Página 1
© ISO
2015
Válvulas industriais - medição,
procedimentos de teste e qualificação para
Emissões fugitivas Parte 1:
Sistema de classificação e qualificação
procedimentos para teste de tipo de válvulas
Robinetterie industrielle - Mesurage, essais et modes opératoires de
qualificação pour émissions fugitives Parte 1: Sistema de classificação e modos operacionais de
qualificação pour les essais de type des appareils de robinetterie
PADRÃO
ISO
15848-1
Segunda edição
01/06/2015
Número de referência
ISO 15848-1: 2015 (E)
Página 2
ISO 15848-1: 2015 (E)
ii
© ISO 2015 - Todos os direitos reservados
DOCUMENTO PROTEGIDO POR DIREITOS AUTORAIS
© ISO 2015
Todos os direitos reservados. A menos que especificado de outra forma, nenhuma parte desta publicação pode ser reproduzida ou utilizada de outra forma em
qualquer forma
ou por qualquer meio, eletrônico ou mecânico, incluindo fotocópia, ou publicação na internet ou intranet, sem prévio
permissão escrita. A permissão pode ser solicitada tanto da ISO no endereço abaixo quanto do órgão membro da ISO no país de
o solicitante.
Escritório de direitos autorais ISO
Caso postal 56 • CH-1211 Genebra 20
Tel. + 41 22 749 01 11
Fax + 41 22 749 09 47
E-mail copyright@iso.org
Web www.iso.org
Publicado na Suíça
Página 3
ISO 15848-1: 2015 (E)
Prefácio ................................................. .................................................. .................................................. ..................................................
................................. iv
Introdução ................................................. .................................................. .................................................. ..................................................
......................... vi
1
Escopo ................................................. .................................................. .................................................. .................................................. .......................... 1
2
Referências normativas ................................................ .................................................. .................................................. .................................. 1
3
Termos e definições ............................................... .................................................. .................................................. .................................. 1
4
Símbolos e abreviações ............................................... .................................................. .................................................. .................... 3
5
Teste de tipo ................................................ .................................................. .................................................. .................................................. .................. 4
5.1 Condições de teste ............................................... .................................................. .................................................. ..................................... 4
5.1.1 Preparação de uma válvula a ser testada ........................................ .................................................. ......................... 4
5.1.2
Fluido de teste ................................................ .................................................. .................................................. .............................. 4
5.1.3 Temperatura de teste ............................................. .................................................. .................................................. ............ 4
5.1.4 Medição da temperatura da válvula de teste .......................................... .................................................. .......... 4
5.1.5 Medição de vazamento ............................................. .................................................. ................................................. 7
5.2 Procedimentos de teste ............................................... .................................................. .................................................. ................................... 8
5.2.1
Regras de segurança ................................................ .................................................. .................................................. ........................ 8
5.2.2 Equipamento de teste ............................................. .................................................. .................................................. ................. 8
5.2.3 Ajuste da vedação da haste (ou eixo) (SSA) ..................................... .................................................. ................... 8
5.2.4 Descrição do teste ............................................. .................................................. .................................................. ............... 9
6
Classes de desempenho ................................................ .................................................. .................................................. .................................. 11
6,1
Critérios de classificação ................................................ .................................................. .................................................. .................. 11
6.2 Classes de estanqueidade ............................................... .................................................. .................................................. ............................. 11
6.2.1
Definição ................................................. .................................................. .................................................. ........................ 11
6.2.2
Hélio como fluido de teste .............................................. .................................................. .................................................. ... 12
6.2.3
Metano como fluido de teste .............................................. .................................................. ................................................. 12
6.2.4 Correlações .............................................. .................................................. .................................................. ..................... 12
6.3 Classes de resistência ............................................... .................................................. .................................................. .......................... 12
6.3.1
Aulas de ciclo mecânico para válvulas de isolamento ........................................... ............................................ 12
6.3.2
Aulas de ciclo mecânico para válvulas de controle ........................................... ................................................ 14
6.4 Classes de temperatura ............................................... .................................................. .................................................. ..................... 15
6.5 Exemplos de designação de classe ............................................. .................................................. ................................................. 16
6.6 Marcação ................................................ .................................................. .................................................. .................................................. 16
7
Relatórios ................................................. .................................................. .................................................. .................................................. ............ 16
8
Extensão da qualificação para válvulas não testadas ............................................ .................................................. ........................ 17
Anexo A (normativo) Medição da taxa de vazamento total ......................................... .................................................. ............................... 19
Anexo B (normativo) Medição de vazamento usando o método de farejamento ....................................... ...................................... 32
Anexo C (informativo) Conversão de taxa de vazamento (hélio) ....................................... ..................................................
.......................... 41
Bibliografia ................................................. .................................................. .................................................. ..................................................
...................... 43
© ISO 2015 - Todos os direitos reservados
iii
Conteúdo
Página
--` ,,, `,`, `` ,,,,,,, `` ,,, `` `,,` -`-`,,` ,, `,` ,, `---
Página 4
ISO 15848-1: 2015 (E)
Prefácio
ISO (a Organização Internacional de Padronização) é uma federação mundial de padrões nacionais
órgãos (órgãos membros da ISO). O trabalho de preparação de Normas Internacionais é normalmente realizado
através dos comitês técnicos da ISO. Cada órgão membro interessado em um assunto para o qual um técnico
comissão foi estabelecida tem o direito de ser representada nessa comissão. Internacional
Organizações, governamentais e não governamentais, em articulação com a ISO, também participam do trabalho.
A ISO colabora de perto com a Comissão Eletrotécnica Internacional (IEC) em todos os assuntos de
padronização eletrotécnica.
Os procedimentos usados para desenvolver este documento e aqueles destinados à sua posterior manutenção são
descrito nas Diretivas ISO / IEC, Parte 1. Em particular, os diferentes critérios de aprovação necessários para o
diferentes tipos de documentos ISO devem ser observados. Este documento foi elaborado de acordo com o
regras editoriais das Diretivas ISO / IEC, Parte 2 (consulte www.iso.org/directives ).
Chama-se a atenção para a possibilidade de alguns dos elementos deste documento estarem sujeitos a
direitos de patente. A ISO não deve ser responsabilizada pela identificação de qualquer ou todos esses direitos de
patente. Detalhes de qualquer
direitos de patente identificados durante o desenvolvimento do documento estarão na Introdução e / ou no
a lista ISO de declarações de patentes recebidas (consulte www.iso.org/patents ).
Qualquer nome comercial utilizado neste documento é uma informação fornecida para a conveniência dos usuários e não
constitui um endosso.
Para obter uma explicação sobre o significado dos termos e expressões específicos da ISO relacionados à conformidade
avaliação, bem como informações sobre a adesão da ISO aos princípios da OMC nas Barreiras Técnicas
to Trade (TBT), consulte o seguinte URL: Prefácio - Informações complementares .
O comitê responsável por este documento é ISO / TC 153, Válvulas , Subcomitê SC 1, Projeto,
fabricação, marcação e teste .
Esta segunda edição cancela e substitui a primeira edição (ISO 15848-1: 2006) que foi tecnicamente
revisado. As principais mudanças são as seguintes:
- taxa de vazamento na vedação da haste ( Tabela 1) é expresso em mbar ∙ l ∙ s −1 por mm de diâmetro do caule;
- o método de lavagem é substituído por acúmulo ou sucção através do método para medir a taxa de vazamento de
vedação da haste com hélio (Anexo A );
- o vazamento é expresso em ppmv; o vazamento com metano é medido por farejamento;
- para estanqueidade Classe AH, taxa de vazamento ≤ 1,78 · 10 −7 mbar ∙ l ∙ s −1 ∙ mm −1 (10 −5 mg ∙ s −1 ∙ m −1 );
- a taxa de vazamento apropriada é fornecida para as Classes BH e CH;
- adição da Tabela 3 que dá classes de estanqueidade para vedações de haste (ou eixo) com metano;
- não há intenção de correlação entre as classes de estanqueidade quando o fluido de teste é hélio (Classes
AH, BH, CH) e quando o fluido de teste é metano (Classes AM, BM, CM);
- modificação do número de ciclos mecânicos para válvulas de isolamento;
- adição da Tabela 4;
- adição das Figuras 3 ,4, e 5;
- adição de tipo de vazamento (A.1.3.4 , B.1.4.2 ,B.1.6.1 );
- modificação de Figura B.2 ;
- modificação de B.1.6.1 nos procedimentos de calibração;
- exclusão da Figura B.3;
4
© ISO 2015 - Todos os direitos reservados
--` ,,, `,`, `` ,,,,,,, `` ,,, `` `,,` -`-`,,` ,, `,` ,, `---
Página 5
ISO 15848-1: 2015 (E)
- adição da Tabela C.1 e modificação deTabela C.2.
A ISO 15848 consiste nas seguintes partes, sob o título geral Válvulas industriais - Medição, teste
e procedimentos de qualificação para emissões fugitivas :
- Parte 1: Sistema de classificação e procedimentos de qualificação para teste de tipo de válvulas
- Parte 2: Teste de aceitação de produção de válvulas
© ISO 2015 - Todos os direitos reservados
v
--` ,,, `,`, `` ,,,,,,, `` ,,, `` `,,` -`-`,,` ,, `,` ,, `---
Página 6
ISO 15848-1: 2015 (E)
Introdução
O objetivo desta parte da ISO 15848 é permitir a classificação de desempenho de diferentes projetos e
construção de válvulas para reduzir as emissões fugitivas.
Esta parte da ISO 15848 define o teste de tipo para avaliação e qualificação de válvulas onde fugas
padrões de emissões são especificados.
Os procedimentos desta parte da ISO 15848 só podem ser usados com a aplicação das precauções necessárias
para teste com gás inflamável ou inerte em temperatura e sob pressão.
vi
© ISO 2015 - Todos os direitos reservados
--` ,,, `,`, `` ,,,,,,, `` ,,, `` `,,` -`-`,,` ,, `,` ,, `---
Página 7
PADRÃO INTERNACIONAL
ISO 15848-1: 2015 (E)
Válvulas industriais - medição, teste e qualificação
procedimentos para emissões fugitivas Parte 1:
Sistema de classificação e procedimentos de qualificação para o
tipo
teste de válvulas
1 escopo
Esta parte da ISO 15848 especifica os procedimentos de teste para avaliação de vazamento externo da haste da válvula
vedações (ou eixo) e juntas do corpo de válvulas de isolamento e válvulas de controle destinadas à aplicação em voláteis
poluentes atmosféricos e fluidos perigosos. Terminar as juntas de conexão, aplicação de vácuo, efeitos da corrosão e
radiação são excluídos desta parte da ISO 15848.
Esta parte da ISO 15848 diz respeito ao sistema de classificação e procedimentos de qualificação para o teste de tipo de
válvulas.
2 referências normativas
Os seguintes documentos, no todo ou em parte, são referenciados normativamente neste documento e são
indispensável para a sua aplicação. Para referências datadas, apenas a edição citada se aplica. Para não datado
referências, a última edição do documento referenciado (incluindo quaisquer emendas) se aplica.
ISO 5208, válvulas industriais - teste de pressão de válvulas metálicas
EN 13185: 2001, Teste não destrutivo - Teste de vazamento - Método de gás traçador
3 termos e definições
Para os fins deste documento, os seguintes termos e definições se aplicam.
3,1
selos corporais
qualquer vedação em pressão contendo parte, exceto vedações de haste (ou eixo)
3,2
Aula
número redondo conveniente usado para designar classificações de pressão-temperatura
Nota 1 para inserção: é designada pela palavra "Classe" seguida pelo número de referência apropriado do
seguintes séries: Classe 125, Classe 150, Classe 250, Classe 300, Classe 600, Classe 900, Classe 1 500, Classe 2 500.
3,3
concentração
razão do volume do fluido de teste para o volume da mistura de gás medido na (s) fonte (s) de vazamento da válvula de teste
Nota 1 para inserção: A concentração é expressa em ppmv 1) .
1) O volume de partes por milhão é uma unidade reprovada pela ISO. 1 ppmv = 1 ml / m 3 = 1 centímetro 3 / m 3 .
© ISO 2015 - Todos os direitos reservados
1
--` ,,, `,`, `` ,,,,,,, `` ,,, `` `,,` -`-`,,` ,, `,` ,, `---
Página 8
ISO 15848-1: 2015 (E)
3,4
válvula de controle
dispositivo operado por energia que altera a taxa de fluxo de fluido em um sistema de controle de processo e que consiste
de uma válvula conectada a um atuador que é capaz de alterar a posição de um membro de fechamento no
válvula em resposta a um sinal do sistema de controle
3,5
emissão fugitiva
produto químico ou mistura de produtos químicos, em qualquer forma física, que representa um imprevisto ou espúrio
vazamento de equipamentos em um local industrial
3,6
vazamento
perda do fluido de teste através da vedação da haste (ou eixo) ou vedação (ões) do corpo de uma válvula de teste sob o
especificado
condições de teste e que é expresso como uma concentração ou uma taxa de vazamento
3,7
taxa de vazamento
taxa de fluxo de massa do fluido de teste, expressa em mg · s -1 por milímetro de diâmetro da haste através da vedação da haste
sistema ou vazão volumétrica do fluido de teste, expressa em mbar ∙ l ∙ s –1 por milímetro de diâmetro da haste
através do sistema de vedação da haste
3,8
vazamento local
medição do vazamento de fluido de teste usando uma sonda no ponto de origem do vazamento
3,9
ciclo mecânico de válvulas de controle
para válvulas de controle linear / rotativo, ciclos de teste realizados a 50% do curso / ângulo com uma amplitude de
± 10% do curso / ângulo completo
3,10
ciclo mecânico de válvulas de isolamento
movimento de um obturador de válvula movendo-se da posição totalmente fechada para a posição totalmente aberta e
retornando para
posição totalmente fechada
3,11
tamanho nominal
DN
designação alfanumérica de tamanho para componentes de um sistema de tubulação, que é usado para referência
finalidades, compreendendo as letras DN seguidas por um número inteiro adimensional que é indiretamente
relacionado ao tamanho físico, em milímetros, do furo ou diâmetro externo das conexões de extremidade
Nota 1 para inserção: O diâmetro nominal é designado pelas letras DN seguidas por um número a partir do seguinte
séries: 10, 15, 20, 25, 32, 40, 50, 65, 80, 100, 125, 150, 200, 250, 300, 350, 400, etc.
Nota 2 para inserção: O número após as letras DN não representa um valor mensurável e não deve ser
usado para fins de cálculo, exceto quando especificado na norma pertinente.
Nota 3 para inserção: Adaptado da ISO 6708: 1995, definição 2.1.
3,12
pressão nominal
PN
designação numérica relativa à pressão, que é um número arredondado conveniente para referência
finalidades, compreendendo as letras PN seguidas do número de referência apropriado
Nota 1 para inserção: Todos os equipamentos do mesmo tamanho nominal (DN) designados pelo mesmo número PN são compatíveis
dimensões de acasalamento.
Nota 2 para inserção: A pressão de trabalho máxima permitida depende dos materiais, projeto e trabalho
temperaturas e é selecionado a partir das tabelas de classificação de pressão / temperatura nos padrões apropriados.
2
© ISO 2015 - Todos os direitos reservados
Página 9
ISO 15848-1: 2015 (E)
Nota 3 para inserção: A pressão nominal é designada pelas letras PN seguidas da referência apropriada
número da seguinte série: 2,5, 6, 10, 16, 20, 25, 40, 50, etc.
Nota 4 para inserção: Adaptado de ISO 7268: 1983, definição 2.1.
3,13
válvula de isolamento
válvula destinada a ser usada principalmente na posição fechada ou aberta, que pode ser acionada por força ou manualmente
operado
3,14
aula de performance
nível de desempenho de uma válvula de teste
Nota 1 para inserção: As classes de desempenho são definidas na Cláusula 6 .
3,15
temperatura do quarto
temperatura na faixa de −29 ° C a +40 ° C
3,16
tronco
haste
componente da válvula se estendendo para dentro do corpo da válvula para transmitir o movimento linear / rotativo do atuador
dispositivo para o obturador de válvula
3,17
selo de haste
vedação do eixo
componente (s) instalado (s) em torno da haste da válvula (ou eixo) para evitar vazamento de fluidos internos para a atmosfera
3,18
pressão de teste
pressão usada para testar a válvula que, salvo especificação em contrário, é a pressão nominal especificada em
a temperatura de teste e o material do invólucro de uma válvula de teste nos padrões relevantes
3,19
temperatura de teste
temperatura do fluido selecionada para o teste conforme medida dentro da válvula de teste
Nota 1 para inserção: A temperatura de teste é fornecida em Tabela 5 .
3,20
ciclo termal
mudança da temperatura da temperatura ambiente para a temperatura de teste especificada e retornar para
a temperatura ambiente
3,21
vazamento total
coleta de vazamento do fluido de teste na fonte de vazamento usando um método de encapsulamento
3,22
teste de tipo
um teste realizado para estabelecer a classe de desempenho de uma válvula
4 símbolos e abreviações
M alr
vazamento máximo previsto
SSA
ajuste de vedação da haste (ou eixo)
© ISO 2015 - Todos os direitos reservados
3
--` ,,, `,`, `` ,,,,,,, `` ,,, `` `,,` -`-`,,` ,, `,` ,, `---
Página 10
ISO 15848-1: 2015 (E)
Haste OD
diâmetro externo da haste
RT
temperatura do quarto
NOTA
A abreviatura SSA corresponde à abreviatura de “Stem Seal Adjustment”.
5 teste de tipo
5.1 Condições de teste
5.1.1 Preparação de uma válvula a ser testada
Apenas uma válvula totalmente montada deve ser usada para o teste.
Uma válvula deve ser selecionada aleatoriamente da produção padrão. A válvula deve ter sido testada e
aceito de acordo com ISO 5208 ou qualquer outro padrão aplicável e nenhuma proteção subsequente
o revestimento deve ter sido aplicado.
Arranjos de vedação adicionais para permitir a medição de vazamento do sistema de vedação da haste são permitidos e
não deve afetar o desempenho de vedação da válvula.
O interior da válvula de teste deve ser seco e os lubrificantes (se houver) removidos. A válvula e teste
o equipamento deve estar limpo e livre de água, óleo e poeira e a embalagem pode ser trocada antes da
teste. Se a gaxeta da válvula for trocada antes do teste, isso deve ser feito sob a supervisão da válvula
fabricante.
Se uma válvula de teste estiver equipada com vedação (ões) de haste (ou eixo) ajustável manualmente, ela deve ser ajustada
inicialmente
de acordo com as instruções do fabricante e registradas no relatório de teste conforme previsto na Cláusula 7.
O fabricante da válvula deve selecionar o dispositivo de atuação apropriado.
5.1.2 Fluido de teste
O fluido de teste deve ser gás hélio com pureza mínima de 97% ou metano com pureza mínima de 97%. O
o mesmo fluido de teste deve ser usado durante todo o teste.
5.1.3 Temperatura de teste
A ciclagem mecânica da válvula é realizada à temperatura ambiente ou nas etapas da temperatura ambiente
e a temperatura de teste selecionada diferente da temperatura ambiente (ver 5.2.4.1)
A temperatura de teste deve ser registrada para cada medição de vazamento.
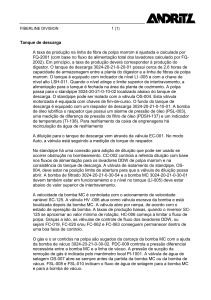
5.1.4 Medição da temperatura da válvula de teste
A temperatura da válvula de teste deve ser medida em três locais, conforme mostrado na Figura 1 , e
registrados em um relatório de teste.
a) A medição no local 1 deve ser usada para determinar a temperatura de teste.
b) A medição no local 2 também é feita para fins informativos. Qualquer uso de isolamento deve ser detalhado em
o relatório do teste.
c) A medição no local 3 é usada para determinar a temperatura externa da válvula adjacente à haste
(ou eixo) selo (s) para obter informações.
d) A medição no local 4 é uma opção se o local de medição 1 não for possível (exceto no caso
onde os elementos de aquecimento penetram nas flanges cegas).
4
© ISO 2015 - Todos os direitos reservados
--` ,,, `,`, `` ,,,,,,, `` ,,, `` `,,` -`-`,,` ,, `,` ,, `---
Página 11
ISO 15848-1: 2015 (E)
Todas as temperaturas nos locais 1, 2 e 3 (e 4) devem ser estabilizadas antes que o vazamento seja medido (ver
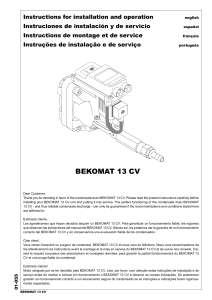
Figuras 2 e 3 ). A temperatura no local 3 deve ser estabilizada por no mínimo 10 minutos antes do vazamento
medição.
Verifique se a variação da temperatura está dentro de ± 5%.
Chave
1
localização 1: caminho do fluxo (temperatura T 1 )
2
localização 2: corpo da válvula (temperatura T 2 )
3
localização 3: caixa de vedação (temperatura T 3 )
4
localização 4: opcional para caminho de fluxo (temperatura T 1 )
Figura 1 - Medições de temperatura
© ISO 2015 - Todos os direitos reservados
5
Página 12
ISO 15848-1: 2015 (E)
Chave
Teste t
temperatura de teste, ° C
T1
temperatura de estabilização no local 1 (caminho do fluxo)
T2
temperatura de estabilização no local 2 (corpo da válvula)
T3
temperatura de estabilização no local 3 (caixa de vedação)
t
Tempo
t0
estabilização da temperatura no local 3 (caixa de vedação)
t 0 + 10 min de início dos ciclos mecânicos
Figura 2 - Estabilização de temperaturas (quando a válvula é aquecida ou resfriada internamente)
6
© ISO 2015 - Todos os direitos reservados
--` ,,, `,`, `` ,,,,,,, `` ,,, `` `,,` -`-`,,` ,, `,` ,, `---
Página 13
ISO 15848-1: 2015 (E)
Chave
Teste t
temperatura de teste, ° C
T1
temperatura de estabilização no local 1 (caminho do fluxo)
T2
temperatura de estabilização no local 2 (corpo da válvula)
T3
temperatura de estabilização no local 3 (caixa de vedação)
t
Tempo
t0
estabilização da temperatura no local 3 (caixa de vedação)
t 0 + 10 min de início dos ciclos mecânicos
Figura 3 - Estabilização de temperaturas (quando a válvula é aquecida ou resfriada externamente)
5.1.5 Medição de vazamento
5.1.5.1 Medição de vazamento da haste (ou eixo)
O vazamento deve ser medido a partir de uma válvula de teste em repouso na posição parcialmente aberta.
A medição de vazamento deve ser realizada
- pelo método global (vácuo ou ensacamento) de acordo com os procedimentos descritos em Anexo A, ou
- pela medição de vazamento local (farejamento) de acordo com os procedimentos descritos em B.2 .
5.1.5.2 Medição de vazamento na vedação do corpo
O vazamento local deve ser medido pelo método de farejamento de acordo com o procedimento descrito em Anexo B .
A avaliação das conexões finais deve ser feita para garantir que elas não afetem os resultados do
avaliação dos selos corporais.
© ISO 2015 - Todos os direitos reservados
7
--` ,,, `,`, `` ,,,,,,, `` ,,, `` `,,` -`-`,,` ,, `,` ,, `---
Página 14
ISO 15848-1: 2015 (E)
5.1.5.3 Registros de medição de vazamento
Todos os resultados das medições de vazamento devem ser registrados em um relatório de teste, conforme especificado
em Cláusula 7 .
5.2 Procedimentos de teste
5.2.1 Regras de segurança
Testar com gás de alta pressão é potencialmente perigoso e, portanto, todas as regras de segurança locais aplicáveis e
medidas de segurança adequadas devem ser seguidas. Se o metano (CH 4 ) for usado, a combinação do teste
pressão e temperatura devem ser revistas para possíveis problemas de combustão.
5.2.2 Equipamento de teste
O equipamento de teste deve ser adequadamente selecionado para
a) aplicar e manter a pressão de teste dentro de uma faixa de ± 5% do valor nominal,
b) aplicar ciclos mecânicos de válvula,
c) aquecer ou resfriar a válvula de teste até a temperatura de teste selecionada e mantê-la dentro de uma faixa de ± 5%
mas não superior a 15 ° C; nenhum ciclo mecânico é permitido durante a mudança de temperatura,
d) medir e registrar o tempo, pressão, temperatura, vazamento e duração de um ciclo mecânico da válvula,
e) medir e registrar as forças de atuação ou torques para operar uma válvula de teste, e
f) medir e registrar o carregamento do sistema de vedação da haste, se aplicável.
5.2.3 Ajuste da vedação da haste (ou eixo) (SSA)
5.2.3.1 Número de ajuste da vedação da haste
Ajustes mecânicos do sistema de vedação da haste (ou eixo) durante o teste de tipo devem ser permitidos apenas
uma vez, conforme mostrado a seguir, para cada uma das etapas de qualificação realizadas de acordo com as Figuras 4 , 5, e 6 ,
se tronco
(ou eixo) vazamento foi medido em excesso da classe de estanqueidade alvo selecionada das Tabelas 1 a4.
A força máxima de reaperto (ou torque) a ser aplicada deve ser determinada antes do ensaio de tipo.
EXEMPLO
Um máximo de um ajuste é aceito para CC1 ou CO1.
Um máximo de dois ajustes são aceitos para CC2 ou CO2.
Um máximo de três ajustes são aceitos para CC3 ou CO3.
5.2.3.2 Teste de falha após o ajuste da vedação da haste
Se um arranjo de vedação da haste (ou eixo) falhar em atingir a classe de aperto alvo, ou não for possível
para continuar o ciclo mecânico, o teste deve ser considerado encerrado, e a válvula de teste deve ser
avaliado para qualificação de classes mais baixas de estanqueidade e resistência, se aplicável.
5.2.3.3 Relatório do número de SSA
O número total de ajustes de vedação da haste (ou eixo) deve ser registrado no relatório de teste e indicado em
a designação da classificação da válvula como “SSA-1”, “SSA-2” e “SSA-3”.
8
© ISO 2015 - Todos os direitos reservados
--` ,,, `,`, `` ,,,,,,, `` ,,, `` `,,` -`-`,,` ,, `,` ,, `---
Página 15
ISO 15848-1: 2015 (E)
5.2.4 Descrição do teste
5.2.4.1 Geral
A descrição do teste é a seguinte:
a) A válvula de teste deve ser montada em bancada de teste, de acordo com as instruções do fabricante.
b) A montagem da válvula deve ser feita principalmente com uma haste (ou eixo) posicionada verticalmente. Uma válvula
destinados ao uso em outras posições devem ser montados com a haste (ou eixo) posicionada horizontalmente.
c) Todos os sistemas de vedação devem ter sido devidamente ajustados previamente, de acordo com o fabricante
instruções. Para válvulas que usam gaxetas como vedação da haste, o torque de aperto dos parafusos da sobreposta
deve ser medido e registrado no início do teste e após qualquer ajuste da vedação da haste.
d) O número alvo e a combinação de ciclos mecânicos e térmicos devem ser selecionados a partir do
classes de resistência especificadas nas Figuras 4, 5e 6 .
e) O vazamento da vedação da haste (ou eixo) e das vedações do corpo deve ser medido separadamente. Se o
válvula não permite tal medição separada, o vazamento total de ambos haste (ou eixo) e
vedações do corpo devem ser medidas ao mesmo tempo de acordo com o anexo A eAnexo B, respectivamente.
f) Os métodos reais de ciclos mecânicos diferentes daqueles especificados em 5.2.4.2 e 5.2.4.3 devem estar em
de acordo com as instruções do fabricante, e o tempo de abertura, fechamento e permanência deve ser
registrados no relatório de teste. Basicamente, eles devem representar as condições operacionais pretendidas de um
válvula de teste.
g) A força de abertura e fechamento da válvula (ou torque) deve ser medida e registrada no início e na
final do teste, após ajustes subsequentes da vedação da haste, se aplicável.
5.2.4.2 Ciclos mecânicos de válvulas de isolamento
A menos que especificado de outra forma pelo fabricante da válvula, a força de assentamento da válvula (ou torque) necessária
para
estanqueidade sob uma pressão diferencial de 0,6 MPa (6 bar), ar ou gás inerte deve ser usado como o mínimo
força (ou torque) para o ciclo mecânico de uma válvula de teste.
Não é necessário assentamento totalmente traseiro de uma válvula de teste.
5.2.4.3 Ciclos mecânicos de válvulas de controle
O movimento da haste das válvulas de ação linear deve estar entre 1 mm / se 5 mm / s. O movimento do eixo de
as válvulas de controle rotativo devem estar entre 1 ° / se 5 ° / s.
O atuador para operar uma válvula de teste deve suportar apenas a pressão e a força de atrito (ou torque)
atuando na haste da válvula, e esses valores devem ser registrados.
NOTA
A medição da força de atrito (ou torque) tem como objetivo principal verificar o atrito da gaxeta normalmente
expressa como a banda morta.
5.2.4.4 Testes preliminares à temperatura ambiente (teste 1)
Os testes são realizados conforme mostrado abaixo.
a) Pressurize uma válvula de teste com o fluido de teste até a pressão de teste especificada em um padrão relevante.
b) Depois que a pressão de teste foi estabilizada, meça os vazamentos tanto da vedação da haste (ou eixo) e
dos selos do corpo, de acordo com Anexos A e B, respectivamente.
c) Registre o resultado do teste em um relatório de teste.
© ISO 2015 - Todos os direitos reservados
9
--` ,,, `,`, `` ,,,,,,, `` ,,, `` `,,` -`-`,,` ,, `,` ,, `---
Página 16
ISO 15848-1: 2015 (E)
5.2.4.5 Teste de ciclo mecânico à temperatura ambiente (teste 2)
Os testes são realizados conforme mostrado abaixo.
a) Execute ciclos mecânicos em temperatura ambiente enquanto a válvula de teste é mantida pressurizada.
b) Meça o vazamento apenas da vedação da haste (ou eixo), de acordo com o Anexo A.
c) Registre o resultado do teste no relatório do teste.
d) Repita o teste no caso das classes CO1 e CC1, conforme indicado na Figuras 4 e 6 .
5.2.4.6 Teste estático na temperatura de teste selecionada (teste 3)
Os testes são realizados conforme mostrado abaixo.
a) Pressurize uma válvula de teste com o fluido de teste para a pressão de teste, conforme especificado em um padrão relevante
para
a temperatura de teste selecionada selecionada da Tabela 5.
b) Após a pressão de teste ter sido estabilizada, ajuste a temperatura da válvula para o teste selecionado
temperatura, garantindo que a pressão de teste não exceda o nível especificado na
padrão.
c) Após a temperatura da válvula ter sido estabilizada com uma tolerância de ± 5% com um máximo de
15 ° C, meça o vazamento da vedação da haste (ou eixo) apenas de acordo com Anexo A .
d) Registre o resultado do teste no relatório do teste.
e) Repita o teste no caso das classes CO1 e CC1, conforme indicado na Figuras 4 e 6 .
5.2.4.7 Teste de ciclo mecânico na temperatura de teste selecionada (teste 4)
Os testes são realizados conforme mostrado abaixo.
a) Execute ciclos mecânicos na temperatura de teste selecionada enquanto a válvula de teste é mantida pressurizada.
b) Meça o vazamento da vedação da haste (ou eixo) apenas de acordo com Anexo A .
c) Registre o resultado do teste em um relatório de teste.
d) Repita o teste no caso das classes CO1 e CC1, conforme indicado na Figuras 4 e 6 .
5.2.4.8 Teste estático intermediário à temperatura ambiente (teste 5)
Os testes são realizados conforme mostrado abaixo.
a) Deixe uma válvula de teste retornar à temperatura ambiente, sem resfriamento (ou aquecimento) artificial.
b) Após a temperatura da válvula ter sido estabilizada, meça o vazamento da vedação da haste (ou eixo)
apenas de acordo com o Anexo A.
c) Registre o resultado do teste em um relatório de teste.
5.2.4.9 Teste final à temperatura ambiente (teste 6)
Os testes são realizados conforme mostrado abaixo.
a) Deixe uma válvula de teste retornar à temperatura ambiente, sem medidas artificiais.
b) Após a temperatura da válvula ter sido estabilizada, meça o vazamento da vedação da haste (ou eixo)
de acordo com o Anexo A e dos selos corporais de acordo com o Anexo B.
c) Registre os resultados do teste no relatório do teste.
10
© ISO 2015 - Todos os direitos reservados
Página 17
ISO 15848-1: 2015 (E)
5.2.4.10 Exame pós-teste
Após todos os testes terem sido concluídos com sucesso, a válvula de teste deve ser desmontada e todas as vedações
os componentes devem ser examinados visualmente para registrar o desgaste notável e quaisquer outras observações
significativas
para informação.
5.2.4.11 Qualificação
As válvulas testadas devem ser qualificadas quando
- todas as etapas dos procedimentos de teste foram realizadas de forma satisfatória para a classe de desempenho alvo, e
- todas as medições de vazamento são verificadas iguais ou inferiores aos valores especificados para o alvo
classe de desempenho.
6 aulas de desempenho
6.1 Critérios de classificação
As condições de operação da válvula e os perigos do fluido da linha sendo manuseado podem resultar em diferentes níveis de
desempenho de emissão da válvula.
O objetivo da Cláusula 6 é definir os critérios de classificação resultantes do teste de tipo.
Uma classe de desempenho é definida pela combinação dos seguintes critérios:
a) "classe de estanqueidade": consulte as Tabelas 1 e 2 (hélio como fluido de teste),Tabelas 3 e4 (metano como fluido de teste) ;
b) "classe de resistência": ver Figuras 4 ,5 e 6;
c) “classe de temperatura”: ver Tabela 5 .
6.2 Classes de estanqueidade
6.2.1 Definição
As classes de estanqueidade são definidas apenas para sistemas de vedação de haste (ou eixo).
Tabela 1 - Classes de estanqueidade para vedações de haste (ou eixo) com hélio
Aula
Vazamento medido
taxa (fluxo de massa)
Vazamento medido
taxa (fluxo de massa)
Taxa de vazamento medida
(fluxo volumico)
Observações
mg · s −1 · m −1 haste
perímetro
(para informação)
haste mg · s −1 · mm −1
diâmetro através
sistema de vedação da haste
mbar ∙ l ∙ s −1 por mm
diâmetro do caule
através da vedação da haste
sistema
AH a
≤10 −5
≤3,14 ∙ 10 −8
≤1,78 ∙ 10 −7
Normalmente alcançado com selos de fole
ou vedação equivalente da haste (eixo)
sistema para válvulas de um quarto de volta
BH b
≤10 −4
≤3,14 ∙ 10 −7
≤1,78 ∙ 10 −6
Normalmente alcançado com base em PTFE
embalagens ou selos elastoméricos
CH b
≤10 −2
≤3,14 ∙ 10 −5
≤1,78 ∙ 10 −4
Normalmente alcançado com
embalagens à base de grafite
uma
Medida pelo método de vácuo, tal como definido no Anexo A .
b
Medida pelo método de medição da taxa de fuga total (vácuo ou ensacamento), tal como definido no Anexo A .
