LOGI0011-1 : Supply Chain Management
Group Project - Group 2
2020-2021
Group 2G
LIMBOURG Sabine - BEBRONNE Élodie
CANTINEAU Simon
HERMESSE Charles
YAMADJAKO Mathieu
Exercise 1
It is a capacited plant allocation model.
i ∈ {1 = New York, 2 = Savannah, 3 = Cleveland, 4 = San Diego}
j ∈ {1 = East, 2 = South, 3 = Midwest, 4 = West}
Parameters
- dj = Demand from market j, ∀j.
- ki = Potential capacity of factory i, ∀i.
- fi = Fixed costs of keeping factory in i open, ∀i.
- cij = Cost of producing and shipping a sunshade from factory i to market j, ∀i and ∀j.
Variables
- xij = Quantity shipped from factory i to market j, ∀i, j.
1 if a high − capacited factory 𝑖 is open,
- yHi = {
∀i
0 if a high − capacited factory 𝑖 is not open
1 if a low − capacited factory 𝑖 is open,
- yLi = {
∀i
0 if a low − capacited factory 𝑖 is not open
Objective function
4
4
4
min ∑ ∑ 𝑐𝑖𝑗 𝑥𝑖𝑗 + ∑ 𝑓𝑖 𝑦𝑖
𝑖=1 𝑗=1
𝑖=1
Constraints
4
𝐷𝑒𝑚𝑎𝑛𝑑 𝐶𝑜𝑛𝑠𝑡𝑟𝑎𝑖𝑛𝑡: ∑ 𝑥𝑖𝑗 ≥ 𝑑𝑗 ∀𝑗
𝑖=1
𝐵𝑖𝑛𝑎𝑟𝑖𝑡𝑦 𝐶𝑜𝑛𝑠𝑡𝑟𝑎𝑖𝑛𝑡: 𝑦𝑖 ∈ {0,1} ∀𝑖
4
𝑆𝑡𝑜𝑟𝑎𝑔𝑒 𝐶𝑎𝑝𝑎𝑐𝑖𝑡𝑦 𝐶𝑜𝑛𝑠𝑡𝑟𝑎𝑖𝑛𝑡: ∑ 𝑥𝑖𝑗 ≤ 210 000 × 𝑦𝐿𝑖 + 390 000 × 𝑦𝐻𝑖 ∀𝑖
𝑗=1
𝑁𝑜𝑛 − 𝑁𝑒𝑔𝑎𝑡𝑖𝑣𝑖𝑡𝑦 𝐶𝑜𝑛𝑠𝑡𝑟𝑎𝑖𝑛𝑡: 𝑥𝑖𝑗 ∈ ℤ+ ∀𝑖, 𝑗
The optimal solution costs $131,403,000. We open a small plant in New York and a large
plant in Cleveland. We don’t open any plant in San Diego and in Savannah.
1
Exercise 2
2.1.
Parameters
- dt = Demand forecast for month t, ∀t ∈ {1, …, 18}
- Tt = Number of working days in month t, ∀t ∈ {1, …, 18}
- I0 = 900 = Aggregate inventory at the beginning of month 1.
- W0 = 23 = Number of workers in June
Variables
- Xt = Quantity of unit produced in month t
- It = Quantity in stock at the end of month t.
- St = Quantity of unit subcontracted in month t.
- Wt = Number of employees for month t.
- Ht = Number of employees hired at the beginning of month t.
- Lt = Number of employees laid off at the beginning of month t.
Objective function
18
18
18
min (1250 × ∑ 𝐻𝑡 + 1400 × ∑ 𝐿𝑡 + 10 × 8 × ∑ 𝑊𝑡 × 𝑇𝑡 + 3,2
18
𝑡=1
18
𝑡=1
18
𝑡=1
× ∑ 𝐼𝑡 + 0,4 × ∑ 𝑋𝑡 + 35 × ∑ 𝑆𝑡 )
𝑡=1
Constraints
Inventory balance constraint:
Inventory balance constraint:
Workforce balance constraint:
Capacity constraint:
Xt, It, St, Wt, Ht, Lt ∈ ℤ+
𝑡=1
𝑡=1
I18 = 1800
It = It-1 + Xt + St – dt ∀t ∈ {1, …, 18}
Wt = Wt-1 + Ht – Lt ∀t ∈ {1, …, 18}
𝑇 ×𝑊
Xt 𝑡0,3 𝑡
∀t ∈ {1, …, 18}
∀t ∈ {1, …, 18}
The minimized cost to plan the production from July to March is $1,554,458.4 using a tolerance of 1%.
