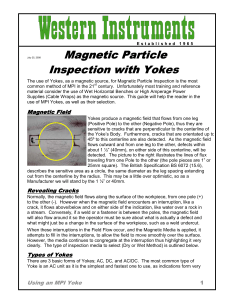
DELTA GULF ARABIAN TESTING COMPANY DGAT_NDTWP_001 – NON-DESTRUCTIVE TESTING WET VISIBLE CONTINUOUS MAGNETIC PARTICLE INSPECTION Prepared By Name Position Chidambaram A QHSE MANAGER Reviewed By Jayachandran Nair TECHNICAL MANAGER Approved By Nawaf Al Zahrani GENERAL MANAGER Page 1 Signature This is a controlled document. Signed original of this document is maintained by technical department Rev 00 dated June 21, 2022 DELTA GULF ARABIAN TESTING COMPANY DGAT_NDTWP_001 – NON-DESTRUCTIVE TESTING WET VISIBLE CONTINUOUS MAGNETIC PARTICLE INSPECTION 1. Purpose To establish a documented instruction for conducting Wet Visible Continuous Magnetic Particle Inspection on welding area or stressed area of a ferrous material. 2. Scope Magnetic particle inspection (MPI) is a NDT method used to detect crack and other discontinuities on surface or near to the surface of a ferromagnetic material. This work Instruction describes the steps to be followed for conducting magnetic particle inspection according to the relevant standards, Manufacturer’s Instructions and General Instructions in a safe and timely manner. 3. Responsibility Test / Inspection Engineers shall be responsible for conducting the job, preparing related documentations and conducting the risk assessment. They are also responsible for ensuring the confidentiality of information exchanged during their job. 4. Inspection Equipment 4.1. Yokes: Yokes are usually C-shaped electromagnets and permanent magnets which induce a magnetic field between the poles (legs) and are used for local magnetization. These can be both AC yokes and Permanent magnets. 4.2. Permanent magnets shall be used only where no power is available. yoke (or a permanent magnet) should be checked by determining its lifting power on a steel plate. AC yoke shall lift 10 lbs and DC yoke/Permanent magnet shall lift 30 lbs (if leg spacing between 2-4”) or 50 lbs (if the leg spacing is between 4-6”) 4.3. Wet Magnetic Particles: Wet Particle system should meet the requirements of the inspection standard ASTM E709. Wet visible particle should be applied on a white contrasting background. 4.4. Magnetic Field Indicator: A portable magnetometer or a Castrol strip or a Pie gauge should be used to check the orientation of magnetic field. 5. Procedure 5.1. Surface Preparation 5.1.1. The surface should be clean, dry, and free of contaminants such as dirt, oil, grease, loose rust, loose mill sand, loose mill scale, lint, thick paint, welding flux/slag, and weld splatter that might restrict particle movement. 5.1.2. The metal surface should be cleaned using suitable methods like solvent brushing(Paint Remover), buffing and sand blasting. 5.1.3. Apply white contrast on the surface of the part to be examined. 5.2. Magnetization Page 2 5.2.1. The yoke will be place on the metal surface in a manner that the location needs to be inspected will be place in between the poles. 5.2.2. For wet continuous visible magnetic particle technique abundant source of suspended particle are applied on the surface and pulses of magnetizing current is given on the order of 0.5 seconds. This is a controlled document. Signed original of this document is maintained by technical department Rev 00 dated June 21, 2022 DELTA GULF ARABIAN TESTING COMPANY DGAT_NDTWP_001 – NON-DESTRUCTIVE TESTING WET VISIBLE CONTINUOUS MAGNETIC PARTICLE INSPECTION 5.3. Application of Wet Visible Magnetic Particle 5.3.1. A white background is applied by aerosol to provide a thin (~ 2 mil), smooth, high contrast background prior to magnetization and particle application. 5.3.2. Wet visible magnetic particles applied by spraying over the areas to be examined during the application of the magnetizing field current. 5.3.3. After completing in one direction the process should be repeated in 900 to the previous orientation. 5.4. Recording of Indications 5.4.1.Photographing: Indications are photographed in details using a color digital camera for documentation. 5.4.2.Linear indications are measured using a calibrated vernier or steel ruler for further interpretation. 5.5. Demagnetization Demagnetizing with Yokes- alternating current yokes may be used for local demagnetization by placing the poles on the surface, moving them around the area, and slowly withdrawing the yoke while it is still energized. 5.6. Cleaning After testing and acceptance, if required, all components shall be cleaned to remove detecting media, it may be necessary to protect the component against corrosion. 6. Acceptance Level 6.1. Acceptability of the lifting equipment inspected by magnetic particle testing is subjected to the relevant lifting standard. 6.2. General welds on steel structures can be accepted according to AWS D1.1 (Table 8.1: Visual Inspection Acceptance Criteria) if no other specification or acceptance criteria is not specified. 6.3. The other equipment or parts inspected are accepted in according to the manufacturer and the end user specifications. 7. Reporting This is a controlled document. Signed original of this document is maintained by technical department Rev 00 dated June 21, 2022 Page This work instruction is a guideline for competent engineer to conduct the test and inspection. It is the sole discretion of the engineer to conduct the test/inspection to satisfy himself that the equipment is safe to use for its indented purpose. 3 The results of test and inspection shall be entered in Engineers Report (ER). If any defects observed, this shall be intimated to equipment owner for rectification. The defects which cannot be rectified at site shall mention in ER and further inspection and test shall be conducted prior to certification. If test /Inspection results are satisfactory and the competent Engineer feels the equipment is safe to use, certificate shall be issued. DELTA GULF ARABIAN TESTING COMPANY DGAT_NDTWP_001 – NON-DESTRUCTIVE TESTING WET VISIBLE CONTINUOUS MAGNETIC PARTICLE INSPECTION 8. Defective Equipment When examination is not satisfactory, a responsible representative of the user shall be informed by means of a defect report. If the Test Engineer considers the defect of a dangerous nature then arrangements must be made for its immediate withdrawal from service. 9. References: Below mentioned standards are relevant to this procedure, - Standard Guide for Magnetic Particle Testing. - Structural Welding Code – Steel. - Non-destructive testing - Magnetic particle testing Part 1: General principles. - Aramco Safe Working Instruction Manual. Page 4 ASTM E709 AWS D1 .1 BS EN ISO 9934-1 ARAMCO SWIM 001 This is a controlled document. Signed original of this document is maintained by technical department Rev 00 dated June 21, 2022