© ISO 2015 - Todos os direitos reservados
11
Página 18
ISO 15848-1: 2015 (E)
Tabela 2 - Vazamento das vedações do corpo com hélio
Vazamento medido
ppmv
≤50
NOTA
Medido pelo método de farejamento conforme definido em
Anexo B.
Tabela 3 - Classes de estanqueidade para vedações de haste (ou eixo) com metano
Aula
Vazamento medido (cheirando
método conforme descrito no Anexo B )
ppmv
SOU
≤50
BM
≤100
CM
≤500
Tabela 4 - Vazamento de vedações do corpo com metano
Vazamento medido (método de farejamento conforme descrito em
Anexo B)
ppmv
≤50
6.2.2 Hélio como fluido de teste
Quando o fluido de teste é hélio, as classes de estanqueidade são identificadas como Classe AH, Classe BH e Classe CH.
6.2.3 Metano como fluido de teste
Quando o fluido de teste é metano, as classes de estanqueidade são identificadas como Classe AM, Classe BM e Classe CM.
6.2.4 Correlações
Não há intenção de correlação entre as medições da taxa de vazamento total, conforme descrito no Anexo A e
concentração inalada local, conforme descrito em Anexo B .
Não há intenção de correlação entre as classes de estanqueidade quando o fluido de teste é hélio (Classe AH,
Classe BH e Classe CH) e quando o fluido de teste é metano (Classe AM, Classe BM e Classe CM).
6.3 Classes de resistência
6.3.1 Classes de ciclo mecânico para válvulas de isolamento
O número mínimo necessário de ciclos mecânicos para isolar as válvulas deve ser de 205 ciclos (curso completo)
com dois ciclos térmicos (um total de 50 ciclos em RT, 50 ciclos em temperatura de teste, 50 ciclos em RT, 50 ciclos
à temperatura de teste e 5 ciclos à temperatura ambiente). Este estágio de classificação deve ser identificado como CO1
(verFigura 4)
Uma extensão da classificação de CO2 deve ser realizada pela adição de 1.295 ciclos mecânicos com
um ciclo térmico (795 ciclos à temperatura ambiente seguidos de 500 ciclos à temperatura de teste). Extensão adicional para
CO3, etc. deve ser alcançado pela adição de 1 000 ciclos mecânicos com um ciclo térmico (ver Figura 5)
12
© ISO 2015 - Todos os direitos reservados
--` ,,, `,`, `` ,,,,,,, `` ,,, `` `,,` -`-`,,` ,, `,` ,, `---
Página 19
ISO 15848-1: 2015 (E)
Chave
Temperatura de teste T , ° C
L1
medição de vazamento de vedação da haste
L2
medição de vazamento de vedação do corpo
N
número de ciclos mecânicos
P
testar a pressão do fluido
NOTA
Os números 1 a 6 referem-se às sequências de teste teste 1 ao teste 6, conforme definido em 5.2.4.4 a 5.2.4.9 .
Figura 4 - Classes de ciclo mecânico para válvulas de isolamento (classe de resistência CO1)
© ISO 2015 - Todos os direitos reservados
13
--` ,,, `,`, `` ,,,,,,, `` ,,, `` `,,` -`-`,,` ,, `,` ,, `---
Página 20
ISO 15848-1: 2015 (E)
Chave
Temperatura de teste T , ° C
L1
medição de vazamento de vedação da haste
L2
medição de vazamento de vedação do corpo
N
número de ciclos mecânicos
P
testar a pressão do fluido
NOTA
Os números 1 a 6 referem-se às sequências de teste teste 1 ao teste 6, conforme definido em 5.2.4.4 a 5.2.4.9 .
Figura 5 - Classes de ciclo mecânico para válvulas de isolamento (classes de resistência CO2 e CO3)
6.3.2 Classes de ciclo mecânico para válvulas de controle
O número mínimo necessário de ciclos mecânicos para válvulas de controle deve ser de 20.000 ciclos com dois
ciclos térmicos (um total de 10.000 ciclos em temperatura ambiente e 10.000 ciclos na temperatura de teste). Esta classificação
estágio deve ser identificado como CC1. Uma extensão para a classificação CC2 deve ser realizada por adição
de 40.000 ciclos mecânicos com um ciclo térmico (um total de 20.000 ciclos em RT seguido por
20.000 ciclos na temperatura de teste). Extensão adicional para CC3 etc. deve ser alcançada pela repetição do
requisito para CC2 (ver Figura 6)
14
© ISO 2015 - Todos os direitos reservados
--` ,,, `,`, `` ,,,,,,, `` ,,, `` `,,` -`-`,,` ,, `,` ,, `---
Página 21
ISO 15848-1: 2015 (E)
Chave
Temperatura de teste T , ° C
L1
medição de vazamento de vedação da haste
L2
medição de vazamento de vedação do corpo
N
número de ciclos mecânicos
P
testar a pressão do fluido
NOTA
Os números 1 a 6 referem-se às sequências de teste teste 1 ao teste 6, conforme definido em 5.2.4.4 a 5.2.4.9 .
Figura 6 - Classes de ciclo mecânico para válvulas de controle
6.4 Classes de temperatura
A classe de temperatura alvo deve ser selecionada a partir de Tabela 5 . Se o teste for realizado em qualquer temperatura
além dos especificados na Tabela 5, a próxima classe inferior deve ser aplicada no caso da temperatura de teste
estando acima de zero, ou a próxima classe superior deve ser aplicada no caso da temperatura de teste ser abaixo de zero.
EXEMPLO
Se a temperatura de teste for 405 ° C, o valor deve ser classificado como (t400 ° C).
Tabela 5 - Classes de temperatura
(t-196 ° C)
(t-46 ° C)
(tRT)
(t200 ° C)
(t400 ° C)
-196 ° C
−46 ° C
Temperatura ambiente, ° C
200 ° C
400 ° C
Todas as temperaturas de teste devem ser registradas no relatório de teste.
- O teste a −196 ° C qualifica a válvula na faixa de −196 ° C até a temperatura ambiente.
- O teste a −46 ° C qualifica a válvula na faixa de −46 ° C até a temperatura ambiente.
- O teste em RT qualifica a válvula no intervalo de −29 ° C a +40 ° C.
- Teste a 200 ° C qualifica a válvula na faixa RT até 200 ° C.
© ISO 2015 - Todos os direitos reservados
15
--` ,,, `,`, `` ,,,,,,, `` ,,, `` `,,` -`-`,,` ,, `,` ,, `---
Página 22
ISO 15848-1: 2015 (E)
- Teste a 400 ° C qualifica a válvula na faixa RT até 400 ° C.
Para qualificar uma válvula na faixa de −46 ° C até 200 ° C, dois testes são necessários:
- O teste a −46 ° C qualifica a válvula na faixa de −46 ° C até a RT;
- O teste a 200 ° C qualifica a válvula na faixa RT até 200 ° C.
Classes de temperatura alternativas devem ser objeto de acordo entre o fabricante e o
comprador.
6.5 Exemplos de designação de classe
- classe de estanqueidade: B (referência em Tabela 1 )
- aula de resistência:
- válvula de isolamento CO1 (referência em Figura 4 );
- válvula de controle CC1 (referência em Figura 6 ).
- classe de temperatura: um teste em t200 ° C e um teste em t − 46 ° C
- pressão de teste: de acordo com a classificação de classe PN ou ANSI dependendo de um padrão de válvula relevante ou
em bar à temperatura ambiente e à temperatura de teste para testes específicos; a referência padrão é
ISO 15848-1
- número de ajustes de vedação da haste (SSA): 1
6.6 Marcação
Além da marcação exigida pelos padrões relevantes, válvulas de produção qualificadas por teste de tipo
de acordo com esta parte da ISO 15848 podem ser marcados com "ISO FE", que significa ISO fugitivo
emissão, e as informações indicadas em 6.5 .
EXEMPLO 1 Classe de desempenho: ISO FE BH (ou BM) - CO1 - SSA 1 - t (−46 ° C, 200 ° C) - PN 16 - ISO 15848-1.
EXEMPLO 2 Classe de desempenho: ISO FE BH (ou BM) - CO1 - SSA 1 - t (−46 ° C, 200 ° C) - CL150 - ISO 15848-1.
EXEMPLO 3 Em caso de testes específicos em barras:
Classe de desempenho: ISO FE BH (ou BM) - CO1 - SSA 1 - t200 ° C - (40/30) - ISO 15848-1.
7 Relatórios
O relatório de teste deve incluir as seguintes informações:
a) nome e endereço do fabricante da válvula;
b) tamanhos de válvula e classe de pressão;
c) número e estilo do modelo da válvula;
d) método de seleção da amostra;
e) diagrama da bancada de teste e os dados do equipamento de teste, incluindo a marca e modelo do detector ou
a taxa de fluxo da sonda onde qualquer medição de farejamento é citada;
f) data do teste;
g) padrões de referência com números de revisão aplicáveis;
h) fluido de teste;
16
© ISO 2015 - Todos os direitos reservados
--` ,,, `,`, `` ,,,,,,, `` ,,, `` `,,` -`-`,,` ,, `,` ,, `---
Página 23
ISO 15848-1: 2015 (E)
i) classes de desempenho da válvula alcançadas;
j) instruções de montagem da válvula;
k) reembalagem da válvula antes do ensaio de tipo a ser relatado, se aplicável;
l) isolamento da válvula de teste a ser reportado, se aplicável;
m) dados de operação da válvula:
- torque ou força de operação da válvula;
- torque de aperto do parafuso da sobreposta;
- curso / ângulo;
n) descrição do atuador, se aplicável;
o) cópia da sequência do teste;
p) resultados detalhados do teste;
q) certificado de qualificação: o certificado deverá indicar o número da norma e seu ano de
problema (por exemplo, ISO 15848-1: 2015).
O arquivo de dados do produto específico, incluindo as seguintes informações, será de responsabilidade do
fabricante e deve ser incluído como um anexo:
a) desenho do conjunto da válvula em corte transversal;
b) lista de materiais das válvulas;
c) descrição, dimensões e especificações da haste ou da vedação do eixo;
d) descrição, dimensões e especificações da (s) vedação (ões) do corpo;
e) especificações de material dos componentes da vedação da haste (ou eixo);
f) certificado de teste hidrostático.
8 Extensão da qualificação para válvulas não testadas
Após a conclusão bem-sucedida do programa de teste, conforme definido nesta parte da ISO 15848, esta qualificação
pode ser estendido para tamanhos e classes não testados de válvulas do mesmo tipo, se os seguintes critérios forem atendidos:
a) as vedações da haste (ou eixo) e as vedações do corpo são do mesmo material, design (formato) e construção,
independente do tamanho;
b) o arranjo de carregamento aplica uma tensão de vedação semelhante ao elemento de vedação aplicada no teste
válvula;
c) o tipo de movimento da haste (ou eixo) é idêntico;
d) classes de tolerância e especificações de acabamentos de superfície de todos os componentes da válvula que afetam a
vedação
desempenho são idênticos;
NOTA
As classes de tolerância estão de acordo com ISO 286-1 e ISO 286-2.
e) os diâmetros da haste são da metade a duas vezes o diâmetro da válvula testada, metade do diâmetro e o diâmetro duplo
incluído: D o / 2 ≤ D ≤ 2 D o com D o sendo o diâmetro da haste da válvula testada;
f) a classe da válvula ou designação PN é igual ou inferior;
© ISO 2015 - Todos os direitos reservados
17
--` ,,, `,`, `` ,,,,,,, `` ,,, `` `,,` -`-`,,` ,, `,` ,, `---
Página 24
ISO 15848-1: 2015 (E)
g) a classe de temperatura exigida fica entre a temperatura ambiente e a temperatura de teste do
válvula qualificada;
h) a classe de estanqueidade exigida é igual ou menos severa do que a da válvula qualificada.
O uso de caixa de engrenagens ou outro atuador não requer qualificação separada, desde os critérios acima
são atendidas.
18
© ISO 2015 - Todos os direitos reservados
--` ,,, `,`, `` ,,,,,,, `` ,,, `` `,,` -`-`,,` ,, `,` ,, `---
Página 25
ISO 15848-1: 2015 (E)
Anexo A
(normativo)
Medição de taxa de vazamento total
A.1 Método de vácuo (apenas hélio)
A.1.1 Geral
Esta cláusula especifica o método de vácuo usado para medir a taxa de vazamento total do sistema de vedação da haste
de uma válvula industrial usando um espectrômetro de massa de hélio.
O fluido de teste é hélio (pureza de 97%).
A.1.2 Princípio
O princípio do método de vácuo é ilustrado em Figura A.1. A fonte de vazamento está fechada em um
câmara, que é evacuada e então conectada ao espectrômetro de massa de hélio.
A câmara estanque pode ser preenchida pelo projeto do sistema de vedação da haste.
Chave
1
Câmara de vácuo
2
hélio pressurizado
3
detector de vácuo de hélio
Figura A.1 - Princípio do método de vácuo
A.1.3 Equipamento e definições
A.1.3.1 Espectrômetro de massa de hélio
O tipo de espectrômetro de massa de hélio e as características principais devem ser especificados.
© ISO 2015 - Todos os direitos reservados
19
--` ,,, `,`, `` ,,,,,,, `` ,,, `` `,,` -`-`,,` ,, `,` ,, `---
Página 26
ISO 15848-1: 2015 (E)
A sensibilidade do espectrômetro de massa de hélio deve estar de acordo com a faixa da taxa de vazamento
a ser medido.
A medição do espectrômetro de massa de hélio corresponde à taxa na qual um volume de hélio em
a pressão especificada passa por uma determinada seção transversal do sistema de teste (unidade SI: Pa ∙ m 3 ∙ s −1 ).
Então, a taxa de vazamento é relatada ao diâmetro externo da haste (ver A.1.7 ).
No que diz respeito aos sistemas de hélio, o instrumento deve ter sensibilidade de pelo menos 1 ∙ 10 −9 ∙ mbar ∙ l ∙ s −1 para o
hélio.
O tempo de resposta do espectrômetro de massa de hélio é avaliado (ou verificado) usando o padrão
vazamento calibrado. O tempo é registrado quando o vazamento calibrado padrão é aberto para a massa de hélio
espectrômetro e quando o aumento no sinal de saída do espectrômetro de massa de hélio se torna estável.
O tempo decorrido entre a aplicação do hélio e o momento em que a leitura representa 90% da
o sinal de equilíbrio é o tempo de resposta do espectrômetro de massa de hélio.
A.1.3.2 Sistema de bomba auxiliar
O tamanho da válvula testada pode exigir o uso de um sistema de bomba de vácuo auxiliar. Então o
a pressão absoluta final e a capacidade de velocidade da bomba devem ser suficientes para atingir o teste necessário
sensibilidade e tempo de resposta.
A.1.3.3 Pressurização de hélio
Deve ser possível aplicar pressão de hélio até a pressão de teste nominal da válvula.
A.1.3.4 Vazamento calibrado padrão
A fim de avaliar o tempo de resposta de todo o sistema de medição, o vazamento calibrado padrão
a conexão deve ser colocada no invólucro a vácuo o mais próximo possível do sistema de vedação da haste.
O vazamento calibrado padrão pode ser do tipo permeação ou capilar. O padrão calibrado
o vazamento deve ser selecionado dependendo da classe de estanqueidade da válvula testada. Dependendo do hélio
fabricante do espectrômetro de massa, existem diferentes vazamentos calibrados padrão para um item de equipamento:
- um padrão de vazamento do tipo de permeação, que deve ser um vazamento do tipo de permeação calibrado através de fusível
vidro ou quartzo. O padrão deve ter uma taxa de vazamento de hélio na faixa de 1 × 10 -6 atm ∙ cm 3 / s para
1 × 10 −10 atm ∙ cm 3 / s (1 × 10 −7 Pa ∙ m 3 / s a 1 × 10 −11 Pa ∙ m 3 / s);
- um padrão de vazamento do tipo capilar, que deve ser um vazamento do tipo capilar calibrado através de um tubo. O
padrão deve ter uma taxa de vazamento igual ou menor do que a sensibilidade de teste exigida vezes o
concentração de teste percentual real do gás marcador selecionado.
A.1.4 Calibração
A.1.4.1 Espectrômetro de massa de hélio
A.1.4.1.1 Aquecimento
O instrumento deve ser ligado e aquecido pelo tempo mínimo especificado pelo
fabricante do instrumento antes de calibrar com o padrão de vazamento calibrado.
A.1.4.1.2 Calibração
O instrumento deve ser calibrado conforme especificado pelo fabricante do instrumento usando permeação
ou um padrão do tipo capilar.
20
© ISO 2015 - Todos os direitos reservados
--` ,,, `,`, `` ,,,,,,, `` ,,, `` `,,` -`-`,,` ,, `,` ,, `---
Página 27
ISO 15848-1: 2015 (E)
O espectrômetro de massa de hélio deve ser calibrado
- no início de cada teste e rotineiramente se o teste levar muito tempo (por exemplo, calibração uma vez por semana),
e
- acima da faixa de classe de estanqueidade exigida.
A.1.4.2 Calibração do sistema
Um vazamento padrão calibrado com 100% de hélio deve ser anexado, sempre que possível, ao componente o mais longe
quanto possível a partir da conexão do instrumento ao componente ( Figura A.2)
O instrumento deve ser ligado e aquecido pelo tempo mínimo especificado pelo
fabricante do instrumento antes de calibrar com o vazamento calibrado padrão. O padrão
o vazamento calibrado deve permanecer aberto durante a calibração do sistema até que o tempo de resposta seja determinado.
a) Evacuação: com o componente evacuado a uma pressão absoluta suficiente para conexão do
espectrômetro de massa de hélio para o sistema, o vazamento calibrado padrão deve permanecer aberto durante
calibração do sistema até que o tempo de resposta seja determinado.
b) Tempo de resposta do sistema completo: o tempo é registrado quando o vazamento padrão calibrado é aberto
para o sistema e quando o aumento no sinal de saída do espectrômetro de massa de hélio se torna estável. O
tempo decorrido entre a aplicação do hélio e o momento em que a leitura representa 90% da
o sinal de equilíbrio é o tempo de resposta do sistema. A duração da medição de calibração deve
ser aproximadamente duas vezes o tempo de resposta do instrumento.
c) Leitura de fundo: o histórico é estabelecido após a determinação do tempo de resposta. O padrão
o vazamento calibrado é fechado para o sistema e a leitura do instrumento deve ser registrada quando se torna
estábulo.
A.1.5 Requisitos para o teste
A.1.5.1 Câmara estanque
A câmara estanque deve ser apertada o suficiente para melhorar o estabelecimento de um vácuo garantindo o
precisão da medição.
A câmara estanque deve ser dimensionada de modo a permitir que o atuador da válvula seja movido. Durante o aquecimento, o
dentro da câmara apertada deve ser ventilada, ou a câmara apertada pode ser removida para estabilizar o
temperatura e evitar qualquer superaquecimento do corpo da válvula que não seja representativo do funcionamento real
condições.
A.1.5.2 Sistema de vedação da haste instrumentado
Deve atender aos mesmos requisitos de estanqueidade da câmara estanque.
Além disso, o operador deve verificar se
- a torneira de vácuo está posicionada corretamente para medição da taxa de vazamento, e
- a torneira de vácuo permanece desobstruída durante todo o teste.
Além disso, a vedação do sistema de vedação da haste instrumentada deve suportar a temperatura e
condições de ciclagem mecânica exigidas durante o teste (condições de durabilidade).
Enquanto o sistema de vedação da haste está sendo instrumentado, as modificações feitas na sobreposta devem manter
condições de operação representativas da operação real da haste da válvula.
© ISO 2015 - Todos os direitos reservados
21
--` ,,, `,`, `` ,,,,,,, `` ,,, `` `,,` -`-`,,` ,, `,` ,, `---
Página 28
ISO 15848-1: 2015 (E)
A.1.5.3 Poluição e degradação da embalagem
Deve-se providenciar um filtro para proteger o espectrômetro de massa de hélio contra qualquer poluição, que
pode resultar de produtos de degradação da embalagem e tornar a medição de vazamento errônea.
Também é recomendado estabelecer adequadamente um vácuo dentro do espectrômetro antes de qualquer medição,
de modo que para garantir a ausência de qualquer poluição e, possivelmente, eliminá-la.
A.1.5.4 Segurança
Todos os acessórios usados para conter pressão no corpo da válvula (flanges, parafusos, todos os acessórios, etc.) devem ser
adequado para teste de pressão e temperatura.
A válvula a ser testada deve ser cuidadosamente fixada antes da pressurização e do ciclo.
A pressão dentro do corpo da válvula deve ser aumentada lentamente.
A.1.5.5 Qualificação de pessoal
Este método deve ser aplicado por operadores qualificados e devidamente treinados.
A.1.6 Procedimento de teste
A.1.6.1 Configuração de teste
A configuração do teste é mostrada esquematicamente em Figura A.2.
Chave
1
hélio com pureza de 97%
6
vazamento calibrado padrão
2
Controle de pressão
7
disjuntor de vácuo (opcional)
3
atuador do
8
vedação da haste testada
4
vácuo
9
espectrômetro de massa de hélio
5
hélio
10 aquisição de dados
Figura A.2 - Equipamento
A.1.6.2 Preparação da válvula testada
Antes de cada teste
- a válvula é limpa e seca, e
22
© ISO 2015 - Todos os direitos reservados
Página 29
ISO 15848-1: 2015 (E)
- o aperto da gaxeta foi verificado.
O teste hidrostático deve ser realizado antes de testar a válvula em alta pressão e alta temperatura
condições.
Após o teste hidrostático, a embalagem deve estar seca antes de qualquer teste de vedação (ao usar a embalagem no
sistema de vedação da haste). Recomenda-se que a gaxeta seja substituída.
Se a câmara estanque envolve toda a válvula, os flanges de conexão devem ser soldados para evitar qualquer vazamento que
venha deles. Neste caso, as medições correspondem aos vazamentos do sistema de vedação da haste e
selos do corpo.
A.1.6.3 Calibração
Veja A.1.4.
A.1.6.4 Medição
A medição é realizada da seguinte forma:
a) estabelecimento de vácuo dentro da câmara estanque e conexão do espectrômetro de massa de hélio
para a câmara apertada;
b) determinação do tempo de resposta do sistema (por exemplo, pelo uso de um vazamento calibrado, conforme mostrado
em Figura A.2 );
c) registro dos níveis de fundo de hélio;
d) pressurização da válvula;
e) teste de estabilização da temperatura;
f) registro de vazamento;
g) estabilização de vazamento (ver Figura A.3);
h) medição de vazamento.
© ISO 2015 - Todos os direitos reservados
23
--` ,,, `,`, `` ,,,,,,, `` ,,, `` `,,` -`-`,,` ,, `,` ,, `---
Página 30
ISO 15848-1: 2015 (E)
Chave
eu
taxa de vazamento, em miligramas por segundo por metro
L1
vazamento 1
L2
vazamento 2
T
tempo, em segundos
t1
tempo de estabilização t 1
t2
tempo de estabilização t 2
Figura A.3 - Exemplos de tempos de estabilização para vazamentos medidos usando o método global
A.1.7 Cálculo da taxa de vazamento
O método de vácuo permite a medição da taxa de vazamento total (global) do sistema de vedação da haste.
A medição L v é expressa em milibares de litros por segundo.
A taxa de fluxo de massa, L m , expressa em miligramas por segundo, é calculada a partir de L v pelo seguinte
Fórmula:
eu
eu
m
v
=
x 0 164,
(A.1)
da EN 1779: 1999, Anexo B, a 298 ° K.
Então, a taxa de vazamento, L mm , expressa em miligramas por segundo por milímetro de diâmetro externo da haste, é
calculado a partir de L m pela seguinte fórmula:
eu
eu
milímetros
m
tronco
=
OD
(A.2)
onde haste OD é o diâmetro externo da haste, expresso em milímetros.
A.2 Método de ensacamento (apenas hélio)
A.2.1 Geral
Esta cláusula especifica o método de ensacamento usado para medir a taxa de vazamento total do sistema de vedação da haste
de uma válvula industrial usando um espectrômetro de massa de hélio.
24
© ISO 2015 - Todos os direitos reservados
Página 31
ISO 15848-1: 2015 (E)
O fluido de teste é hélio (pureza de 97%).
Dois métodos podem ser usados para medir a taxa de vazamento do sistema de vedação da haste por ensacamento:
- o método de acumulação conforme descrito na EN 13185: 2001, 10.4;
- o "Método Suck Through", conforme descrito na Referência [14 ] e abaixo.
A.2.2 Princípio ("Método de sucção")
O princípio do “Método Suck Through” é ilustrado na Figura A.4 . A fonte de vazamento é fechada
por um volume ensacado. Este volume, ou bolsa, é conectado ao espectrômetro de massa de hélio por meio de uma constante
sonda detectora de vazão (farejador). O volume extraído é reabastecido por meio de um tubo de equilíbrio com
um comprimento de pelo menos 50 vezes o diâmetro interno da sonda, conectado à atmosfera. O ar passa pelo
saco, onde se mistura com o fluxo de vazamento do gás de teste. Em seguida, ele passa pela sonda do farejador para o
detector de instrumento. Todo o gás de teste vazado passa pelo espectrômetro de massa de hélio.
Chave
1
volume ensacado
2
hélio pressurizado
3
detector de hélio
4
tubo de equilíbrio
Figura A.4 - Princípio do método de ensacamento (Método Suck Through)
A.2.3 Equipamento e definições
A.2.3.1 Espectrômetro de massa de hélio
O tipo de espectrômetro de massa de hélio e as características principais devem ser especificados.
A sensibilidade do espectrômetro de massa de hélio deve estar de acordo com a faixa da taxa de vazamento
a ser medido.
A medição do espectrômetro de massa de hélio corresponde à taxa na qual um volume de hélio em
a pressão especificada passa por uma determinada seção transversal do sistema de teste.
Em seguida, a taxa de vazamento é relatada para o diâmetro externo da haste (ver A.2.7)
© ISO 2015 - Todos os direitos reservados
25
--` ,,, `,`, `` ,,,,,,, `` ,,, `` `,,` -`-`,,` ,, `,` ,, `---
Página 32
ISO 15848-1: 2015 (E)
No que diz respeito aos sistemas de hélio, o instrumento deve ter uma sensibilidade de pelo menos 1 ∙ 10 −9 mbar ∙ l ∙
s −1 . Quando
usando o método de ensacamento com um farejador, a sensibilidade deve ser de pelo menos 1 ∙ 10 −7 mbar ∙ l ∙ s −1 .
O tempo de resposta do espectrômetro de massa de hélio é avaliado (ou verificado) usando o padrão
vazamento calibrado. O tempo é registrado quando o vazamento calibrado padrão é aberto para a massa de hélio
espectrômetro e quando o aumento no sinal de saída do espectrômetro de massa de hélio se torna estável.
O tempo decorrido entre a aplicação do hélio e o momento em que a leitura representa 90% da
o sinal de equilíbrio é o tempo de resposta do espectrômetro de massa de hélio.
A.2.3.2 Volume ensacado
O sistema de vedação da haste é conforme apresentado em Figura A.5 .
Chave
1
haste da válvula
2
corpo da válvula
3
volume ensacado
4
para detector
Figura A.5 - Volume selado
A hipótese é que o nível de concentração encontrado pelo detector é representativo da concentração
em todo o volume VO .
Uma medição preliminar com um vazamento padrão no volume VO permite verificar esta hipótese e
para estimar o tempo de resposta do sistema (tempo necessário para obter um sinal estável que corresponda, pelo menos,
a 90% do vazamento).
O aumento da concentração do gás traçador é o equilíbrio entre a entrada e a saída coletadas pelo
detector (negligenciando o vazamento de ensacamento).
A concentração C no saco é medida continuamente até a estabilização C ∞ .
26
© ISO 2015 - Todos os direitos reservados
Página 33
ISO 15848-1: 2015 (E)
Com base na referência [14], o Q l calculado é expresso pela seguinte fórmula:
Q
C
C
Q
C
eu
p
f
f
=
∞×
(
)
-
(
)
1
(A.3)
onde C é a concentração na bolsa;
C ∞ é o C estabilizado em função do tempo;
Cf
é a concentração do influxo;
Q f é a taxa de influxo;
Q l é a vazão de vazamento;
Q p é a taxa de fluxo da bomba do espectrômetro de massa de hélio.
Uma apresentação gráfica de C ∞ é dada emFigura A.6 .
Chave
1
leitura do espectrômetro de massa de hélio, em milibar de litros por segundo (mbar ∙ l ∙ s
2
tempo, em segundo (s)
−1
)
Figura A.6 - Representação gráfica da leitura
Se C f for insignificante (concentração típica de hélio no ar) e a sonda de fluxo, Q p , for igual a 1 cm 3 ∙ s −1 ,
a leitura do espectrômetro de massa de hélio está próxima da taxa de vazamento, Q l .
© ISO 2015 - Todos os direitos reservados
27
Página 34
ISO 15848-1: 2015 (E)
A.2.4 Calibração
A.2.4.1 Espectrômetro de massa de hélio
A.2.4.1.1 Aquecimento
O instrumento deve ser ligado e aquecido pelo tempo mínimo especificado pelo
fabricante do instrumento antes de calibrar com o padrão de vazamento calibrado.
A.2.4.1.2 Calibração do espectrômetro de massa de hélio
O instrumento deve ser calibrado conforme especificado pelo fabricante do instrumento usando permeação
ou um padrão do tipo capilar.
O espectrômetro de massa de hélio deve ser calibrado
- no início de cada teste e rotineiramente se o teste levar muito tempo (por exemplo, calibração uma vez por semana),
e
- acima da faixa de classe de estanqueidade exigida.
A.2.4.2 Calibração do sistema
Um vazamento padrão calibrado com 100% de hélio deve ser anexado, sempre que possível, ao componente o mais longe
quanto possível a partir da conexão do instrumento ao componente ( Figura A.7)
O instrumento deve ser ligado e aquecido pelo tempo mínimo especificado pelo
fabricante do instrumento antes de calibrar com o vazamento calibrado padrão.
a) A haste da válvula deve ser posicionada de modo que a bolsa esteja em seu volume máximo contido e em seu
comprimento máximo. O vazamento calibrado padrão deve permanecer aberto durante a calibração do sistema até
o tempo de resposta foi determinado.
b) Tempo de resposta do sistema completo: o tempo é registrado quando o vazamento padrão calibrado é aberto
para o sistema e quando o aumento no sinal de saída do espectrômetro de massa de hélio se torna estável. O
tempo decorrido entre a aplicação do hélio e o momento em que a leitura representa 90% da
o sinal de equilíbrio é o tempo de resposta do sistema. A duração da medição de calibração deve
ser aproximadamente duas vezes o tempo de resposta do instrumento.
c) Leitura de fundo: o histórico é estabelecido após a determinação do tempo de resposta. O padrão
o vazamento calibrado é fechado para o sistema e a leitura do instrumento deve ser registrada quando se torna
estábulo.
A.2.5 Requisitos para o teste
A.2.5.1 Volume selado
O volume selado, ou saco, deve ser apertado o suficiente e equipado com um tubo de balanceamento longo o suficiente para
garantir
todo o vazamento é coletado garantindo a precisão da medição.
A bolsa deve ser dimensionada e fixada, de modo a permitir que o atuador da válvula seja movido.
Para reabastecer o volume extraído pela sonda farejadora, um tubo de equilíbrio de pelo menos 50 diâmetro da sonda
comprimento é conectado à bolsa, com a entrada conectada ao ar livre.
A.2.5.2 Sistema de vedação da haste instrumentado
Tubulação, tubulação e conexões de mangueira entre a sonda farejadora e o espectrômetro de massa de hélio devem ser
capaz de vedar contra vácuo interno.
28
© ISO 2015 - Todos os direitos reservados
--` ,,, `,`, `` ,,,,,,, `` ,,, `` `,,` -`-`,,` ,, `,` ,, `---
Página 35
ISO 15848-1: 2015 (E)
Pegue e registre a temperatura de teste antes da medição.
Além disso, a vedação do sistema de vedação da haste instrumentada deve suportar a temperatura e
condições de ciclagem mecânica exigidas durante o teste (condições de durabilidade).
Enquanto o sistema de vedação da haste está sendo instrumentado, as modificações feitas na sobreposta devem manter
condições de operação representativas da operação real da haste da válvula.
A.2.5.3 Poluição e degradação da embalagem
Deve-se providenciar um filtro para proteger o espectrômetro de massa de hélio contra qualquer poluição, que
pode resultar de produtos de degradação da embalagem e tornar a medição de vazamento errônea.
A.2.5.4 Segurança
Todos os acessórios usados para conter pressão no corpo da válvula (flanges, parafusos, todos os acessórios, etc.) devem ser
adequado para teste de pressão e temperatura.
A válvula a ser testada deve ser cuidadosamente fixada antes da pressurização e do ciclo. A pressão dentro
o corpo da válvula deve ser aumentado lentamente.
A.2.5.5 Qualificação de pessoal
Este método deve ser aplicado por operadores qualificados e devidamente treinados.
A.2.6 Procedimento de teste
A.2.6.1 Configuração de teste
A configuração do teste é mostrada esquematicamente em Figura A.7 .
Chave
1
hélio com pureza de 97%
5
hélio
2
Controle de pressão
6
vazamento calibrado padrão
3
atuador do
7
espectrômetro de massa de hélio
4
volume selado ou saco
8
aquisição de dados
Figura A.7 - Equipamento
A.2.6.2 Preparação da válvula testada
Antes de cada teste
- a válvula é limpa e seca, e
© ISO 2015 - Todos os direitos reservados
29
Página 36
ISO 15848-1: 2015 (E)
- o aperto da gaxeta foi verificado.
O teste hidrostático deve ser realizado antes de testar a válvula em alta pressão e alta temperatura
condições.
Após o teste hidrostático, a embalagem deve estar seca antes de qualquer teste de vedação (ao usar a embalagem no
sistema de vedação da haste). Recomenda-se que a gaxeta seja substituída.
A.2.6.3 Calibração
Consulte A.2.4 .