2.2.
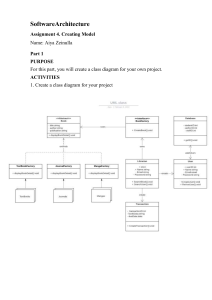
By using the solver and trying a different subcontracting price, we noticed that below $23.1, it was
worth subcontracting because it was cheaper than producing units ourselves. Indeed, as we can see in
the table, when the subcontracting price is below $23.1, the number of subcontracted units remains
the same.
Otherwise, when the price is higher than $50.0736, we have to stop subcontracting because it is more
expensive than our production costs. Thanks to the solver, we can see that when the price is higher
than $50.0736, the subcontracted units are zero.
2
Evolution of the number of subcontracted units according to
price
65000
60000
Number of subcontracted units
55000
50000
45000
40000
35000
30000
25000
20000
15000
10000
5000
0
-5000 20
25
30
35
40
Price of a subcontracted unit
45
50
3
Exercise 3
= 285 units/day
= 28 units/day
A = $9
h = $0.35 units/year
0.35
h = 365 = $9.589x10-4 units/day
L = 7 days
3.1
2×𝐴×𝜇
Q* = √
ℎ
= 2,312.97 2,313 units
R* = *L = 1995 units
The economic order quantity for the bar of soap is 2,313, meaning that when the company
places an order, it orders 2,313 bars of soap. The optimal reorder point is 1,995 units. Thus,
when the stock drops below 1,995 bars of soap, the company needs to place a new order.
3.2
= 99% Pr(z k) = 0,99 k = 2.33
𝑅−𝜇×𝐿
k = 𝜎√𝐿 R = 𝑘 × 𝜎√𝐿 + 𝜇 × 𝐿 R = 2,167.61 2,168 units
SS = 𝑘 × 𝜎√𝐿 = 2.33*28*√7 = 172.61 173 units
The reorder point for the bar of soap if management want to have a 99% cycle-service level
is 2,167 bars of soap. The safety stock is 173 bars of soap, which is the number of units we
have to keep in store to face uncertainties.
3.3
𝜇
C(Q*) = (𝐴 × 𝑄∗ + ℎ
𝑄∗
285
2312.98
) × 365 = (9 × 2312.98 + 9.589𝑒 −4 × (
2
2
+ 172.61)) ×
365 = $869.95
The total annual cost for the bars of soap, assuming a Q system will be used, is $869.95.
4
Exercise 4
4.2
As we can see in the Excel sheet, there is no change in the production when we only receive
300 units (during week 5 and 6) instead of 600 (during week 5). Indeed, the net requirements
during week 5 are lower than 300, therefore we still had an extra 100 units for the week after.
Seeing that we already had 120 units in stock at the beginning of week 5, we only needed 80
units to satisfy the net requirements of week 5. However, in that case, for week 6, we would
have needed 320 units because the net requirements were 320.
4.3
According to us, the lot-for-lot policies are rather optimized because it allows us to reduce our
overall costs. On the one hand, this reduces the inventory holding costs because from one
week to another, we do not have any units in our inventory. On the other hand, the fact that
we need to order each week might increase the fixed costs but as we do not have any
inventory costs, it will not go through the roof and might be less expensive overall. As a
consequence, this policy is not as flawed as it may sound.
As far as the Fixed-Order-Quantity policies are concerned, we think that we can do a better
job to optimize them. In fact, many times, we ordered a tremendous number of units
compared to what was actually needed. For instance, the FOQ-policy for the ‘Brackets’ is 600
units. However, this number is too high because we never need such a quantity. On further
consideration, we found out that 200 units might be more optimized. Indeed, with this
quantity we would be able to order a bigger quantity (such as 600 as initially), as well as a
lower quantity (200 or 400 units). Therefore, we think that these new quantities might cut
some our costs and be more cost effective.
In our opinion, the lot sizing policies for the ‘Oak Sheet’ is not optimal. When the requirements
fluctuate a lot from one period to another, the FOQ policy is not a great idea because this
forces us to carry stock from week to week; consequently, increasing our holding costs. In the
light of our reflection, we think that a L4L policy might be better for this particular product.
Seeing that a large number of these units are needed, we must avoid ordering too many items
to have as little stock as possible. Switching to this policy will undoubtedly increasing our
ordering costs but it will bring our inventory holding costs down.
Overall, the lead times are low (one or two weeks) but it is a significant variable to consider.
Actually, as we already know what we need for a period, it does not matter when we place
the order.
5