ Import→Browse and choosing the model destination.
STEP 3: After importing the model, Model option is double clicked to open the design
modeler. The newly created material is assigned to the imported model.
STEP 4: The mesh is generated using Mesh option assigning the Sizing → Span
angle center as medium. Under Transient thermal, initial temperature is given.
38
THERMAL ANALYSIS
CHAPTER 9
STEP 5: Under Analysis settings, number of steps is assigned as 60, current step
number is assigned as 1, step end time is assigned as 1 s, initial time step is
assigned as 0.01 s , minimum time step is assigned as 0.001 s , maximum time
step is assigned as 0.1 s.
STEP 6: Transient thermal is right clicked and Insert→Convection is clicked. Under
Convection, in Geometry option, faces of the cap that are exposed to heat and
experiencing convective heat transfer are chosen.
STEP
7:
The
ambient
temperature
and
film
coefficient
is
entered.
Solution→Insert→Temperature is clicked. Solution→solve is selected to solve the
analysis.
9.2.2 TRANSIENT STRUCTURAL ANALYSIS
STEP 1: Transient structural analysis is double clicked. There are two boxes present
in the screen indicating transient thermal and transient structural analysis,
respectively.
STEP 2: Engineering Data and Geometry from transient thermal is linked to transient
structural. The solution from transient thermal is linked to setup in transient
structural. Again, material is assigned, and mesh is generated.
STEP 3: Under Transient structural, Analysis settings option is clicked. Number
of steps is assigned as 1, current step number is assigned as 1, step end time is
assigned as 5 s, initial time step is assigned as 0.01 s, minimum time step is
assigned as 0.001 s, maximum time step is assigned as 0.1 s.
STEP 4: Transient structural is right clicked and fixed support is chosen. In geometry
option, faces that are to be fixed are chosen. Imported load is right-clicked and import
load is clicked.
39
THERMAL ANALYSIS
CHAPTER 9
STEP 5: The thermal load is imported into the model. Solution is right clicked, insert
→ Stress → Equivalent stress is clicked. Solution is right clicked and Solve is
clicked.
9.3 RESULT FROM ANALYSIS:
The maximum and minimum temperature obtained in nitrile rubber are 49.382℃ and 25.119℃
as shown in figure 9.2.
Figure 9. 2 : Temperature distribution of Nitrile rubber
.
40
THERMAL ANALYSIS
CHAPTER 9
The maximum and minimum stress obtained in nitrile rubber are 11582 Pa and 0.007422 Pa
respectively as shown in figure 9.3.
Figure 9. 3 : Equivalent stress obtained in Nitrile rubber
The maximum and minimum temperature obtained in HNBR are 45.817℃ and 23.453℃ as
shown in figure 9.4.
Figure 9. 4 : Temperature distribution of Hydrogenated Nitrile rubber (HNBR)
41
THERMAL ANALYSIS
CHAPTER 9
The maximum and minimum stress obtained in HNBR are 10545 Pa and 0.018468 Pa
respectively as shown in figure 9.5.
Figure 9. 5 : Equivalent stress obtained in Hydrogenated Nitrile rubber (HNBR)
The maximum and minimum temperature obtained in silicone rubber are 37.935℃ and
22.025℃ as shown in figure 9.6.
Figure 9. 6 : Temperature distribution of Silicone rubber
42
THERMAL ANALYSIS
CHAPTER 9
The maximum and minimum stress obtained in silicone rubber are 3170.5 Pa and 0.0024977
Pa respectively as shown in figure 9.7.
Figure 9. 7: Equivalent stress obtained in Silicone rubber
9.4 INFERENCE FROM ANALYSIS
The maximum temperature of the three rubbers is observed in the cuboidal
bridge shaped portion between the two cylindrical portions of the sealing cap as shown
in Fig.9.2, Fig. 9.4 and Fig 9.6. Also, maximum equivalent stress is observed in the
cuboidal bridge portion indicating the sealing cap’s crack and fall off from USB charger
at the portion. Since our focus is on improvement of durability of the cap, we compare
the stresses obtained in three rubbers because we know that lower the stress induced
due to temperature, higher the durability of the cap. After the comparison, we infer
that least thermal stress is observed in silicone rubber followed by HNBR and nitrile
rubber. Therefore, life of silicone rubber is expected to be higher than other two
rubbers.