A.2.6.4 Medição
A medição é realizada da seguinte forma:
a) estabelecimento de um volume selado com pressão balanceada e conexão do espectrômetro de massa de hélio
sonda para o volume selado;
b) determinação do tempo de resposta do sistema de acordo com A.2.4.2 (por exemplo, pelo uso de um calibrado
vazar como mostrado em Figura A.7 );
c) registro dos níveis de fundo de hélio;
d) pressurização da válvula;
e) teste de estabilização da temperatura;
f) registro de vazamento;
g) aguardando a estabilização do vazamento ( Figura A.6 );
h) medição de vazamento.
A.2.7
Cálculo da taxa de vazamento
O método de ensacamento permite a medição da taxa de vazamento total (global) do sistema de vedação da haste.
A medida L v , é expressa em milibares de litros por segundo (mbar ∙ l ∙ s −1 ).
A taxa de vazamento, L vm , expressa em milibares de litros por segundo por milímetro de diâmetro externo da haste
(mbar ∙ l ∙ s −1 ∙ mm −1 ), é calculado a partir de L v pela seguinte fórmula:
eu
eu
vm
v
tronco
=
OD
(A.4)
onde OD haste é o diâmetro da haste exterior, expressa em milímetros.
Se necessário, a taxa de fluxo de massa, L m , expressa em miligramas por segundo, é calculada a partir de L v pelo
seguinte fórmula:
eu
eu
m
v
=
x0 164,
(A.5)
da EN 1779: 1999, Anexo B, a 298 ° K.
30
© ISO 2015 - Todos os direitos reservados
--` ,,, `,`, `` ,,,,,,, `` ,,, `` `,,` -`-`,,` ,, `,` ,, `---
Página 37
ISO 15848-1: 2015 (E)
Então, a taxa de vazamento, L mm , expressa em miligramas por segundo por milímetro de diâmetro externo da haste, é
calculado a partir de L m pela seguinte fórmula:
eu
eu
milímetros
m
tronco
=
OD
(A.6)
onde haste OD é o diâmetro externo da haste, expresso em milímetros.
© ISO 2015 - Todos os direitos reservados
31
--` ,,, `,`, `` ,,,,,,, `` ,,, `` `,,` -`-`,,` ,, `,` ,, `---
Página 38
ISO 15848-1: 2015 (E)
Anexo B
(normativo)
Medição de vazamento usando o método de farejamento
B.1 Hélio como fluido de teste
B.1.1 Geral
Esta cláusula especifica o uso de um detector de vazamento de hélio, equipado com uma sonda detector (farejador), para medir
concentração de hélio devido às emissões dos sistemas de vedação da haste e vedações do corpo.
O fluido de teste é hélio.
As medições são feitas de acordo com o princípio descrito no procedimento EPA 21 (ver Referência [15 ]).
B.1.2 Termos e definições
Para os fins desta Cláusula, aplicam-se os seguintes termos e definições.
B.1.2.1
concentração de definição de vazamento
concentração local de hélio na superfície de uma fonte de vazamento que indica que um vazamento está presente
B.1.2.2
gás de calibração
concentração aproximadamente igual à concentração de definição de vazamento
B.1.2.3
emissão não detectável
qualquer concentração de hélio em uma fonte de vazamento potencial (ajustada para a concentração ambiente local de hélio)
que é menor do que um valor correspondente à especificação de legibilidade do instrumento de B.1.4.1.1 e
o que indica que não há vazamento
B.1.2.4
precisão de calibração
grau de concordância entre as medições do mesmo valor conhecido, expresso como o relativo
porcentagem da diferença média entre as leituras do medidor e a concentração conhecida para o
concentração conhecida
B.1.2.5
tempo de resposta
intervalo de tempo de uma mudança na concentração de hélio na entrada do sistema de amostragem para o
momento em que 90% do valor final correspondente é alcançado, conforme exibido na leitura do instrumento
mestre
B.1.3 Princípio
Um instrumento portátil é usado para detectar vazamentos nas válvulas. O tipo de detector de instrumento não é especificado,
mas o detector selecionado e sua sensibilidade devem ser capazes de atender aos limites da classe de estanqueidade. Este
procedimento
destina-se apenas a localizar e classificar vazamentos e não é usado como uma medida direta das taxas de emissão de massa
de fontes individuais.
O método da sonda do detector (farejamento), consulte a Figura B.1 e a Figura B.2, permite a medição do
emissão local do sistema de vedação da haste e vedações do corpo.
32
© ISO 2015 - Todos os direitos reservados
--` ,,, `,`, `` ,,,,,,, `` ,,, `` `,,` -`-`,,` ,, `,` ,, `---
Página 39
ISO 15848-1: 2015 (E)
A concentração medida pode ser expressa em partes por milhão de volume (ppmv).
Chave
1
haste da válvula
2
sonda
Figura B.1 - Farejamento de medição local
Chave
1
suprimento de gás hélio
5
espectrômetro de massa
2
respirar
Acoplamento rápido QC
3
gravador de pressão
Válvula de alívio RV
4
sonda
Sensor de pressão PI
Figura B.2 - Medição local pelo método de farejamento
© ISO 2015 - Todos os direitos reservados
33
Página 40
ISO 15848-1: 2015 (E)
B.1.4 Aparelho
B.1.4.1 Instrumento de monitoramento
B.1.4.1.1 Especificações
O tipo de detector de instrumento de hélio pode incluir, mas não está limitado a, espectrometria de massa, infravermelho
absorção e triagem molecular.
Tanto a faixa de resposta linear quanto a faixa mensurável do instrumento devem abranger o vazamento
concentração de definição especificada no regulamento. Um conjunto de sonda de diluição pode ser usado para trazer o
concentração de hélio dentro desta faixa, no entanto, a especificação para o diâmetro da sonda de amostra de hélio
ainda deve ser encontrado.
A escala do medidor do instrumento deve ser legível a ± 2,5% da concentração de definição de vazamento especificada
ao realizar uma pesquisa de emissão não detectável.
O instrumento deve ser equipado com uma bomba eletricamente acionada para garantir que uma amostra seja fornecida
para o detector a uma taxa de fluxo constante. A taxa de fluxo da sonda deve estar entre 0,5 l ∙ min −1 e 1,5 l ∙ min −1 .
O valor típico da taxa de fluxo da sonda (usado para este padrão internacional) para espectrômetro de massa de hélio é
1 cm 3 ∙ s −1 .
O instrumento deve ser equipado com uma sonda ou extensão de sonda para amostragem não superior a 6,4 mm em
diâmetro externo, com abertura única na extremidade para admissão da amostra.
B.1.4.1.2 Critérios de desempenho
A bomba do instrumento, a sonda de diluição (se houver), a sonda de amostra e o filtro da sonda, que são usados durante
teste, devem estar todos no local durante a determinação do tempo de resposta.
A precisão da calibração deve ser igual ou inferior a 10% do valor do gás de calibração.
B.1.4.1.3 Requisitos de avaliação de desempenho
O teste de precisão da calibração deve ser concluído antes de colocar o analisador em serviço, e em
intervalos de três meses subsequentes ou na próxima utilização, o que ocorrer mais tarde.
B.1.4.2 Gases de calibração
O instrumento de monitoramento é calibrado em termos de partes por milhão por volume (ppmv) de hélio
especificado na regulamentação aplicável.
Os gases de calibração necessários para monitoramento e avaliação de desempenho do instrumento são um gás zero
(ar, menos de 10 ppmv de hélio) e um gás de calibração na mistura de ar aproximadamente igual ao vazamento
definição especificada no regulamento.
Alternativamente, o instrumento de monitoramento também pode ser calibrado em termos de Pa ∙ m 3 / s ou mbar ∙ l / s de hélio
especificado na regulamentação aplicável. Neste caso, os padrões de vazamento de calibração podem ser uma permeação
ou padrão do tipo capilar.
O tipo de padrão de vazamento usado deve ser estabelecido pelo instrumento ou requisito de sensibilidade do sistema,
ou conforme especificado pela regulamentação aplicável.
- Um padrão de vazamento do tipo de permeação deve ser um vazamento do tipo de permeação calibrado através de vidro
fundido
ou quartzo. O padrão deve ter uma taxa de vazamento de hélio na faixa de 1 × 10 −6 mbar ∙ l ∙ s −1 a
1 × 10 −10 mbar ∙ l ∙ s −1 (1 × 10 −7 Pa ∙ m 3 ∙ s −1 a 1 × 10 −11 Pa ∙ m 3 ∙ s −1 ).
- Um padrão de vazamento do tipo capilar deve ser um vazamento do tipo capilar calibrado através de um tubo. O padrão
deve ter uma taxa de vazamento igual ou menor do que a sensibilidade de teste exigida vezes o real
concentração de teste percentual do gás marcador selecionado.
34
© ISO 2015 - Todos os direitos reservados
Página 41
ISO 15848-1: 2015 (E)
Se misturas de gás de calibração de cilindro forem usadas, elas devem ser analisadas e certificadas pelo fabricante para
estar dentro de ± 2% de precisão, e um prazo de validade deve ser reanalisado ou substituído no final do período especificado
validade. Alternativamente, os gases de calibração podem ser preparados pelo usuário de acordo com quaisquer gases aceitos
procedimento de preparação de padrões que produz uma mistura com precisão de ± 2%. Padrões preparados
deve ser substituído a cada dia de uso, a menos que possa ser demonstrado que a degradação não ocorre durante
armazenar.
B.1.5 Requisitos para o teste
B.1.5.1 Efeito da temperatura
Quanto mais alta for a temperatura do componente, mais alta será a pressão de vapor de saturação. Consequentemente,
a temperatura pode modificar a medição da concentração. Isso deve ser feito em um local onde o
a temperatura permanece estável independentemente das condições climáticas externas.
B.1.5.2 Efeito do tempo
As medições de vazamento por farejamento são particularmente sensíveis às variações na atmosfera gasosa.
Isso é mais particularmente verdadeiro para:
- medições externas e
- medições de baixo nível (ver Referência [15 ]).
A atmosfera dentro da sala onde ocorrem os vazamentos deve ser calma e as aberturas devem permanecer
fechado durante a medição.
B.1.5.3 Segurança
Altos níveis de pressão de hélio ou condições de vácuo em conjunto com altas temperaturas exigem segurança
regras a serem aplicadas pelos operadores durante os testes e medições.
B.1.6 Medições de emissões
B.1.6.1 Procedimentos de calibração
Monte e inicialize o analisador de hélio de acordo com as instruções do fabricante. Depois de
período de aquecimento adequado e procedimento de calibração interna zero, introduza o gás de calibração no
a sonda de amostra do instrumento. Ajuste a leitura do medidor do instrumento para corresponder ao gás de calibração
valor.
O sistema deve ser calibrado passando a ponta da sonda do detector pelo orifício do padrão de vazamento.
A ponta da sonda deve ser mantida dentro de 3 mm do orifício do padrão de vazamento. A taxa de varredura não deve
exceder o que pode detectar a taxa de vazamento do padrão de vazamento. Ajuste a leitura do medidor do instrumento
para corresponder ao valor do gás de calibração. A leitura do medidor do instrumento deve ser anotada.
O tempo necessário para detectar vazamento estável do padrão de vazamento é o tempo de resposta e deve
ser observada durante a calibração do sistema. Normalmente é desejável manter este tempo o mais curto possível para
reduza o tempo necessário para localizar o vazamento detectado.
Se a leitura do medidor não puder ser ajustada para o valor adequado, é indicado um mau funcionamento do analisador.
B.1.6.2 Medição
Inicie o espectrômetro de massa de hélio conforme as instruções do fabricante e do aquecimento eletrônico. Carregaro seguinte.
a) Calibração
© ISO 2015 - Todos os direitos reservados
35
Página 42
ISO 15848-1: 2015 (E)
b) Medição de fundo: antes de cada medição, a concentração de hélio ambiente em torno
a fonte é determinada movendo a sonda aleatoriamente a uma distância de 1 m ou 2 m da fonte.
Quando há interferência na medição com um vazamento próximo, a concentração do ambiente pode
ser determinada mais perto da fonte, mas a distância não deve em caso algum ser inferior a 25 cm.
c) A sonda é posicionada o mais próximo possível da fonte potencial de vazamento, a saber
- na interface onde a haste sai do empacotamento, e
- na borda externa das vedações do corpo.
d) A distância da sonda à fonte deve ser igual à distância usada pela calibração
procedimento para o analisador, não superior a 3 mm.
e) Mova a sonda ao longo da periferia da interface enquanto observa a leitura do instrumento. A varredura
taxa não deve exceder a taxa de varredura determinada durante a calibração para o padrão de vazamento (que
depende do tempo de resposta, a taxa de fluxo da bomba e a dimensão da sonda).
f) Se uma leitura aumentada do medidor for observada, teste lentamente a interface onde o vazamento é indicado
até que a leitura máxima do medidor seja obtida.
g) Deixe a entrada da sonda neste local de leitura máxima por aproximadamente duas vezes o instrumento
tempo de resposta.
h) O operador lê o valor máximo e registra-o fazendo com que a sonda permaneça na mesma
coloque durante um período de tempo cerca de duas vezes o tempo de resposta do instrumento (por exemplo, alguns segundos
para um
sonda padrão).
i) A diferença entre esta medição e o ruído de fundo determina se há
sem emissões detectáveis.
j) As emissões detectáveis da fonte de emissão impõem que o nível de fundo seja inferior ao
nível de emissão aceitável. O nível de fundo deve ser inferior a 50 ppmv.
B.2 Metano como fluido de teste
B.2.1 Geral
Esta cláusula especifica o uso de um detector de instrumento VOC, equipado com uma sonda detector (farejador), para
medir a concentração de metano devido às emissões dos sistemas de vedação da haste e vedações do corpo.
O fluido de teste é metano.
As medições são feitas de acordo com o princípio descrito no procedimento EPA 21 (ver Referência
[15]).
B.2.2 Termos e definições
Para os fins desta Cláusula, aplicam-se os seguintes termos e definições.
B.2.2.1
concentração de definição de vazamento
concentração de VOC local na superfície de uma fonte de vazamento, indicando que uma emissão de VOC (vazamento) está
presente
Nota 1 para inserção: A definição de vazamento é uma leitura do medidor do instrumento baseada em um composto de
referência.
36
© ISO 2015 - Todos os direitos reservados
--` ,,, `,`, `` ,,,,,,, `` ,,, `` `,,` -`-`,,` ,, `,` ,, `---
Página 43
ISO 15848-1: 2015 (E)
B.2.2.2
composto de referência
Espécies de VOC selecionadas como base de calibração do instrumento para especificação da concentração de definição de
vazamento
tração
EXEMPLO
Por exemplo, se uma concentração de definição de vazamento é 500 ppmv como metano, então qualquer fonte
emissão que resulta em uma concentração local que produz uma leitura do medidor de 500 ppmv em um instrumento
mento calibrado com metano seria classificado como vazamento. Neste exemplo, a definição de vazamento é
500 ppmv, e o composto de referência é o metano.
B.2.2.3
gás de calibração
Composto VOC usado para ajustar a leitura do medidor do instrumento para um valor conhecido
Nota 1 para inserção: O gás de calibração é geralmente o composto de referência em uma concentração de aproxipraticamente igual à concentração de definição de vazamento.
B.2.2.4
emissão não detectável
Concentração de VOC em uma fonte de vazamento potencial (ajustada para a concentração ambiente de VOC local) que é
menor
do que um valor correspondente à especificação de legibilidade do instrumento de B.2.4.1.1 e que indica
que não há vazamento
B.2.2.5
fator de resposta
razão da concentração conhecida de um composto de VOC para a leitura do medidor observada quando medido
usando um instrumento calibrado com o composto de referência especificado no regulamento de aplicação
B.2.2.6
precisão de calibração
grau de concordância entre as medições do mesmo valor conhecido, expresso como o relativo
porcentagem da diferença média entre as leituras do medidor e a concentração conhecida para o
concentração conhecida
B.2.2.7
tempo de resposta
intervalo de tempo de uma mudança na concentração de VOC na entrada do sistema de amostragem até o momento em
que 90% do valor final correspondente é alcançado conforme exibido no medidor de leitura do instrumento
B.2.2.8
VOC
composto orgânico volátil
B.2.3 Princípio
Um instrumento portátil é usado para detectar vazamentos de VOC de fontes individuais. O tipo de detector de instrumento
não é especificado, mas deve atender às especificações e critérios de desempenho contidos em B.2.4.1.2 . UMA
A concentração de definição de vazamento com base em um composto de referência é especificada em cada regulamento
aplicável.
Este procedimento se destina a localizar e classificar vazamentos apenas e não deve ser usado como uma medida direta de
taxas de emissão de massa de fontes individuais.
O método da sonda detectora (sniffing) permite a medição da emissão local da vedação da haste
sistema (teste de produção) e vedações do corpo, consulte a Figura B.2.
A concentração medida é expressa em partes por milhão de volume (ppmv).
© ISO 2015 - Todos os direitos reservados
37
--` ,,, `,`, `` ,,,,,,, `` ,,, `` `,,` -`-`,,` ,, `,` ,, `---
Página 44
ISO 15848-1: 2015 (E)
B.2.4 Aparelho
B.2.4.1 Instrumento de monitoramento
B.2.4.1.1 Especificações
O detector de instrumento VOC deve responder aos compostos que estão sendo processados. Tipos de detectores que
atender a este requisito incluem, mas não estão limitados a, oxidação catalítica, ionização de chama, infravermelho
absorção e fotoionização.
Tanto a faixa de resposta linear quanto a faixa mensurável do instrumento para cada um dos VOC para
ser medido, e para o gás de calibração VOC que é usado para calibração, deve abranger o vazamento
concentração de definição especificada no regulamento. Um conjunto de sonda de diluição pode ser usado para trazer o
Concentração de VOC dentro de ambas as faixas. No entanto, as especificações para o tempo de resposta do instrumento e
o diâmetro da sonda de amostra ainda deve ser encontrado.
A escala do medidor do instrumento deve ser legível a ± 2,5% da concentração de definição de vazamento especificada
ao realizar uma pesquisa de emissão não detectável.
O instrumento deve ser equipado com uma bomba eletricamente acionada para garantir que uma amostra seja fornecida
para o detector a uma taxa de fluxo constante. A taxa de fluxo de amostra nominal, conforme medido na sonda de amostra
ponta, deve ser de 0,10 l ∙ min −1 a 3,0 l ∙ min −1 quando a sonda é equipada com um tampão de lã de vidro ou filtro que pode
ser
usado para evitar a obstrução do instrumento.
O instrumento deve ser intrinsecamente seguro, conforme projetado pelas normas aplicáveis dos EUA (por exemplo, nacional
Código elétrico da National Fire Prevention Association) para operação em qualquer atmosfera explosiva
que podem ser encontrados em seu uso. O instrumento não deve ser operado com qualquer dispositivo de segurança, como
um supressor de chamas de exaustão.
NOTA
O instrumento é intrinsecamente seguro para condições de Classe 1, divisão 1 e Classe 2, divisão 1,
conforme definido pelo Código Elétrico Nacional .
O instrumento deve ser equipado com uma sonda ou extensão de sonda para amostragem não superior a 6,4 mm em
diâmetro externo, com abertura única na extremidade para admissão da amostra.
B.2.4.1.2 Critérios de desempenho
Os fatores de resposta do instrumento para cada COV a ser medido devem ser inferiores a 10. Quando não
está disponível o instrumento que atende a esta especificação quando calibrado com o VOC de referência especificado
na regulamentação aplicável, o instrumento disponível pode ser calibrado com um dos VOC a ser
medido, ou qualquer outro VOC, desde que o instrumento tenha um fator de resposta inferior a 10 para
cada um dos VOC a ser medido.
O tempo de resposta do instrumento deve ser igual ou inferior a 30 s. A bomba do instrumento, sonda de diluição
(se houver), sonda de amostra e filtro de sonda, que é usado durante o teste, devem estar todos no lugar durante o
determinação do tempo de resposta.
B.2.4.1.3 Requisitos de avaliação de desempenho
Um fator de resposta deve ser determinado para cada composto a ser medido, por meio de testes ou de
fontes de referência. Os testes de fator de resposta são necessários antes de colocar o analisador em serviço, mas
não precisa ser repetido em intervalos subsequentes.
O teste de precisão da calibração deve ser concluído antes de colocar o analisador em serviço, e em
intervalos de três meses subsequentes ou na próxima utilização, o que ocorrer mais tarde.
O teste de tempo de resposta é necessário antes de colocar o instrumento em serviço. Se uma modificação no
sistema de bombeamento de amostra ou configuração de fluxo é feita que mudaria o tempo de resposta, um novo teste
é necessário antes do uso posterior.
38
© ISO 2015 - Todos os direitos reservados
--` ,,, `,`, `` ,,,,,,, `` ,,, `` `,,` -`-`,,` ,, `,` ,, `---
Página 45
ISO 15848-1: 2015 (E)
B.2.4.2 Gases de calibração
O instrumento de monitoramento é calibrado em termos de partes por milhão por volume (ppmv) da referência
composto especificado na regulamentação aplicável.
Os gases de calibração necessários para monitoramento e avaliação de desempenho do instrumento são um gás zero (ar,
menos de 10 ppmv VOC) e um gás de calibração na mistura de ar aproximadamente igual à definição de vazamento
especificado no regulamento.
Se misturas de gás de calibração de cilindro forem usadas, elas devem ser analisadas e certificadas pelo fabricante para
ter uma precisão de ± 2% e um prazo de validade deve ser especificado. Os padrões do cilindro devem ser reanalisados
ou substituídos no final da vida útil especificada.
Alternativamente, os gases de calibração podem ser preparados pelo usuário de acordo com quaisquer padrões gasosos aceitos
procedimento de preparação que produz uma mistura com precisão de ± 2%. Os padrões preparados devem ser
substituído a cada dia de uso, a menos que possa ser demonstrado que não ocorre degradação durante o armazenamento.
As calibrações podem ser realizadas usando um composto diferente do composto de referência se uma conversão
fator é determinado para esse composto alternativo, de modo que as leituras do medidor resultantes durante a fonte
as pesquisas podem ser convertidas em resultados de compostos de referência.
B.2.5 Requisitos para o teste
B.2.5.1 Efeito da temperatura
Quanto mais alta for a temperatura do componente, mais alta será a pressão de vapor de saturação. Consequentemente,
a temperatura pode modificar a medição da concentração. Isso deve ser feito em um local onde o
a temperatura permanece estável independentemente das condições climáticas externas.
B.2.5.2 Efeito do tempo
As medições de vazamento por farejamento são particularmente sensíveis às variações na atmosfera gasosa.
Isso é mais particularmente verdadeiro para
- medições externas e
- medições de baixo nível (ver Referência [15 ]).
A atmosfera dentro da sala onde ocorrem os vazamentos deve ser calma e as aberturas devem permanecer
fechado durante a medição.
B.2.5.3 Segurança
Altos níveis de pressão de metano em conjunto com altas temperaturas exigem a aplicação de regras de segurança
pelos operadores durante os testes e medições.
B.2.6 Medições
B.2.6.1 Calibração
O instrumento deve ser calibrado conforme especificado pelo fabricante do instrumento.
B.2.6.2 Medição
Inicie o detector de instrumento VOC conforme instruído pelo fabricante e aquecimento eletrônico. Levar a cabo
Os seguintes.
a) Calibração de detecção do instrumento.
b) Medição de ruído de fundo: antes de cada medição, a concentração de metano ambiente
em torno da fonte é determinado movendo a sonda aleatoriamente a uma distância de um (ou dois) metro (s)
© ISO 2015 - Todos os direitos reservados
39
--` ,,, `,`, `` ,,,,,,, `` ,,, `` `,,` -`-`,,` ,, `,` ,, `---
Página 46
ISO 15848-1: 2015 (E)
da fonte. Quando há interferência na medição com um vazamento próximo, o ambiente
a concentração pode ser determinada mais perto da fonte, mas a distância em nenhum caso deve ser menor
de 25 cm.
c) A sonda é posicionada o mais próximo possível da fonte potencial de vazamento, a saber
- na interface onde a haste sai do empacotamento, e
- na borda externa das vedações do corpo.
d) Mova a sonda ao longo da periferia da interface enquanto observa a leitura do instrumento.
e) Se uma leitura aumentada do medidor for observada, teste lentamente a interface onde o vazamento é indicado
até que a leitura máxima do medidor seja obtida.
f) Deixe a entrada da sonda neste local de leitura máxima por aproximadamente duas vezes o instrumento
tempo de resposta.
g) O operador lê o valor máximo e registra-o fazendo com que a sonda permaneça na mesma
coloque durante um período de tempo cerca de duas vezes o tempo de resposta do instrumento (por exemplo, alguns segundos
para um
sonda padrão).
h) A diferença entre esta medição e o ruído de fundo determina se há
sem emissões detectáveis.
i) As emissões detectáveis da fonte de emissão impõem que o nível de fundo seja inferior ao
nível de emissão aceitável. O nível do solo posterior deve ser inferior a 50 ppmv.
40
© ISO 2015 - Todos os direitos reservados
Página 47
ISO 15848-1: 2015 (E)
Anexo C
(informativo)
Taxa de conversão de vazamento (hélio)
C.1 Tabela de nomenclatura para conversão de taxa de vazamento
A nomenclatura para a conversão da taxa de vazamento a uma temperatura de 273 ° K é fornecida na Tabela C.1 .
Tabela C.1 - Nomenclatura para conversão de taxa de vazamento
AH
BH
CH
L1
mg.s −1 · m −1
por m perímetro de haste
1,00 E-05
1,00 E-04
1,00 E-02
L2
mg.s −1 · mm −1
por mm de diâmetro da haste
3,14 E-08
3,14 E-07
3,14 E-05
L3
mbar · l · s −1 · mm −1
por mm de diâmetro da haste
1,78 E-07
1,78 E-06
1,78 E-04
C.2 Classes de estanqueidade de hélio avaliadas a partir do diâmetro externo da haste
As classes de estanqueidade do hélio avaliadas a partir do diâmetro externo da haste a uma temperatura de 273 ° K são
fornecidas
na Tabela C.2.
Tabela C.2 - Classes de estanqueidade de hélio avaliadas a partir do diâmetro externo da haste
AH
BH
CH
1,00 E-05
1,78 E-07
1,00 E-04
1,78 E-06
1,00 E-02
1,78 E-04
mg ∙ s −1 ∙ m −1
por m haste
perímetro
mbar ∙ l ∙ s −1 ∙ mm −1
por mm de haste
diâmetro
mg ∙ s −1 ∙ m −1
por m haste
perímetro
mbar ∙ l ∙ s −1 ∙ mm −1
por mm de haste
diâmetro
mg ∙ s −1 ∙ m −1 por
m stem periméter
mbar ∙ l ∙ s −1 ∙ mm −1
por mm de haste
diâmetro
Haste OD
milímetros
Taxa de vazamento em mbar · l · s −1
Taxa de vazamento em mbar · l · s −1
Taxa de vazamento em mbar · l · s −1
10
1,78 E-06
1,78 E-05
1,78 E-03
15
2,67 E-06
2,67 E-05
2,67 E-03
20
3,57 E-06
3,57 E-05
3,57 E-03
25
4,46 E-06
4,46 E-05
4,46 E-03
30
5,35 E-06
5,35 E-05
5,35 E-03
35
6,24 E-06
6,24 E-05
6,24 E-03
40
7,13 E-06
7,13 E-05
7,13 E-03
45
8.02 E-06
8.02 E-05
8.02 E-03
50
8,91 E-06
8,91 E-05
8,91 E-03
55
9,80 E-06
9,80 E-05
9,80 E-03
60
1.07 E-05
1.07 E-04
1.07 E-02
65
1,16 E-05
1,16 E-04
1,16 E-02
70
1,25 E-05
1,25 E-04
1,25 E-02
75
1,34 E-05
1,34 E-04
1,34 E-02
80
1,43 E-05
1,43 E-04
1,43 E-02
© ISO 2015 - Todos os direitos reservados
41
Página 48
ISO 15848-1: 2015 (E)
AH
BH
CH
1,00 E-05
1,78 E-07
1,00 E-04
1,78 E-06
1,00 E-02
1,78 E-04
mg ∙ s −1 ∙ m −1
por m haste
perímetro
mbar ∙ l ∙ s −1 ∙ mm −1
por mm de haste
diâmetro
mg ∙ s −1 ∙ m −1
por m haste
perímetro
mbar ∙ l ∙ s −1 ∙ mm −1
por mm de haste
diâmetro
mg ∙ s −1 ∙ m −1 por
m stem periméter
mbar ∙ l ∙ s −1 ∙ mm −1
por mm de haste
diâmetro
90
1,60 E-05
1,60 E-04
1,60 E-02
100
1,78 E-05
1,78 E-04
1,78 E-02
110
1,96 E-05
1,96 E-04
1,96 E-02
120
2,14 E-05
2,14 E-04
2,14 E-02
130
2,32 E-05
2,32 E-04
2,32 E-02
140
2,50 E-05
2,50 E-04
2,50 E-02
150
2,67 E-05
2,67 E-04
2,67 E-02
As fórmulas são as seguintes.
eu
eu
2
1
1 000
=
×π
(C.1)
eu
RT
M
eu
3
2
10
=
x
x
x
(C.2)
da EN 1779: 1999, Anexo B
onde L 1 é a vazão mássica, expressa em mg ∙ s −1 ∙ m −1 ;
L 2 é a taxa de vazamento do fluxo de massa, expressa em mg ∙ s −1 ∙ mm −1 ;
L 3 é a taxa de vazamento, expressa em mbar ∙ l ∙ s −1 ∙ mm −1 ;
R é a constante universal do gás = 8.314 J por mole Kelvin;
T é a temperatura, expressa em Kelvin (K);
M é a massa molar, expressa em mg por mol (M He = 4000 mg ∙ mol −1 ).
Por exemplo, a uma temperatura de 273 ° K, L 3 é aproximadamente igual a 1,78 ∙ 10 −2 L 1 .
Tabela C.2 (continuação)
42
© ISO 2015 - Todos os direitos reservados
--` ,,, `,`, `` ,,,,,,, `` ,,, `` `,,` -`-`,,` ,, `,` ,, `---
Página 49
ISO 15848-1: 2015 (E)
Bibliografia
[1]
ISO 6708: 1995, Componentes da tubulação - Definição e seleção de DN (tamanho nominal)
[2]
ISO 7268: 1983, componentes do tubo - Definição de pressão nominal
[3]
ISO 286-1: 2010, Especificações geométricas do produto (GPS) - sistema de código ISO para tolerâncias em
tamanhos lineares - Parte 1: Base de tolerâncias, desvios e ajustes
[4]
ISO 286-2: 2010, Especificações geométricas do produto (GPS) - sistema de código ISO para tolerâncias em
tamanhos lineares - Parte 2: Tabelas de classes de tolerância padrão e desvios-limite para furos e eixos
[5]
EN 1779: 1999, Teste não destrutivo - Teste de vazamento - Critérios para método e técnica
seleção
[6]
ANSI / FCI 91-1: 2010, Padrão para Qualificação de Selos de Haste de Válvula de Controle
[7]
ANSI / ISA-S 93.00.01: 1999, Método Padrão para Avaliação de Vazamento Externo de Manual e
Válvulas On-Off Automatizadas
[8]
ASME seção V, código de caldeira e vaso de pressão; exame não destrutivo, Apêndice IV: Hélio
teste do espectrômetro de massa - Técnica da sonda do detector, Apêndice V: sonda rastreadora e técnicas de cobertura
[9]
Projeto MSS SP 93-17 (Release 8 de julho de 1997), Medição e classificação de emissão fugitiva da válvula
[10] Emendas à Lei do Ar Limpo, estratégias atualizadas, Lista de poluentes do ar e seu programa de regulamentação
[11] Agência de Proteção Ambiental, Determinação de vazamentos de compostos orgânicos voláteis , título 40,
apêndice A, método 21, tipo 1
[12] EPA 453 / R 95-017 (Lançamento de novembro de 1995), Protocolo para estimativas de emissões de vazamento de
equipamentos ,
seção 2 e apêndice B, páginas B7 e B18
[13] RW - TUV: TA Luft, Technische Anleitung zur reinhaltung der Luft: Aktuelle Emmissionsschutzrechtliche
Anforderungen an den Anlagenbetreiber
[14] Projeto SMT SMT4-CT97-2158, Metodologias de teste de estanqueidade da haste da válvula - Comissão da UE
DGXII, 25 de outubro de 2000, http://cordis.europa.eu
[15] Agência de Proteção Ambiental, Determinação de vazamento de compostos orgânicos voláteis . Código de
Regulamentos Federais, Título 40, Parte 60, Apêndice A, Método de referência 21. Washington, DC, EUA
Imprensa oficial do governo (revisado em junho de 1990)
© ISO 2015 - Todos os direitos reservados
43
Página 50
ISO 15848-1: 2015 (E)
ICS 23.060.01
Preço baseado em 43 páginas
© ISO 2015 - Todos os direitos reservados
--` ,,, `,`, `` ,,,,,,, `` ,,, `` `,,` -`-`,,` ,, `,` ,, `---
Página 1
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 5 de 83
A.1. ESCOPO
O escopo deste documento está relacionado às válvulas axial, esfera, borboleta, retenção, diafragma, gaveta, globo, agulha e plugue,
acionados manualmente ou operados por atuadores, para uso na área de negócios de Exploração e Produção (E&P), em terra
e offshore, especialmente na produção de petróleo e gás e suas instalações de processamento.
Este documento especifica os requisitos para válvulas em relação aos seguintes tópicos: design, desempenho, materiais,
fabricação, teste, inspeção, marcação, manuseio, armazenamento, remessa e documentação.
Este documento não se aplica a válvulas de controle. DR-ENGP-I-1.5 aborda os principais requisitos para válvulas de controle e
também estabelece requisitos suplementares para válvulas de desligamento de emergência (SDV) e válvulas de sopro (BDV).
As válvulas consideradas neste documento podem ser adquiridas diretamente pela PETROBR $ S ou por meio de Contrato, como exemplo
EPC (Engineering, Procurement and Construction), em ambos os casos para ser utilizado em instalações existentes ou novos proMetos.
A.2. REFERÊNCIAS NORMATIVAS
Nota: As Normas aqui referidas devem ser consideradas em sua última edição / revisão.
