- No category
Generator Refurbishment: Evaluation Techniques & Decisions
advertisement
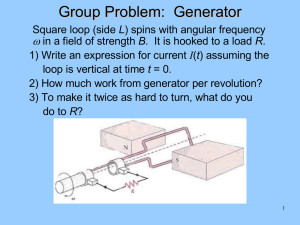
em F'.~~~ ~ i ~ S u. W-~ ~ , ~ f ~'-~ ~^ / I~ t. ~ ~~ L i ~: ~~ Generator Evaluation Techniques for Refurbishment Decisions William G. Moore, Florida Power &Light, Ft. Lauderdale, Florida Stephen F. Ulm, Florida Power Corporation, St. Petersburg, Florida Ulrich P. Schlager, Siemens Power Corporation, Bradenton, Florida For Presentation at the EPRI Utility Motor and Generator Predictive Maintenance Workshop Scottsdale, AZ December 10-12, 1991 Authors Mr. William Moore is currently Technical Manager at Florida Power &Light's Martin Power Plant. At this site, he is responsible for managing all predictive maintenance programs, condition assessment activities, reliability analysis and prediction, as well as development and coordination of equipment overhaul activities. Before working at FPL, Mr. Moore spent IO years with Westinghouse in design and new product development. He has authored over ten papers in the power gener¢tion field, and has three patents to his credit. Master's and Bachelor's degrees in Mechanical Engineering were obtained from the University of Pittsburgh and Notre Dame, respectively. Mr. Stephen F. Ulm received his degree in Electrical Engineering from the University of South Florida. Upon graduation in 1974 he began employment with Flonda Power Corporation where he was responsible for construction and modifcations to fossil, nuclear and peaking unit plants including preparation of studies, detailed design and procurement documents; supervision of installation and testing; and co-ordination of as-bunts upon completion. Mr. Ulm was the Project Engineer for the stator midsection replacement at Crystal River Unit #3. ~~, S - ~a~ ry }: ~ ,~, ~~r ;; ~eti~}M1 ~> Mr. Ulrich Schlager studied power-engineering at the Technical University of Nuernberg. After graduating in 1973, he started work for Siemens Kraftwerk Union (KWU) as Project Engineer in the electrical design and layout of nuclear power plants in Germany. Through several different assignments within the KraJtwerk Union Group, he extended his experience in overall project management within the electrical and I&C field. In 1987 he joined Siemens Power Corporation to represent Siemens generator technology in the American market. He has authored papers in the area of generator replacement/refurbishment applications and is a senior member ofIEEE and VDE. Presently Mr. Schlager is Manager for Generators at Siemens Power Corporation in Bradenton, Florida. He is responsible for new equipment and refurbishment/rebuilds on non-OEM equipment. Generator Evaluation Techniques for Refurbishment Decisions Abstract The Electrical Power Industry is undergoing tremendous change due to deregulation, aging equipment, environmental concerns and investment/risk considerations. Public utility commissions, along with shareholders and end consumers, are closely monitoring'utilities' decisions, especially in the area of costs—both Operation and Maintenance, and Capital. I ncreasing emphasis, within the conventional utility environment, has been and continues to be, placed on controlling expenditures. To be responsive to these industry and competitive pressures, utilities must make cost beneficial choices when faced with plant equipment refurbishment decisions. These decisions should be based on input from many sources, including: severity of the failure, costs of replacement versus refurbishment, risks and safety considerations, expected remaining life of the unit, operational mode(base or peak), fuel type, initial costs, system rapacity, available budgets and financing options. Many times, however, refurbishment decisions are based on an abstract understanding of the above, gut feel, or emotional attachment to a particular option. This paper describes a general methodology for refurbishment decision making, applied specifically to generators. Also included is a case history of one utility's progression through this process., Introduction Evaluations of generator run/repair/replace options can be categorized based upon input from three sources: technical information, economic considerations and risk/safety concerns. To make the best decision possible, it is advantageous to understand the technical issues before a crisis situation (e.g. a forced outage) occurs. Economic and risk/safety issues may change depending on the urgency of the decision and the prevalent economic factors. The technical issues will not change, however, and therefore should be dealt with before a crisis situation occurs. The description below details suggested ways in which utilities can evaluate these areas when preparing for generator refurbishment decisions. Step 1: Develop a Database of Unit Specific Information It is important for utilities to have a thorough database of critical equipment information regarding .the specific design differences of the components. This database should encompass every unit within the utility's system. The following list is a minimum amount of information, necessary to respond to potential generator issues currently prevalent in the industry: • • • • • • • • • • • • Unit Manufacturer ~ Factory Ship Year ~ Nameplate Information 1 Stator Winding Insulation Type Rotor Winding Insulation Type (including slot liner and turn to turn insulation) Stator End Winding Bracing Configuration Rotor Forging Material Year Rotor Forging Made Rotor T-Head Material Retaining Ring Material Nominal Rotor Diameter Stator Core Tightening Mechanism In many cases, the O-riginal Equipment Manufacturer or a competitor can provide this information, if Et is not found in the Plant Data Books.Some of the information can be derived from knowing the factory ship year. For instance, 1958 to 1960, was a critical period in the power generation industry. At that time stator winding insulation- systems were upgraded from thermoplastic to thermosetting. In addition, reliability in rotor forgings increased due to advanced forging techniques such as vacuum degassing. Ultrasonic Testing was also greatly improved in this time period: Other pertinent information is specific to certain suppliers. What is most important is that each utility have a thorough understanding of the generator designs and configurations that they have, and consequently the potential problems with those particular designs. Step 2: Develop FMEA's and/or Fault Trees Specific to Your Units An FMEA (Failure Mode Effects Analysis) or fault tree analysis done on major critical generator components will enhance the run/repair/replace decision making as well as bring other benefits to the utility. By identifying failure modes or base faults, up front, the station engineer has a ready source of information to refer to when a component fails. This source of information (the fault tree) should be developed in a non-pressured atmosphere by .a team of experts. It will then be available when the station engineer is diagnosing a problems occurring in the industry, have well known and documented root causes. In those.cases, fault tree analyses are still beneficial for they provide a greater understanding of the failure mechanisms and increase the awareness of the problem to all involved, not to mention the value to the end user who may not be a generator expert. Beyond that, however, plant engineers involved with generators face numerous problems that may not be the same magnitude as the "well known problems", but the criticality is just as important. Pre-completed fault tree analyses are invaluable in cases such as these. problem that needs immediate attention, but the resources of the experts are not available. More importantly, however,identification of failure modes now can allow preventive action to take place before a failure occurs. For example,the fault tree shown in Figure Yidentifies tube oil contamination and tube oil temperature at turning gear as root causes for a bearing wipe. Identification of.these failure modes has resulted in specific plant actions to prevent future failures.~~~ No failures have occurred since the appropriate countermeasures were put into place. Many generator Sy~cronous Speed Main Oil Pump Failure D doss of o~~ Supply RPM <3600 To Turning Gear Aux. Oil Pump Failure Lack of Lubrication D Shaft RPM < 2000 ~~~ o~i D High Oil Viscosity 1 ~ Temp From Cooler> 90'F Loss of tube Oil Film Synchronous Speed Lube Oil D Low Oil Yscosity Temp From Cooler c 110°F tube OiI Supply Side Contamination Inadequate J FilVation of Reservoir Tank Contact with Rotor Journal Contam. Oil w/ Particulate Dia.> ~~~ ~~m Embedded Particles in the Bearin Babbit Grooved journal Surface ~" Scored and Grooved gearin Surface Rotation of the Rotor Loss of Load Bearing Capability Worn Bearing Surface Misalignment D At~jecent Bearing Failure Turbine Bearing Overload Rotor Thermal Rise Lack of Journal To Bearing Clearance Lube Oil Film D Rotor Rise ~ Synchronous Speed Lack of Journal ~o oeanng Clearance Figure 1. Fault Tree Analysis for aTurbine-Generator Bearing Wipe 2 }~ oR D AND r #6 Turbine Bearing Wipe Step 3: Develop a Useable Database of Operational Data,Testing Data, and Failure History. Many utilities keep exce4lent records of unit operational data, past test results and component failures. The problem of most, however, is that no one individual or group is overseeing the trending of this data. The report is buried away in some file room located on the other side of the plant, or it had a limited distribution to a few key individuals who have it in their private files. Even control room operators, who monitor data on a continuous basis, usually only see data trended over the last 24 hour period, or at most the last week or month. With many of the generator problems, (i.e. in the areas of insulation degradation, stator end winding looseness and core looseness) it is helpful to trend data (in this case, test results) over the last 5 or 10 years. Nowhere is the value of this more illustrated-than in the turbine performance area. Initial acceptance test values done on unit start-up can be compared to each test value throughout the units life to optimize maintenance intervals or prevent failure. Typically, with regard to generator testing, the unit passes the test, is put into service and the test Value is buried in a file. Trending data, which can lead to more informative decision making, can be done in many areas including: bearing vibration, gas temperature, hydrogen purity, field current, flux probe testing, winding insulation tests and closed cooling water temperatures. In addition, commercial packages -are available to provide additional information to trend. Such items as end winding vibration monitors, shaft current monitors, generator condition monitors, radio frequency monitors and others. These devices can be useful if the data is used and analyzed. If a utility does not desire to provide the manpower to trend this important data, it can purchase commercial packages to do the long term trending and even purchase outside help to do the analysis of the trends. Other critical information to track and analyze is the failure history of each component. Weibull and reliability growth analyses are excellent tools to take the existing failure history and predict the number of recurring failures, and the timing of the next one to occur. These tools, however, are ideally suited for components`that have multiple failures with the same failure mode, such as turbine blade cracks or boiler tube failures. Generators, however, are not ideally suitable for these types of failure predictions, primarily because of severity of the failure, the lack of multiplicity of components and the driving mechanism of the failure. If a boiler, tube fails, the unit is brought off line, the tube is repaired and the unit is brought back. A failure investigation will identify the root cause, which mayor may not be actionable in the immediate future. On the other hand, if a generator retaining ring fails, the unit isoff-line from 6 months to a year. This inability to use past unit specific failures as a prediction tool makes trending of operational data and test results even more important. Step 4. Identify Major Generator Issues Specific to your Units Currently, there are a number of major generator issues in the industry that should receive the most attention from your management. These should be screened and applied only to the appropriate units within your system. Below is a brief listing of the major issues in the industry. • • • • • • • Stator Insulation Degradation ~~Rotor Insulation Degradation Stator End Winding Looseness Stator Core Looseness .,~ Rotor Tooth Top Cracking Rotor Copper Dusting Retaining Ring Stress Corrosion Cracking There are numerous references in the current literature that addresses these problems.~2,3,a,5,s,~,a,s,io) Suffice it to say that it is each utility's responsibility to do the necessary research and to be aware of wF~at potential problems are out there before a crisis situation develops. In many cases, the utility can make an intelligent run/repair/replace technical decision by adequate record keeping and trending of this parameter. Economic and Risk/Safety considerations still have to be entered into the decision making process. Step 5: Do the Economic Analysis with the Run/Repair/Replace Options Many utilities have pre-packaged programs for performing economic analyses of the different options. These analyses involve many different factors, including: Costs • • • • Run to Failure Refurbishment Replacement Additional O & M Benefits • • • • • • Deferred Generation . Capital Cost Avoidance Replacement Power Avoided O & M Efficiency Improvement Increased Capacity The run to failure option, while sometimes used for non-critical plant equipment, is usually not an acceptable option for generator components,especially in any of the current critical industry issues. A decision can be made to run until a more timely refurbishment~or replacement can be made, but making that decision requires a keen understanding of all the issues: technical, economic ' and < fet .Again, with generators, 9i consideration must be based on a one time, possibly catastrophic failure. In contrast, feedwater heater tube leaks, for example, can be observed over time, plotted and repaired and replaced in a timely fashion. By building a failure history, one can predict the number of future failures: Knowing that, it is an easy calculation to determine the cost of future operation, considering the operation and maintenance costs associated with each of the future tube leaks. While the run to failure option is ncst a viable option for generator issues, refurbishment versus replacement usually is. In general, one looks at the initial casts of the refurbishment and replacement, adding in the additional maintenance costs with the refurbishment. For instance, if the refurbishment option is only a short term solution, the cost of the refurbishment done two or three times over the rerr~aining life must be weighed against the.initial costs of the permanent solution. Of course, the potential benefits of the refurbishment or replacement must also be captured to justify the expenditure. This is typically done through an analysis of deferred generation costs, capital cost avoidance benefit, avoided -O & M costs, avoided replacement power costs and any increased capacity or efficiency improvement. Deferred generation savings can be contributed to the increased reliability of the repair, thereby offsetting the need to build new generation. Capital cost avoidance can be captured to include savings achieved from not having to replace components which otherwise would have reached end of life during the period. Avoided O & M savings are captured through the increase in mean time between failure of the components)in question. Replacement power savings are achieved by the increase in the units capacity facxor. Increased efficiency savings can be attributed to the overall improvement in efficiency which results can be calculated back to fuel savings. Increased capacity savings should be included to capture those savings that result from the ability to operate the generator at a higher rating, thereby offsetting the need to build the amount of new generation. All factors should be included in the economic comparison, although some may be insignificant or even zero depending upon the scope of the repair. All costs should be brought back to net present value for an equal comparison. While these programs -give a least cost alternative, it may not be the best alternative- from a technical or risk/safety point of view. All facto~~ must be considered. Step 6: Do the Risk/Reliability Analysis Risk factors include, not only technical risks and reliability issues involved with implementing a particular option, but also safety related risks involved with different scopes of repair. Risk analysis, in and of its own, can be quite complicated and cumbersome for applications in the Power Generation Industry. Reliability analysis can be more straightforward, if the appropriate failure history is available for the new design options being offered. Usually it is not, since the last thing a salesman wants to give away is the failure history of a new product—unless of course it has never failed! These analyses can best be handled through the use of the utility's own technical experts, after obtaining all the necessary knowledge about the options in question. Even with this great wealth of knowledge,emotional involvement and personal bias can easily enter into the decision making process. One way to bypass partiality, is to independently weigh all the options, their risks and reliability factors and do the appropriate multiplication and addition to come up with the best solution. A number of computer programs on the market will facilitate this process, but it's just as easily done by hand.The important point is that the critical decision is achieved through a systematic, methodical evaluation of all the appropriate 1r~ ~~ options. Case History ~~L~ Florida Power Corporation's Crystatl River Unit #3 developed problems with"its generator- end windings including: looseness, broken joints and series connections. Although a formal fault tree analysis was not done, sufficient operational and test data was available to accurately diagnose the root cause of the failures. Table 1 shows a summary of this data history. In late 1986, refurbishment evaluation options were initiated. The options proposed and evaluated were: Generator Rewind Stator Replacement Generator Replacement . While the technical issues were being addressed, risk and reliability concerns were also being evaluated. The major risk factor involved the potential of extending the installation beyond the proposed schedule, while the reliability consideration stemmed from the potential of having a forced outage during the remaining 30year life of the unit. The risk factors were identified as shown in Table 2. Reliability factors taken into consideration are listed in Table 3. The characteristic values were developed using the same engineers prior to the determination Hof the weight factors to protect against individual bias. The evaluation process consisted of three areas to be considered: total evaluated cost, risk of extending the outage and reliability of the repair. The initial step was to select the best vendor for each option. The next step was then to select the best option. The results of the evaluation showed that the complete generator replacement was marginally more reliable and offered a slightly lower risk than the stator replacement. However, the small advantages in risk and reliability did not outweigh the cost savings provided by the stator replacement option. , ', ,~ Table 1. Data History of Crystal River Unit 3 Winding Problems. Date Table 2. Risk Factors in the Crystal River Generator Replacement Evaluation. Findings 6/16/76 Unit 3 acceptance tested. 2/1/78 Crawl through inspection revealed end winding dusting. ~ 5/5/78 Visual inspection revealed dusting in areas o€ series connections and between coils and f support rings. Loose wedges and core blocks identified. Core rewedged. Core blocks retightened. 5/7/80 10/23/81 4/11/85 Description Heavy Lift The movement oflarge components requires extensive rigging. This factor takes into consideration the potential of a rigging accident and its impact. It is significant for the stator replacement and generator replacement options only. ,Using Existing Core The rewind options assume the existing core can be reused with minimal repair. This factor considers the possibility that there is significant core damage that would have a major impact on the schedule. This item was the most significant risk factor due to past industry findings. Visual inspection showed reduced dusting activity. Dusting and looseness on strain blocks, diamond spacers, crossover banding, and.spacers between bottom coils and support ring. Loose components repaired. Inspections showed severe greasing, dusting, broken ties and burned copper strands. Minimum repair done involving removal of loose bracing components, repairing tubes and broken copper strands. 3/18/86 Decision was made to purchase additional end winding bracing system. 4/2/86 Discovery of like unit with severe coil shorting problems. Inspection of Crystal River Unit 3 revealed same problem with shorted strands. Shorts repaired. Installation of additional end winding support system deferred. 9/86 J Risk Factor Initiated refurbishment option evaluations. Refurbishment Details The matrix shown in Figure 2 summarizes the risk/reliability evaluation for each option and vendor, identifying their weights. Florida Power Corporation using the evaluation, implemented a stator replacement. This approach took into account all thecriteria for the changeout during a regular scheduled refueling outage of eight(8) weeks. Due to the risk analyses, it was decided to manufacture a new midsection piece (Figure 3) including: a new housing, core with core suspension and winding and end winding supports. As shown in Figure 4, the end shields including end brackets, terminal box, rotor and the cooler section were retained and reused. The midsection replacement was shipped to the site 18.5 months manufacturing time after contract award. Transporting this midsection replacement to and on site required special planning. It is approximately 16 feet in diameter by 32 feet long weighing over 420 tons. The original Generator Bearing The generator replacerrient will require Modification _ the present rotor bearings in a separate pedestal to be modified to be included in the end shields. This modification introduces an additional risk. Stator Core Component Compatibility The stator replacement options are extremely dependent on the interface with existing OEM components which will be reused. Potential for dimension mismatch is considered. Installation Experience This factor takes into account the vendor experience in performing similar work. Number and Complexity of Auxiliaries The scope of auxiliaries to be replaced, modified or added has a large impact on risk. Familiarity with Exiting Conditions This factor covers the familarity with the OEM equipment, as well as experience in performing at Crystal River. plan anticipated a somewhat routine transfer from the (ast barge to a heavy duty rail car using the stationary crane at Charlotte, SC. However, hurricane Hugo totally destroyed this stationary crane just as the midsection was scheduled for u nloading. Alternate unloading methods had to be investigated. Several floating derricks were located, but none in ports where the midsection could be transferred to proper rail facilities. Finally the floating derrick Atlantic Giant was located in Norfolk, VA. It was necessary to tow the Atlantic Giant from Norfolk to Charlotte where it could transfer the midsection to the rail car for delivery to Crystal River. Actual delivery to the site was accomplished in early February, 1990.(Figure 5) Once at the site, the new midsection was removed from the rail car and placed on one of two identical transporters in preparation for the approximately 1 mile move from the rail siding to the plant entrance.(Figure 6) 5 Table 3. Reliability Factors in Crystal River Generator Replacement Evaluation. Reliability Factor Reliability Factor Description Shaft Vibration Analysis The installation of a new generator requires the turbine interface be analyzed to verify that no harmful resident frequencies exist. The compatibility between the turbine and generator is critical to the long-term operation of the unit. Direction of Rotation The replacement generator is'designed to ,~~ rotate in the opposite direction as the existing unit. This rotor needed to be modified to properly interface with the turbine. This modification had a potential to lessen the reliability of this option. End Winding Support System Description Rotor/Exciter Compatibility The complete generator replacement offer reused the existing excitation system requiring rotor modification for proper interface. This impact is similar to modifications due to rotation. Maintainability This factor considers the future maintainability of the different options "as designed." Service and Replacement Parts The availability of an established service organization and spare parts was reviewed for its impact on reliability. Operating Experience This factor takes into account the forced outage rates for similar designs, utilizing data from NERC(North American Electric Reliability Council). The vendor's experience on an installation similar to the proposed options was also included. All options provide a support system which is rigid for proper support during normal operations and short circuit conditions, yet allow for thermal expansion. This factor took into account history and experience with proposed designs. This was the most significant factor in the reliability evaluation. Weighted Values Characterisic Values Weight Factor Characteristics Risk Factors: 1. Risk of Heavy Lift 2. Risk of Using Existing Core 3. Generator Bearing Modifications 4. Stator Casing Component Compatibility 5. Installation Experience 6. Number and Complexity of Auxiliaries 7. Familiarity with Existing Conditions Subtotal Reliability Factors 1. Shaft Vibrat~~n Analyses 2. Direction of Rotation 3. End Winding Support System 4. Rotor/Exciter Compatibility 5. Maintainability 6. Service and Replacement Parts 7. Operating Experience Subtotal Options: 1. Generator Rewind 2. Stator Replacement 3. Generator Replacement Option 1 Option 2 Option 3 Option 1 C A B 4.30 8.24 9.50 8.40 1.29 4120 9.50 3.36 129 4120 9.50 5.88 1.29 41.20 2.85 8.40 0.86 4120 9.50 8.40 5.76 10.80 4.20 7.20 10.80 4.20 5.76 10.80 1.68 4.32 18.00 2.52 5.76 10.80 1.68 14.40 7.20 2.10 48.68 52.64 73.59 82.71 71.98 83.66 4.20 5.80 35.92 6.30 9.10 6.00 9.15 4.20 5.80 22.45 6.30 6.50 6.00 9.15 4.20 5.80 35.92 6.30 9.10 6.00 9.15 4.20 5.80 40.41 6.30 11.70 6.75 12.81 1.68 5.80 35.92 3.15 9.10 6.00 9.15 1.68 2.90 44.90 6.30 13.00 7.50 18.30 76.47 60.40 76.47 87.97 70.80 94.58 D A C A B A D 0.43 4.12 0.95 0.84 10 2 10 10 10 2 10 10 3 10 10 4 3 10 10 7 3 10 3 10 2 10 10 10 4.30 8.24 9.50 8.40 1.44 1.80 0.42 4 6 4 5 6 10 4 6 4 3 10 6 4 6 4 10 4 5 0.42 0.58 4.49 0.63 1.30 0.75 1.83 10 10 8 10 7 8 5 10.00 Evaluated Vendors 'A','B', 'C','D' 10 10 5 10 5 8 5 10 10 8 70 7 8 5 10 10 9 10 9 9 7 4 10 8 5 7 8 5 4 5 10 10 10 10 10 Option 3 A A 10.00 Option 2 Characteristic EvaluationLarger value indicates better performance. (Maximum of 10) Figure 2. Risk/Reliability Generator Evaluation Matrix Weighting FactorLarger value Indicates greater importance. Figure 5. Arrival of the 870,000 Ib. Stator Midsection at the Crystal River Site Figure 3.Completed Stator Midsection In addition to the two transporters, two jacking towers were also required; one was set up at the rail siding to place the midsection on the transporter. It was then moved to a location just outside the turbine building access door where the old midsection was loaded on the second transporter and moved to a rail siding for eventual scrapping. It then removed the new midsection from its transporter for rolling into the turbine building where it was elevated to the turbine room floor by the other jacking tower that had been assembled in the crane bay. End-Tum Ba(fb Cap Air Gep Seal Stator Freme Stator Corc Once the new midsection `reached the turbine floor elevation, it was-skidded- on stw~tural members at a location approximately over the exciter area where a travelling gantry crane lifted and transported it to the proper location on the foundation. Here the new midsection was aligned and attached to the original cooler section.The joint between these two sections duplicates the original design, wherein a double row of bolting provides the rrfechanical strength and a seal weld provides the gas seal. The generator was synchronized on June 23, 1990 and. following a 30 day trial run and a 100 hour acceptance test, it Rotor Stator Winding Phase Connector Rings ~ Adapters <~x Replaced Components High Voltage Buahinga Retained Componerns Fgure 4.Crystal River #3 Stator Midsection Replacement 7 End winding vibration, due to end winding looseness, was the primary reason for Florida Power Corporation's generator midsection replacement decision. Therefore, much interest has been focused on the information coming-from the newly installed fiber optic end winding monitor and the RF-monitor. A key design goal is achieving lasting integrity of the end winding basket. A simple, monolithically acting end winding basket- prevents, from the beginning-, excessive end winding vibration. Test results of the Crystal River #3 generator after the midsection replacement indicate very low, almost undetectable end winding vibration levels. The readings of the RF-monitor do not indicate any disturbances at all. By utilizing five (5) measuring points, this state-of-the-art monitor~t2~ exceeds other known monitoring systems for detecting and identifying potential problems in or in the vicinity of the generator(Figure 7). Figure 6. New Midsection on Transporter was turned over to Florida Power Corporation for normal operation.. The unit remained on line operating very satisfactorily until a planned mid-cycle fuel outage in the fall of 1991. Florida Power Corporation made limited crawl-thru inspections of the stator end windings and adjusted internal monitoring sensors. There were no indications of heavy greasing and dusting detected which would indicate. movement and end winding looseness within the end winding basket. The entire end winding area was dry; no oil was-vi"sible' which would indicate seal leakages. The decision of Florida Power Corporation for a stator midsection replacement solved the end winding vibration problem as well as provided a new core designed and manufactured for maintenance free operation. By compressing X370 psi)and heating (180`F)the core at various times during stacking, the materials are pre-aged, .thus preventing major shrinkage during operation. After approximately five years, any remaining minor shrinkage has ceased, providing a constant core compression of approximately 150 psi for the remaining life of the generator. Core retightening is no longer necessary.(Figure 8) Monitored High Voltage Systems Examples of Faults to be Detected Bad Contact in Static F~cciter Unit Sparking of Ground Brushes on Generator Shaft Exciter Failure of Inner Potential Grading in HV Bushing Broken Generator Circuit Ring Ground Connection HV Discharges Inside a Main Transformer Broken •Lead in Current Transformer Winding High Corona Discharge in aGrounding Switch Aux. Generator Transformer Protection Equipment Main Transformer .ti Surge Wave Protection Capacitors High-Frequency Resistors _ _ ~~ Broad-Band RF Monitor Peripheral Diagnostic Figure 7.On-Line RF Monitoring of High Voltage Equipment g y N/mmz / 1.8 E 1.6 ------I-------3 1 ~ a 1.4 o 1.2 ~ Initial Compression 1 FStacking Beams p 6 2 -- - E — - FThrough-Bolts y d ~•~ ~ o 0.8 U ~ 0.6 ~j 0.4 ~ 4 Remaining Compression The High Stator Core Compression Achieved by Repeated Pressing and Heating Prevents Damaging Core Setting Later on so that no Retightening of the Stator Core will be Required even after Long-Term Operation. p2 I 0 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 5 Service Years 1)Stacking Beams 1.1) Insulated Dovetail Bars 2)Insulated Through-Bolts 3)Pressure Plate 4)Clamping Finger 5) Core 6) Strain Gauges (installed on Selected Generators for Long-Term Supervision 'Figure 8. Axial Core Compression Conclusion A comprehensive data base, unit-specific fault trees and the knowledge of major generator issues in combination with economic analyses are powerful tools for utilities to conduct efficient generator replacement evaluation studies. Florida Power Corporation has demonstrated the effectiveness of this method by utilizing all the essential evaluation elements for their Crystal River #3 generator refurbishment decision. The very satisfactory operation of the new midsection (Figure 9) over the past sixteen (16) months, justifies that the proper decision was made. Acknowledgement The authors wish to thank Mr. John J. Miele of the Florida Power Corporation's Crystal River #3 Station for his assistance and use of operational data. Figure 9. New Crystal River Midsection Installed D References [1] Moore, W.G., et. al, "Turbine Lubrication Oil I mprovements," EPRI Steam Turbine Generator Workshop, July 18, 1991, Charlotte, NC. [2] Proceedings from EPRI Generator Retaining Ring Workshop, September 15, 1987, Charlotte, NC. [3] Proceedings from EPRI Generator Reliability Workshop, December, 1985, Scottsdale, AZ, Report #EL-468. [4] Reason, John, ed., "When it pays to change out the whole generator," Electrical World, March 1988. [5] Shelton, J.W. and Reichman, B.M., "A Comparative Analysis of Turbo-Generator Core Inspection Techniques," American Power Conference, April 22, 1985, Chicago, IL. [6~ Londergan, M.B., Murphy, R.L., and Metala, M.J., "Generator Rotor Tooth Top Cracking," International Joint Power Generation Conference, October, 1991, San Diego, CA. [7] Edmonds, J.S. and Rasmussen, J.R., "Generator Problems in Cycled Units," International Joint Power Generation Conference, October, 1991, San Diego, CA. .ti 10 [8] Liese, M., Boeer, H.J., and Schlager, U., "Results of Inspection and Monitoring of Large Hydrogen-Cooled Turbine-Generators," EPRI Seminar and IJPGC Conference, October, 1990, Boston, MA on Rotating Machine Winding Condition and Repair/Rewinding Practices, December 13, 1988, Scottsdale, AZ. [9J Boeer, J., Liese, M., and Schlager, U., "Examples of Stator Core and Winding Replacements on Large Turbine-Generators," IJPGC Conference, October, 1990, Boston, MA. [10] Bailly, H., Westendorf W., Schlager, U., "Generator Rotor Tooth Top Cracking—Failure Analysis and Long-Term Refurbishment," EPRI Workshop on Utility Rotor and Generator Predictive Maintenance, December 11, 1991, Scottsdale, AZ. [11] Ulm, Stephen F., Huber, Gustav N. and Rauter, Joseph J.,"Stator Midsection Replacement of the 990 MVA Crystal River #3 Hydrogen-Cooled Generator," American~Power Conference, Chicago, IL, April, 1991. [12] Weidner, J., Schlager, U., "Turbine-Generator Modular On-Line Monitoring and Diagnosis System," EPRI Workshop on Utility Rotor and Generator Predictive Maintenance, December 12, 1991, Scottsdale, AZ. .ti
 0
0
advertisement



Download
advertisement
Add this document to collection(s)
You can add this document to your study collection(s)
Sign in Available only to authorized usersAdd this document to saved
You can add this document to your saved list
Sign in Available only to authorized users