43
OZONE TEST
CHAPTER 10
CHAPTER 10
OZONE TEST
10.1 STANDARD USED
The standard used is ASTM D 1149. D 1149 is a Test Method for Rubber
Degradation or Surface Ozone Cracking. The relative capacity of rubber compounds
used for applications requiring resistance to outdoor weathering or ozone chamber
testing can be estimated using this test method. This test method is not applicable to
hard rubber materials, but it is adaptable to moulded or extruded soft rubber materials,
as well as sponge rubber, for use in window weather stripping and other automotive
applications.
10.2 TEST CONDITIONS
Table 10. 1: Testing conditions for ozone test
Standard
Ozone concentration
Test temperature
Elongation
Test duration
Room temperature
Relative humidity
ASTM D 1149
100 pphm
40℃
20 %
48 hours
23 ℃
50 %
10.3 TEST RESULT
NITRILE RUBBER:
Cracks initiated and confirmed with 7x and 30x magnification.
SILICONE RUBBER:
No cracks observed through naked eye and up to 7x and 30x magnification.
44
OZONE TEST
CHAPTER 10
Figure 10. 1: Ozone test report for nitrile rubber
45
OZONE TEST
CHAPTER 10
Figure 10. 2: Ozone test report for silicone rubber
46
AGING TEST
CHAPTER 11
CHAPTER 11
AGING TEST
11.1 TEST CONDITIONS
Table 11. 1 : Test conditions for aging test
Relative humidity
40 % - 70 %
Chamber temperature
130℃
Temperature range
-70℃ to +180℃
Test duration
188 hours
Sample size
2 Nos.
11.2 TEST RESULT:
NITRILE RUBBER:
At chamber temperature 130℃ , sample breakage is observed.
SILICONE RUBBER:
At chamber temperature 130℃, no color degradation & no peel off observed over the samples.
47
AGING TEST
CHAPTER 11
Figure 11. 1: Aging test report for nitrile rubber
48
AGING TEST
CHAPTER 11
Figure 11. 2: Aging test report for silicone rubber
49
CONCLUSION
CHAPTER 12
CHAPTER 12
CONCLUSION
There were several projects focusing on process improvement for production of
various products in Roots India Limited. Based on compliance with program outcomes of B E
Production engineering and time constraints, projects were screened. Among the selected
projects, life improvement of sealing cap in USB charger is chosen after the screening. The
problem is analyzed in detail. There were many observations made and inferences were
drawn from it. The CAD software was used to model the component based on visual
observation. Several documents were referred to frame the cause-and-effect diagram which
is one of the seven quality tools used in quality engineering. It is applied in this problem to
identify all the possible causes. Verification of the causes is carried out after referring the
relevant documents to know which is a valid cause among the identified possible causes.
The properties of high priority are selected based on application and analytical
hierarchy process was applied to assess the impact of each property in failure of the sealing
cap in terms of criteria weights. Based on the weights, material screening is carried out to
choose the best material for the application. Two such materials were obtained by screening.
The thermal stresses produced in existing material and the two screened materials are
compared using thermal analysis in ANSYS software. From the analysis, the results showed
that thermal stresses produced in silicone rubber is comparatively lower than other two
rubbers. However, the existing rubber (nitrile rubber) and silicone rubber material are
subjected to ozone test and aging test to know the response of the material practically. From
the test result, silicone rubber is found to be unaffected by test conditions whereas cracks
were observed in nitrile rubber. Hence silicone rubber is finally proposed for its use in sealing
cap of USB charger.
50
REFERENCES
CHAPTER 13
CHAPTER 13
REFERENCES
1. Shit subhas and Shah Pathik ,2013, “A Review on Silicone Rubber”, National
Academy Science Letters, No. 0250-541X
2. Wu Fan, Chen Ben, Yan Yizhi, Chen Yanan and Pan Mu, 2018, “Degradation of
Silicone Rubbers as Sealing Materials for Proton Exchange Membrane Fuel Cells
under Temperature Cycling”, Polymers MDPI
3. Fabris Hubert and Knauss ,2001, “Nitrile rubber” ,Wolfgang Comprehensive Polymer
Science and Supplements, Vol. 7, pp. 131-177
4. Safranski David, 2017, “Material Selection”, Introduction to Aerospace Materials, pp .
569-600
5. Song K, 2017, “Micro- and nano-fillers used in the rubber industry”, Comprehensive
Polymer Science and Supplements, Vol. 7, pp. 131-177
6. Doshi Jigar and Desi Darshak ,2016, “Application of failure mode & effect analysis
(FMEA) for continuous quality improvement – multiple case studies in automobile
smes “, International Journal for Quality Research, pp. 345–360
7. Vaidya Omkarprasad and Kumar Sushil ,2004, “Analytic hierarchy process: An
overview of applications”, European Journal of Operational Research, Vol. 169, pp.1–
29
8. Lacerra G and Mascia A, 2018, “A failure mode and effect analysis (FMEA)-based
approach for risk assessment of scientific processes in non-regulated research
laboratories”, Accreditation and Quality Assurance, pp.311–321
9. Shinde Dattatraya and Prasad Ramjee, 2018, “Fishbone Diagram: Application to
Identify the Root Causes of Student–Staff Problems in Technical Education”, Wireless
Personal Communications: An International Journal, Vol. 100, No. 2, pp. 653–664.
10. Sharma Kapil and Srivastava Shobit, 2018, “Failure Mode and Effect Analysis (FMEA)
Implementation: A Literature Review”, Journal of Advance Research in Aeronautics
and Space Science, Vol. 5, No. 1&2, pp. 1-17
11. Tejasri Poosala and Basak Arthesh, 2018, “Comparative Study of Computational
Material Models”, International Journal of Applied Engineering Research, Vol. 13, No.
10, pp. 8588-8595
12. Jadhav A N and Bahulika Venkateshwara,
2016, “Comparitive study of variation of
51
Mooney-Rivlin hyperelastic material models under uniaxile tensile loading”,
REFERENCES
CHAPTER 13
International Journal of Advance Research and Innovative Ideas in Education, Vol. 2,
No. 4, pp. 43-46
13. Khajehsaeid H and Arghavani J, 2013, “A hyperelastic constitutive model for rubberlike materials”, European Journal of Mechanics A/Solids, No. 38, pp. 2395-4396
14. Martins P A L S and Ferreira A J M, 2006, “Comparitive study of several material
models for prediction of hyperelastic properties: Application to silicone rubber and soft
tissues”, University of Porto, No. 42, pp. 135-147
15. Grundstein Andrew and Meentemeyer Vernon, 2009, “Maximum vehicle cabin
temperatures under different meteorological conditions”, Int J Biometeorol, pp. 255–
261
16. Szabó György and Váradi Károly, 2018, “Large Strain Viscoelastic Material Model for
Deformation, Stress and Strain Analysis of O-rings”, Periodica Polytechnica
Mechanical Engineering, pp. 148-157
17. Kim Kwangsoo and Kim Dong-Soo, 2010, “Effects of Blanket Roller Deformation on
Printing Qualities in Gravure-Offset Printing Method”, Japanese Journal of Applied
Physics 49, No. 05EC04
18. Serdar G ̈oktepe, 2007, “Micro-Macro Approaches to Rubbery and Glassy Polymers:
Predictive Micromechanically Based Models and Simulations”, University of stuttgart,
No. 20
19. Kim Beomkeun and Lee Jayone, 2012, “A Comparison Among Neo-Hookean Model,
Mooney- Rivlin Model, and Ogden Model for Chloroprene Rubber”, International
journal of precision engineering and manufacturing, Vol. 13, No. 5, pp. 759-764
20. Kumar Nomesh and Rao Venkateswara, 2016, “Hyperelastic Mooney-Rivlin Model:
Determination and Physical Interpretation of Material Constants”, MIT International
Journal of Mechanical Engineering, Vol. 6, No. 1, pp. 43-46
52
53