$ PI 594, Válvulas de retenção: soldagem flangeada, lug, wafer e topo
$ PI 598, Inspeção e Teste de Válvula
$ PI 599, Válvulas macho de metal - extremidades flangeadas, roscadas e soldadas
$ PI 600, Válvulas de porta de aço - extremidades flangeadas e soldadas de topo, capôs aparafusados
$ PI 602, Válvulas de Portão de Aço, Globo e Retenção para Tamanhos DN 100 e Menores para Petróleo e Gás Natural
Indústrias
$ PI 603, Válvulas de gaveta aparafusadas resistentes à corrosão - extremidades flangeadas e soldadas a topo
$ PI 607, Teste de Incêndio para Válvulas de um quarto de volta e Válvulas Equipadas com Sedes Não Metálicas
$ PI 609, Válvulas Borboleta: Flange dupla, Lug ± e tipo Wafer
$ PI 6 $, Especificação para Equipamento de Cabeça de Poço e Árvore de Natal
$ PI 6D, Especificação para Tubulação e Válvulas de Tubulação
$ SME B 1.1, Rosca de Parafuso de Polegada Unificada, Forma de Rosca UN e UNR
$ SME B 18.2.1, Square, Hex, Heavy Hex, e Askew Head Bolts and Hex, Heavy Hex, Hex Flange, Lobed Head e
Parafusos Lag (série em polegadas)
$ SME B 18.2.2, Porcas para aplicações gerais: Porcas de parafuso de máquina, sextavada, quadrada, flange sextavada e porcas de acoplamento
(polegadas
Series)
$ SME B 31.3, Tubulação de processo
$ SME B1.20.1, Roscas de tubulação, Uso geral (polegadas)
$ SME B16.1, Flanges de Tubo de Ferro Cinzento e Conexões Flangeadas: Classes 25, 125 e 250
$ SME B16.10, dimensões face a face e ponta a ponta das válvulas
$ SME B16.11, conexões forjadas, solda de soquete e roscadas
$ SME B16.20, juntas metálicas para flanges de tubo: junta circular, espiral e revestida
$ SME B16.25, termina o Buttwelding
Página 2
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 6 de 83
$ SME B16.34, Válvulas ± Extremidade flangeada, roscada e soldada
$ SME B16.47, Flanges de aço de grande diâmetro: NPS 26 a NPS 60 métrico / padrão de polegada
$ SME B16.5, Flanges de tubo e acessórios flangeados: NPS 1/2 a NPS 24 métrico / padrão de polegada
$ SME B31.4, Sistemas de transporte de dutos para hidrocarbonetos líquidos e outros líquidos
$ SME B31.8, Sistemas de Tubulação de Transmissão e Distribuição de Gás
$ SME S $ ± 995 ± 04, Especificação para peças fundidas, aço inoxidável austenítico-ferrítico (duplex), para peças que contenham pressão
$ SME SEC VIII DIV 1 $ PPENDIX 7, Exame de Fundições de Aço
$ SME SEC VIII DIV 1 SUB $ PT UG, Requisitos Gerais para Todos os Métodos de Construção e Todos os Materiais
$ SME Seção II, Parte D, Código da Caldeira e do Vaso de Pressão (BPVC), Seção II: Materiais ± Parte D: Propriedades (Métrica)
$ SME Seção VIII, Divisão 1, Código de Caldeira e Vaso de Pressão (BPVC), Seção VIII, Divisão 1: Regras para Construção
de vasos de pressão
$ SME Seção VIII, Divisão 2, Edição de 2004, Código de Caldeira e Vaso de Pressão, Seção VIII, Divisão 2: Regras Alternativas
$ STM $ 370 ± 05, Métodos de teste e definições para testes mecânicos de produtos de aço
$ STM $ 488 / $ 488M ± 04, Fundições de Aço, Soldagem, Qualificações de Procedimentos e Pessoal
$ STM $ 703 / $ 703M ± 04 $, Fundidos de Aço, Requisitos Gerais, para Peças Contendo Pressão
$ STM $ 781 / $ 781M ± 05, Fundidos , Aço e Liga, Requisitos Comuns, para Uso Industrial Geral
$ STM $ 802 / $ 802M ± 95, fundições de aço, padrões de aceitação de superfície, exame visual
$ STM $ 903 / $ 903M ± 99, Fundidos de Aço, Padrões de Aceitação de Superfície, Partículas Magnéticas e Penetrante Líquido
Inspeção
$ STM $ 995 / $ 995M ± 98, Especificação para Fundidos, Aço Inoxidável Austenítico-Ferrítico (Duplex), para Contendo Pressão
Peças
$ STM B584, Especificação para fundições de areia de liga de cobre para aplicações gerais
$ STM B849, Especificação para pré-tratamentos de ferro ou aço para reduzir o risco de fragilização por hidrogênio
$ STM B850, Guia padrão para tratamentos pós-revestimento de aço para reduzir o risco de fragilização por hidrogênio
$ STM E1030 ± 00, Exame radiográfico de peças fundidas metálicas
$ STM E165 ± 02, método de teste para exame de líquido penetrante
$ STM E186 ± 98, Fundição de Aço com Parede Pesada (2 a 4 ½ pol. [51 a 114 mm])
$ STM E280 ± 98, Fundição de Aço com Parede Pesada (4 ½ a 12 pol. [114 a 305 mm])
$ STM E446 ± 98, fundições de aço de até 2 pol. [51 mm] de espessura
$ STM E562 ± 02, Método de teste para determinar a fração de volume por contagem manual sistemática de pontos
$ STM E94 ± 04, Exame de radiografia
$ STM G48 ± 03, Método de teste padrão para resistência à corrosão por pites e fendas de aço inoxidável e afins
Ligas pelo uso de solução de cloreto férrico
BS 1868, Especificação para válvulas de retenção de aço (extremidades flangeadas e de solda de topo) para petróleo, petroquímica e afins
indústrias
Página 3
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 7 de 83
BS 1873, Especificação para globo de aço e batente de globo e válvulas de retenção (extremidades flangeadas e soldadas a topo) para o
petróleo, petroquímica e indústrias afins
BS EN 1226 6-1, Válvulas industriais ± Teste de válvulas metálicas Parte 1: Testes de pressão, procedimentos de teste e aceitação
critérios ± requisitos obrigatórios
BS EN 12266-2, Válvulas industriais ± Teste de válvulas metálicas Parte 2: Testes, procedimentos de teste e critérios de aceitação ±
Requisitos Suplementares
BS ISO 7121, Válvulas de esfera de aço para aplicações industriais de uso geral
EN 10204, Produtos metálicos Tipos de documentos de inspeção
ET-3000.00-1200-956-PCI-001, Código de Cores ± Pintura
IOGP S-562, Requisitos Suplementares para Válvulas Esfera 6D Especificação API
IOGP S-611, Requisitos Suplementares para Válvulas de Gaveta de Aço API 600 e Válvulas de Gaveta CRA API 603
ISO 10434, Válvulas de porta de aço de castelo aparafusado para as indústrias de petróleo, petroquímica e afins
ISO 10497, Teste de válvulas ± Requisitos de teste de tipo de fogo
ISO 12944-9, Tintas e vernizes - Proteção contra corrosão de estruturas de aço por sistemas de pintura de proteção
ISO 14313, Indústrias de petróleo e gás natural ± Sistemas de transporte de dutos ± Válvulas de dutos
ISO 15156 (todas as partes), Indústrias de petróleo e gás natural - Materiais para uso em ambientes contendo H2S em petróleo e
produção de gás
ISO 15761, comporta de aço, globo e válvulas de retenção para tamanhos DN 100 e menores, para as indústrias de petróleo e gás natural
ISO 15848-1, válvulas industriais - Procedimentos de medição, teste e qualificação para emissões fugitivas ± Parte 1:
Sistema de classificação e procedimentos de qualificação para teste de tipo de válvulas
ISO 15848-2, válvulas industriais - Procedimentos de medição, teste e qualificação para emissões fugitivas ± Parte 2:
Teste de aceitação de produção de válvulas
ISO 17292, Válvulas de esfera de metal para petróleo, petroquímica e indústrias afins
ISO 5208, válvulas industriais ± teste de pressão de válvulas metálicas
MSS SP-25, Sistema de marcação padrão para válvulas, conexões, flanges e uniões
MSS SP-45, Bypass e conexões de drenagem
MSS SP-55, Padrão de qualidade para peças fundidas de aço para válvulas, flanges, conexões e outros componentes de tubulação - Visual
Método para avaliação de irregularidades de superfície
MSS SP-9, faceamento para flanges de bronze, ferro e aço
MSS SP-91, Diretrizes para operação manual de válvulas
NBR 15827, Válvulas Industriais para Instalações de Exploração, Produção, Refino e Transporte de Produtos de Petróleo
- Requisitos para Design e Teste de Protótipo
NORSOK 630 Rev. 3/2004, Folha de Dados de Materiais para Tubulação
A.3. TERMOS E DEFINIÇÕES
Para os fins deste documento, os seguintes termos e definições se aplicam:
Página 4
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 8 de 83
A.3.1. VÁLVULA BI-DIRECIONAL:
Válvula projetada para bloquear o fluido nas direções a jusante e a montante.
A.3.2. ÁREAS CRÍTICAS DE FUNDAMENTO:
As regiões das peças fundidas determinadas pela engenharia do fabricante, com base nas peças da válvula altamente estressadas pela fabricação
processo e conforme determinado por elementos finitos sob as condições máximas de processo / operação.
A.3.3. VÁLVULA DE DUPLO BLOCO E SANGRIA ± DBB:
Válvula única com duas superfícies de assentamento que, na posição fechada, fornece uma vedação contra a pressão de ambas as extremidades do
a válvula com um meio de ventilar / sangrar a cavidade entre as superfícies de assentamento.
A.3.4. VÁLVULA DE DUPLO ISOLAMENTO E SANGRIA - DIB:
Válvula única com duas superfícies de assentamento, cada uma das quais, na posição fechada, fornece uma vedação contra a pressão de um
fonte única, com um meio de ventilação / sangramento da cavidade entre as superfícies de assentamento.
As válvulas DIB-1 têm ambas as sedes bidirecionais. A ventilação ou alívio da cavidade da válvula deve ser obtido pelo uso de um alívio externo
válvula.
As válvulas DIB-2 têm uma sede unidirecional e uma sede bidirecional. Mais detalhes estão listados em $ .7.1.4.
A.3.5. VÁLVULA DE CONDUTA:
Válvula com abertura cilíndrica contínua e ininterrupta. Consequentemente, não há cavidades ou grandes lacunas no
furo entre as sedes e os fechos do corpo ou entre as sedes e o obturador.
A.3.6. VÁLVULA FULL-BORE:
Válvula com abertura desobstruída, não menor que o diâmetro interno das conexões finais.
A.3.7. SUPERFÍCIES DE ASSENTO:
Superfícies de contato do obturador e sede que garantem a vedação da válvula.
A.3.8. CLASSE DE PRESSÃO:
Classe de projeto de pressão numérica, expressa de acordo com a classe de pressão nominal (PN) ou o $ SME
classe de classificação.
A.3.9. NÚMERO EQUIVALENTE DE RESISTÊNCIA DE PITTING (PREN):
Fórmula matemática empírica que correlaciona a resistência à corrosão por pite com as quantidades de elementos de liga no aço
que contribuem para aumentar essa resistência. Para aços duplex, deve ser calculado da seguinte forma:
PREN =% Cr + 3,3 x (% Mo + 0,5 x% W) + 16 x% N.
A.3.10. CASTING PILOTO:
Para o propósito do cliente, qualquer fundição que seja a primeira de seu modelo ou de um proMeto novo ou modificado, usando a mesma fundição
procedimento (mesmo elenco) como os que ele representa.
A.3.11. CASTING:
$ ny componente de uma válvula, feito por fundição.
Página 5
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 9 de 83
A.3.12. TORQUE NOMINAL DE OPERAÇÃO ± TNO:
É o valor real de torque necessário para operar a válvula, sob qualquer condição de operação. Este valor deve ser apresentado
na marcação (placa) da válvula.
A.3.13. TORQUE MÁXIMO DE OPERAÇÃO ± TMO:
É o valor máximo de torque que pode ser aplicado na válvula, sem danificar o mecanismo de cancelamento (ou seja: não
deformação plástica no trem de força). Este valor de torque deve apresentar a margem de segurança do atuador, a ser aplicada
apenas em situações especiais como uma contingência (por exemplo: quando a válvula não está abrindo / fechando com o valor TNO).
Normalmente, TMO é 150% TNO.
A.3.14. TORQUE MÁXIMO PERMITIDO ± TMA:
É o valor do torque que pode ser aplicado na válvula, após isso ela deve começar a danificar o mecanismo de cancelamento (ou seja:
deformação plástica no trem de força).
A.4. SÍMBOLOS E TERMOS ABREVIADOS
Para os fins deste documento, os seguintes símbolos e termos abreviados se aplicam:
$ DV
válvula anti-dilúvio
Liga de resistência à corrosão CR $
DBB
bloqueio duplo e sangramento
DIB-1 duplo isolamento e sangria. Ambos os assentos bidirecionais (DPE)
DIB-2 duplo isolamento e sangria. Um assento unidirecional (SPE ou SR) e um assento bidirecional (DPE)
DN
tamanho nominal
DPE
efeito de pistão duplo
EPC
Engenharia, aquisições e construção
F$T
teste de aceitação de fábrica
Sistema de proteção de pressão de alta integridade HIPPS
HP
alta pressão
HVOF combustível de oxigênio de alta velocidade
EU IA
diâmetro interno
ITP
plano de inspeção e teste
LCF
lista contratual de fornecimento
LP
pressão baixa
LPI
inspeção de líquido penetrante
Pressão máxima de trabalho MWP
NDT
teste não destrutivo
NPS
Tamanho nominal do tubo
PFD
probabilidade de falha sob demanda
Página 6
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 10 de 83
PST
teste de curso parcial
PVT
teste de verificação de desempenho
QSL
nível de especificação de qualidade
RGD descompressão rápida de gás
SDV
válvula de desligamento
SIF
função de segurança instrumentada
SIL
nível de integridade de segurança
trago
fechado em pressão
SPE
efeito de pistão único
SR
auto-alívio
Torque máximo permitido TM $
Torque máximo de operação TMO
Torque nominal TNO de operação
Sistema de numeração unificado UNS
Válvula agulha V $ G
V$X
válvula axial
Válvula borboleta VBO
VCI
inibidor de corrosão volátil
VDE
válvula de esfera dupla
VDI
válvula de diafragma
VDS
folha de dados da válvula
VES
válvula de esfera
VG $ válvula de gaveta
VGL
válvula global
Válvula de bujão VM $
VRE
válvula de retenção
VSL
nível de especificação da válvula
Especificações do procedimento de soldagem WPS
Registro de qualificação de desempenho de soldagem WPQR
A.5. GUIA DE SELEÇÃO DE VÁLVULAS
A.5.1. INTRODUÇÃO
$ .5.1.1. Neste item são apresentadas informações gerais, como um guia de como deve ser conduzido o processo de engenharia
para selecionar uma válvula para uso no ProMect e / ou aplicação específica.
Página 7
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 11 de 83
$ .5.1.2. A indicação de todas as válvulas deve ser conduzida pela definição do Nível de Especificação de Válvula (VSL), que regula
a especificação de uma válvula adequada para uma determinada aplicação, levando em consideração a criticidade prevista no
aplicação / uso da válvula.
$ .5.1.3. A classificação VSL fornecerá requisitos específicos para quatro níveis de especificação de válvula (VSLs): VSL-1,
VSL-2, VSL-3, VSL-4. Essas quatro designações de VSL definem diferentes níveis de requisitos técnicos / de qualidade.
$ .5.1.4. A determinação do VSL é obtida pelas regras de classificação estabelecidas no item $ .5.2.
$ .5.1.5. Todos os VDS apresentados neste documento são formulados de acordo com sua indicação específica de VSL. Design de premissas, como
materiais (metálicos / não metálicos), configurações, testes e validação de projeto são baseados na criticidade prevista no
aplicação / uso da válvula e definido pelo VSL específico.
$ .5.1.6. Para qualquer VSL dado, há um conjunto de requisitos associados a ele (item $ .5.3).
$ .5.1.7. O fabricante da válvula deve atender a todos os requisitos listados no VDS, incluindo os requisitos específicos
de VSL.
$ .5.1.8. É possível ter mais de um tipo de válvula (por exemplo: esfera, gaveta, etc.) com o mesmo número de VSL e, possivelmente,
ambos os tipos poderiam atender a uma determinada aplicação. Neste caso, deve ser conduzido pelo ProMect e / ou usuário e
avaliação das características da válvula associadas à aplicação prevista, e assim definir o tipo de válvula que deve ser
especificado no ProMect e / ou aplicativo específico.
$ .5.1.9. As características da válvula são apresentadas no item $ .5.4, e permitem um entendimento adequado sobre qual tipo de
a válvula é mais adequada para a aplicação pretendida.
A.5.2. NÍVEL DE ESPECIFICAÇÃO DA VÁLVULA (VSL) - CLASSIFICAÇÃO
A classificação do VSL será feita de acordo com as premissas indicadas neste item. Deve ser avaliado o seguinte
parâmetros pelo ProMect e / ou usuário:
A Tabela $ .2 descreve essa avaliação.
a) A Tabela $ .2 descreve esta avaliação.
b) $ energia acumulada: deve-se verificar a classificação da energia acumulada associada ao uso do
válvula, conforme descrito na Tabela $ .1.
c) Demanda: o número esperado de ciclos durante a vida útil da válvula deve ser levado em consideração quando
considerando o VSL. Quanto maior o número, maior o VSL, conforme descrito na Tabela $ .1.
Tabela $ .1 ± Classificação de energia acumulada e válvulas de alta demanda
Acumulado
Energia
Alto
Válvulas de classe de pressão 600 e 900, NPS ≥ 6
Válvulas de classe de pressão 1500, 2500 e 10.000psi
Baixo
Válvulas de classe de pressão 125, 150 e 300
Válvulas de classe de pressão 600 e 900, NPS ≤ 4
Válvulas de filtro $ ctuated de alta demanda , XVs $ ctuated, válvula de peneira molecular $ ctuated
Tabela $ .2 ± Classificação do nível de especificação da válvula (VSL)
Página 8
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 12 de 83
Válvulas de segurança
Aplicativo
Nível
Limites da plataforma HIPPS, SDV
VSL-4
SDV, BDV, L / R PIG (Nota 1)
VSL-3
$ DV, Bloco $ DV
VSL-2
Outras válvulas
Serviço (Nota 2)
Energia Acumulada
Alta demanda
sim
Não
Hidrocarbonetos
Água quente
Inflamável
Vapor
Tóxico
Alto
VSL-3
VSL-2
Baixo
Outros serviços
Alto
VSL-2
VSL-2
Baixo
VSL-1
Nota 1 ± Esta tabela não se aplica a válvulas em especificações de tubulação.
Nota 2 ± Veja abaixo os fluidos pertencentes a cada serviço:
- Hidrocarboneto / Inflamável / Tóxico: $ M, CI, CI2, CN, CNI, D, DF, DFC, DOH, F, FG, G, GL,
H, IGN, JF, OL, P, PC, PCG, PLD, TR;
- Água quente: HWP;
- Steam: S;
- Outros serviços: $ DW, $ O, BG, BR, BWG, BWH, CHW, CV, D $, DO, DTH, DW, EG, FL,
FLC, FP, FW, GW, HF, HWU, I $, IG, IN, IW, IWC, PCW, PW, PWH, S $, SC, SFW, SN,
SP, ST $, SW, TC, TL, W, WW.
A.5.3. NÍVEL DE ESPECIFICAÇÃO DA VÁLVULA (VSL) - REQUISITOS
$ .5.3.1. Cada classificação VSL fornece ao projeto da válvula uma informação básica sobre a qual $ PI 6D - Especificação de Qualidade
Nível (QSL) deve ser cumprido, além de uma espécie de requisitos específicos (obrigatórios).
$ .5.3.2. A classificação e os requisitos QSL estão de acordo com $ PI 6D: QSL-1, QSL-2, QSL-3 ou QSL-4. $ ll
os requisitos listados em $ PI 6D $ nnex J devem ser atendidos de acordo com o respectivo QSL relacionado ao VSL.
$ .5.3.3. O QSL refere-se a requisitos específicos para END, teste de pressão e documentação da válvula.
$ .5.3.4. Os requisitos de VSL devem ser conforme descrito na Tabela $ .3:
Tabela $ .3 ± Requisitos de nível de especificação de válvula (VSL)
Requisitos VSL
VSL-1
VSL-2 (não para
Hidrocarbonetos)
VSL-2 (com
Hidrocarbonetos)
VSL-3
VSL-4
QSL
($ ccording $ PI 6D)
QSL-2
QSL-2
QSL-3
QSL-3
QSL-4
PSL
($ ccording $ PI 6 $)
N$
PSL-3 ou PSL-3G
como aplicável
PSL-3 ou PSL-3G como
aplicável
PSL-4
PSL-4
Emissões fugitivas
Projeto
(item $ .6.1.6 de $ ccording)
Não
Não (Nota 2)
Sim / Não (Nota 1)
Sim / Não (Nota 1)
Sim / Não (Nota 1)
Página 9
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 13 de 83
Resistente ao fogo
($ ccording item $ .6.1.4)
Não
(Nota 2)
Sim / Não (Nota 3)
Sim / Não (Nota 3)
Sim / Não (Nota 4)
sim
Validação de Projeto
($ ccording item $ .9.2)
Não
Aprovação analítica de design
Aprovação do teste de validação de projeto (PVT)
Capaz de SIL
($ ccording item $ .6.1.7)
Não
Não
Não
Não
Sim / Não (Nota 5)
Nota 1 ± O projeto da válvula deve ser aprovado para emissões fugitivas se a válvula for especificada para uso em um tubo de processo que contém fluido
compostos orgânicos voláteis (ex: benzeno), e suas emissões para o meio ambiente são limitadas por lei regulamentar.
Nota 2 ± Se o requisito de resistência ao fogo for solicitado pelo ProMect, deve ser considerado o uso de uma válvula VSL-2.
Nota 3 ± A indicação de válvula resistente ao fogo deve ser tomada de acordo com as premissas do projeto.
Nota 4 As válvulas ± SDV, BDV e $ DV devem ser testadas contra incêndio. Para outras válvulas, a indicação da válvula testada ao fogo deve ser tomada de
acordo com
instalações de design.
Nota 5 ± Compatível com SIL aplica-se apenas à válvula HIPPS.
A.5.4. CARACTERÍSTICAS DA VÁLVULA E APLICAÇÕES TÍPICAS
$ .5.4.1. Para cada tipo de válvula, a Tabela $ .4 apresenta um resumo dos recursos da válvula e aplicações típicas.
Página 10
O
F
F
S
HO
RÉ
P
RO
DUTO
IO
NF
$
CILIT
IE
S
E
NG
EM
E
E
R
ING
G
UIDE
eu
INE
S
DIS
CIP
LINHA
:P
IP
ING
P
ip
em
gM
comeu
riais
S
educaçao Fisica
c
ific
ação
para E
E
P
P
Cajado
uc
tio
n
F
ac
ilidades
-R
ev. 1
2
P
ag
e
1
4
o
f
8
3
T
ab
le $
.4
-V
alv
e fea
turas
um
d typ
ic
al ap
plic
ação
s
Globo
Suave
Metal
para
Metal
Haste Crescente
(Metal para
Metal)
Sólido
Cunha
Expandindo
Laje
Pistão
Placa Dupla
Balanço
Axial
(Não slam)
Chanfro
Disco
Categoria A
(concêntrico)
Categoria B
(bi-deslocamento)
Categoria B
(tri-offset)
Projeto do operador manual
(por exemplo: chave inglesa, caixa de engrenagens do volante)
$
$
$
$
$
$
N/$
N/$
N/$
N/$
$
$
$
$
$
$
$
N/$
Design atuado
(por exemplo: hidráulico, elétrico, pneumático)
$
$
$
$
$
$
N/$
N/$
N/$
N/$
$
$
$
$
$
$
N/$
$
Design de assento macio
sim
Não
N/$
Não
$
Não
Não
$
Não
$
Não
sim
sim
Não
sim
sim
Não
sim
Design de assento de metal para metal
Não
sim
sim
sim
$
sim
sim
$
sim
$
sim
Não
Não
sim
sim
Não
sim
Não
Piggable
sim
sim
Não
Não
sim
sim
Não
Não
N/$
Não
Não
Não
Não
Não
Não
Não
Não
Não
Bidirecional
sim
sim
Não
sim
sim
sim
Não
Não
Não
Não
Não
Não
Não
Não
sim
sim
Não
Não
Bloqueio duplo e sangramento
(ou seja: DBB)
$
$
Não
Não
$
Não
Não
Não
Não
Não
Não
Não
Não
Não
Não
$
Não
Não
Isolamento duplo e sangramento
(ou seja: DIB-1, DIB-2)
$
$
Não
Não
Não
Não
Não
Não
Não
Não
Não
Não
Não
Não
Não
Não
Não
Não
Design testado contra fogo
$
$
sim
N/$
$
N/$
N/$
N/$
N/$
N/$
N/$
Não
$
$
$
$
N/$
Não
Design à prova de fogo
N/$
N/$
N/$
$
N/$
$
$
$
$
$
$
Não
N/$
N/$
N/$
N/$
$
Não
Projeto de emissões fugitivas
sim
sim
sim
sim
sim
sim
N/$
N/$
N/$
N/$
sim
sim
sim
sim
sim
sim
sim
sim
Ajustar para controlar o aplicativo
N/$
N/$
N/$
N/$
N/$
N/$
N/$
N/$
N/$
N/$
P
N/$
N/$
N/$
sim
N/$
P
N/$
Adequado para serviço abrasivo (sólidos em
suspensão)
N/$
P
$ LT
N/$
N/$
$ LT
N/$
N/$
N/$
N/$
N/$
N/$
N/$
$ LT
$ LT
N/$
N/$
N/$
Ajustar ao Sistema Instrumentado de Segurança (SIS)
(por exemplo: aplicativo HIPPS)
N/R
P
N/R
N/R
N/R
N/R
N/R
N/R
N/R
N/R
N/R
N/R
N/R
N/R
$ LT
N/R
N/R
N/R
Design capaz de SIL
N/$
$
N/$
N/$
N/$
N/$
N/$
N/$
N/$
N/$
N/$
N/$
N/$
N/$
$
N/$
N/$
N/$
Ajustar aos limites da plataforma SDV
N/R
P
N/R
N/R
N/R
N/R
N/R
N/R
N/R
N/R
N/R
N/R
N/R
N/R
N/R
N/R
N/R
N/R
Ajustar ao aplicativo SDV, BDV
(Serviço de hidrocarbonetos)
N/R
$
N/R
N/R
N/R
$
N/R
N/R
N/R
N/R
N/R
N/R
N/R
$
$
N/R
N/R
N/R
Ajustar ao aplicativo SDV, BDV
(Serviço não hidrocarboneto)
$
$
N/R
N/R
N/R
$
N/R
N/R
N/R
N/R
N/R
N/R
N/R
$
$
N/R
N/R
N/R
Ajustar ao aplicativo L / R PIG
N/R
$
N/R
N/R
N/R
N/R
N/R
N/R
N/R
N/R
N/R
N/R
N/R
N/R
N/R
N/R
N/R
N/R
Ajustar à aplicação de peneira molecular
N/R
N/R
P
N/R
N/R
N/R
N/R
N/R
N/R
N/R
N/R
N/R
N/R
$ LT
N/R
N/R
N/R
N/R
Ajustar ao aplicativo ADV
N/R
N/R
N/R
N/R
N/R
N/R
N/R
N/R
N/R
N/R
N/R
N/R
$
N/R
N/R
N/R
N/R
$
Agulha
Diafragma
Legenda: A ± Disponível; ALT ± Solução alternativa; P ± Solução preferencial; N / R ± não recomendado; N / A - Não Disponível
Recursos
Bola
Portão
Verificar
Borboleta
Plugue
Axial
Página 11
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 15 de 83
A.6. REQUISITOS GERAIS DE PROJETO
A.6.1. VÁLVULA
A.6.1.1. EM GERAL
$ .6.1.1.1. Com relação à hierarquia da documentação, o projeto da válvula deve estar de acordo com o Padrão referenciado no VDS. Em
caso haja conflito entre os requisitos aqui estabelecidos e aquela Norma, o atendimento a este documento deverá
ser considerado obrigatório.
$ .6.1.1.2. O projeto da válvula deve atender a todos os requisitos de qualidade, funcionais, materiais, testes e configuração
especificado no VDS.
$ .6.1.1.3. A montagem da válvula / atuador deve atender todas as condições de operação, em qualquer posição de instalação, sem
redução de desempenho. A menos que seja claramente especificado, deve ser capaz de operar em condição nominal total, como abertura
e fechamento com pressão diferencial total, de acordo com a pressão de projeto indicada no VDS.
$ .6.1.1.4. Para uma válvula de peso pesado (Peso> 25 kg) ou uma válvula com dimensões maiores (L + L + A> 1500 mm), o
o projeto correspondente deve considerar o uso de pelo menos quatro (4) alças de içamento. A linha vertical dos pontos de levantamento deve
ser deixado livre para evitar interferência com o sistema de acionamento ou atuador.
$ .6.1.1.5. O fabricante deve apresentar todos os desenhos dimensionais da válvula e do atuador, com uma lista de todas as peças e
especificações de materiais.
$ .6.1.1.6. O fabricante deve apresentar uma lista de torques necessários no eixo da válvula, contendo os seguintes valores
de torque: Torque Nominal de Operação (TNO), Torque Máximo de Operação (TMO) e Torque Máximo $ llowable
(TM $), levando em consideração a classe de pressão da válvula e os limites de temperatura.
Nota: para válvulas gaveta e globo com acionamento manual, o TNO deve estar de acordo com MSS SP-91; para válvulas de esfera, o TNO
deve estar em conformidade com $ PI 6D; e para válvulas borboleta, o TNO deve estar de acordo com $ PI 609.
$ .6.1.1.7. O fabricante deve informar na documentação todas as restrições de projeto e / ou operação (ex: instalação
posição, direção do fluxo, taxa de fluxo, limites de pressão, temperatura e materiais metálicos / não metálicos, etc.).
$ .6.1.1.8. O ID da válvula (furo) deve ser compatível com o ID dos tubos e acessórios nos quais a válvula está instalada.
$ .6.1.1.9. $ todos os materiais metálicos deverão ter certificação de usina, com registros de composição química, mecânica
propriedades e demais requisitos das normas, além da identificação do lote do fabricante.
$ .6.1.1.10. Para projetos de válvula que permitem pressão retida na cavidade do corpo (quando a válvula está totalmente fechada ou totalmente
aberta),
Devem ser utilizados plugues capazes de mitigar o risco de acidente em eventual remoção. Nesse caso, essas portas devem ser
fechado com plugues tendo uma configuração construtiva que permite o alívio de pressão para a atmosfera (orifício de alívio) durante
o início da remoção do tampão, servindo como um alerta ao operador sobre a pressão remanescente dentro do corpo da válvula.
$ n exemplo deste tipo de configuração é mostrado a seguir:
Figura $ .1 ± Exemplo de uso de dreno e tampão de ventilação
Página 12
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 16 de 83
A.6.1.2. AULAS DE MATERIAIS
$ .6.1.2.1. O projeto das válvulas deve atender a uma das seguintes classes de classificação de materiais:
Tabela $ .5 ± Classes de materiais
#
Classe de Material
C
Aço carbono
$
$ lloy Steel
S
Aço inoxidável
D
Aço Duplex
N
Nickel $ lloy
você
Materiais incomuns
A.6.1.3. MATERIAL DO CORPO
$ .6.1.3.1. A referida letra da classe de material da válvula, mostrada na primeira coluna da Tabela $ .5, associada a
o número indicado nas linhas da Tabela $ .6 fornece o material do corpo considerado no projeto da válvula. A combinação
da letra e número devem ser considerados como parte do código da válvula, de acordo com a descrição do código da válvula apresentado
no item $ .11.5.
Tabela $ .6 ± Material do corpo, de acordo com a classe de material
Corpo
Material
Classe de Material
C
$
S
D
N
você
Aço carbono
aço $ lloy
Inoxidável
aço
Aço duplex
Ligas de níquel
Incomum
materiais
1
$ STM $ 105
ou
$ STM $ 216 WCB
$ STM $ 350 LF3
ou
$ STM 352 LC3
$ STM $ 182
Gr. F304
ou
$ STM $ 351
Gr. CF8
$ STM $ 995 Gr. 1B
$ lloy 625
(UNS N06625)
Bronze
2
$ 350 LF2 CL1
ou
$ STM $ 352 LCB
$ STM $ 182 F5
$ STM $ 182
Gr. F316
ou
$ STM $ 351
Gr. CF8M
$ STM $ 182 Gr.
F51
ou
$ STM $ 995 Gr. 4 $
$ STM $ 536-65-45-12
3
$ STM $ 105
ou
$ STM $ 216 WCB
+
Revestimento Orgânico
(Apenas para uso em terra)
$ STM $ 182 F11
CL2
$ STM $ 182
Gr. F317
ou
$ STM $ 351
Gr. CG8M
$ STM $ 182 Gr.
F55 ou
$ STM $ 995 Gr 6 $
$ STM B148
(UNS C95800)
4
$ STM $ 105
ou
$ STM $ 216 WCB
+
Revestimento Orgânico
(No mar)
$ STM $ 522 Tipo I
$ STM $ 182
Gr. F347
ou
$ STM $ 351
Gr. CF8C
Plásticos
Página 13
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 17 de 83
Corpo
Material
Classe de Material
C
$
S
D
N
você
Aço carbono
aço $ lloy
Inoxidável
aço
Aço duplex
Ligas de níquel
Incomum
materiais
5
$ STM $ 105
ou
$ STM $ 216 WCB
+
Full Clad $ lloy 625
sobreposição
(UNS N06625)
$ STM $ 350 LF3
ou
$ STM $ 352 LC3
+
Full Clad $ lloy 625
sobreposição
(UNS N06625)
Ferro cinzento
6
$ STM $ 350 LF2
CL1
ou
$ STM $ 352 LCB
+
Full Clad $ lloy 625
sobreposição
(UNS N06625)
$ STM $ 522 Tipo I
+
Full Clad $ lloy 625
sobreposição
(UNS N06625)
-
$ .6.1.3.2. O uso de peças forjadas ou fundidas para o material do corpo deve seguir a seguinte classificação de acordo com a
VSL da válvula, e indicado no VDS:
Tabela $ 0,7 ± Processo de fabricação para materiais corporais de acordo com VSL
VSL
Classe de Pressão
150
300
600
900
1500
2500
10.000
VSL-1
Forjamento ou Fundição
Forjamento (Nota 1)
VSL-2
VSL-3
Forjamento (Nota 1)
VSL-4
Nota 1 - Exceto para válvulas de bloqueio axial (V $ X) e válvulas borboleta de deslocamento triplo feitas de
NI $ lBr (UNS C95800), para o qual a fundição é aceitável.
A.6.1.4. VÁLVULAS TESTADAS DE INCÊNDIO
$ .6.1.4.1. A fim de obter a indicação de que o projeto da válvula deve ser do tipo testado contra fogo, deve-se cumprir todos os requisitos
listados no DR-ENGP-I-1.3, como a execução da “Avaliação de Risco e Estudos de Segurança” (item 5 do DR-ENGP-I-1.3)
e a “Consequência $ nálise - (propagação do fogo, dispersão do gás, explosão, etc.)”.
$ .6.1.4.2. Sempre que especificado no VDS que a válvula deve ser testada contra incêndio, seu projeto deve ser submetido a um
certificação testando um protótipo de acordo com a ISO 10497, $ PI 6F $ ou $ PI 607 (exceto 4ª edição).
$ .6.1.4.3. O fabricante deve apresentar à PETROBR $ S o certificado correspondente e a válvula deve ser marcada
conforme descrito no item $ .6.1.10.
$ .6.1.4.4. O projeto das vedações nas sedes / corpo e áreas da haste deve considerar obrigatório o uso de um elemento metálico
ou um elemento confeccionado em grafite, para garantir o atendimento à exigência do teste de incêndio. Este elemento deve ser
instalado em cada caminho de vazamento da válvula.
A.6.1.5. VÁLVULAS DE SEGURANÇA DE INCÊNDIO
$ .6.1.5.1. A fim de obter a indicação de que um projeto de válvula deve ser do tipo à prova de fogo, deve-se cumprir todos os requisitos
listados no DR-ENGP-I-1.3, como a execução da “Avaliação de Risco e Estudos de Segurança” (item 5 do DR-ENGP-I-1.3)
Página 14
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 18 de 83
e a “Consequência $ nálise - (propagação do fogo, dispersão do gás, explosão, etc.)”.
$ .6.1.5.2. Sempre que especificado no VDS que a válvula deve ser à prova de fogo, seu projeto deve conter as especificações do material
aplicação de materiais que são capazes de resistir à exposição ao fogo sem falhas.
$ .6.1.5.3. O projeto à prova de fogo não requer certificação da válvula, mas deve garantir que o projeto da válvula seja resistente
para um cenário de incêndio.
$ .6.1.5.4. O projeto das vedações nas áreas das sedes / corpo e haste deve considerar obrigatório o uso apenas de um metal
elemento ou um elemento feito de grafite, para garantir o atendimento do requisito de segurança contra incêndio.
A.6.1.6. EMISSÕES FUGITIVAS
$ .6.1.6.1. A fim de evitar uma falha em uma válvula (por exemplo: vazamento de fluido tóxico para o ambiente externo), isso pode contribuir
para minimizar a segurança do pessoal, da instalação e / ou do meio ambiente, algumas válvulas devem ser projetadas para serem fugitivas
emissões aprovadas. Isso se aplica a todas as válvulas com um dos seguintes serviços: FG, GL, P ou PC.
$ .6.1.6.2. Sempre que especificado no VDS que a válvula deve ser aprovada para emissão fugitiva, seu projeto deve ser certificado
de acordo com a ISO 15848 Parte 1, pela aprovação do protótipo para confirmar que um projeto adequado de vedações (no corpo Moints e
haste) é fornecida.
$ .6.1.6.3. O fabricante deve preparar procedimento específico de Teste de Verificação de Desempenho (PVT), de acordo com a ISO
15848 Parte 1, e enviar para aprovação PETROBR $ S.
$ .6.1.6.4. O fabricante deve fornecer o certificado de aprovação contendo informações sobre o projeto
"Classe de desempenho" de acordo com a ISO 15848 Parte 1. Informações sobre "Classe de estanqueidade", "Classe de resistência" e
“Classe de temperatura” deve ser apresentada em detalhes.
$ .6.1.6.5. A "Classe de estanqueidade" deve ser de acordo com:
Tabela $ 0,8 ± Classe de estanqueidade para vedações da haste - emissões fugitivas (ref .: ISO 15848 Parte 1)
Aula
Vazamento medido
taxa (fluxo de massa)
Vazamento medido
taxa (fluxo de massa)
Vazamento medido
taxa (fluxo volumico)
Observações
mg.s -1 .m -1 haste
perímetro
(para informação)
mg.s -1 .m -1 haste
diâmetro através
sistema de vedação da haste
mbar.ls -1 por mm
diâmetro do caule através
sistema de vedação da haste
$H1
≤ 10 -5
≤ 3,14,10 -8
≤ 1,78,10 -7
Normalmente alcançado com selos de fole ou
sistema de vedação de haste (eixo) equivalente
para válvulas de quarto de volta
BH 2
≤ 10 -4
≤ 3,14,10 -7
≤ 1,78,10 -6
Normalmente alcançado com base em PTFE
embalagens ou selos elastoméricos
CH 2
≤ 10 -2
≤ 3,14,10 -5
≤ 1,78,10 -4
Normalmente obtido com grafite flexível
embalagens baseadas
1 Expresso pelo método de vácuo conforme definido na ISO 15848 Parte 1 - $ nnex $.
2 Medido pelo método de medição da taxa de vazamento total (vácuo ou ensacamento) conforme definido na ISO 15848 Parte 1 - $ nnex $.
Tabela $ .9 ± Classe de estanqueidade para vedações do corpo - emissões fugitivas (ref .: ISO 15848 Parte 1)
Vazamento medido
(Selos corporais)
≤ 50 1
1 Expresso
em ppmv medido com o método de farejamento conforme definido em
ISO 15848 Parte 1 - $ nnex B
Página 15
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 19 de 83
Tabela $ 0,10 ± Classe de estanqueidade para vedações de haste (ou eixo) com emissões fugitivas de metano (ref .: ISO 15848 Parte 1)
Aula
Vazamento medido ppmv
(método de detecção de acordo com ISO 15848 Parte 1 - Anexo B)
SOU
≤ 50
BM
≤ 100
CM
≤ 500
1 Expresso
em ppmv medido com o método de detecção conforme definido na ISO 15848 Parte 1 - $ nex B
Tabela $ 0,11 ± Vazamento de vedações do corpo com metano - emissões fugitivas (ref .: ISO 15848 Parte 1)
Vazamento medido ppmv
(método de detecção de acordo com ISO 15848 Parte 1 - Anexo B)
≤ 50
$ .6.1.6.6. Os ciclos mecânicos devem ser realizados de acordo com a ISO 15848 Parte 1, considerando o seguinte
“Classe de resistência” x VSL:
Tabela $ 0,12 ± Classe de resistência de acordo com a classificação VSL
Classe de resistência
(conforme definido na ISO 15848 Parte 1 - Anexo B)
VSL-1
VSL-2
VSL-3
VSL-4
CC1 / CO1
$ .6.1.6.7. A "Classe de Temperatura" deve estar de acordo com:
Tabela $ 0,13 ± Classe de temperatura de emissões fugitivas (ref .: ISO 15848 Parte 1)
(t-196 ºC)
(t-46 ºC) '
(tRT)
(t200 ºC)
(t400 ºC)
-196 ºC
-46 ºC
Temperatura ambiente, ºC
200 ºC
400 ºC
A.6.1.7. NÍVEL DE INTEGRIDADE DE SEGURANÇA
$ .6.1.7.1. O conceito de Nível de Integridade de Segurança (SIL) deve ser aplicado para válvulas dedicadas a um sistema HIPPS.
$ .6.1.7.2. O SIL é uma representação da indisponibilidade de segurança necessária (probabilidade média de falha sob demanda PFD) de uma função instrumentada de segurança (SIF).
$ .6.1.7.3. A classificação SIL deve ser conforme listado na Tabela $ .14, onde SIL 4 tem o mais alto nível de integridade de segurança,
e SIL 1 tem o mais baixo.
Página 16
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 20 de 83
Tabela $ 0,14 ± níveis de SIL
SIL
PFD
Disponibilidade
Fator de redução de risco
SIL 1
0,1 a 0,01
0,90 a 0,99
10 a 100
SIL 2
0,01 a 0,001
0,99 a 0,999
100 a 1000
SIL 3
0,001 a 0,0001
0,999 a 0,9999
1000 a 10.000
SIL 4
0,0001 a 0,00001
0,9999 a 0,99999
10.000 a 100.000
$ .6.1.7.4. Sempre que solicitado no VDS, como para a válvula HIPPS, o SIL a ser considerado no projeto da válvula
deve ser SIL-3. O fabricante deve apresentar toda a documentação a fim de certificar que os requisitos SIL 3 foram
alcançado para o projeto da válvula.
A.6.1.8. PARAFUSO
$ .6.1.8.1. Os prisioneiros, parafusos e porcas usados no fechamento do corpo e na tampa do corpo devem estar de acordo com:
Tabela $ 0,15 - especificações de materiais de pernos, parafusos e porcas
Material do corpo
Material de prisioneiros / parafusos
Nozes
Revestimento
$ STM $ 105
$ STM $ 216 Gr. WCB
$ STM $ 193 Gr. B7
$ STM $ 194 Gr. 2h
$ ccording
item
$ .6.1.8.2
$ STM $ 350 Gr. LF2 CL1
$ STM $ 352 Gr. LCB
$ STM $ 350 Gr. LF3 CL1
$ STM $ 352 Gr. LC3
$ STM $ 320 Gr. L7
$ STM $ 194 Gr. 4L ou 7L
$ STM $ 193 Gr. B8M ou
$ STM $ 193 Gr. B8M CL2
$ STM $ 194 Gr. 8M
N/$
$ STM $ 182 Gr. F11 CL2
$ STM $ 217 Gr. WC6
$ STM $ 182 Gr. F5
$ STM $ 217 Gr. C5
$ STM $ 193 Gr. B16
$ STM $ 194 Gr. 7
$ ccording
item
$ .6.1.8.2
$ STM $ 182 Gr. F316
$ STM $ 351 Gr. CF8M
$ STM $ 182 Gr. F317
$ STM $ 351 Gr. CG8M
$ STM $ 182 Gr. F347
$ STM $ 351 Gr. CF8C
$ STM $ 193 Gr. B8M ou
$ STM $ 193 Gr. B8M CL2
$ STM $ 194 Gr. 8M
N/$
$ .6.1.8.2. O revestimento de Zn-Ni deve ser aplicado a pinos, parafusos e porcas em linhas com temperatura de até 260 ° C. Os pregos, parafusos
e as porcas devem ser revestidas com zinco-níquel (Zn-Ni) de acordo com $ STM B841, Classe 1, Tipo B / E, Grau 5-8, com
revestimento de alívio de fragilização por hidrogênio, de acordo com $ STM B 849 e $ STM B 850; a dureza máxima para pinos
e os parafusos devem estar de acordo com a especificação de material padrão.
Página 17
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 21 de 83
$ .6.1.8.3. Para pinos e parafusos de acordo com $ STM $ 320 Gr L7, e o material do corpo da válvula é $ STM $ 350 Gr LF2 CL
1 ou $ STM $ 352 Gr LCB, será um teste de impacto charpy aceitável a -45 ° C. Se o material do corpo da válvula for $ STM $ 350
Gr LF3 ou $ STM $ 352 Gr LC3, será um teste de impacto charpy aceitável a -60 ° C;
$ .6.1.8.4. Os prisioneiros usados no fechamento do corpo (esfera, verificação e plugue) e tampa do corpo (portão e globo) devem ser
de acordo com $ SME B1.1, UNC-2 $ até 25,40 mm (1 ") e 8UN-2 $, de 28,57 mm (1 1/8") para cima, com porcas sextavadas padrão
de acordo com $ SME B18.2.2, com um mínimo de quatro. O comprimento dos pregos deve ter no mínimo um e no máximo
de três roscas de parafuso além da porca. Para válvulas com DN 40 (1 1/2 ”) e menores, é permitido o uso de boltsc de acordo
para $ SME B18.2.1. $ alternativamente, prisioneiros, parafusos e porcas podem ser de acordo com unidades métricas;
$ .6.1.8.5. As válvulas submetidas a testes de tipo de incêndio devem ser montadas com prisioneiros, parafusos e porcas de acordo com a Tabela $
0,15. Para
Nos casos não cobertos na Tabela $ .15, o fabricante deve especificar adequadamente os materiais dos parafusos. Neste caso, este conjunto deve
ser usado para teste de tipo de incêndio. $ s uma alternativa de $ STM $ 193 Gr B7, pregos feitos de $ STM $ 193 Gr B16 podem ser usados,
considerando os requisitos de revestimento indicados no item $ .6.1.8.2.
$ .6.1.8.6. Os prisioneiros, parafusos e porcas feitos de aço inoxidável austenítico (por exemplo: Tipo 316) não devem ser usados quando expostos a
atmosfera marinha úmida com temperatura máxima de operação acima de 60 ° C se. $ s uma alternativa, $ STM $ 193 Gr. B7 maio
ser usado.
A.6.1.9. PINTURA
$ .6.1.9.1. Se a pintura da válvula for contratualmente exigida, o fabricante deverá apresentar para aprovação da PETROBR $ S o
Plano de Inspeção de Pintura, conforme especificação PETROBR $ S e aprovado por Inspetor de Pintura Nível II;
$ .6.1.9.2. Devem ser documentados todos os registros de inspeção de pintura, e encaminhados para PETROBR $ S;
$ .6.1.9.3. A cor a ser aplicada nas válvulas deve estar de acordo com DR-ENGP-MI-1.15.
$ .6.1.9.4. Os sistemas de revestimento especificados para aplicações offshore e costeiras devem ser selecionados de acordo com a ISO
12944-9 corrosão categoria CX alta durabilidade e I-ET 3010.00-1200-956-P4X-002.
A.6.1.10.
MARCAÇÃO E PLACA DE NOME
$ .6.1.10.1. $ todas as válvulas devem ser marcadas de acordo com os requisitos estabelecidos na Norma de projeto referenciada em
o VDS.
$ .6.1.10.2. Cada válvula deve ser fornecida com uma placa de identificação de aço inoxidável austenítico fixada e localizada de forma segura
que é facilmente acessível. Os orifícios dos rebites devem ser perfurados antes do teste hidrostático do invólucro.
$ .6.1.10.3. A placa de identificação deve apresentar informações de acordo com os requisitos estabelecidos na Norma de projeto
referenciado no VDS respectivamente, mais os dados adicionais:
Indicações sobre o VSL da válvula, como: VSL-1, VSL-2, VSL3 ou VSL-4.
Indicação sobre projeto testado contra fogo (quando aplicável).
Indicação sobre projeto de emissões fugitivas (quando aplicável).
$ .6.1.10.4. Para válvulas de esfera montadas em munhão, apesar da placa de identificação separada solicitada por $ PI 6D para indicar
a direção das sedes das válvulas com uma sede unidirecional e uma sede bidirecional, cada válvula deve apresentar um
placa de identificação indicando a configuração do assento, como ilustrado na Figura $ .2.
Página 18
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 22 de 83
Para assentos SPE / DPE
Para assentos SPE / SPE
Figura $ .2 ± Exemplo de placas de identificação com indicação da configuração do assento
$ .6.1.10.5. As válvulas projetadas com capacidade de fluxo unidirecional, ou seja, o fluxo ocorre apenas em uma direção, devem ser marcadas com
uma seta de direção de fluxo ou com uma placa de identificação separada fixada ao corpo, indicando a direção para a qual o fluxo é
permitido.
A.6.2. ATUADOR DO
A.6.2.1. EM GERAL
$ .6.2.1.1. Em geral, todos os VDS contêm especificações técnicas considerando válvulas acionadas manualmente. A atuação para
válvulas manuais podem ser como uma chave inglesa, volante manual ou operador de caixa de engrenagens.
$ .6.2.1.2. Outros tipos de atuadores, como hidráulicos, pneumáticos ou elétricos, podem ser considerados pela PETROBR $ S para
ser usado. Neste caso, o fabricante deve projetar a válvula e o atuador considerando também a folha de dados específica.
$ .6.2.1.3. Quando aplicável (ou seja: válvula de controle, SDV e BDV), o projeto dos atuadores deve considerar os requisitos
declarado em DR-ENGP-MI-1.5.
$ .6.2.1.4. Quando aplicável, o atuador deve ser equipado com um indicador de posicionamento, a fim de mostrar corretas e
claramente a posição da válvula (aberta ou fechada). A posição de uma chave ou indicador deve estar na direção do
linha / furo quando a válvula está aberta e perpendicular à linha / furo quando a válvula está fechada.
$ .6.2.1.5. Para o operador da caixa de engrenagens, a conexão entre o corpo da válvula e a caixa de engrenagens deve ser ventilada para que
qualquer
o vazamento da haste não pode penetrar na carcaça da caixa de engrenagens.
$ .6.2.1.6. Caso o atuador hidráulico seja considerado, o fabricante deve projetá-lo de forma a ter um máximo
pressão de operação (por exemplo: abertura com pressão diferencial total) de 90% da pressão nominal de operação.
$ .6.2.1.7. O atuador deve ser projetado com um fator de segurança de 2 vezes o torque nominal durante a operação normal
condição (torque máximo disponível = 2 x torque nominal).
$ .6.2.1.8. Para válvulas acionadas por volante manual, o volante deve ser projetado para permitir a operação da válvula totalmente
pressão diferencial. Deve também atender aos requisitos listados no MSS SP-91.
$ .6.2.1.9. As alavancas e os volantes devem ser de aço inoxidável grau 316.
A.6.2.2. TIPO DE ATUADOR
$ .6.2.2.1. A menos que especificado de outra forma, o tipo de atuador deve estar de acordo com:
Página 19
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 23 de 83
Tabela $ .16 ± $ tipo de ctuadores
Modelo
Pressão
Aula
Uso da caixa de câmbio
x
DN (NPS) ≥
Portão
150
300 (12)
300
250 (1O)
600
150 (6)
900
100 (4)
1500, 2500
80 (3)
Globo
150, 300
200 (8)
600, 900
100 (4)
1500, 2500
80 (3)
Bola
150, 300
150 (6)
600, 900
100 (4)
1500, 2500
50 (2)
Borboleta Categoria A
(concêntrico)
CWP e 150
250 (1O)
Borboleta Categoria B
(bi-excêntrico / triplo-excêntrico)
150 e 300
200 (8)
600
160 (6)
Plugue
150, 300
150 (6)
600, 900
100 (4)
A.7. REQUISITOS DE PROJETO ESPECÍFICOS
A.7.1. VÁLVULA DE ESFERA
A.7.1.1. REQUISITOS DE CONCEPÇÃO
$ .7.1.1.1. A válvula deve ser projetada para operar e vedar, de acordo com as premissas do projeto, de acordo com o seguinte
condições:
a) alta pressão, equivalente a MWP, podendo operar e vedar com alta e baixa pressão diferencial.
b) baixa pressão, equivalente a LP do requisito específico de QSL, podendo operar e vedar com baixo diferencial
pressão.
$ .7.1.1.2. O tipo de sedes, no que se refere a SPE ou DPE, deve ser utilizado na montagem da válvula a fim de garantir
a configuração da válvula de isolamento especificada no VDS (ou seja: DBB, DIB-1 ou DIB-2). $ ny desvio deve ser submetido para
Aprovação PETROBR $ S.
$ .7.1.1.3. Todas as vedações especificadas para a construção do corpo devem ser bidirecionais e nenhum vazamento visível deve ser
considerado para o ambiente externo.
Página 20
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 24 de 83
$ .7.1.1.4. O tipo de vedação da válvula, no que se refere à vedação metal-metal ou Soft, deve estar de acordo com a indicação em
o VDS. Qualquer desvio deve ser submetido à aprovação da PETROBR $ S.
$ .7.1.1.5. $ válvula de esfera com sede metal-metal consiste exclusivamente no uso de uma vedação metal-metal entre as sedes e
bola, sem o uso de um inserto não metálico;
$ .7.1.1.6. $ válvula de esfera de sede macia consiste na utilização de um inserto não metálico para garantir seu desempenho de vedação. Nisso
caso, o projeto da pastilha da sede e sua ranhura devem ser projetados para evitar extrusão em todas as condições de operação.
$ .7.1.1.7. Sempre que especificado no VDS, o fabricante deve atender ao revestimento metálico especificado para a vedação
superfícies, como no corpo, capô, esfera, assentos, etc. Neste caso, o fabricante deverá atender aos requisitos aplicáveis
requisitos listados nos itens $ .7.1.7.3 e $ .8.
$ .7.1.1.8. Sempre que especificado no VDS, o fabricante deve atender ao revestimento rígido especificado para a vedação
superfícies, como na bola e nos assentos. Neste caso, o fabricante deve atender aos requisitos aplicáveis listados em
itens $ .7.1.7.4 e $ .8.2.2.
$ .7.1.1.9. Sempre que especificado no VDS, o fabricante deve atender ao revestimento orgânico especificado. Nesse caso,
o fabricante deve atender aos requisitos aplicáveis listados no item $ .8.2.2.4.
$ .7.1.1.10. Válvulas com NPS 3 (DN 80) e menores podem ter um único dreno e conexão de ventilação, o mais baixo possível
posição na cavidade do corpo da válvula. As válvulas NPS 4 e superiores devem conter portas de drenagem e ventilação, a fim de permitir
drenagem, purga, pressurização e monitoramento através do corpo durante o teste. Será considerado MSS SP45, com o
requisitos adicionais:
Figura $ .3 - Localização das portas de drenagem e ventilação
a) Para válvulas munhão de esfera, o corpo deverá conter furo roscado com bujão de drenagem na posição "G" ou "J", conforme
Figura $ .3. Não é permitido montar plugues usando fita PTFE.
b) O plugue deve ser especificado considerando o alerta dado em $ .6.1.1.10.
$ .7.1.1.11. Para válvulas munhão de esfera tipo DIB-1, ou quando solicitado no VDS, deverá ser fornecido com um automático
alívio da pressão da cavidade. Neste caso, deve-se considerar o uso de válvula de bloqueio antes da válvula de alívio de cavidade.
$ .7.1.1.12. Para válvulas de esfera flutuante (NPS ≥ 2) e para válvulas de esfera munhão, deve ser projetada a fim de permitir a pressão
alívio na cavidade de exceder 1,33 vezes a classificação de pressão da válvula na temperatura máxima de operação especificada.
$ .7.1.1.13. A esfera deve ser do tipo furo completo, cilíndrica e sólida, conforme mostrado na Figura $ .4.
Página 21
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 25 de 83
Figura $ .4 ± Tipo de bola
A.7.1.2. DESIGN STANDARD
$ .7.1.2.1. Os seguintes padrões devem ser aplicados ao projeto de válvulas de esfera:
Tabela $ 0,17 ± Padrões de projeto para válvulas de esfera
Descrição
Corpo / Material de Fechamento
Fundição ou Forjamento
Forjamento
Flangeado b
Soquete de solda c
Bunda
soldar c
Flangeado
DN a
(NPS)
50 a 900
(2 a 36)
50 a 600
(2 a 24)
50 a 400
(2 a 16)
50 a 300
(2 a 12)
15 até 40
(1/2 até 1 1/2)
Aula
150, 300
600
900
1500
2500
800
1500
2500
150, 300, 600
900, 1500, 2500
Padrão
$ PI 6D / IOGP S-562 d
ISO 17292
$ SME
B16.34 LTD
$ PI 6D
uma
DN = Diâmetro nominal, em milímetros (mm).
b
Para DN> diâmetro padrão, face a face deve ser acordado entre o fabricante e a PETROBR $ S. O projeto deve ser
de acordo com $ SME B16.34.
c
O projeto da válvula deve considerar a utilização de um bocal com extensão de 100,00 milímetros.
d $ s aplicável. Veja também $ .7.1.8.
A.7.1.3. mouting TIPO
$ .7.1.3.1. O projeto das válvulas de esfera metálica (metal com metal ou sede macia) deve atender às seguintes características
em relação à montagem:
Página 22
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 26 de 83
Tabela $ 0,18 ± Tipo de montagem para válvulas de esfera
DN (NPS)
150
eu
300
600
eu
800
eu
900
1500 I 2500
15 (1/2) até 40 (1 1/2)
N/$
Flutuando
Munhão
50 (2) até 100 (4)
Flutuando
Munhão
150 (6) e acima
Munhão
A.7.1.4. CONFIGURAÇÃO DA VÁLVULA DE ISOLAMENTO
$ .7.1.4.1. ÚNICO PISTON EFFECT (SPE) ou auto-relevo (SR) SE $ T:
A sede do conjunto $ SPE / SR fornece vedação apenas quando a pressão diferencial é mais alta de fora do
válvula. Quando a sede do conjunto SPE enfrenta uma pressão diferencial mais alta de dentro da válvula (cavidade), ocorre autoalívio.
A sede de montagem $ SPE / SR pode ser fornecida em um design de sede metal com metal ou em um design de sede macia.
O lado esquerdo da Figura $ .5 ilustra o mecanismo de vedação quando a pressão (ou pressão diferencial mais alta) é
aplicado de fora da válvula. A diferença na área ("D") vezes a pressão da linha cria uma força de efeito de pistão
que empurra a sede contra a superfície da esfera, resultando em uma vedação entre a esfera e a sede.
O lado direito da Figura $ .5 ilustra o mecanismo de alívio quando uma pressão diferencial mais alta é aplicada a partir de
a cavidade da válvula. Quando a pressão na cavidade da válvula atinge uma certa pressão (de modo que a força total da cavidade
pressão que atua na sede é maior do que a força causada pela pressão a montante), a pressão presa terá
força suficiente para empurrar a sede e aliviar a pressão da cavidade da válvula.
Figura $ 0,5 ± mecanismo de montagem da sede SPE / SR (ilustração em uma válvula de esfera macia)
$ .7.1.4.2. EFEITO DE PISTÃO DUPLO (DPE) SE $ T:
A sede do conjunto $ DPE fornece vedação em ambas as direções, quando a pressão diferencial é maior de
fora / dentro da válvula.
A sede do conjunto $ DPE pode ser fornecida em um design de sede metal com metal ou em um design de sede macia.
O lado esquerdo da Figura $ .6 ilustra o mecanismo de vedação quando a pressão (ou pressão diferencial mais alta) é
aplicado de fora da válvula. A diferença na área ("D") vezes a pressão da linha cria uma força de efeito de pistão
que empurra a sede contra a superfície da esfera, resultando em uma vedação entre a esfera e a sede.
O lado direito da Figura $ .6 ilustra o mecanismo de vedação quando a pressão (ou pressão diferencial) é aplicada
a partir da cavidade da válvula. A diferença na área ( “D”) vezes a pressão na cavidade cria uma força efeito pistão que
empurra o assento contra a superfície da bola, resultando em uma vedação entre a bola e o assento.
Página 23
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 27 de 83
Figura $ .6 ± mecanismo de montagem da sede DPE (ilustração em uma válvula de esfera macia)
$ .7.1.4.3. Sempre que não especificado no VDS, o projeto da válvula deve ser considerado como uma configuração de válvula de isolamento padrão
o uso de duas sedes de vedação unidirecionais, dando uma característica de efeito de pistão único (SPE) ou auto-alívio (SR) em ambos
assentos.
$ .7.1.4.4. A fim de garantir os requisitos operacionais adequados, sempre que especificado no VDS, o projeto do munhão
válvulas de esfera (metal com metal ou sede macia) podem cumprir uma ou mais das seguintes funções / características:
a) DUPLO BLOCO $ ND BLEED (DBB):
O recurso DBB da válvula é a capacidade de segregar duas fontes de pressão e sangrar / ventilar a pressão na válvula
corpo entre as duas sedes quando a válvula tem o recurso DBB. O recurso DBB pode ser obtido usando SPE / SR
ou assentos DPE.
Figura $ .7 ± Característica DBB (ref .: Double Block and Bleed - Tipo B de $ PI 6D)
b) DUPLO ISOL $ TION $ ND BLEED 1 (DIB-1):
O recurso DIB-1 da válvula é a capacidade de fornecer dois elementos de vedação para uma única fonte de pressão e sangrar / ventilar
entre os dois elementos de vedação. Deve ser considerado a montante e a jusante como sede de vedação bidirecional (DPE
assentos).
Figura $ 0,8 ± DIB-1 recurso (ref .: Duplo Isolamento e Sangramento - Tipo B de $ PI 6D)
As válvulas projetadas com um recurso DIB-1 devem ser fornecidas com alívio automático da pressão da cavidade, a menos que acordado de outra
forma.
Neste caso, devem ser atendidos todos os requisitos descritos em $ PI 6D (ref. Item 5.8 de $ PI6D).
Página 24
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 28 de 83
c) DUPLO ISOL $ TION $ ND BLEED 2 (DIB-2):
O recurso DIB-2 da válvula é a capacidade de fornecer dois elementos de vedação para uma única fonte de pressão e sangrar / ventilar
entre os dois elementos de vedação. Deve ser considerado a montante como sede de vedação unidirecional (sede SPE) e
a jusante como sede de vedação bidirecional (sede DPE).
Figura $ 0,9 ± Recurso DIB-2 (ref .: Duplo Isolamento e Sangramento - Tipo B de $ PI 6D)
As válvulas $ ll DIB-2 devem ter uma identificação clara sobre a direção de vedação da sede, marcando em uma identificação separada
placa afixada ao corpo da válvula ambas as sedes do tipo de vedação (SPE ou DPE).
A montagem de uma válvula DIB-2 na linha deve atender ao seu direcionamento preferencial.
$ .7.1.4.5. Dependendo do projeto detalhado, indicado no VDS, a válvula pode ter uma configuração de válvula de isolamento como
segue:
Tabela $ 0,19 ± Configuração de válvula de isolamento para válvulas de esfera
Válvula de isolação
configuração
Pistão Único
Efeito (SPE) em
ambos os assentos
Bloco duplo e sangramento
(DBB) Recurso
Isolamento duplo e sangramento
(DIB-2) Recurso
1
sim
Não
Não
2
sim
sim
Não
3
Não
Sim 1
sim
4
Não
Sim 2
sim
1 Recurso
DBB aplicado na posição fechada (apenas).
DBB aplicado na posição aberta e fechada (ambas).
Nota: O uso do recurso DIB-1 não foi previsto. Análises particulares de uso podem ser conduzidas pela ProMect
equipe e / ou uma Unidade Operacional (UO).
2 Recurso
A.7.1.5. SELOS NÃO METÁLICOS
$ .7.1.5.1. $ todas as vedações não metálicas devem ser adequadas para as condições de pressão, temperatura e serviço consideradas em
este item.
$ .7.1.5.2. O fabricante da válvula deve garantir junto com seu (s) fornecedor (es) de vedação o atendimento do
requisitos de materiais essenciais para as vedações não metálicas, a fim de garantir que o sistema de vedação projetado funcione
adequadamente durante toda a vida útil da válvula.
$ .7.1.5.3. O VDS das válvulas de esfera com sede macia indica o material da inserção da sede.
$ .7.1.5.4. O uso de determinado material de inserção da sede deve ser baseado na seguinte classificação:
Página 25
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 29 de 83
Tabela $ 0,20 ± Materiais não metálicos para projeto de vedação de inserção de sede
Material
Classe de Pressão
Temp. Do projeto (ºC)
Mínimo
Máximo
PTFE reforçado com 25% de Carbono
150, 300
-46
+150
Devlon V- $ PI 1
600, 900
-46
+120
PEEK com base 2
600, 900, 1500, 2500
-46
+150
1O
2O
uso de Devlon V- $ PI não é permitido em válvulas aplicadas em sistemas $ M (amina).
uso de PEEK é aceitável para classe de pressão 2500 apenas até 120ºC.
Nota: Os valores listados na Tabela $ .20 apresentam os limites de temperatura que devem ser aplicados no projeto da válvula
considerando as condições operacionais do mesmo.
$ .7.1.5.5. Para o projeto das sedes / vedações da haste, em válvulas de esfera metal com metal ou com sede macia, o VDS contém
indicação sobre o material do grupo não metálico que deve ser considerado no projeto da válvula.
$ .7.1.5.6. Os materiais de cada grupo são indicados na Tabela $ 0,21, de acordo com a seguinte classificação:
- Grupo $ ± Terpolímero de VF2, HFP e TFE com teor de flúor de ~ 67 - 70% ou HNBR com% $ CN entre 36
e 40%. Por exemplo: Viton B (DuPont), Technoflon TN (Solvay Solexis);
- Grupo B ± Ter- ou Tetrapolímero de TFE, VF2 e PMVE com teor de flúor de ~ 62-68% ou HNBR LT (% $ CN
entre 36 e 40%) ambos com TR10 ≤ -30 ° C de acordo com $ STM D1329. Por exemplo: Viton GLT (DuPont), Technoflon
855 (Solvay Solexis);
- Grupo C ± Terpolímero de PP, TFE e VDF com maior resistência a bases ou perfluoro elastômero (FFKM). por exemplo:
FKM Type 4- $ flas ($ sashi Glass), BRE 7132 (Dyneon), FFKM- Kalrez, Chemraz, Technoflon PFR (Solvay
Solexis);
- Grupo D ± Terpolímero de PP, TFE e VDF com maior resistência a hidrocarbonetos aromáticos ou perfluoro
elastômero (FFKM). por exemplo: BRE 7132 (Dyneon), FFKM-Kalrez, Chemraz, Technoflon PFR (Solvay Solexis);
- Grupo E ± Embalagem Chevron à base de Politetrafluoroetileno (PTFE) ou Politetrafluoroetileno (PTFE) energizado
com uma mola de liga de Co-Cr-Ni UNS R30003 (Elgiloy);
- Grupo F ± Grafite 98% puro, Graphoil ou selo metálico.
Página 26
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 30 de 83
Tabela $ .21 ± Materiais dos grupos de vedação
Focas
Grupo
Aplicativo
Projeto
Temp. 1
Transiente
Temp. 2
Focas
Materiais
Focas
Projeto
RGD Adequado para
Grupo
Restrições
Min.
(° C)
Máx.
(° C)
Min.
(° C)
Máx.
(° C)
grupo A
Normal
Temperatura
0
+150
0
+170
HNBR
FKM Tipo 2
Anel-O
Polypak
Junta
Não
Utilidade de água,
Doce
Hidrocarbonetos
e produtos químicos
$ minas
Vapor
$ romatic
hidrocarbonetos 4
Grupo B
Baixo
Temperatura
-30
+150
-46
+170
HNBR LT
FKM Tipo 3
Anel-O
Polypak
Junta
Sim 3
Doce
Hidrocarbonetos
(Gás)
$ mines, Steam,
$ romatic
hidrocarbonetos 4
Grupo C
Médio alto
Temperatura
0
+210
0
+240
FKM Tipo 4
FKM Tipo 5
FFKM
Anel-O
Polypak
Junta
Não
$ mines, $ mine
Sediada
necrófagos e
Inibidores,
Vapor
$ romatic
hidrocarbonetos 4 ,
Xileno
Grupo D
Médio alto
Temperatura +
$ romatics
0
+210
0
+240
FKM Tipo 5
FFKM
Anel-O
Polypak
Junta
Não
$ ll
Grupo E 5
Ampla variedade
Serviço
-100 +200 -100 +240
Baseado em PTFE
Com base em PTFE +
UNS R30003
(Elgiloy)
Selo Chevron 6
Selamento labial
N/$
$ ll
Grupo F
Alto
Temperatura
-100 +500 -100 +500
Grafite 98% Puro
Graphoil
Vedação Metálica
Junta
C-Ring
N/$
$ ll
1 Faixa
de temperatura para uso de material não metálico (isto é: sedes / vedações da haste) no projeto da válvula. Deve ser considerado para
serviço contínuo sem reduzir a vida econômica das vedações ou sua capacidade de vedação.
2 A faixa de temperatura considerou se as vedações podem ser expostas por um curto período de tempo (pico de temperatura transiente),
em estado estático (sem operação), com possível vazamento, mas sem danificar permanentemente o sistema de vedação.
3 RGD de acordo com ISO 23936-2 para válvulas de classe de pressão 300 ou superior.
4 fluxos de hidrocarbonetos contendo mais de 25% de aromáticos.
5 O uso do Grupo E é aceitável em substituição aos Grupos $, B, C ou D, desde que o projeto da válvula considere a aplicação
de cobertura de $ lloy 625 (revestimento parcial) em todas as áreas de vedação.
6 O uso de gaxetas Chevron deve ser combinado com anéis PEEK anti-extrusão.
$ .7.1.5.7. Referência $ sa, o uso de cada vedação de grupo é baseado nas seguintes classes de fluidos e faixas de temperatura:
Página 27
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 31 de 83
Tabela $ .22 ± Indicação de grupos de vedações de acordo com a classe de fluido e faixa de temperatura
Classe de Fluido
Faixa de Temperatura
Normal
(0 ° C a + 150 ° C)
Baixo
(-30 ° C a + 150 ° C)
Médio alto
(0 ° C a + 210 ° C)
Ampla variedade
(-100 ° C a + 200 ° C)
Alto
(-100 ° C a + 500 ° C)
Utilitário
Grupo $
Água
Grupo $
Água quente
Grupo C
Vapor
Grupo C
Grupo C
Hidrocarboneto Doce 1
Grupo $
Grupo B
Grupo C
Hidrocarboneto ácido 2
Grupo C
Grupo E
Grupo C
Grupo E
Grupo F
Hidrocarboneto $ romatic 3
Grupo D
Grupo E
Grupo D
Grupo E
Grupo F
Químicos 4
Grupo $
Grupo C
Alto teor de CO 2 5
Grupo E
$ mine (ME $) 6
Grupo C
Grupo C
1 Fluxos
de hidrocarbonetos contendo menos de 1% de H2S (10.000 ppm).
de hidrocarbonetos contendo mais de 1% de H2S (10.000 ppm).
3 Fluxos de hidrocarbonetos contendo mais de 25% de aromáticos.
4 Deve ser considerado o uso do Grupo $ para todos os produtos químicos normalmente usados em uma instalação de produção (por exemplo: inibidores,
necrófagos, etc.), e
Grupo D para produtos químicos à base de amina ou xileno.
5 Fluxos de hidrocarbonetos contendo CO 2 com mais de 10 mol%.
6 Monoetanolamina.
2 Fluxos
$ .7.1.5.8. Para a indicação de uma configuração de válvula, deve ser considerada a seguinte classificação como parte do
código da válvula, conforme descrição do código da válvula apresentado no item $ .11.5:
Tabela $ .23 ± Classificação do grupo de selos no código da válvula
Grupo de Selos
Suave
Metal x Metal
A ou B
1
5
C
2
6
D ou E
3
7
F
N/$
8
Emissões fugitivas
4
9
$ .7.1.5.9. O projeto do invólucro dos anéis de vedação elastoméricos deve evitar o risco de extrusão pelo uso de back-up termoplástico
anéis em ambos os lados (PEEK ou PTFE reforçado) para válvulas na classe de tubulação 900 e acima.
Página 28
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 32 de 83
A.7.1.6. CONFIGURAÇÕES TÍPICAS
$ .7.1.6.1. Este item apresenta configurações típicas de válvulas esfera, como resultado de combinações de materiais e características.
As configurações listadas aqui são consideradas para criar um VDS específico.
$ .7.1.6.2. O referido número da configuração típica da válvula, mostrado na primeira coluna da Tabela $ 0,25 e
A Tabela $ .26, deve ser considerada como parte do código da válvula, de acordo com o item $ .11.5.
$ .7.1.6.3. B $ LL V $ LVES ATÉ NPS 1 1/2 ("FORGED" V $ LVES)
O projeto de válvulas de esfera até NPS 1 1/2 (válvulas "forjadas") deve considerar o uso de um bocal com extensão
de 100,00 milímetros.
Para a indicação do bocal considerado na configuração da válvula, deve-se considerar o seguinte
classificação como parte do código da válvula, conforme descrição do código da válvula apresentada no item $ .11.5.
Tabela $ 0,24 ± classificação do mamilo no código da válvula
SCH
Classe de Pressão
800 1
1500
2500
40S
801
1501
2501
80
802
1502
2502
160
803
1503
2503
XXS
804
1504
2504
1 O Código
800 é usado para conexões com terminação aparafusada.
As seguintes configurações básicas devem ser consideradas no projeto de válvulas de esfera até NPS 1 1/2 ("Forjadas"
válvulas):
Página 29
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 33 de 83
Tabela $ 0,25 ± Configurações típicas para válvulas de esfera até NPS 1 1/2 (Válvulas “Forjadas”)
Config.
#
Selagem
Modelo
Pressur
e
Aula
Inserção do assento
Material
Stem Seal
Material
Incêndio
Testado
Fim
Conexão
Assentos
Configuração
DBB VSL
Fugitivo
Emissão
00
Suave
150, 300 PTFE + 25% C
Grupo B
sim
Flangeado
N/$
Não
1, 2
Não
600, 900
OLHADINHA
1500,
2500
SPE x SPE
01
Suave
800
PTFE + 25% C
Grupo B
sim
SW, SE
N/$
Nº 1, 2, 3
02
PTFE + 25% C Grupo C, E
03
OLHADINHA
Grupo B
04
OLHADINHA
Grupo C, E
05
Metal para
Metal
N/$
Grupo D, E
06
Suave
1500
OLHADINHA
Grupo B
sim
SW
SPE x SPE
Nº 1, 2, 3
07
Metal para
Metal
N/$
Grupo D, E
08
Suave
2500
OLHADINHA
Grupo B
sim
BW
SPE x SPE
Nº 1, 2, 3
09
Metal para
Metal
N/$
Grupo D, E
F0
Suave
150, 300 PTFE + 25% C
Grupo B
sim
Flangeado
N/$
Não
1, 2
sim
600, 900
OLHADINHA
1500,
2500
SPE x SPE
F1
Suave
800
PTFE + 25% C
Grupo B
sim
SW, SE
N/$
Nº 1, 2, 3
F2
PTFE + 25% C Grupo C, E
F3
OLHADINHA
Grupo B
F4
OLHADINHA
Grupo C, E
F5
Metal para
Metal
N/$
Grupo D, E
F6
Suave
1500
OLHADINHA
Grupo B
sim
SW
SPE x SPE
Nº 1, 2, 3
F7
Metal para
Metal
N/$
Grupo D, E
F8
Suave
2500
OLHADINHA
Grupo B
sim
BW
SPE x SPE
Nº 1, 2, 3
F9
Metal para
Metal
N/$
Grupo D, E
Página 30
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 34 de 83
$ .7.1.6.4. B $ LL V $ LVES NPS 2 $ ND $ BOVE
As seguintes configurações básicas devem ser consideradas no projeto das válvulas de esfera NPS 2 e acima:
Tabela $ 0,26 ± Configurações típicas para válvulas de esfera NPS 2 e superior e válvula de esfera dupla NPS 3 e superior
Config.
#
Selagem
modelo
Inserção do assento
Incêndio
Testado
Classe de Pressão
Assentos
Configuração
DBB
VSL
0
Suave
PTFE + 25% C
Não
150, 300
SPE x SPE
Não
1, 2
1
sim
2
2
OLHADINHA
Não
600, 900
SPE x SPE
Não
1, 2
3
sim
2
4
OLHADINHA
Não
600, 900
1500, 2500
SPE x SPE
sim
1, 2
5
sim
2
6
PTFE + 25% C
Não
150, 300
DIB-2
sim
2, 3 2
7
sim
8
OLHADINHA
Não
600, 900
1500, 2500
DIB-2
sim
2, 3 2
9
sim
0
Metal
para
Metal
N/$
Não
150, 300, 600
900, 1500, 2500
SPE x SPE
Não
1, 2
1
sim
2
2
Não
150, 300, 600
900, 1500, 2500
DIB-2
sim
2, 3
3
sim
4
sim
150, 300, 600
900, 1500, 2500
DIB-2
Sim 1
4
53
sim
1500, 2500
DIB-2
Sim 1
4
F
Suave
PTFE + 25% C
sim
150, 300
SPE x SPE
Não
2
OLHADINHA
sim
600, 900
1500, 2500
SPE x SPE
sim
2
G
PTFE + 25% C
sim
150, 300
DIB-2
sim
2, 3 2
OLHADINHA
sim
600, 900
1500, 2500
DIB-2
sim
2, 3 2
F
Metal
para
Metal
N/$
sim
150, 300, 600
900, 1500, 2500
SPE x SPE
Não
2
G
sim
150, 300, 600
900, 1500, 2500
DIB-2
sim
2, 3
você
sim
150, 300, 600
900, 1500, 2500
DIB-2
Sim 1
4
E3
sim
1500, 2500
DIB-2
Sim 1
4
1 DBB projetado para posição totalmente aberta e fechada. A válvula deve ser capaz de realizar o teste DBB em ambas as condições.
2 Válvulas de esfera com sede macia com VSL-3 não devem ser consideradas para uso em linhas de serviço de hidrocarbonetos.
3 Configurações de válvula usadas para aplicação HIPPS.
$ .7.1.6.5. RISING STEM B $ LL V $ LVES
A seguinte configuração básica deve ser considerada no projeto de válvulas de esfera de haste ascendente:
Página 31
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 35 de 83
Tabela $ 0,27 ± Configurações típicas para válvulas de esfera de haste ascendente
Config. #
Tipo de vedação
Inserção do assento
Testado de Fogo
Classe de Pressão
VSL
9
Metal para Metal
N/$
sim
600.900
2,3
$ .7.1.6.6. DUPLO B $ LL V $ LVES
Página 32
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 -
Página 36 de 83
Tabela $ 0,28 ± Configurações típicas para válvulas de esfera dupla até NPS 2
Config.
#
Selagem
modelo
Assento
Inserção do assento
Classe de Pressão
Stem Seal
Material
Incêndio
Testado
Fim
Conexão
VSL
Fugitivo
emissão
01
Suave
PTFE + 25% C
150, 300
Grupo B
sim
Flangeado
2
Não
OLHADINHA
600, 900, 1500, 2500
02
PTFE + 25% C
150, 300
Flangeado x
NPT
OLHADINHA
600, 900, 1500, 2500
03
PTFE + 25% C
150, 300
Grupo E
Flangeado
OLHADINHA
600, 900, 1500, 2500
04
PTFE + 25% C
150, 300
Flangeado x
NPT
OLHADINHA
600, 900, 1500, 2500
05
Metal
para
Metal
N/$
150, 300, 600
900, 1500, 2500
Grupo E
Flangeado
06
Flangeado x
NPT
07
Grupo F
Flangeado
08
Flangeado x
NPT
F1
Suave
PTFE + 25% C
150, 300
Grupo B
sim
Flangeado
2
sim
OLHADINHA
600, 900, 1500, 2500
F2
PTFE + 25% C
150, 300
Flangeado x
NPT
OLHADINHA
600, 900, 1500, 2500
F3
PTFE + 25% C
150, 300
Grupo E
Flangeado
OLHADINHA
600, 900, 1500, 2500
F4
PTFE + 25% C
150, 300
Flangeado x
NPT
OLHADINHA
600, 900, 1500, 2500
F5
Metal
para
Metal
N/$
150, 300, 600
900, 1500, 2500
Grupo E
Flangeado
F6
Flangeado x
NPT
F7
Grupo F
Flangeado
F8
Flangeado x
NPT
A.7.1.7. CONFIGURAÇÕES DE MATERIAIS
$ .7.1.7.1. STEM M $ TERI $ LS
A Tabela $ .29 apresenta os materiais padronizados para cada combinação de material e classe de pressão do
Página 33
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 37 de 83
válvula. Os materiais da haste listados aqui são considerados para criar um VDS específico.
$ materiais alternativos são apresentados quando aplicável. Seu uso deverá ser aprovado pela PETROBR $ S.
Tabela $ 0,29 - Materiais da haste de acordo com a classe de material e classe de pressão da válvula
Classe de Material
Classe de Pressão
Alternativo
Materiais
150
300
600
800
900
1500
2500
Aço carbono
$ STM $ 276 ou $ 479
(UNS S41000)
$ STM $ 564 Tipo
630 (UNS S17400)
$ STM $ 276 ou
$ 479 (UNS
S31803)
$ STM $ 276
(UNS S32760)
$ STM B637
(UNS N07718)
Baixo
Temperatura
Aço carbono
$ STM $ 276 ou $ 479 (UNS S31600)
$ STM $ 564 Tipo
630 H1150 (UNS
S17400)
$ STM $ 564 Tipo
630 H1150 (UNS
S17400)
$ STM $ 276 ou
$ 479 (UNS
S31803)
$ STM $ 276
(UNS S32760)
$ STM B637
(UNS N07718)
Aço carbono
com orgânico
Revestimento
(Onshore /
No mar)
$ STM $ 276 ou $ 479
(UNS S31803)
$ STM $ 276 ou
$ 479 (UNS
S31803)
$ STM $ 276 ou
$ 479
(UNS S32760)
$ STM B637
(UNS N07718)
Aço carbono
com $ lloy 625
sobreposição
(UNS N06625)
$ STM B637
(UNS N07718)
N/$
Aço inoxidável
$ STM $ 276 ou $ 479 (UNS S31600)
$ STM $ 564
Tipo 630 H1150
(UNS S17400) 1
$ STM $ 564 Tipo
630 H1150 (UNS
S17400)
$ STM B637
(UNS N07718)
Aço Duplex
$ STM $ 276 ou $ 479
(UNS S31803)
$ STM $ 276
(UNS S32760)
$ STM B637
(UNS N07718)
Hastelloy C276
(UNS N10276)
Super Duplex
Aço
$ STM $ 276 ou $ 479
(UNS S32760)
$ STM B637
(UNS N07718)
Hastelloy C276
(UNS N10276)
$ lloy Steel
($ STM $ 333
Gr.3)
$ STM B637
(UNS N07718)
N/$
Página 34
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 38 de 83
Classe de Material
Classe de Pressão
Alternativo
Materiais
150
300
600
800
900
1500
2500
$ lloy Steel
($ STM $ 333
Ótimo)
$ STM B637
(UNS N07718)
N/$
1 Sempre
que o Grupo E é considerado como material de sedes / vedações da haste em válvulas de esfera de metal com metal (devido à baixa temperatura
requisitos), deve ser usado $ STM B637 (UNS N07718).
$ .7.1.7.2. PRIMAVERA M $ TERI $ L
$ Todos os projetos de válvulas devem considerar o uso de $ lloy X750 (UNS N07750) como material de mola, a ser usado na
montagem do assento.
$ .7.1.7.3. MET $ LLIC CO $ TING
Sempre que especificado no VDS o uso de revestimento parcial, deve ser considerada a aplicação de acordo com:
Tabela $ 0,30 ± Especificação de revestimento metálico (revestimento parcial) para válvulas de esfera
Revestido Parcial
Aço inoxidável
($ ISI 316)
Sobreposição de solda
Válvulas com VSL = 2 cuja classe de material é aço carbono ou aço carbono de baixa temperatura
Nickel $ lloy
($ lloy 625)
Sobreposição de solda
Válvulas com VSL ≥3 e todas as válvulas com vedações (sedes / haste) usando o Grupo E.
Observação: aplicável apenas para válvulas com classes de material aço carbono, aço carbono de baixa temperatura ou
Aço inoxidável
Sempre que especificado no VDS parcial clad, será considerada a aplicação de CR $ (conforme Tabela
$ 0,30) em todas as áreas de vedação do corpo.
Sempre que especificado no VDS full clad, será considerada a aplicação de Níquel $ lloy ($ lloy 625) Weld
Sobreposição em todas as peças molhadas.
$ Todos os revestimentos metálicos devem atender aos requisitos específicos listados no item $ .8.2.1.
$ .7.1.7.4. H $ RD CO $ TING
Todos os projetos de válvulas de esfera macia devem considerar a aplicação de revestimento duro em sedes / esfera de acordo com:
Página 35
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 39 de 83
Tabela $ 0,31 ± Especificação de revestimento rígido em sedes / esfera em válvulas de esfera macia
VSL
Classe de Pressão
150
300
600
900
1500
2500
10.000
VSL-1
N/$
VSL-2
N/$
Carboneto de tungstênio
ou
Carboneto de cromo
VSL-3
N/$
Carboneto de tungstênio
ou
Carboneto de cromo
VSL-4
N/$
Todos os projetos de válvulas de esfera de metal com metal devem considerar o uso de revestimento rígido nas sedes / esfera de acordo com:
Tabela $ 0,32 ± Especificação de revestimento duro em sedes / esfera em válvulas de esfera metal-metal
VSL
Classe de Pressão
150
300
600
900
1500
2500
10.000
VSL-1
Cromo
Electroplate 1
Carboneto de tungstênio 2
ou
Carboneto de cromo
VSL-2
VSL-3
Carboneto de tungstênio 2 , carboneto de cromo 2 ou spray e fusível de cromo-níquel
VSL-4
1 Se
solicitado pelo fabricante, pode ser aceitável o uso de carboneto de tungstênio ou carboneto de cromo
Revestimento.
2 Para válvulas cuja temperatura máxima de projeto seja superior a 210ºC, só deve ser considerada a aplicação
de revestimento de cromo-níquel spray e fusível.
$ Todas as aplicações de revestimentos duros devem atender aos requisitos específicos listados no item $ .8.2.2.
$ .7.1.7.5. SOFT SE $ TED B $ LL V $ LVES
Tabela $ 0,33 ± Configurações típicas para válvulas de esfera com sede macia de acordo com a classe de material
Classe de Material
Pressão
Aula
Inserção do assento
Material
Corpo
Material 2
Bola / Assentos
Material 3
Aço carbono
150
300
PTFE + 25% C
$ STM $ 105
ou
$ STM $ 216 WCB
+
Parcial Clad 1
$ ISI 410
600
800
900
Devlon V- $ PI
$ ISI 410
OLHADINHA
$ ISI 410
+
Revestimento duro 3
1500
2500
OLHADINHA
$ ISI 410
+
Revestimento duro 3
Página 36
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 40 de 83
Baixo
Temperatura
Aço carbono
150
300
PTFE + 25% C
$ STM $ 350 LF2 Cl1
ou
$ STM $ 352 Gr.LCB
+
Parcial Clad 1
$ ISI 316
600
800
900
Devlon V- $ PI
$ ISI 316
OLHADINHA
$ ISI 316
+
Revestimento duro 3
1500
2500
OLHADINHA
$ ISI 316
+
Revestimento duro 3
Aço carbono
com
Revestimento Orgânico
(Onshore)
150
300
PTFE + 25% C
$ STM $ 105
ou
$ STM $ 216 WCB
$ STM $ 995 Gr.1b
600
900
Devlon V- $ PI
$ STM $ 995 Gr.1b
Aço carbono
com
Revestimento Orgânico
(No mar)
150
300
PTFE + 25% C
$ STM $ 105
ou
$ STM $ 216 WCB
UNS S31803
600
900
Devlon V- $ PI
UNS S31803
1500
OLHADINHA
UNS S31803
+
Revestimento duro 3
Aço inoxidável
150
300
PTFE + 25% C
$ STM $ 182 Gr. F316
ou
$ STM $ 351 Gr. CF8M
+
Parcial Clad 1
$ ISI 316
600
800
900
Devlon V- $ PI
$ ISI 316
OLHADINHA
$ ISI 316
+
Revestimento duro 3
1500
2500
OLHADINHA
$ ISI 316
+
Revestimento duro 3
Aço Duplex
150
300
PTFE + 25% C
$ STM $ 182 Gr. F51
ou
$ STM $ 995 Gr. 4a
ou
$ STM $ 995 Gr. 1b
(apenas em terra)
UNS S31803
600
800
900
Devlon V- $ PI
UNS S31803
OLHADINHA
UNS S31803
+
Revestimento duro 3
1500
2500
OLHADINHA
UNS S31803
+
Revestimento duro 3
Super Duplex
Aço
150
300
PTFE + 25% C
$ STM $ 182 Gr. F55
ou
$ STM $ 995 Gr 6a
UNS S32760
600
800
Devlon V- $ PI
UNS S32760
Página 37
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 41 de 83
900
OLHADINHA
UNS S32760
+
Revestimento duro 3
1500
2500
OLHADINHA
UNS S32760
+
Revestimento duro 3
$ lloy Steel
($ STM $ 333
Gr.3)
600
800
900
OLHADINHA
$ STM $ 350 Gr. LF3
ou
$ STM $ 352 Gr. LF3
UNS N06625
+
Revestimento duro 3
$ lloy Steel
($ STM $ 333
Ótimo)
2500
OLHADINHA
$ STM $ 522 Tipo I
$ STM $ 522 Tipo I
+
Revestimento duro 3
1 O revestimento parcial pode ser solicitado no VDS e deve estar de acordo com a Tabela $ .30.
2 O uso de forjamento ou fundição deve estar de acordo com a classificação VSL. Para válvulas com NPS <2, deve ser
considerado apenas o uso de material de forjamento.
3 Os revestimentos duros podem ser solicitados no VDS e devem ser aplicados de acordo com a Tabela $ .31.
$ .7.1.7.6. MET $ L SE $ TED B $ LL V $ LVES
Tabela $ 0,34 ± Configurações típicas para válvulas de esfera com sede metal-metal de acordo com a classe de material
Classe de Material Classe de Pressão
Material do corpo 1, 2
Material de bola / assentos 3
Aço carbono
150
300
600
800
900
1500
2500
10000psi
$ STM $ 105
ou
$ STM $ 216 WCB
+
Parcial Clad 1
$ ISI 410
+
Revestimento duro 3
Baixo
Temperatura
Aço carbono
$ STM $ 350 LF2 Cl1
ou
$ STM $ 352 Gr.LCB
+
Parcial Clad 1
$ ISI 316
+
Revestimento duro 3
Aço inoxidável
$ STM $ 182 Gr. F316L
ou
$ STM $ 351 Gr. CF8M
+
Parcial Clad 1
$ ISI 316
+
Revestimento duro 3
Aço Duplex
$ STM $ 182 Gr. F51
ou
$ STM $ 995 Gr 4 $
UNS S31803
+
Revestimento duro 3
Super Duplex
Aço
$ STM $ 182 Gr. F55
ou
$ STM $ 995 Gr 6 $
UNS S32760
+
Revestimento duro 3
Página 38
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 42 de 83
Classe de Material Classe de Pressão
Material do corpo 1, 2
Material de bola / assentos 3
$ lloy Steel
($ STM $ 333
Gr.3)
600
800
900
$ STM $ 350 Gr. LF3
ou
$ STM $ 352 Gr. LF3
UNS N06625
+
Revestimento duro 3
$ lloy Steel
($ STM $ 333
Ótimo)
2500
10000psi
$ STM $ 522 Tipo I
$ STM $ 522 Tipo I
+
Revestimento duro 3
1 O revestimento parcial pode ser solicitado no VDS e deve estar de acordo com a Tabela $ .30.
2 O uso de forjamento ou fundição deve estar de acordo com a classificação VSL. Para válvulas com NPS <
2, Será considerado apenas o uso de material de forjamento.
3 Os revestimentos duros podem ser solicitados no VDS e devem ser aplicados de acordo com a Tabela $ .31.
A.7.1.8. VÁLVULAS DE ESFERA DE ACORDO COM IOGP S-562
$ .7.1.8.1. As válvulas de esfera incluídas no escopo de S-562 devem estar em conformidade com S-562, este $ nnex e seguintes
requisitos / modificações.
$ .7.1.8.2. A validação do projeto deve ser conforme exigido pela Tabela $ .3.
$ .7.1.8.3. A fabricação do processo para materiais do corpo deve estar de acordo com a Tabela $ .7.
$ .7.1.8.4. A Tabela J.3 de S-562, sequência 7, deve ser lida como: Teste de sede pneumática de baixa pressão de 5 psi a 14,5 psi (0,34
bar a 1 bar) por H.3.2 Tipo I.
$ .7.1.8.5. Para serviços de fluidos, como hidrocarbonetos aromáticos, vapor, metanol, aminas, álcalis fortes e alguns Freons,
A Tabela $ .21 e a Tabela $ .22 devem ser usadas como referência para a seleção do material de vedação adequado.
$ .7.1.8.6. Para classes 150 a 600, todos os tamanhos, e para classes 900 a 2500, tamanhos NPS 8 (DN 200), respiros e drenos devem
tem vedação dupla (externo axial e interno radial) roscas paralelas com anel de travamento. Durante o afrouxamento da conexão, o
A configuração do projeto deve garantir que a pressão seja aliviada da vedação interna sem desengate da rosca.
$ .7.1.8.7. NDE, testes e documentação de cada válvula devem estar de acordo com $ .7.1.8.7.1 a $ .7.1.8.7.4.
As válvulas VSL-1 devem atender aos requisitos S-562 QSL-1.
As válvulas VSL-2 devem cumprir os requisitos S-562 QSL-2 ou QSL-2G conforme aplicável.
As válvulas VSL-3 devem estar em conformidade com os requisitos S-562 QSL-3 ou QSL-3G conforme aplicável.
As válvulas VSL-4 devem atender aos requisitos S-562 QSL-4.
$ .7.1.8.8. As válvulas SDV, BDV, XV e $ DV devem ser testadas contra fogo. Para outras válvulas, o projeto certificado de teste de tipo de fogo
deve ser
exigido de acordo com as premissas do projeto.
A.7.2. VÁLVULA DE GAVETA
A.7.2.1. REQUISITOS DE CONCEPÇÃO
$ .7.2.1.1. Deve ser considerado um projeto com sede Metal-a-Metal para todos os tipos de válvula gaveta. As válvulas de gaveta em expansão
podem
tem um inserto não metálico adicional.
$ .7.2.1.2. Sempre que especificado no VDS, o fabricante deve atender aos requisitos de revestimento, como o metálico
revestimento, revestimento rígido e / ou revestimento orgânico especificado para algumas peças e superfícies de vedação, como no corpo, castelo,
portão, bancos, etc. Neste caso, o fabricante deve atender aos requisitos aplicáveis listados no item $ .8.2.
Página 39
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 43 de 83
$ .7.2.1.3. Válvulas de gaveta, com extremidades flangeadas ou soldadas de topo, devem ter dimensões face a face de acordo com $ SME B16.10.
$ .7.2.1.4. As conexões finais devem estar de acordo com:
a) Extremidades flangeadas: de acordo com $ SME B16.5 até DN 600 (NPS 24) para $ SME classes 150 a 1500 e até DN
300 (NPS 12) para a classe 2500; de acordo com a ISO 27509 para DN 400 (NPS 14) a NPS 600 (NPS 24) na classe $ SME
2500; de acordo com $ SME B16.47 Series $ de DN 650 (NPS 26) até DN 1500 (NPS 60) por $ SME Classes
150 a 600 e de DN 650 (NPS 26) até DN 1200 (NPS 48) por $ SME classe 900.
b) Extremidades aparafusadas: conforme $ SME B1.20.1 NPT;
c) Solda de topo: de acordo com $ SME B16.25;
d) Solda de encaixe: de acordo com $ SME B16.11.
$ .7.2.1.5. O projeto das guias da comporta e do corpo deve ser otimizado no que diz respeito aos chanfros, folgas e usinagem
para garantir que as válvulas operem suavemente durante a operação sem travamento automático, apreensão, desgaste interno ou efeitos de
escoriação no
ausência de qualquer forma de lubrificação.
$ .7.2.1.6. Caso o projeto de uma válvula gaveta considere o uso de portas de drenagem e ventilação, os plugues devem ser especificados
considerando o alerta dado no item $ .6.1.1.10.
$ .7.2.1.7. Até e incluindo DN 40 (NPS 1 ½), a válvula deve ser fornecida com uma cunha sólida.
A.7.2.2. DESIGN STANDARD
$ .7.2.2.1. Os seguintes padrões devem ser considerados para o projeto de válvulas gaveta:
Tabela $ 0,35 ± Padrões de projeto para válvulas de gaveta
Descrição
Corpo / Material de Fechamento
Forjamento
Forjamento ou Fundição
Solda de soquete
Solda de topo
Mesa
Mesa
DN
(NPS)
15 até 40
(1/2 até 1 1/2)
25 a 40
(1 a 1 1/2)
46 a 346
(1 13/16 até 13 5/8)
50 a 600
(2 a 42)
50 a 400
(2 a 24)
50 a 300
(2 a 12)
Aula
800 e 1500
2500
10.000 psi
150 e 300
600 a 1500
2 500
Padrão
$ PI 602
$ SME
B16.34 LTD
$ PI 6 $
$ PI 600 ou $ PI 603 / IOGP S-611 a
a $ s aplicável. Veja também $ .7.2.5
A.7.2.3. SELOS NÃO METÁLICOS
$ .7.2.3.1. $ todas as vedações não metálicas devem ser adequadas para as condições de pressão, temperatura e serviço especificadas nas
VDS.
$ .7.2.3.2. O fabricante da válvula deve garantir junto com seu (s) fornecedor (es) de vedações o material necessário
requisitos para as vedações não metálicas, a fim de garantir que o sistema de vedação projetado funcione corretamente durante o
toda a vida útil da válvula.
$ .7.2.3.3. Para válvulas de gaveta de cunha sólida, o projeto deve considerar o uso de juntas feitas de grafite flexível com
Página 40
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 44 de 83
fio inconel para a vedação da haste.
$ .7.2.3.4. O projeto de uma válvula gaveta em placa deve considerar o uso de vedações não metálicas, montadas em sedes e haste,
de acordo com os materiais especificados no VDS.
A.7.2.4. CONFIGURAÇÕES TÍPICAS
$ .7.2.4.1. Este item apresenta configurações típicas para válvulas gaveta, como resultado de combinações de materiais e características.
As configurações a seguir são consideradas para criar um VDS específico.
$ .7.2.4.2. O referido número da configuração típica de uma válvula gaveta, mostrado na primeira coluna da Tabela $ .36,
A Tabela $ .37 e a Tabela $ .38, devem ser consideradas como parte do código da válvula, de acordo com o item $ .11.5.
$ .7.2.4.3. CONFIGURAÇÃO DE TRIM M $ TERI $ L PARA CUNHA SÓLIDA G $ TE V $ LVES
Tabela $ 0,36 ± configuração de material TRIM para válvulas de gaveta de cunha sólida
Material
Aula
Material do corpo
API 600 TRIM
Número
Material do portão
Material do assento
Material da Haste
Carbono
Aço
$ STM $ 105
ou
$ STM $ 216 Gr. WCB
Corte Número 8
($ PI 600/602)
$ ISI 410
Stelita
(Co-Cr $ lloy)
$ STM $ 276
(UNS S41000)
$ STM $ 105
ou
$ STM $ 216 Gr. WCB
Corte Número 5
($ PI 600/602)
Stelita
(Co-Cr $ lloy)
Stelita
(Co-Cr $ lloy)
$ STM $ 276
(UNS S41000)
$ STM $ 350 LF2 Cl 1
ou
$ STM $ 352 Gr. LCB
Corte Número 16
($ PI 600/602)
$ ISI 316
Stelita
(Co-Cr $ lloy)
$ STM $ 276
(UNS S31803)
$ STM $ 105
ou
$ STM $ 216 Gr. WCB
+
Revestimento Orgânico
$ STM $ 995 Gr. 1b $ STM $ 995 Gr. 1b
$ STM $ 276
(UNS S32550)
$ STM $ 995 Gr. 4a $ STM $ 995 Gr. 4a
$ STM $ 276
(UNS S31803)
Inoxidável
Aço
$ STM $ 182 Gr. F316
ou
$ STM $ 351 Gr.
CF8M
Corte Número 16
($ PI 600/602)
$ ISI 316
Stelita
(Co-Cr $ lloy)
$ 276 316 / 316L
Aço Duplex
$ STM $ 182 F51
ou
$ STM $ 995 Gr. 4a
UNS S31803
UNS S31803
$ STM $ 276
(UNS S31803)
$ STM $ 182 F55
ou
$ STM $ 995 Gr. 6a
UNS S32760
UNS S32760
$ STM $ 276
(UNS S32760)
Nickel $ lloy
$ STM B564
(UNS N06625)
$ STM B564
(UNS N06625)
$ STM B564
(UNS N06625)
$ STM B637
(UNS N07718)
Incomum
Materiais
Bronze
$ STM B61
(UNS C92200)
$ STM B61
(UNS C92200)
$ STM B61
(UNS C92200)
$ STM B61
(UNS C92200)
Página 41
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 45 de 83
Material
Aula
Material do corpo
API 600 TRIM
Número
Material do portão
Material do assento
Material da Haste
Ferro cinzento
$ STM $ 126 Cl. B
$ STM B62
(UNS C83600)
$ STM B62
(UNS C83600)
$ STM B62
(UNS C83600)
Nickel $ luminum
Bronze
$ STM B148
(UNS C95800)
$ STM B148
(UNS C95800)
$ STM B148
(UNS C95800)
$ STM B150
(UNS C63200)
$ .7.2.4.4. TIPO OBTUR $ TOR
Tabela $ 0,37 ± Tipo de obturador para válvulas de gaveta
Tipo obturador
0
Cunha sólida
1
Portão de laje
2
Portão de expansão
$ .7.2.4.5. DESIGN TRIM
Tabela $ .38 ± seleção TRIM
Design TRIM
1
TRIM padrão
2
$ lternative TRIM
3
TRIM especial
A.7.2.5. VÁLVULAS DE GATE DE ACORDO COM IOGP S-611
$ .7.2.5.1. As válvulas de gaveta incluídas no escopo de S-611 devem estar em conformidade com S-611 e os seguintes requisitos / modificações.
$ .7.2.5.2. A validação do projeto deve ser conforme exigido pela Tabela $ .3.
$ .7.2.5.3. A fabricação do processo para materiais do corpo deve estar de acordo com a Tabela $ .7.
$ .7.2.5.4. O primeiro parágrafo do item H.3.5 de S-611 deve ser lido como: as válvulas devem ser testadas com efeito de impulso final de pressão
total
para verificar a eficácia das cunhas corporais e estanqueidade de acordo com a tabela H.5. O teste deve ser realizado com fluxo horizontal
furo e haste horizontal para demonstrar conformidade com 5.6.3 / 5.6.5 ($ PI 600 / $ PIi 603). Para esta válvula selecionada de
A Tabela H.5, teste funcional de acordo com H.3.6.2, exceto a etapa (a) (2), deve ser realizada em cinco ciclos.
$ .7.2.5.5. NDE, testes e documentação de cada válvula devem estar de acordo com $ .7.2.5.5.1 a $ .7.2.5.5.4.
$ .7.2.5.5.1. As válvulas VSL-1 devem atender aos requisitos s-611 QSL-1;
$ .7.2.5.5.2. As válvulas VSL-2 devem cumprir os requisitos s-611 QSL-2 ou QSL-2G conforme aplicável;
$ .7.2.5.5.3. As válvulas VSL-3 devem cumprir os requisitos s-611 QSL-3 ou QSL-3G conforme aplicável;
$ .7.2.5.5.4. As válvulas VSL-4 devem cumprir os requisitos s-611 QSL-4.
A.7.3. VÁLVULA DE RETENÇÃO
A.7.3.1. REQUISITOS DE CONCEPÇÃO
$ .7.3.1.1. Válvulas de retenção, com extremidades flangeadas ou soldadas de topo, devem ter dimensões face a face de acordo com $ SME B16.10.
$ .7.3.1.2. As conexões finais devem estar de acordo com:
Página 42
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 46 de 83
a) Extremidades flangeadas: de acordo com $ SME B16.5 até DN 600 (NPS 24) para $ SME classes 150 a 1500 e até DN
300 (NPS 12) para a classe 2500; de acordo com $ SME B16.47 Series $ de DN 650 (NPS 26) até 1500 (NPS 60)
por $ SME Classes 150 a 600, e de DN 650 (NPS 26) até DN 1200 (NPS 48) por $ SME Class 900;
de acordo com a ISO 27509 para DN 350 (NPS 14) até DN 500 (NPS 24) para $ SME Classe 2500.
b) Extremidades aparafusadas: conforme $ SME B1.20.1 NPT;
c) Solda de topo: de acordo com $ SME B16.25;
d) Solda de encaixe: de acordo com $ SME B16.11.
$ .7.3.1.3. Para outros materiais não especificados no VDS, como parafusos, porcas, arruelas e pinos de travamento, deve ser considerado
a utilização de materiais com resistência à corrosão semelhante aos materiais indicados para os internos.
$ .7.3.1.4. Sempre que especificado no VDS, o fabricante deve atender ao revestimento, como revestimento metálico, rígido
revestimento e / ou revestimento orgânico especificado para algumas peças e superfícies de vedação. Neste caso, o fabricante deve atender
os requisitos aplicáveis listados no item $ .8.2.
$ .7.3.1.5. Caso o projeto de uma válvula de retenção considere o uso de portas de drenagem e ventilação, os plugues devem ser especificados
considerando o alerta dado no item $ .6.1.1.10.
A.7.3.2. DESIGN STANDARD
$ .7.3.2.1. Os seguintes padrões devem ser aplicados ao projeto de válvulas de retenção:
Tabela $ 0,39 ± Padrões de projeto para válvulas de retenção
Descrição
Corpo / Material de Fechamento
Casting
Forjamento
Forjamento
Forjamento ou Fundição
Forjamento
Flangeado ou
Fim aparafusado
Flangeado ou
Solda de soquete
Bunda
Soldagem
Flangeado, wafer e lug
Flangeado
DN
(NPS)
15 até 40
(1/2 até 1 1/2)
15 até 40
(1/2 até 1 1/2)
25 a 40
(1 a 1 1/2)
50 a 1200
(2 a 48)
50 a 1050
(2 a 42)
50 a 600
(2 a 24)
50 a 300
(2 a 12)
50 a 254
(2 a 10)
Aula
150, 200
800 e 1500
2500
150 e 300
600
900 e 1500
2500
10.000 psi
Padrão
MSS SP-80
$ PI 602
$ SME
B16.34 LTD
$ PI 594, $ PI 6D
$ PI 6 $
A.7.3.3. SELOS NÃO METÁLICOS
$ .7.3.3.1. Para o projeto de válvula de retenção de placa dupla com sede macia, o VDS contém a indicação sobre o não metálico
material do grupo que deve ser considerado no projeto da válvula, neste caso:
- Grupo $ ± Terpolímero de VF2, HFP e TFE com teor de flúor de ~ 67 - 70% ou HNBR com% $ CN entre 36
e 40%. Por exemplo: Viton B (DuPont), Technoflon TN (Solvay Solexis);
Página 43
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 47 de 83
Tabela $ 0,40 ± Materiais do grupo de vedação para válvula de retenção de placa dupla com sede macia
Focas
Grupo
Aplicativo
Operativo
Temp. 1
Projeto
Temp. 2
Focas
Materiais
Focas
Projeto
RGD
Adequado para
Grupo
Restrições
Min.
(° C)
Máx.
(° C)
Min.
(° C)
Máx.
(° C)
grupo A
Normal
Temperatura
0
+150
0
+170
HNBR
FKM Tipo 2
Anel-O
Polypak
Junta
Não
Utilidade de água,
Doce
hidrocarboneto e
Produtos químicos
$ mines, Steam,
$ romatic
hidrocarbonetos 3
1 Faixa
de temperatura considerada para serviço contínuo sem reduzir a vida econômica das vedações ou sua capacidade de vedação.
faixa de temperatura considerou se as vedações podem ser expostas por um curto período de tempo (pico de temperatura transiente),
em estado estático (sem operação), com possível vazamento, mas sem danificar permanentemente o sistema de vedação.
3 Fluxos de hidrocarbonetos contendo mais de 25% de aromáticos.
2A
A.7.3.4. CONFIGURAÇÕES TÍPICAS
$ .7.3.4.1. Este item apresenta configurações típicas para válvulas de retenção, como resultado de combinações de materiais e
funcionalidades. As configurações a seguir são consideradas para criar um VDS específico.
$ .7.3.4.2. O referido número da configuração típica de uma válvula de retenção, mostrado na primeira coluna da Tabela $ 0,41,
A Tabela $ .42 e a Tabela $ .43, devem ser consideradas como parte do código da válvula, de acordo com o item $ .11.5.
$ .7.3.4.3. TRIM M $ TERI $ L $ CCORDING PARA M $ TERI $ L CL $ SS
Tabela $ 0,41 ± material TRIM de acordo com a classe de material
Classe de Material
Material do corpo
Vedação Suave
Vedação de metal com metal
TRIM primário
TRIM primário ¹
TRIM secundário ²
Aço carbono
$ STM $ 105
ou
$ STM $ 216 WCB
Corte Número 1
($ PI 594)
Corte Número 8
($ PI 594)
Corte Número 5
($ PI 594)
Temperatura baixa
Aço carbono
$ STM $ 350 LF2 Cl.1
ou
$ STM $ 352 LCB
Trim Número 10
($ PI 594)
Trim Número 12
($ PI 594)
N/$
Aço inoxidável
$ STM $ 182 F316
ou
$ STM $ 351 CF8M
Trim Número 10
($ PI 594)
Trim Número 12
($ PI 594)
N/$
Aço Duplex
(Onshore)
$ STM $ 995 Gr. 1b
$ STM $ 995 Gr. 1b
N/$
N/$
Aço Duplex
(No mar)
$ STM $ 182 F51
ou
$ STM $ 995 Gr. 4a
$ STM $ 182 F51
ou
$ STM $ 995 Gr. 4a
$ STM $ 182 F51
ou
$ STM $ 995 Gr. 4a
N/$
Superduplex Steel
$ STM $ 182 F55
ou
$ STM $ 995 Gr. 6a
$ STM $ 182 F55
ou
$ STM $ 995 Gr. 6a
$ STM $ 182 F55
ou
$ STM $ 995 Gr. 6a
N/$
Página 44
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 48 de 83
Classe de Material
Material do corpo
Vedação Suave
Vedação de metal com metal
TRIM primário
TRIM primário ¹
TRIM secundário ²
$ lloy Steel
($ STM $ 333 Gr.3)
$ STM $ 350 LF3
ou
$ STM $ 352 LF3
+
$ lloy 625
(UNS N06625)
N/$
$ STM $ 350 LF3
+
$ lloy 625
(UNS N06625)
N/$
$ lloy Steel
($ STM $ 333 Gr.8)
$ STM $ 522 Tipo I
N/$
$ STM $ 522 Tipo I
N/$
$ lloy Steel
($ STM $ 333 Gr.8)
com base de níquel
revestimento de liga
$ STM $ 522 Tipo I
+
$ lloy 625
(UNS N06625)
N/$
$ STM $ 522 Tipo I
+
$ lloy 625
(UNS N06625)
N/$
Nickel $ luminum
Bronze
$ STM B148
(UNS C95800)
$ STM B148
(UNS C95800)
N/$
N/$
Ferro cinzento
$ STM $ 126 Cl B
TRIM $$
($ PI 594)
N/$
N/$
$ .7.3.4.4. TIPO OBTUR $ TOR
Tabela $ 0,42 ± Tipo de obturador para válvulas de retenção
Config.
#
Modelo
0
Pistão
1
Placa dupla
2
Balanço
3
$ xial non-slam
4
Bola
$ .7.3.4.5. SELEÇÃO DE TRIM
Tabela $ 0,43 ± seleção TRIM
Config.
#
Modelo
Construção da carroceria
1
TRIM primário (suave)
Bolacha
2
TRIM primário (Metal x Metal)
Bolacha
3
TRIM secundário (Metal x Metal)
Bolacha
4
$ lternative TRIM
Bolacha
5
TRIM primário (Metal x Metal)
Padrão Curto com Flange Dupla
A.7.4. VÁLVULA GLOBAL
A.7.4.1. REQUISITOS DE CONCEPÇÃO
$ .7.4.1.1. Deve ser considerado um projeto com sede de metal com metal para todos os tipos de válvula globo.
$ .7.4.1.2. Sempre que especificado no VDS, o fabricante deve atender aos requisitos de revestimento, como o metálico
revestimento, revestimento duro e / ou revestimento orgânico especificado para algumas peças e superfícies de vedação, como no corpo, etc.
neste caso, o fabricante deve atender aos requisitos aplicáveis listados no item $ .8.2.
Página 45
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 49 de 83
$ .7.4.1.3. Válvulas globo, com extremidades flangeadas ou soldadas de topo, devem ter dimensões face a face de acordo com $ SME B16.10.
$ .7.4.1.4. As conexões finais devem estar de acordo com:
a) Extremidades flangeadas: $ ccording $ SME B16.5 até DN 600 (NPS 24) para $ SME classes 150, 300, 600 e 900,
de acordo com $ SME B16.47 Series $ de DN 650 até DN 1500 (NPS 26-60) para e de DN 650 até DN
1200 (NPS 26-48) por $ SME classe 900.
b) Extremidades aparafusadas: conforme $ SME B1.20.1 NPT;
c) Solda de topo: de acordo com $ SME B16.25;
d) Soquete de solda: de acordo com $ SME B16.11
A.7.4.2. DESIGN STANDARD
$ .7.4.2.1. Os seguintes padrões devem ser aplicados ao projeto de válvulas globo:
Tabela $ 0,44 ± Padrões de projeto para válvulas globo
Descrição
Corpo / Material de Fechamento
Forjamento
Fundição ou Forjamento
Socket Weld
Solda de topo
Mesa
DN a
(NPS)
15 até 40
(1/2 até 1 1/2)
25 a 40
(1 a 1 1/2)
50 a 400
(2 a 16)
Aula
800 e 1500
2500
150 a 2500
Padrão
$ PI 602
$ SME B16.34 LTD
BS 1873 ou $ PI 623
a DN = Diâmetro nominal, em milímetros (mm).
A.7.4.3. CONFIGURAÇÕES TÍPICAS
$ .7.4.3.1. Este item apresenta configurações típicas para válvulas globo, como resultado de combinações de materiais e
funcionalidades. As configurações a seguir são consideradas para criar um VDS específico.
$ .7.4.3.2. O referido número da configuração típica de uma válvula globo, mostrado na primeira coluna da Tabela $ 0,45
e a Tabela $ .46, deve ser considerada como parte do código da válvula, de acordo com o item $ .11.5.
$ .7.4.3.3. TRIM M $ TERI $ L CL $ SS CONFIGUR $ TION
Tabela $ 0,45 ± configuração de classe de material TRIM para válvulas globo
Classe de Material
Material do corpo
Vedação de metal com metal
TRIM primário ¹
TRIM secundário
Aço carbono
$ STM $ 105
ou
$ STM $ 216 WCB
CR13 e HF
(BS 1873)
HF
(BS 1873)
Aço carbono
com revestimento orgânico
$ STM $ 105
ou
$ STM $ 216 WCB
$ STM $ 995 Gr. 4a
$ STM $ 995 Gr 1b
Temperatura baixa
Aço carbono
$ STM $ 350 LF6 Cl.1
ou
$ STM $ 352 LCB
$ ISI 316 + Stellite
N/$
Aço inoxidável
$ STM $ 182 F316L
ou
$ ISI 316 + Stellite
N/$
Página 46
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 50 de 83
Classe de Material
Material do corpo
Vedação de metal com metal
TRIM primário ¹
TRIM secundário
$ STM $ 351 CF8M
Aço Duplex
$ STM $ 182 F51
ou
$ STM $ 995 Gr. 4a
$ STM $ 182 F51
ou
$ STM $ 995 Gr. 4a
N/$
Super duplex Steel
$ STM $ 182 F55
ou
$ STM $ 995 Gr. 6a
$ STM $ 182 F55
ou
$ STM $ 995 Gr. 6a
N/$
$ lloy Steel
($ STM $ 333 Gr.3)
$ STM $ 350 LF3
ou
$ STM $ 352 LF3
$ STM $ 350 LF3
N/$
$ lloy Steel
($ STM $ 333 Gr.8)
$ STM $ 522 Tipo I
$ STM $ 522 Tipo I
N/$
Nickel $ luminum
Bronze
$ STM B148
(UNS C95800)
N$B
(BS 1873)
N/$
$ .7.4.3.4. TIPO OBTUR $ TOR
Tabela $ 0,46 ± Tipo de obturador para válvulas globo
Config.
#
Modelo
0
Disco chanfrado
1
$ ngular
A.7.5. VÁLVULA BORBOLETA
A.7.5.1. REQUISITOS DE CONCEPÇÃO
$ .7.5.1.1. Devem ser considerados os seguintes tipos de válvulas borboleta: Categoria $ (concêntrica), Categoria B (Dupla
deslocamento) e categoria B (deslocamento triplo).
$ .7.5.1.2. $ Todas as válvulas borboleta categoria B com deslocamento duplo devem considerar um projeto de sede macia.
$ .7.5.1.3. $ Todas as válvulas borboleta categoria B com deslocamento triplo devem considerar um projeto com sede de metal com metal.
$ .7.5.1.4. Sempre que especificado no VDS, o fabricante deve atender aos requisitos de revestimento, como o metálico
revestimento e / ou revestimento rígido especificado para algumas peças e superfícies de vedação, como no corpo ou disco. Neste caso, o
o fabricante deve atender aos requisitos aplicáveis listados nos itens $ .7.5.4.3 e $ .8.2.
$ .7.5.1.5. As válvulas borboleta e seus atuadores devem ser projetados e testados considerando a pressão diferencial máxima
igual à classificação de pressão máxima da classe de flange associada.
A.7.5.2. DESIGN STANDARD
$ .7.5.2.1. Os seguintes padrões devem ser aplicados ao projeto de válvulas borboleta:
Página 47
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 51 de 83
Tabela $ 0,47 ± Padrões de projeto para válvulas borboleta
Descrição
Corpo / Material de Fechamento
Categoria A
Categoria B
Concêntrico
Deslocamento duplo
Deslocamento triplo
Wafer ou Lug
Wafer ou Lug
Flangeado (padrão curto)
Flangeado (padrão curto)
Ferro dúctil
Forjamento ou Fundição
Forjamento ou Fundição
DN a
(NPS)
50 a 1200
(2 a 48)
50 a 600
(3 a 24)
50 a 1200
(3 a 48)
50 a 600
(3 a 24)
50 a 1200
(2 a 48)
50 a 600
(2 a 24)
Aula
Trabalho Máximo
Pressão (MWP)
150 a 600
150 a 300
600
150 a 300
600
Padrão
$ PI 609
a DN = Diâmetro nominal, em milímetros (mm).
A.7.5.3. SELOS NÃO METÁLICOS
$ .7.5.3.1. Para o projeto de sedes / vedações de haste, em válvulas borboleta Categoria $ ou B, os seguintes materiais devem ser
considerado:
Tabela $ 0,48 ± Materiais não metálicos para projeto de sedes / vedação da haste
Modelo
Material
Mínimo
Temp. (ºC)
Máximo
Temp. (ºC)
Categoria $
NBR
-10
+80
Categoria B (deslocamento duplo)
RPTFE
-46
+260
Categoria B (deslocamento triplo)
Grafite
-240
+550
Nota: Os valores de temperatura listados na Tabela $ 0,48 representam os limites de uso do material não metálico em uma válvula borboleta
Projeto.
A.7.5.4. CONFIGURAÇÃO DE MATERIAL
$ .7.5.4.1. C $ TEGORY B (TRIPLE OFFSET) CONFIGUR $ TION
$ .7.5.4.2. Para o projeto de válvulas borboleta categoria B (deslocamento triplo), pode ser considerada uma das seguintes
configurações:
Página 48
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 52 de 83
(a) Anel de vedação fixado ao corpo e revestimento rígido no disco
(b) Anel de vedação fixado ao disco e revestimento rígido no corpo
Figura $ 0,10 ± Ilustração de configurações típicas de assento de categoria B (deslocamento triplo)
$ .7.5.4.3. MET $ LLIC CO $ TING
Sempre que $ ISI 410 for considerado como material de disco para válvulas borboleta categoria B, deve ser aplicado ENP
revestimento na superfície de vedação do disco.
Em válvulas borboleta de deslocamento triplo (categoria B), deve ser aplicado revestimento metálico na superfície de vedação (disco ou
corpo, dependendo da configuração, conforme descrito na Figura $ 0,10). Neste caso, o uso de solda Cobalto-Cromo (Co-Cr)
overlay ou ENP são aceitáveis.
$ Todas as aplicações de revestimentos metálicos devem atender aos requisitos específicos listados no item $ .8.2.1.
A.7.5.5. CONFIGURAÇÕES TÍPICAS
$ .7.5.5.1. M $ TERI $ L CL $ SS CONFIGUR $ TION
Tabela $ 0,49 ± Configuração de classe de material para válvulas borboleta
(veja a próxima página)
Página 49
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 53 de 83
Tabela $ 0,49 ± Configuração de classe de material para válvulas borboleta
Material
Aula
Material do corpo
Modelo
Disco
Material
Assentos 1
Tronco
Anel de vedação
Carbono
Aço
$ STM $ 105
ou
$ STM $ 216 Gr. WCB
Categoria B
(Deslocamento duplo)
$ ISI 410
+
ENP
RPTFE
$ STM $ 276
(UNS S41000)
N/$
Categoria B
(Compensação Tripla)
$ ISI 316
$ ISI 316
+
Revestimento duro
$ STM $ 564
Digite 630
(UNS S17400)
Grafite laminado
com $ ISI 316
Ferro dúctil
$ STM $ 536
Gr 65-45-12
Categoria $
(Concêntrico)
$ STM B148
(UNS C95800)
NBR
$ STM B865
(UNS N05500)
N/$
$ STM $ 536
Gr 65-45-12
+
P $ Coating
NBR
$ STM $ 276
(UNS S41000)
N/$
$ STM $ 536
Gr 65-45-12
+
P $ Coating
NBR
$ STM $ 276
(UNS S31803)
N/$
Baixo
Temperatura
Carbono
Aço
$ STM $ 352 Gr. LCB
Categoria B
(Compensação Tripla)
$ ISI 316
$ ISI 316
+
Revestimento duro
$ STM $ 564
Tipo 630 H1150
(UNS S17400)
Grafite laminado
com $ ISI 316
Inoxidável
Aço
$ STM $ 351 CF8M
Categoria B
(Deslocamento duplo)
$ ISI 316
RPTFE
$ STM $ 564
Tipo 630 H1150
(UNS S17400)
Grafite laminado
com $ ISI 316
Aço Duplex
$ STM $ 995 Gr. 4a
Categoria B
(Deslocamento duplo)
Duplex
(UNS S31803)
RPTFE
$ STM $ 276
(UNS S31803)
N/$
Categoria B
(Compensação Tripla)
Duplex
(UNS S31803)
Duplex
(UNS S31803)
+
Revestimento duro
$ STM $ 276
(UNS S31803)
Grafite laminado com
Duplex (UNS S31803)
Super
aço duplex
$ STM $ 995 Gr. 6a
Categoria B
(Deslocamento duplo)
Super duplex
(UNS S32760)
RPTFE
$ STM $ 276
(UNS S32760)
N/$
Categoria B
(Compensação Tripla)
Super duplex
(UNS S32760)
Super duplex
(UNS S32760)
+
Revestimento duro
$ STM $ 276
(UNS S32760)
Grafite laminado com
Super duplex (UNS S32760)
Níquel
$ luminum
Bronze
$ STM B148
(UNS C95800)
Categoria B
(Deslocamento duplo)
$ STM B148
(UNS C95800)
RPTFE
$ STM B865
(UNS N05500)
N/$
Categoria B
(Compensação Tripla)
$ STM B148
(UNS C95800)
$ STM B148
(UNS C95800)
+
Revestimento duro
$ STM B574
(UNS N10276)
Grafite laminado com
Hastelloy (UNS N10276)
1
Para todas as válvulas borboleta de deslocamento triplo (categoria B), o VDS levou em consideração a configuração típica “(a) Anel de vedação fixado ao
corpo
& revestimento duro no disco ”, conforme descrito na Figura $ 0,10. $ ajustes devem ser feitos para o uso da configuração “(b) Anel de vedação fixado em
disco e revestimento rígido no corpo ”.
$ .7.5.5.2. DISC & SE $ T CONFIGUR $ TION
Página 50
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 54 de 83
Tabela $ 0,50 ± Configuração de disco e sede para válvulas borboleta
Config.
#
Categoria
(Ref. API 609)
Configuração de disco e assento
0
Categoria $
Concêntrico
1
Categoria B
Deslocamento duplo (bi-excêntrico)
2
Categoria B
Deslocamento triplo (tri-excêntrico)
$ .7.5.5.3. END CONNECTION
Tabela $ 0,51 ± Configuração de conexão final para válvulas borboleta categoria $ (concêntrica)
APARAR
Config.
Material do corpo
Disco
Tronco
Máximo
Pressão
Arrastar
Bolacha
Dobro
Flangeado
(Padrão Curto)
#1
$ STM $ 536
Gr 65-45-12
$ STM B 148
(UNS B95800)
$ STM B865
(UNS N05500)
250 psig
1
2
3
#2
$ STM $ 536
Gr 65-45-12
$ STM $ 536
Gr 65-45-12
+
P $ Coating
$ STM $ 276
(UNS S41000)
150 psig
4
5
6
#3
$ STM $ 536
Gr 65-45-12
$ STM $ 536
Gr 65-45-12
+
P $ Coating
$ STM $ 276
(UNS S31803)
150 psig
7
8
9
Tabela $ 0,52 ± Configuração de conexão final para válvulas borboleta categoria B (deslocamento duplo / triplo)
Config.
#
Modelo
1
Arrastar
2
Bolacha
3
Flangeado duplo (padrão curto)
A.7.6. VÁLVULA NÃO METÁLICA
A.7.6.1. CONFIGURAÇÃO TÍPICA
$ .7.6.1.1. M $ TERI $ L CONFIGUR $ TION
Tabela $ 0,53 ± Configuração de material para válvulas não metálicas
Config.
#
Material
01
PVC
02
CPVC
03
FRP
A.7.6.2. REQUISITOS DE PROJETO PARA VÁLVULA NÃO METÁLICA
$ .7.6.2.1. O projeto da válvula de esfera não metálica deve considerar a pressão mínima ± classificação de temperatura da seguinte forma:
Página 51
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 55 de 83
Tabela $ 0,54 ± Pressão mínima (psig) ± classificação de temperatura para válvulas de esfera não metálicas
Material
PVC
CPVC
FRP
Temp.
DN (NPS)
DN (NPS)
DN (NPS)
1/2 até 1 1/2
≥2
1/2 até 1 1/2
≥2
1/2 até 1 1/2 2 até 3 4 até 10
23 ° C
250
150
250
150
275
250
150
30 ° C
235
150
250
150
275
250
150
35 ° C
212
150
245
150
275
250
150
40 ° C
192
144
232
146
250
225
140
45 ° C
N/$
211
137
250
225
140
50 ° C
188
128
250
225
140
55 ° C
179
119
250
225
140
60 ° C
170
101
250
225
140
65 ° C
161
92
250
225
140
70 ° C
140
83
232
210
130
80 ° C
134
74
232
210
130
$ .7.6.2.2. O projeto da válvula de retenção não metálica deve considerar a pressão mínima ± classificação de temperatura da seguinte forma:
Tabela $ 0,55 ± Pressão mínima (psig) ± classificação de temperatura para válvulas de retenção não metálicas
Material
PVC
CPVC
Temp.
23 ° C
150
150
30 ° C
150
150
35 ° C
150
150
40 ° C
144
146
45 ° C
N/$
137
50 ° C
128
55 ° C
119
60 ° C
110
65 ° C
101
70 ° C
92
75 ° C
83
80 ° C
74
$ .7.6.2.3. O projeto da válvula borboleta não metálica deve considerar a pressão mínima ± classificação de temperatura como
segue:
Tabela $ 0,56 ± Pressão mínima (psig) ± classificação de temperatura para válvulas borboleta não metálicas
Material
PVC
CPVC
Temp.
23 ° C
150
150
30 ° C
132
140
35 ° C
115
129
40 ° C
97
119
45 ° C
N/$
108
50 ° C
98
Página 52
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 56 de 83
Material
PVC
CPVC
Temp.
55 ° C
87
60 ° C
77
65 ° C
66
70 ° C
56
75 ° C
45
80 ° C
35
A.8. MATERIAIS E FABRICAÇÃO
A.8.1. REQUISITOS PARA CASTING DE DUPLEX E SUPERDUPLEX
$ .8.1.1. ESCOPO
$ .8.1.1.1. $ todas as válvulas feitas de fundição duplex e / ou super duplex de aço inoxidável (UNS J92205, UNS J93404 e
UNS J93380), sem usar o processo de fundição de areia de cozimento, deve atender aos requisitos mínimos listados aqui para o projeto,
produção, inspeção e aceitação.
$ .8.1.1.2. Os requisitos listados aqui são aplicáveis para válvulas flangeadas de tipo axial, esfera, gaveta, globo e retenção, para
todas as classes de pressão, com NPS ≥ 2.
$ .8.1.2. DOCUMENTO $ TION
$ .8.1.2.1. O Data Book da válvula deve conter todos os certificados relacionados a todas as peças, de acordo com:
- requisitos químicos;
- ensaios mecânicos (tensão, dureza e impacto);
- testes metalúrgicos (resistência à corrosão localizada e metalografia para contagem de tratamento de fase e térmico
tratamento do gesso piloto);
- relatórios de inspeção (visual, usando líquido penetrante e radiografia);
- todos os tratamentos térmicos;
- todos os WPS para reparo de defeitos, aprovados pela PETROBR $ S ou por uma Sociedade Classificadora indicada por
PETROBR $ S.
- certificados de habilitação de soldadores, para execução de reparos;
- mapeamento da cavidade, para maiores reparos de cada parte da válvula;
- relatório de soldagem, para reparos de cada parte da válvula.
$ .8.1.3. REQUISITOS DE $ L QUÍMICOS
$ .8.1.3.1. O aço duplex usado para a fabricação de válvulas de fundição, para uso nas especificações de tubulação B16, C16, E16, G16
ou G16P, deve estar de acordo com $ SME S $ -995 ou $ STM $ 995 Grau 4 $ (UNS J92205 ou $ CI CD3MN).
$ .8.1.3.2. O aço super duplex usado para a fabricação de válvulas de fundição, para uso nas especificações de tubulação B12, C12, H12,
G12, G12P ou J12, deve estar de acordo com $ SME S $ -995 ou $ STM $ 995 Grau 5 $ (UNS J93404 ou $ CI CE3MN).
$ .8.1.3.3. O aço super duplex usado na fabricação de válvulas de fundição, para uso nas especificações de tubulação B13 ou C13,
deve estar de acordo com $ SME S $ -995 ou $ STM $ 995 Grau 6 $ (UNS J93380 ou CD3MWCuN).
Página 53
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 57 de 83
$ .8.1.3.4. A amostra representativa dos requisitos químicos da válvula deve ser coletada do vazamento
concha.
$ .8.1.3.5. $ amostra representativa para teores de carbono, enxofre e nitrogênio deve ser coletada do forno antes
derramando na concha.
$ .8.1.3.6. A adição de Nióbio ao molde deve ser evitada. O conteúdo máximo permitido de Nióbio deve ser
0,060% nas exigências químicas do molde.
$ .8.1.3.7. Deve-se evitar $ dding $ luminum para a corrida. O conteúdo máximo permitido de $ luminum até o final
os requisitos químicos devem ser de 0,030%.
$ .8.1.3.8. Os níveis de nitrogênio devem estar preferencialmente na faixa de 0,20% a 0,25%.
$ .8.1.3.9. $ Todos os consumíveis para o processo de soldagem deverão ter certificação de seus requisitos químicos garantindo
níveis máximos de Nióbio de 0,060%.
$ .8.1.3.10. A análise química dos elementos deve ser feita em equipamentos calibrados de acordo com padrões certificados.
$ .8.1.3.11. Sempre que mais de uma concha for usada para um molde, o metal encontrado em cada concha deve estar de acordo
com as especificações químicas para o nível exigido.
$ .8.1.4. HE $ T TRE $ TMENT
$ .8.1.4.1. O procedimento para o tratamento térmico de solubilização usado para as válvulas de fundição de aço super duplex deve ser em
de acordo com $ SME S $ -995 ou $ STM $ 995 Grau 5 $ (UNS J93404 ou $ CI CE3MN) e Grau 6 $ (UNS J93380
ou $ CI CD3MWCuN).
$ .8.1.4.2. O tratamento térmico de solubilização é o único tratamento aceitável para a produção da fundição de aço super duplex
válvulas.
$ .8.1.4.3. O número máximo de tratamentos térmicos de solubilização permitidos para uma única válvula é limitado a três (03) em
fundição e um (01) na usinagem. Se mais tratamentos térmicos forem necessários, o fabricante deve submetê-los para
Aprovação PETROBR $ S.
$ .8.1.4.4. $ Todos os tratamentos térmicos devem ser monitorados através de termopares na carga térmica e no forno, e seus
registro deve ser inserido no Livro de Dados.
$ .8.1.4.5. O reparo da soldagem não é permitido antes do tratamento térmico.
$ .8.1.4.6. Sempre que o tratamento térmico de solubilização for necessário após a fundição, ele deve ser realizado a fim de evitar
distorções da peça. Pode ser executado apenas uma vez.
$ .8.1.4.7. O tempo de imersão depende da experiência anterior do fabricante, e deve garantir a solubilização total
das fases intermetálicas e dos precipitados através da dimensão mais espessa da peça sem causar
distorções.
$ .8.1.4.8. A fundição piloto deverá ter possibilidade de extração de corpo de prova para ensaios metalográficos, que podem estar em
qualquer direção (longitudinal ou transversal), representando uma sessão central da parte mais espessa da peça, conforme
requisito suplementar S26.2 de $ STM $ 703, a fim de verificar a eficácia e ajuste do tempo de imersão
do tratamento térmico de solubilização. Os resultados desta metalografia farão parte do Data Book.
$ .8.1.4.9. O resultado do ensaio metalográfico deve indicar ausência de fases intermetálicas e indesejáveis
precipita ± notavelmente, a fase sigma, carbonetos e nitratos ± em uma ampliação de 200X, bem como indicam um nível de
ferrita na faixa de 35 a 55%, de acordo com $ STM E 562.
$ .8.1.4.10. Para cada fundição com peso ≥ 300 kg, corpos de prova para testes mecânicos e metalúrgicos devem ser anexados,
Página 54
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 58 de 83
de acordo com $ STM $ 703. Esses corpos de prova deverão permanecer fixados à peça fundida até o último tratamento térmico. Para
peças com peso <300 kg, uma amostra de teste por corrida é aceita.
$ .8.1.5. TESTES MECH $ NIC $ L $ ND MET $ LLURGIC $ L
$ .8.1.5.1. Os ensaios mecânicos e metalúrgicos devem ser realizados após o último tratamento térmico de solubilização, e
antes de usinar a fundição.
$ .8.1.5.2. Os testes mecânicos a serem realizados são testes de tensão, dureza e impacto (Charpy-V), de acordo com $ STM
$ 370.
$ .8.1.5.3. Os corpos de prova deverão ser obtidos em blocos de ensaio fundidos, conforme $ STM $ 703. Esses blocos devem ir
através de todos os tratamentos térmicos de solubilização antes de coletar as amostras para análise.
$ .8.1.5.4. Deve ser extraído um (01) corpo de prova para o ensaio de tensão. Os valores mínimos aceitáveis estão de acordo
Tabela $ 0,57 (ref. $ SME S $ -995 ou $ STM $ 995).
Tabela $ 0,57 ± valores mínimos para testes de tensão
Nota
4A
5A
6A
UNS
J92205
J93404
J93380
Resistência à tração, ksi [Mpa] {kg / mm²}
90 [620] {63}
100 [690] {70}
100 [690] {70}
Força de escoamento, ksi [Mpa] {kg / mm²}
60 [414] {42}
75 [515] {53}
65 [450] {46}
Alongamento em 2 "[50 mm],%
25
18
25
$ .8.1.5.5. Serão coletados três (03) corpos de prova para os ensaios de impacto (Charpy-V). Os testes devem ser realizados em
uma temperatura de -46 ° C. Os valores mínimos de energia absorvida devem ser de 45J para uma média dos três ensaios
corpos de prova e 35J para cada um dos corpos de prova.
$ .8.1.5.6. Os testes de dureza devem ser executados em um corpo de prova coletado de um bloco de teste, em um ponto representativo de
a parte central da parte mais espessa da fundição, de acordo com a exigência suplementar S26.2 de $ STM $ 703.
A dureza máxima não deve ser superior a 32 HRC (ou 310 HB ou 330 HV10), considerando a média de três
Medidas. As peças fundidas com peso <300 kg devem ser testadas individualmente e devem tornar os valores de dureza específicos menores
ou igual ao vazamento piloto na superfície.
$ .8.1.5.7. $ amostra de teste deve ser coletada da fundição piloto, a fim de realizar os testes de corrosão de acordo
Método $ STM G48 $. O teste deve ser executado por 24 horas a uma temperatura de 50 ° C. Os critérios de aceitação devem ser
de acordo com o Grau 5 $ (UNS J93404 ou CE3MN) e o Grau 6 $ (UNS J93380 ou CD3MWCuN):
- sem manchas localizadas na ampliação de 20 X;
- perda de massa inferior a 4,0 g / m².
$ .8.1.5.8. O teste para definir os níveis de ferrita deve ser realizado de acordo com $ STM E562. O espécime de teste deve
ser coletado de um bloco de teste fundido conectado a um fundido que representaria uma determinada execução. O intervalo aceitável é
35 a 55% de ferrita.
$ .8.1.6. INSPEÇÃO C $ STING
$ .8.1.6.1. VISU $ L
a inspeção visual deve ser feita em todas as peças fundidas antes e depois de cada tratamento térmico de solubilização, após
Página 55
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 59 de 83
pré-usinagem (quando aplicável) e usinagem final.
todas as superfícies acessíveis, internas e / ou externas, devem ser examinadas visualmente, comparando o aceitável
descontinuidades e acabamento superficial de acordo com MSS SP-55 ou regras de comparação de Steel Casting Research and
Trading $ ssociation (SCR $ T $) adotado em $ STM $ 802, ou outro padrão considerado equivalente por um acordo definido entre
o fabricante e PETROBR $ S.
os níveis de aceitação para inspeções visuais são fixados em $ STM $ 802, e são:
- nível II, para superfícies não usinadas;
- nível III, para superfícies a serem usinadas, desde que a usinagem elimine completamente as descontinuidades.
todas as peças fundidas que apresentarem, em uma ou mais superfícies, independentemente da gravidade ou extensão dos defeitos
são, ou permitem reparos usando solda ou não, os seguintes defeitos serão considerados UN $ CCEPT $ BLE:
- chapelim - descontinuidade devido à fusão incompleta dos suportes de arrepios e núcleos;
- encolhimento - cavidade resultante da contração durante a solidificação;
- deslocamento - descontinuidade devido ao deslocamento das bordas de contato das caixas de moldagem;
- misrun - insuficiente metal fundido na fundição;
- metal fechado - descontinuidade devido ao encontro de duas correntes de metal que não se misturaram bem;
- veias - descontinuidade devido ao movimento ou fissura do molde de areia;
- cauda de rato - depressão na superfície da peça causada por ondas ou rompimento da superfície do molde;
- calafrios internos - descontinuidade causada pela fusão incompleta de dispositivos usados para aumentar a taxa de resfriamento em
determinados lugares.
$ .8.1.7. INSPEÇÃO DE PENETR $ NT LÍQUIDO (LPI)
$ .8.1.7.1. O LPI deve ser realizado por inspetores de Nível 2 qualificados pelo “Sistema de Nacional de Qualificação e
Certificação ”(Sistema Nacional de Qualificação e Certificação) em Ensaios Não Destrutivos (SNQC / END), ou por outro
escritório de acordo com ISO 9712 ou EN 473.
$ .8.1.7.2. LPI deve ser realizado em todos os fundidos produzidos, em todas as superfícies acessíveis (interna e / ou externamente),
após a usinagem final. $ Todas as peças fundidas que compõem as válvulas do mesmo pedido serão submetidas a inspeção com Líquido
penetrante.
$ .8.1.7.3. LPI deve ser executado de acordo com $ STM E165.
$ .8.1.7.4. as indicações serão classificadas de acordo com $ PPENDIX 8 (8-3) de $ SME SEC VIII Div. 1
$ .8.1.7.5. Os critérios de aceitação devem estar de acordo com $ SME SEC VIII DIV 1 $ PPENDIX 7.
$ .8.1.8. R $ DIOGR $ PHY DE V $ LVE P $ RTS $ ND PILOTO C $ STING
$ .8.1.8.1. a inspeção radiográfica deve ser executada por inspetores de Nível 2 qualificados pelo “Sistema de Nacional de
Qualificação e Certificação ”(Sistema Nacional de Qualificação e Certificação) em Ensaios Não Destrutivos (SNQC / END),
ou por certificação de acordo com a ISO 9712 ou EN 473.
$ .8.1.8.2. a inspeção radiográfica deverá ser realizada na fundição do piloto (corpo, tampa e veneziana), após a conclusão da
tratamento térmico. Para peças com classes de pressão de 900 e acima, é obrigatório realizar uma inspeção radiográfica
em 100% das peças finais, nas regiões críticas definidas em $ SME B16.34.
$ .8.1.8.3. a inspeção radiográfica deve ser realizada de acordo com $ STM E94 e $ STM E1030.
Página 56
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 60 de 83
$ .8.1.8.4. A lista de peças a serem radiografadas e os critérios de aceitação devem estar de acordo com $ SME B16.34.
$ .8.1.8.5. Se todas as indicações forem classificadas como $ CCEPT $ BLE, nenhuma outra peça além do modelo piloto deverá ser radiografada.
$ .8.1.8.6. Se uma ou mais condições foram classificadas como UN $ CCEPT $ BLE, a fundição piloto deve ser consertada ou descartada, a
Será emitido laudo com análises de causas e soluções, e outra peça radiografada. Se a segunda peça
for aprovado, nenhuma peça mais precisa ser radiografada. Se a segunda peça também apresentar indicações UN $ CCEPT $ BLE,
todas as peças iguais ao fundido piloto do pedido deverão ser radiografadas nas áreas reMetidas para o fundido piloto e para
o segundo elenco. A segunda peça fundida e a peça subsequente do pedido devem ser reparadas sempre que identificada uma
indicação inaceitável, caso contrário será reMetida.
Tabela $ 0,58 - níveis máximos de gravidade por defeito por espessura
Defeitos por
Grossura
Espessura <2 ”
2 ≤ Espessura <4 1/2 ”
4 1/2 ”≤ Espessura <12”
Padrões
$ STM E446
$ STM E186
$ STM E280
Porosidade (A)
$2
$3
$3
Areia ou escória (B)
B3
B3
B3
Encolhimento
Porosidade (CA)
C$2
C$3
C$3
Encolhimento
Porosidade (CB)
CB3
CB3
CB3
Encolhimento
Porosidade (CC)
CC3
CC3
CC3
Encolhimento
Porosidade (CD)
CD3
Rachaduras (D)
Nenhum
Nenhum
Nenhum
Encolhimento
Rachaduras (E)
Nenhum
Nenhum
Nenhum
Inserções (F)
Nenhum
Nenhum
Nenhum
$ .8.1.9. INSPEÇÃO ULTR $ SONIC
$ .8.1.9.1. A inspeção ultrassônica deve ser executada por inspetores de Nível 2 qualificados pelo "Sistema de Nacional de
Qualificação e Certificação ”(Sistema Nacional de Qualificação e Certificação) em Ensaios Não Destrutivos (SNQC / END),
ou por certificação de acordo com a ISO 9712 ou EN 473.
$ .8.1.9.2. A inspeção ultrassônica deve ser realizada de acordo com $ STM $ 388 (peças forjadas) e $ STM $ 609 (peças fundidas).
$ .8.1.9.3. Os critérios de aceitação de $ devem estar de acordo com $ SME B16.34.
$ .8.1.10. REP $ IRS
$ .8.1.10.1. Todos os tipos de reparos devem ser feitos por soldagem.
$ .8.1.10.2. $ todos os reparos deverão ter um WPS específico aprovado pelo inspetor de soldagem nível 2, de acordo com o tipo de equipamento,
e por uma Sociedade Classificadora indicada pela PETROBR $ S. Este WPS será baseado em $ STM $ 488.
$ .8.1.10.3. O WPS e a qualificação do soldador devem estar de acordo com os critérios de aceitação estabelecidos no I-ET3010,00-1200-955-P4X-001.
Página 57
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 61 de 83
$ .8.1.10.4. O reparo deve ser testemunhado por um inspetor de soldagem Nível I.
$ .8.1.10.5. Antes de qualquer reparo, a superfície deve ser inspecionada visualmente e de preferência por partículas magnéticas e líquidas
inspeção penetrante.
$ .8.1.10.6. Vinte e quatro horas (para difusão de hidrogênio) após o último reparo de soldagem, deve ser repetido o mesmo END
usado para identificar o defeito. Para extensões com mais de 50 mm de comprimento e mais de 20% de profundidade de espessura, um teste
ultrassônico ou
radiografia deve ser executada. Os critérios de aceitação de $ devem estar de acordo com $ SME B16.34.
$ .8.1.10.7. É obrigatório realizar tratamento térmico pós-soldagem para aço carbono ou solubilização em aço inoxidável quando:
O reparo é exigido após vazamento no teste hidrostático;
A cavidade após o preparo do reparo está acima de 20% da profundidade de espessura ou 25 mm, o que for menor;
A extensão (área) da cavidade é maior que 65 cm².
$ .8.1.10.8. Amostras de teste para contra-amostra - análise química e teste mecânico: o período mínimo
estabelecido para armazenamento, pela fundição, de corpos de prova para amostra é de doze (12) meses.
$ .8.1.11. M $ CHINING
$ .8.1.11.1. A usinagem da peça fundida somente deverá ser executada após tratamento térmico.
$ .8.1.11.2. Nenhum tipo de usinagem pode ser feito após o teste hidrostático.
$ .8.1.11.3. As superfícies usinadas devem estar de acordo com o projeto da válvula quanto à tolerância e rugosidade.
$ .8.1.11.4. Nenhum tipo de alteração metalúrgica pode ocorrer devido ao aquecimento durante a usinagem. Se necessário, deve ser um
exame de réplica metalográfica.
$ .8.1.11.5. O líquido penetrante na superfície do selo deve apresentar defeito ZERO.
A.8.2. REVESTIMENTOS
A.8.2.1. REVESTIMENTO METÁLICO
$ .8.2.1.1. PL $ TING SEM ELETROLES (ENP)
Sempre que especificado no VDS, deve ser aplicado nas partes indicadas um revestimento ENP obtido por
reações químicas que levam a um revestimento composto de 90% de níquel e 10% de fósforo. Este revestimento deve estar em
de acordo com $ STM B 733 atendendo à classificação SC4, Tipo V, tratamento térmico Classe 2.
A espessura mínima do revestimento ENP deve ser 0,003 polegadas (75 µm).
Todos os componentes devem ser rastreáveis para os detalhes do procedimento de revestimento, condições de revestimento e data de
aplicativo.
O fabricante deve emitir certificados de inspeção do revestimento ENP, e cada certificado deve identificar
a planta onde o tratamento é realizado e o histórico do processo. $ lso, deve listar todos os números de série das peças
revestido junto com as classes de material e a geometria geral dessas peças.
$ .8.2.1.2. COB $ LT-CHROMIUM (CO-CR) WELD OVERL $ Y
Sempre que especificado no VDS o termo Stellite, deve ser aplicado um overlay de solda de cobalto-cromo (CoCr) liga nas peças indicadas.
A especificação da liga de cobalto-cromo (Co-Cr) deve cumprir os requisitos da norma de projeto
indicado no VDS.
Página 58
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 -
Página 62 de 83
Para válvulas com DN <2, que não é possível aplicar sobreposição de solda de cobalto-cromo (Co-Cr), o
o fabricante deve considerar o uso de partes integrantes de liga de cobalto-cromo (Co-Cr).
Para as peças cujos materiais são feitos de liga sólida de cobalto-cromo (Co-Cr), não há necessidade de aplicar um
sobreposição.
$ .8.2.1.3. ST $ INLESS STEEL ($ ISI 316) WELD OVERL $ Y
Sempre que especificado no VDS, deve ser aplicado um mínimo de 3,0 mm de espessura de revestimento de solda em aço inoxidável
aço grau 316L nos bolsos da sede e faces de contato da vedação da haste no corpo.
Para válvulas de esfera flutuante, este requisito não se aplica aos bolsos da sede assim que o anel da sede for
feito de um material termoplástico sólido integral (ou seja: válvulas com sede fixa), mas se aplica às áreas de vedação da haste em
todos os casos (para válvulas de esfera flutuante tendo também um projeto de sede flutuante, a área de vedação da sede ao corpo deve,
consequentemente, ser
sobreposto).
Para válvulas com DN <2, que não é possível aplicar revestimento de solda de aço inoxidável, o fabricante deve
considere o uso de peças integrais de aço inoxidável ou liga CR $.
Para as peças cujos materiais são feitos de aço inoxidável, duplex, super duplex ou sólido $ lloy 625 existe
não há necessidade de aplicar uma sobreposição.
A diluição na superfície soldada não deve exceder 10% do metal base.
$ .8.2.1.4. NÍQUEL $ LLOY (INCONEL 625) WELD OVERL $ Y
Sempre que especificado no VDS o termo $ lloy 625, será aplicado um overlay de solda de liga de níquel UNS
N06625 nas partes indicadas.
As áreas de tais peças que devem ser soldadas são indicadas no VDS. O fabricante deve atender ao
exigência de revestimento parcial ou total.
A espessura do revestimento de solda deve ser suficiente para obter um mínimo de 3,0 mm de espessura da camada protetora
na condição final usinada.
Para válvulas com DN <2, que não é possível aplicar $ lloy 625 solda overlay, o fabricante deve
considere usar partes integrantes de $ lloy 625.
Para as peças cujos materiais são feitos de sólido $ lloy 625, não há necessidade de aplicar um overlay.
A diluição na superfície soldada não deve exceder 10% do metal base.
A.8.2.2. REVESTIMENTO DURO
$ .8.2.2.1. CHROMIUM ELECTROPL $ TE
Sempre que o revestimento rígido especificado no VDS, um revestimento rígido de eletroplaca de cromo pode ser aplicado sobre
as peças indicadas de uma válvula de esfera de metal com metal, conforme descrito na Tabela $ 0,32.
$ .8.2.2.2. CHROME C $ RBIDE
Sempre que o revestimento rígido especificado no VDS, um revestimento rígido de carboneto de cromo pode ser aplicado no
peças indicadas.
Quando aplicável, o revestimento duro de carboneto de cromo deve ser aplicado por High Velocity Oxy-Fuel (HVOF)
processar.
O revestimento duro de carboneto de cromo deve atingir uma espessura mínima de 200 µm após a retificação e
Página 59
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 63 de 83
lapidação.
O revestimento duro deve ser cuidadosamente aplicado e inspecionado para garantir que o acabamento seja liso, de granulação fina,
aderente e livre de bolhas, fossas, nódulos, indicação de queimadura, acúmulo de bordas e outros defeitos.
A espessura do revestimento duro deve ser medida para confirmar os resultados em relação à espessura especificada.
$ .8.2.2.3. TUNGSTEN C $ RBIDE
Sempre que o revestimento rígido especificado no VDS, um revestimento rígido de carboneto de tungstênio pode ser aplicado no
peças indicadas.
Quando aplicável, o revestimento duro de carboneto de tungstênio deve ser aplicado por High Velocity Oxy-Fuel (HVOF)
processar.
O revestimento duro de carboneto de tungstênio deve atingir uma espessura mínima de 200 µm após a retificação e
lapidação.
O revestimento duro deve ser cuidadosamente aplicado e inspecionado para garantir que o acabamento seja liso, de granulação fina,
aderente e livre de bolhas, fossas, nódulos, indicação de queimadura, acúmulo de bordas e outros defeitos.
A espessura do revestimento duro deve ser medida para confirmar os resultados em relação à espessura especificada.
$ .8.2.2.4. FUSÍVEL SPR $ Y $ ND CHROME-NICKEL
Sempre que especificado revestimento duro no VDS, um revestimento duro de cromo-níquel com base metalúrgica
a colagem pode ser aplicada nas partes indicadas.
Quando aplicável, o revestimento duro de cromo-níquel com ligação metalúrgica deve ser aplicado por Flame
Processo de spray e fusível.
O revestimento duro de spray de cromo-níquel e fusível deve atingir uma espessura mínima de 500 µm após
moagem e polimento.
O revestimento duro deve ser cuidadosamente aplicado e inspecionado para garantir que o acabamento seja liso, de granulação fina,
aderente e livre de bolhas, fossas, nódulos, indicação de queimadura, acúmulo de bordas e outros defeitos.
A espessura do revestimento duro deve ser medida para confirmar os resultados em relação à espessura especificada.
A.8.2.3. REVESTIMENTO NÃO METÁLICO
$ .8.2.3.1. ORG $ NIC CO $ TING
A utilização de válvulas com revestimento orgânico pode ser considerada como opção para aplicações específicas de serviços, tais como
como com o serviço de água do mar.
Sempre que aplicável, a especificação do tubo ( especificações ) pode apresentar um código de válvula com revestimento orgânico como uma opção.
Apenas os tipos de válvula esfera, gaveta e globo classificados como VSL-1 e VSL-2 podem considerar o uso de orgânicos
Revestimento.
O VDS da válvula com revestimento orgânico deve indicar / permitir, como princípio, a aplicação apenas do revestimento orgânico
no corpo / material de fechamento da válvula.
Para válvulas de tamanho pequeno (por exemplo: NPS <3), quando o revestimento orgânico não é aplicável, o corpo pode ser feito de um
material com a mesma resistência à corrosão dos materiais especificados para os internos.
A especificação do revestimento orgânico deve estar de acordo com o $ nex F deste documento.
Os flanges RTJ podem ser com revestimento orgânico, exceto a ranhura do anel que deve atender a orientação indicada no
Página 60
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 64 de 83
a especificação do tubo ( especificação ).
$ .8.2.3.2. POLY $ MIDE (P $) CO $ TING
O uso de válvulas com revestimento de poliamida (P $) pode ser considerado como opção para aplicações de serviços específicos,
como com serviço de água do mar.
Sempre que aplicável, a especificação do tubo ( especificação ) pode apresentar um código de válvula revestido de poliamida (P $) como
uma opção.
Apenas válvulas borboleta concêntricas (Categoria $) classificadas como VSL-1 podem considerar o uso de poliamida (P $)
Revestimento.
O VDS de válvula revestida de poliamida (P $) deve indicar / permitir, como princípio, a aplicação de poliamida
(P $) revestimento apenas no material do disco da válvula.
As especificações aceitáveis do revestimento de poliamida (P $) são P $ 11 e P $ 12.
A.8.3. MATERIAIS ALTERNATIVOS
$ .8.3.1. $ Todos os materiais listados no VDS devem ser considerados materiais padronizados para peças de válvula, mas não são exclusivos
soluções. Portanto, o fabricante da válvula pode propor materiais alternativos (equivalentes ou melhores), condicionados a
Aprovação PETROBR $ S.
$ .8.3.2. Para que um material seja aceito como equivalente ou melhor, ele deve ter o mesmo ou melhor desempenho mecânico (ou seja, rendimento
resistência, dureza, etc.) e propriedades anticorrosivas (medidas por PREN), ser adequado para a faixa de temperatura
apresentado no VDS, embora não seja suscetível a fenômenos como fratura frágil ou corrosão sob tensão.
$ .8.3.3. O teste de impacto Charpy é necessário para todos os materiais, considerando a temperatura mínima listada em $ SME B31.3,
seção 323 ou conforme listado no VDS, o que for inferior. $ todos os materiais metálicos devem ser adequados para a temperatura mínima
serviço de -29 ° C.
$ .8.3.4. Alguns exemplos de materiais alternativos são:
$ .8.3.4.1. Para peças que contenham pressão, materiais de forjamento são aceitáveis no lugar de materiais de fundição, mas não viceversa.
$ .8.3.4.2. Para as peças internas restantes (ou seja: não contendo pressão), forjados e fundidos são intercambiáveis como
desde que tenham as mesmas propriedades desejadas (ou seja: propriedades mecânicas, resistência à corrosão, máximo ou mínimo
dureza e outras propriedades conforme aplicável).
$ .8.3.4.3. Superduplex (UNS S32760) pode ser usado como substituto para duplex (UNS S31803), mas não vice-versa.
$ .8.3.4.4. Aços Superduplex e duplex não devem ser usados para serviços de água do mar clorada (SW).
$ .8.3.4.5. O bronze de níquel $ lumínio (UNS C95800) pode ser usado como substituto do bronze B62 (UNS C83600), mas
não o contrário.
$ .8.3.4.6. Ligas de maior resistência mecânica, como $ STM $ 694 F60 ou $ STM $ 694 F65 são aceitáveis em vez de
$ STM $ 105 ou $ STM $ 216 Gr WCB. Para válvulas revestidas de liga à base de níquel usadas para serviços de ácido, o material de base
deve ser compatível com N $ CE.
$ .8.3.4.7. Aços superduplex e duplex podem ser substituídos por aço carbono com 3 mm de overlay $ lloy 625, e viceversa se os requisitos de baixa temperatura forem satisfeitos. $ dicionalmente, a classificação de pressão-temperatura deve ser validada.
$ .8.3.4.8. Aços usteníticos com número PREN menor do que 316 / 316L não devem ser usados em instalações offshore (por exemplo:
$ ISI 304 e $ ISI 304L materiais de aço inoxidável não devem ser usados).
Página 61
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 65 de 83
$ .8.3.4.9. As peças internas feitas de aços inoxidáveis martensíticos (por exemplo: $ ISI 410) podem ser substituídas por ligas de cromo superiores
como $ STM $ 564 Gr 630 H1150 (17-4PH), aços superduplex ou duplex.
$ .8.3.4.10. $ STM $ 350 LF3 pode ser substituído por $ STM $ 350 LF2 CL1, caso a temperatura mínima seja superior a - 46 ° C.
$ .8.3.4.11. As peças internas feitas de aços inoxidáveis austeníticos podem ser substituídas por ligas de cromo superiores, se baixo
os requisitos de temperatura são atendidos:
- Até - 46 ° C: $ STM $ 350 LF2 CL1 com 3 mm de sobreposição $ lloy 625 ou $ STM $ 564 Gr 630 H1150 (17-4PH);
- Até - 51 ° C: Duplex (UNS S31803) ou Superduplex (UNS S32760);
- Até - 100 ° C: $ STM $ 350 LF3 com 3 mm de sobreposição $ lloy 625, $ STM $ 522 tipo I com 3 mm de liga 625
overlay ou partes inteiras de inconel.
$ .8.3.4.12. Peças de aço carbono de baixa temperatura (ou seja: $ STM $ 350 LF2, $ STM $ 350 LF3) podem ser usadas no lugar das normais
peças de aço carbono (por exemplo: $ STM $ 105, $ STM $ 216 WCB).
A.9. INSPEÇÃO E TESTE
A.9.1. REQUISITOS DE INSPEÇÃO
A.9.1.1. PLANO DE INSPEÇÃO E TESTE (ITP)
$ .9.1.1.1. O ITP deve ser emitido pelo fornecedor e submetido à aprovação da PETROBR $ S ou do empreiteiro EPC.
$ .9.1.1.2. O PTI deve permitir a identificação das etapas, ao longo do ciclo de produção da válvula, onde deve ser feito
verificações ou inspeções, inclusive realizadas por fornecedores de materiais ou serviços.
$ .9.1.1.3. O ITP deve indicar os tipos de exames, testes ou verificações a serem feitos, bem como os procedimentos e / ou
instruções aplicáveis, critérios de aceitação e registros emitidos.
$ .9.1.1.4. O ITP deve conter registro de cotas críticas definidas pelo fabricante, incluindo, pelo menos,
cotas padronizadas nos padrões de construção e projeto de válvulas.
$ .9.1.1.5. O ITP deve conter os procedimentos e instruções para inspeção de todas as atividades previstas.
$ .9.1.1.6. A inspeção deve ser realizada pela PETROBR $ S ou contratada EPC.
A.9.1.2. RECEBENDO INSPEÇÃO
$ .9.1.2.1. A inspeção de recebimento deve ser realizada sem causar danos à embalagem e sem
comprometendo a preservação das válvulas.
$ .9.1.2.2. Deve ser verificado a válvula e seus componentes como o Data Book, identificação (por exemplo, número de série da válvula,
número de série do atuador, classe de pressão, etc.) e manual do fabricante para manuseio, armazenamento e preservação.
$ .9.1.2.3. $ pós verificação da documentação e atestando sua conformidade, a embalagem deverá ser armazenada conforme item
$ 0,10.
A.9.1.3. TESTE NÃO DESTRUTIVO (NDT)
A execução de END deve seguir requisitos específicos, de acordo com o tipo de material:
$ .9.1.3.1. C $ ST FERRO $ ND BR $ SS V $ LVES:
- inspeção 100% visual;
- para corpo e castelo feitos de ferro fundido ou forjados, classe de pressão 150 e 300, o teste de partícula magnética é
exigido pelo menos em 20% de cada material do lote.
Página 62
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 66 de 83
$ .9.1.3.2. C $ RBON STEEL V $ LVES:
- inspeção 100% visual;
- para corpo e castelo feitos de forjados, classe de pressão 600, 900, 1500, 2500 e 10.000 psi, partícula magnética
o teste é exigido em 100% de cada material do lote;
- para corpo e castelo feitos de fundição, classe de pressão 600, 900, 1500, 2500 e 10.000 psi, radiográfico
o exame em áreas críticas é exigido em 100% de cada material do lote.
$ .9.1.3.3. C $ RBON $ LLOY STEEL V $ LVES:
a) $ STM $ 522 Tipo I (forja):
- inspeção 100% visual;
- para corpo e castelo feitos de forjados, classe de pressão 150 e 300, a inspeção de líquido penetrante é necessária em
pelo menos em 20% de cada material do lote;
- para corpo e castelo feitos de forjamento, classe de pressão 900, 1500, 2500 e 10.000 psi, inspeção de líquido penetrante
é exigido em 100% de cada material de lote;
- para corpo e capô feitos de peças fundidas, classe de pressão 900, 1500, 2500 e 10.000 psi, exame radiográfico
é exigido em 100% nas áreas críticas.
Tabela $ 0,59 ± Composição química para $ STM $ 522 ± Tipo I
Químico
Composição
Carbono
(máx.)
Manganês Fósforo Enxofre Silício Níquel
$ STM $ 522 Tipo I
0,06
0,59
<0,005
<0,001
0,28
9.08
$ .9.1.3.4. ST $ INLESS STEEL V $ LVES:
- inspeção 100% visual;
- para corpo e castelo feitos de forjados, classe de pressão 150 e 300, a inspeção de líquido penetrante é necessária em
pelo menos em 20% de cada material do lote;
- para corpo e castelo feitos de forjados, classe de pressão 900, 1500, 2500 e 10.000 psi, inspeção de líquido penetrante
é exigido em 100% de cada material de lote;
- para corpo e capô feitos de fundição, classe de pressão 900, 1500, 2500 e 10.000 psi, exame radiográfico
é exigido em 100% nas áreas críticas.
$ .9.1.3.5. ST $ INLESS STEEL DUPLEX $ ND SUPER DUPLEX V $ LVES:
- inspeção 100% visual;
- para corpo e castelo feitos de forjados, classe de pressão 150 e 300, a inspeção de líquido penetrante é necessária em
pelo menos em 20% de cada material do lote;
- para corpo e castelo feitos de forjados, classe de pressão 900, 1500, 2500 e acima, a inspeção de líquido penetrante é
exigido em 100% de cada material do lote;
- para corpo e capô feitos de fundição, classe de pressão 900, 1500, 2500 e acima, o exame radiográfico é
exigido em 100% nas áreas críticas.
$ .9.1.3.6. Requisitos adicionais:
Página 63
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 67 de 83
- todas as válvulas especificadas para serviço de sulfeto de hidrogênio devem estar em estrita conformidade com os requisitos da ISO
15156;
- a inspeção visual deve estar de acordo com $ SME BPV seção V. Os critérios de aceitação devem estar de acordo com MSS
Especificação SP-55;
- o teste de penetrante líquido e partículas magnéticas deve estar de acordo com $ SME BPV seção V. A aceitação
os critérios devem estar de acordo com a especificação $ SME B16.34 para pressão de classe de até 600 #. Para classes superiores
pressões, os critérios de aceitação devem estar de acordo com $ SME B16.4, com a exceção de que nenhuma indicação linear
serão aceitos;
- a inspeção visual deve estar de acordo com $ SME BPV seção V. Os critérios de aceitação devem estar de acordo com
Especificação $ SME B16.34;
- o exame radiográfico deve estar de acordo com $ SME BPV seção V e $ STM E94. Os critérios de aceitação
deve estar de acordo com a especificação $ SME B16.34;
- para válvulas de fundição, os exames END devem se concentrar nas áreas críticas.
A.9.2. VALIDAÇÃO DE PROJETO
$ .9.2.1. A validação do projeto de uma válvula é solicitada de acordo com sua classificação VSL, conforme apresentado a seguir:
Tabela $ 0,60 ± Requisitos de validação de projeto de acordo com a classificação VSL
Classificação VSL
VSL-1
VSL-2
VSL-3
VSL-4
Validação de Projeto
Não
Aprovação analítica de design
Aprovação do teste de validação de projeto (PVT)
$ .9.2.2. Para válvulas VSL-1, nenhuma validação de projeto é necessária. Neste caso, o fabricante deve realizar o projeto e
fabricar a válvula atendendo a todos os requisitos listados nas normas aplicáveis (ex: $ PI 6D, $ PI 6 $, etc.).
$ .9.2.3. Para válvulas VSL-2, a validação do projeto é necessária no nível de documentação. Neste caso, o fabricante deve ter
uma aprovação analítica do projeto da válvula. Para atender a este tipo de validação de projeto, o fabricante deve apresentar para
Aprovação PETROBR $ S:
- Certificado de aprovação, emitido por um 3 rd partido, referida uma aprovação analítica do projeto da válvula, de acordo
requisitos normativos (por exemplo: NBR 15827, $ PI 6D, $ PI 6 $, $ PI 600, $ PI 609, etc.); ou
- $ monograma $ válido $ PI do projeto da válvula, atendendo a todos os requisitos normativos de qualidade e projeto.
NOTA: Caso o fabricante já tenha realizado um teste PVT no passado em um protótipo representativo da válvula
projeto ou em uma válvula cuja escala pode ser considerada válida, o requisito de aprovação analítica do projeto pode ser
demonstrado pelo certificado de aprovação. Este certificado, referente à execução deste teste PVT, será emitido por
uma 3ª parte.
$ .9.2.4. Para as válvulas VSL-3 e VSL-4, a validação do projeto é necessária no nível de execução do teste PVT. Neste caso, o
o fabricante deve realizar todos os testes de PVT em um protótipo representativo da válvula que será fornecida.
Página 64
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 68 de 83
NOTA: O fabricante fica sem ônus na realização do teste PVT, caso seja apresentado um certificado de aprovação,
emitido por 3 rd partido, que se refere em um teste de PVT realizado no passado, em um protótipo representativo da válvula que será
fornecido ou em uma válvula cuja escala pode ser considerada válida.
$ .9.2.5. No caso da execução do teste PVT, os seguintes padrões podem ser considerados para o teste:
- NBR 15827; ou
- $ PI 6 $, considerando PSL 3G, PR2 ($ anexo F); ou
- $ PI 6 $ V1.
NOTA: Em caso de falta de requisitos técnicos, incluindo critérios de aceitação (por exemplo: válvula de esfera em $ PI 6 $), o teste PVT
procedimento deve ser elaborado a partir de normas mais adequadas, como a NBR 15827, e submetido à PETROBR $ S
aprovação.
$ .9.2.6. Para o fornecimento de uma válvula testada contra incêndio, o fabricante também deverá apresentar um certificado de aprovação, emitido
pela 3ª
parte, em conformidade com a ISO 10497.
$ .9.2.7. Para o fornecimento de uma válvula de emissões fugitivas, o fabricante também deve apresentar um certificado de aprovação, emitido
por 3 rd partido, em conformidade com a norma ISO 15848.
A.9.3. REQUISITOS DE TESTE DE ACEITAÇÃO DE FÁBRICA (FAT)
A.9.3.1. MEIO DE TESTE
$ .9.3.1.1. O fabricante deve considerar o uso do seguinte meio de teste:
Para todos os ensaios com líquido: Deve-se utilizar água doce com adição de inibidor de corrosão.
NOTA: O teor de cloreto da água de teste em contato com componentes úmidos de aço inoxidável austenítico e duplex de
as válvulas não devem exceder 30 µg / g (30 ppm em massa) e a temperatura da água não deve ser maior que 38 ° C (100 ° F)
durante o período de teste.
Para testes de gás em alta pressão: Deve-se usar nitrogênio seco (N 2 ).
Para testes de gás de baixa pressão: Pode ser usado ar seco ou nitrogênio (N 2 ).
A.9.3.2. BANCADA
$ .9.3.2.1. O fabricante deve atender a todos os requisitos aqui estabelecidos para o projeto e montagem da bancada de teste
dedicado a realizar os testes F $ T da válvula / atuador.
$ .9.3.2.2. Deve ser considerada, no mínimo, a utilização dos seguintes equipamentos:
a) Painel de Teste com dispositivos para operação manual e automática, providos de transmissores de pressão, indicadores digitais
ou controladores, medidores de pressão, válvulas solenóides, relés, indicadores de fim de curso, contador de ciclos, etc., bem como
sistemas hidráulicos (unidades hidráulicas, etc.) compatíveis com os fluxos e níveis de pressão de teste para a válvula / atuador
que será testado.
b) Conexões e tubos de aço inoxidável.
c) Mangueiras de alta pressão.
d) Ferramenta de torque.
Página 65
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 69 de 83
e) Sistema de aquisição de dados, com capacidade de registrar adequadamente os valores de pressão e / ou torque durante o teste
execução.
$ .9.3.2.3. O fabricante deve tomar atenção à adequação da proteção para o pessoal que realiza os testes, em
o evento de falha de uma válvula, conexão ou equipamento durante o teste. $ dcuidado adicional deve ser tomado sempre que houver alta
testes de pressão de gás são necessários.
A.9.3.3. PORTAS DE MONITORAMENTO PARA VÁLVULAS ATUADAS
$ .9.3.3.1. