A PROJECT REPORT ON
TEMPERATURE
MEASUREMENT:
THERMOCOUPLE
CONTENTS
1 Temperature measurement
2 Thermocouples
3 Principle of operation
4 Practical use
5 Types of thermocouples
6 Thermocouple comparisons
7 Applications of thermocouple
8 Thermocouples used in alumina plant
9 Installation
10 Industrial assemblies
11 Selection factor
12 Advantages
13 Disadvantages
14 Conclusion
15 References
TEMPERATURE MEASUREMENT
Temperature is an expression denoting a physical condition of matter just as mass, dimension
and time. Yet the idea of temperature is a relative one arrived at by number of conflicting
theories. The classical theory depicts heat as a form of energy associated with activities of
molecules of the substances. These minute particles of all matter are assumed to be in
continuous motion which is sensed at heat temperature and is a measure of this heat.
To standardize on the temperature of heat object under varying condition
several scale have been devised. The Fahrenheit scale arbitrarily assigns the number 32 to the
freezing point of water and number 212 to the boiling point of water and divides the interval
into 180 equal intervals. The centigrade scale shows the freezing point of water 0 and boiling
point water 100.
In line with the classical theory some relation to the point where molecules motion is of
minimum had to be to established and the Kelvin scale in terms of absolute zero. Zero Kelvin
was determining to be -273.19⁰ C.
There are several ways to determine temperature thermodynamically including gas
thermometers,
paramagnetically (low temperature) and by plank radiation method (high temperature). To
establish some degree of continuity in the determination of international practical temperature
scale (IPTS) was adopted in 1927.This enables temperature measurement to take place with the
order of physical condition.
We cannot build a temperature divider as we can a voltage divider, nor can we add
temperatures as we
would add lengths to measure distance.We must rely upon temperatures established by
physical phenomena which are easily observed and consistent in nature. The International
Practical Temperature Scale (IPTS) is based on such phenomena. Revised in 1968, it establishes
eleven reference temperatures.
Since we have only these fixed temperatures to use as a reference, we must use instruments to
interpolate between them. But accurately interpolating between these temperatures can
require some fairly exotic transducers, many of which are too complicated or expensive to use
in a practical situation. We shall limit our discussion to the four most common temperature
transducers: thermocouples, resistance-temperature detector’s (RTD’s), thermistors, and
integrated circuit sensors.
IPTS-68 REFERENCE TEMPERATURES
EQUILIBRIUM POINT
K
⁰C
Triple Point of Hydrogen
13.81
-259.34
Liquid/Vapor Phase of Hydrogen
17.042
-256.108
at 25/76 Std. Atmosphere
Boiling Point of Hydrogen
20.28
-252.87
Boiling Point of Neon
27.102
-246.048
Triple Point of Oxygen
54.361
-218.789
Boiling Point of Oxygen
90.188
-182.962
Triple Point of Water
273.16
0.01
Boiling Point of Water
373.15
100
Freezing Point of Zinc
692.73
419.58
Freezing Point of Silver
1235.08
961.93
Freezing Point of Gold
1337.58
1064.43
THERMOCOUPLES
A thermocouple is a junction between two different metals that produces a voltage related to a
temperature difference. Thermocouples are a widely used type of temperature sensor for
measurement and control and can also be used to convert heat gradient into electricity. They
are inexpensive[2] and interchangeable, are supplied fitted with standard connectors, and can
measure a wide range of temperatures. The main limitation is accuracy: system errors of less
than one degree Celsius (C) can be difficult to achieve.
Any junction of dissimilar metals will produce an electric potential related to temperature.
Thermocouples for practical measurement of temperature are junctions of specific alloys which
have a predictable and repeatable relationship between temperature and voltage. Different
alloys are used for different temperature ranges. Properties such as resistance to corrosion may
also be important when choosing a type of thermocouple. Where the measurement point is far
from the measuring instrument, the intermediate connection can be made by extension wires
which are less costly than the materials used to make the sensor. Thermocouples are usually
standardized against a reference temperature of 0 degrees Celsius; practical instruments use
electronic methods of cold-junction compensation to adjust for varying temperature at the
instrument terminals. Electronic instruments can also compensate for the varying
characteristics of the thermocouple, and so improve the precision and accuracy of
measurements.
Thermocouples are widely used in science and industry; applications include temperature
measurement for kilns, gas turbine exhaust, diesel engines, and other industrial processes.
PRINCIPLE OF OPERATION
Seebeck effect
In 1821, the German–Estonian physicist Thomas Johann Seebeck discovered that when any
conductor is subjected to a thermal gradient, it will generate a voltage. This is now known as
the thermoelectric effect or Seebeck effect. Any attempt to measure this voltage necessarily
involves connecting another conductor to the "hot" end. This additional conductor will then
also experience the temperature gradient, and develop a voltage of its own which will oppose
the original. Fortunately, the magnitude of the effect depends on the metal in use. Using a
dissimilar metal to complete the circuit creates a circuit in which the two legs generate
different voltages, leaving a small difference in voltage available for measurement. That
difference increases with temperature, and is between 1 and 70 microvolt per degree Celsius
(µV/°C) for standard metal combinations.
The voltage is not generated at the junction of the two metals of the thermocouple but rather
along that portion of the length of the two dissimilar metals that is subjected to a temperature
gradient. Because both lengths of dissimilar metals experience the same temperature gradient,
the end result is a measurement of the temperature at the thermocouple junction.
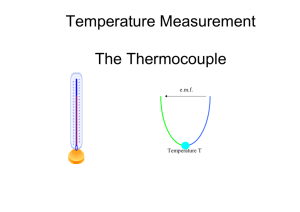
PRACTICLE USE
A thermocouple is a device made by two different wires joined at one end, called junction end
or measuring end. The two wires are called thermoelements or legs of the thermocouple: the
two thermoelements are distnguished as positive and negative ones. The other end of the
thermocouple is called tail end or reference end (Figure1). The junction end is immersed in the
enviroment whose temperature T2 has to be measured, which can be for instance the
temperature of a furnace at about 500°C, while the tail end is held at a different temperature
T1, e.g. at ambient temperature.
Figure1:Schematic drawing of a thermocouple
Because of the temperature difference between junction end and tail end a voltage difference
can be measured between the two thermoelements at the tail end: so the thermocouple is a
temperature-voltage transducer.
The temperature vs voltage relationship is given by:
Equation1
where Emf is the Electro-Motive Force or Voltage produced by the thermocople at the tail end,
T1 and T2 are the temperatures of reference and measuring end respectively, S 12 is called
Seebeck coefficient of the thermocouple and S1 and S2 are the Seebeck coefficient of the two
thermoelements; the Seebeck coefficient depends on the material the thermoelement is made
of. Looking at Equation1 it can be noticed that:
1. a null voltage is measured if the two thermoelements are made of the same materials:
different materials are needed to make a temperature sensing device,
2. a null voltage is measured if no temperature difference exists between the tail end and
the junction end: a temperature difference is needed to operate the thermocouple,
3. the Seebeck coefficient is temperature dependent.
In order to clarify the first point let us consider the following example (Figure2): when a
temperature difference is applied between the two ends of a single Ni wire a voltage drop is
developed across the wire itself. The end of the wire at the highest temperature, T2, is called
hot end, while the end at the lowest temperature, T1, is called cold end.
Figure2: Emf produced by a single wire
When a voltmeter, with Cu connection wires, is used to measure the voltage drop across the Ni
wire, two junctions need to be made at the hot and cold ends between the Cu wire and the Ni
wire; assuming that the voltmeter is at room temperature T 1, one of the Cu wires of the
voltmeter will experience along it the same temperature drop from T2 to T1 the Ni wire is
experiencing. In the attempt to measure the voltage drop on the Ni wire a Ni-Cu thermocouple
has been made and so the measured voltage is in reality the voltage drop along the Ni wire plus
the voltage drop along the Cu wire.
The Emf along a single thermoelement cannot be measured: the Emf measured at the tail end
in Figure1 is the sum of the voltage drop along each of the thermoelements. As two
thermoelements are needed, the temperature measurement with thermocuoples is a
differential measurement.
Note: if the wire in Figure2 was a Cu wire a null voltage would have been measured at the
voltmeter.
The temperature measurement with thermocouples is also a differential measurement because
two different temperatures, T1 and T2, are involved. The desired temperature is the one at the
junction end, T2. In order to have a useful transducer for measurement, a monotonic Emf
versus junction end temperature T2 relationship is needed, so that for each temperature at the
junction end a unique voltage is produced at the tail end.
However, from the integral in Equation1 it can be understood that the Emf depends on both T 1
and T2: as T1 and T2 can change indipendently, a monotonic Emf vs T2 relationship cannot be
defined if the tail end temperature is not constant. For this reason the tail end is mantained in
an ice bath made by crushed ice and water in a Dewar flask: this produces a reference
temperature of 0°C. All the voltage versus temperature relationships for thermocouples are
referenced to 0°C.
The resulting measuring system required for a thermocople is shown in Figure3.
Voltage–temperature relationship
For typical metals used in thermocouples, the output voltage
increases almost linearly with the temperature difference (ΔT)
over a bounded range of temperatures. For precise
measurements or measurements outside of the linear
temperature range, non-linearity must be corrected. The
nonlinear relationship between the temperature difference
(ΔT) and the output voltage (mV) of a thermocouple can be
approximated by a polynomial:
The coefficients an are given for n from 0 to between 5 and 13
depending upon the metals. In some cases better accuracy is
obtained with additional non-polynomial terms. A database of
voltage as a function of temperature, and coefficients for
computation of temperature from voltage and vice-versa for
many types of thermocouple is available online.
Polynomial Coefficients 0-500 °C
n
an (for Type K)
1
25.08355
2
7.860106x10−2
3
-2.503131x10−1
4
8.315270x10−2
5
-1.228034x10−2
6
9.804036x10−4
7
-4.413030x10−5
8
1.057734x10−6
In modern equipment the equation is usually implemented in
9
a digital controller or stored in a look-up table; older devices
use analog circuits.
-1.052755x10−8
Piece-wise linear approximations are an alternative to polynomial corrections.
Cold junction compensation
Thermocouples measure the temperature difference between two points, not absolute
temperature. To measure a single temperature one of the junctions—normally the cold
junction—is maintained at a known reference temperature, and the other junction is at the
temperature to be sensed.
Having a junction of known temperature, while useful for laboratory calibration, is not
convenient for most measurement and control applications. Instead, they incorporate an
artificial cold junction using a thermally sensitive device such as a thermistor or diode to
measure the temperature of the input connections at the instrument, with special care being
taken to minimize any temperature gradient between terminals. Hence, the voltage from a
known cold junction can be simulated, and the appropriate correction applied. This is known as
cold junction compensation. Some integrated circuits such as the LT1025 are designed to
output a compensated voltage based on thermocouple type and cold junction temperature.
Figure4: An example of Cold Junction Compensation
TYPES OF THERMOCOUPLE
Certain combinations of alloys have become popular as industry standards. Selection of the
combination is driven by cost, availability, convenience, melting point, chemical properties,
stability, and output. Different types are best suited for different applications. They are usually
selected based on the temperature range and sensitivity needed. Thermocouples with low
sensitivities (B, R, and S types) have correspondingly lower resolutions. Other selection criteria
include the inertness of the thermocouple material, and whether it is magnetic or not. Standard
thermocouple types are listed below with the positive electrode first, followed by the negative
electrode.
K
Type K (chromel{90 percent nickel and 10 percent chromium}–alumel)(Alumel consisting of 95%
nickel, 2% manganese, 2% aluminium and 1% silicon) is the most common general purpose
thermocouple with a sensitivity of approximately 41 µV/°C, chromel positive relative to
alumel.[7] It is inexpensive, and a wide variety of probes are available in its −200 °C to +1350 °C /
-328 °F to +2462 °F range. Type K was specified at a time when metallurgy was less advanced
than it is today, and consequently characteristics may vary considerably between samples. One
of the constituent metals, nickel, is magnetic; a characteristic of thermocouples made with
magnetic material is that they may undergo a step change in output when the magnetic
material reaches its Curie point (around 354 °C for type K thermocouples). (However, reference
data for Type K thermocouples at http://srdata.nist.gov/its90/type_k/300to600.html shows no
such step change near 354C.)
E
Type E (chromel–constantan)[5] has a high output (68 µV/°C) which makes it well suited to
cryogenic use. Additionally, it is non-magnetic.
J
Type J (iron–constantan) has a more restricted range than type K (−40 to +750 °C), but higher
sensitivity of about 55 µV/°C.[2] The Curie point of the iron (770 °C)[8] causes an abrupt change
in the characteristic, which determines the upper temperature limit.
N
Type N (Nicrosil–Nisil) (Nickel-Chromium-Silicon/Nickel-Silicon) thermocouples are suitable for
use at high temperatures, exceeding 1200 °C, due to their stability and ability to resist high
temperature oxidation. Sensitivity is about 39 µV/°C at 900 °C, slightly lower than type K.
Designed to be an improved type K due to increased stability at higher temperatures, it is
becoming more popular, though the differences may or may not be substantial enough to
warrant a change.
Platinum types B, R, and S
Types B, R, and S thermocouples use platinum or a platinum–rhodium alloy for each conductor.
These are among the most stable thermocouples, but have lower sensitivity than other types,
approximately 10 µV/°C. Type B, R, and S thermocouples are usually used only for high
temperature measurements due to their high cost and low sensitivity.
B
Type B thermocouples use a platinum–rhodium alloy for each conductor. One conductor
contains 30% rhodium while the other conductor contains 6% rhodium. These thermocouples
are suited for use at up to 1800 °C. Type B thermocouples produce the same output at 0 °C and
42 °C, limiting their use below about 50 °C.
R
Type R thermocouples use a platinum–rhodium alloy containing 13% rhodium for one
conductor and pure platinum for the other conductor. Type R thermocouples are used up to
1600 °C.
S
Type S thermocouples are constructed using one wire of 90% Platinum and 10% Rhodium (the
positive or "+" wire) and a second wire of 100% platinum (the negative or "-" wire). Like type R,
type S thermocouples are used up to 1600 °C. In particular, type S is used as the standard of
calibration for the melting point of gold (1064.43 °C).
T
Type T (copper–constantan) thermocouples are suited for measurements in the −200 to 350 °C
range. Often used as a differential measurement since only copper wire touches the probes.
Since both conductors are non-magnetic, there is no Curie point and thus no abrupt change in
characteristics. Type T thermocouples have a sensitivity of about 43 µV/°C.
C
Type C (tungsten 5% rhenium – tungsten 26% rhenium) thermocouples are suited for
measurements in the 0 °C to 2320 °C range. This thermocouple is well-suited for vacuum
furnaces at extremely high temperatures. It must never be used in the presence of oxygen at
temperatures above 260 °C.
M
Type M thermocouples use a nickel alloy for each wire. The positive wire (20 Alloy) contains
18% molybdenum while the negative wire (19 Alloy) contains 0.8% cobalt. These
thermocouples are used in vacuum furnaces for the same reasons as with type C. Upper
temperature is limited to 1400 °C. It is less commonly used than other types.
Chromel-gold/iron
In chromel-gold/iron thermocouples, the positive wire is chromel and the negative wire is gold
with a small fraction (0.03–0.15 atom percent) of iron. It can be used for cryogenic applications
(1.2–300 K and even up to 600 K). Both the sensitivity and the temperature range depends on
the iron concentration. The sensitivity is typically around 15 µV/K at low temperatures and the
lowest usable temperature varies between 1.2 and 4.2 K.
Thermocouple comparison
The table below describes properties of several different thermocouple types. Within the
tolerance columns, T represents the temperature of the hot junction, in degrees Celsius. For
example, a thermocouple with a tolerance of ±0.0025×T would have a tolerance of ±2.5 °C at
1000 °C.
Type
K
J
Temperature Temperature Tolerance Tolerance
ANSI
IEC Color BS Color
range
°C range
°C class one class two
Color
code
code
(continuous) (short term) (°C)
(°C)
code
±2.5
between
±1.5
−40 °C and
between
333
°C
−40 °C and
±0.0075×T
to 375
°C
between
±0.004×T
333 °C and
between
1200 °C
375 °C and
1000 °C
0 to +1100
−180
+1300
0 to +750
±1.5
±2.5
between between
−40 °C and −40 °C and
375
°C 333
°C
−180 to +800
±0.004×T ±0.0075×T
between between
375 °C and 333 °C and
750 °C
750 °C
N
R
S
±2.5
±1.5
between
between −40 °C and
−40 °C and 333
°C
to 375
°C ±0.0075×T
±0.004×T between
between 333 °C and
375 °C and 1200 °C
1000 °C
0 to +1100
−270
+1300
0 to +1600
±1.0
between 0
±1.5
°C
and
between 0
1100
°C
°C and 600
±[1
+
°C
−50 to +1700 0.003×(T −
±0.0025×T
1100)]
between
between
600 °C and
1100
°C
1600 °C
and 1600
°C
0 to 1600
±1.0
between 0
°C
and
1100
°C ±1.5
±[1
+ between 0
0.003×(T − °C and 600
1100)]
°C
−50 to +1750
between ±0.0025×T
1100
°C between
and 1600 600 °C and
°C
1600 °C
Not
defined.
Not
defined.
B
+200
+1700
T
±0.5
±1.0
between between
−40 °C and −40 °C and
125
°C 133
°C
−185 to +300 −250 to +400
±0.004×T ±0.0075×T
between between
125 °C and 133 °C and
350 °C
350 °C
E
±1.5
±2.5
between between
−40 °C and −40 °C and
375
°C 333
°C
±0.004×T ±0.0075×T
between between
375 °C and 333 °C and
800 °C
900 °C
0 to +800
to
No
±0.0025×T
standard
Not
between
use
Available 600 °C and
copper
1700 °C
wire
0 to +1820
−40 to +900
Chromel/AuFe −272 to +300 n/a
Reproducibility 0.2%
of the voltage; each
sensor
needs
individual calibration.
No
standard
Not
use
defined.
copper
wire
APPLICATIONS
Thermocouples are suitable for measuring over a large temperature range, up to 2300 °C. They
are less suitable for applications where smaller temperature differences need to be measured
with high accuracy, for example the range 0–100 °C with 0.1 °C accuracy. For such applications
thermistors, silicon bandgap temperature sensors and resistance temperature detectors are
more suitable. Applications include temperature measurement for kilns, gas turbine exhaust,
diesel engines, and other industrial processes.
Steel industry
Type B, S, R and K thermocouples are used extensively in the steel and iron industries to
monitor temperatures and chemistry throughout the steel making process. Disposable,
immersible, type S thermocouples are regularly used in the electric arc furnace process to
accurately measure the temperature of steel before tapping. The cooling curve of a small steel
sample can be analyzed and used to estimate the carbon content of molten steel.
Heating appliance safety
Many gas-fed heating appliances such as ovens and water heaters make use of a pilot flame to
ignite the main gas burner when required. If it goes out gas may be released, which is a fire risk
and a health hazard. To prevent this some appliances use a thermocouple in a fail-safe circuit to
sense when the pilot light is burning. The tip of the thermocouple is placed in the pilot flame,
generating a voltage which operates the supply valve which feeds gas to the pilot. So long as
the pilot flame remains lit, the thermocouple remains hot, and the pilot gas valve is held open.
If the pilot light goes out, the thermocouple temperature falls, causing the voltage across the
thermocouple to drop and the valve to close. Some combined main burner and pilot gas valves
(mainly by honeywell) reduce the power demand to within the range of a single universal
thermocouple heated by a pilot (25mV open circuit falling by half with the coil connected to
10~12mV @ 0.2~0.25A typically) by sizing the coil to be able to hold the valve open against a
light spring, only after the initial turning on force is provided by a the user pressing and holding
a knob to compress the spring during first lighting. These systems are identifiable by the 'press
and hold for x minutes' in the pilot lighting instructions. (The holding current requirement of
such a valve is much less than a bigger solenoid designed for pulling the valve in from closed
would require.) Special test sets are made to confirm the valve let-go and holding currents as an
ordinary milliameter cannot be used as it introduces more resistance than the gas valve coil.
Apart from testing the open circuit voltage of the thermocouple, and the near short-circuit DC
continuity through the thermocouple gas valve coil, the easiest non-specialist test is
substitution of a known good gas valve.
Some systems, known as millivolt control systems, extend the thermocouple concept to both
open and close the main gas valve as well. Not only does the voltage created by the pilot
thermocouple activate the pilot gas valve, it is also routed through a thermostat to power the
main gas valve as well. Here, a larger voltage is needed than in a pilot flame safety system
described above, and a thermopile is used rather than a single thermocouple. Such a system
requires no external source of electricity for its operation and so can operate during a power
failure, provided all the related system components allow for this. Note that this excludes
common forced air furnaces because external power is required to operate the blower motor,
but this feature is especially useful for un-powered convection heaters. A similar gas shut-off
safety mechanism using a thermocouple is sometimes employed to ensure that the main
burner ignites within a certain time period, shutting off the main burner gas supply valve should
that not happen.
Out of concern for energy wasted by the standing pilot, designers of many newer appliances
have switched to an electronically controlled pilot-less ignition, also called intermittent ignition.
With no standing pilot flame, there is no risk of gas buildup should the flame go out, so these
appliances do not need thermocouple-based pilot safety switches. As these designs lose the
benefit of operation without a continuous source of electricity, standing pilots are still used in
some appliances. The exception is later model instantaneous water heaters that use the flow of
water to generate the current required to ignite the gas burner, in conjunction with a
thermocouple as a safety cut-off device in the event the gas fails to ignite, or the flame is
extinguished.
Thermopile radiation sensors
Thermopiles are used for measuring the intensity of incident radiation, typically visible or
infrared light, which heats the hot junctions, while the cold junctions are on a heat sink. It is
possible to measure radiative intensities of only a few μW/cm2 with commercially available
thermopile sensors. For example, some laser power meters are based on such sensors.
Manufacturing
Thermocouples can generally be used in the testing of prototype electrical and mechanical
apparatus. For example, switchgear under test for its current carrying capacity may have
thermocouples installed and monitored during a heat run test, to confirm that the temperature
rise at rated current does not exceed designed limits.
Radioisotope thermoelectric generators
Thermopiles can also be applied to generate electricity in radioisotope thermoelectric
generators.
Process plants
Chemical production and petroleum refineries will usually employ computers for logging and
limit testing the many temperatures associated with a process, typically numbering in the
hundreds. For such cases a number of thermocouple leads will be brought to a common
reference block (a large block of copper) containing the second thermocouple of each circuit.
The temperature of the block is in turn measured by a thermistor. Simple computations are
used to determine the temperature at each measured location.
THERMOCOUPLES USED IN ALUNINA PLANT
Thermocouples are used for measurement of high temperature. In alumina plant
thermocouples are used in the calciner to measure the high temperature. In alumina plant R, J
and H type of thermocouples are used for measurement of high temperature. In the process of
calcinations the alumina is heated to a temperature up to 1100⁰ C to make it free from
moisture. So these thermocouples are capable for measurement of this temperature.
INSTALLATION:
Its normal to be apprehensive about fixing anything to do with a furnace. Natural gas and flame
together can be a hazardous combination to say the least. While there are precautions to
follow, when you install a thermocouple you are only establishing the electrical current that
allows your pilot light to run safely. You are not working directly on any gas line. The following
steps will show you how to safely install a thermocouple and soon you'll be on your way to
becoming a plumber for the day.
First thing to do is to manually shut off the gas supply valve to the furnace. Remove the furnace
access panel. You will need to get full visualization of the thermocouple/pilot light junction so it
may be necessary to remove an additional access panel that covers up the burners. Once
you've located the thermocouple begin to loosen the nut located directly underneath the
thermocouple. This will have a copper wire coming out of it. In some furnaces the pilot light is
located further away from the panels and you may have to remove the bracket that attaches
the thermocouple/pilot light component to the burner. After you unscrew the bracket from the
burner you can bring the component closer to you so it is easier to loosen the nut keeping the
thermocouple in place.
Now you can slide the thermocouple out of its steel sleeve. Follow the copper wire back from
the thermocouple and you will see that the other end connects to the gas valve (usually with a
red knob for the pilot light on/off control). Loosen this nut and fully remove the thermocouple
component from the furnace.
The hard part is over. You are now ready to install the new thermocouple. Slide the new
thermocouple up inside the steel sleeve near the pilot light. Tighten the nut to the bracket. If
you removed the bracket from the burner earlier, screw the bracket back in with the new
thermocouple already tight. Now you can tighten the nut connecting the wire to the gas valve.
The copper wire is pliable so just move it so it is out of the way of other wires or furnace
components that might damage it. Check once more to ensure the nuts have been properly
tightened then replace the panel covering the burner if you've removed it. Now you can test
out the thermocouple. Turn on the gas valve feeding the furnace back to the open position.
Turn the red knob on the gas valve to the pilot setting. Push and hold the button in. Ignite the
pilot light with a long tipped butane lighter. The pilot light should stay lit after you let go of the
red button.
Additional tips
Vertical installation is preferred in very high temperatures to avoid protection tube or element
sagging.
Install thermocouples away from AC power lines to prevent electrical noise.
Do not run thermocouple wires in the same conduit with electrical wires.
Do not run a single thermocouple to two different instruments. This will result in instrument
imbalance.
A dual thermocouple should be used instead.
Industrial Assemblies
In most process applications the temperature sensor is
inserted into a thermowell or protection tube. This
protects the sensor from its environment and facilitates
easy removal and replacement. These assemblies
generally consist of a head, nipple-union-nipple and
thermo well. Smart industrial thermocouples and RTDs
are available in virtually any calibration and resistance
temperature coefficient.
ASSEMBLY TYPES:
Threaded Wells
Socket Wells
o
Step Down
o
Step Down
o
Straight
o
Straight
o
Tapered
o
Tapered
Flanged Wells
Sanitary Well
Pipe Well
o
Step Down
o
Straight
o
Flanged
o
Tapered
o
Threaded
Weld in Well
High Temperature Protection TubAssemblies
SELECTION FACTOR
Why choose one T/C over another
The usual goals in picking a thermocouple type are to provide an adequate measurement over
the longest possible life, and at the lowest cost. It is prudent, for such comparisons, to consider
the total cost over some suitable time period. It is easy to overlook such hidden costs as
maintenance, testing, and replacement, or loss of production due to down time or as a result of
inaccurate readings. Other factors in making the best choice might be the availability of
instrumentation, and sometimes a need to standardize on the thermocouple type or types to
be used at a given site.
Service life
Useful thermocouple life is a very difficult prediction to make, even when most of the details of
an application are known. And unfortunately, such information is often very hard to determine.
The very best test for any application is to actually install, use, and evaluate the in-use
performance a design that is thought likely to succeed. The recommendations, and nonrecommendations, listed under the thermocouple type descriptions are a good starting place to
pick a type to try.
ADVANTAGES
1
2
3
4
5
6
7
8
Small size.
Convenient to mounting. It can be mounted on wall.
Low cost – expandable.
Rugged - can take off use.
Wide range – from near absolute zero to over 5000⁰F.
Fairly accurate, calibration easily performed.
Signal can be used by recording instrument.
Long transmission distances are feasible.
DISADVANTAGE
1
2
3
4
Stray pickup a factor.
Calibration must match temperature emf relationship.
Must avoid temperature gradients.
Not as simple as direct reading thermometers. 70⁰f nominal minimum span.
CONCLUSION
A key to the successful use of thermocouples is the understanding of how and why they
operate. Once the basic principle namely distributed generation of the thermocouple’s emf,
driven by the temperature gradients, or differences, through which the wires pass is known
and understood, applying thermocouples to most applications becomes straightforward and
logical.
Commercially available thermocouples are standardized by letter-designated type and by
tolerance levels of conformance to published tables or ‘curves’ of emf versus temperature.
Custom calibration of thermocouple materials is available to answer needs more critical than
can be covered by the usual tolerance grades.
An important fact to be remembered is that laboratory calibration of thermo elements is
predicated upon good uniformity or homogeneity of the thermo element being tested. New
materials will possess this property, but used materials may not, so it is not normally possible to
recalibrate used thermocouples. This is particularly true for base metal types after use at high
temperatures.
Thermocouples are available in an almost endless variety of constructions and configurations. It
is possible and practical to connect them in special ways to sense either temperature
differences or temperature averages over a number of sites. It is even possible to ‘gang’ these
devices together to boost the amount of electrical signal arising from small temperature
differences. But applications like these are specialized. The major use for thermocouples is to
make reliable and direct measurements of temperature in many diverse applications.\
Thermocouples are fundamentally simple devices. They are extremely versatile and rugged,
and are capable of operating over a very wide range of temperatures. Thermocouples can be
made to very tiny dimensions and into many different forms for standard or special purposes. In
addition, they are low in cost and are readily interchanged or replaced. But they do need to be
understood, so that they will measure the quantity that is desired with the precision that is
required.
REFERENCES
1. ^ "Thermocouple temperature sensors". Temperatures.com.
http://www.temperatures.com/tcs.html. Retrieved 2007-11-04.
2. ^ a b Ramsden, Ed (September 1, 2000). "Temperature measurement". Sensors.
http://www.sensorsmag.com/sensors/temperature/temperature-measurement1030. Retrieved 2010-02-19.
3. ^ "Technical Notes: Thermocouple Accuracy". IEC 584-2(1982)+A1(1989).
http://www.microlink.co.uk/tctable.html. Retrieved 2010-04-28.
4. ^ a b c "NIST ITS-90 Thermocouple Database". http://srdata.nist.gov/its90/main/.
5. ^ a b Baker, Bonnie C. (September 1, 2000). "Designing the embedded temperature
circuit to meet the system's requirements". Sensors.
http://www.sensorsmag.com/sensors/temperature/designing-embeddedtemperature-circuit-meet-system039s-requi-1089?print=1. Retrieved 2010-04-26.
6. ^ "Thermocouple Calibration, Microstar Laboratories"
7. ^ Manual on the Use of Thermocouples in Temperature Measurements. ASTM, 1974
8. ^ Buschow, K. H. J.Encyclopedia of materials : science and technology, Elsevier, 2001
ISBN 0-08-043152-6 page 5021 table 1
CONTENTS
1 Bauxite unloading and crushing
2 Ball mill
3 Critical speed
4 Desilication
5 Digestion technology
6 Clarification
7 Precipitation
8 Calciner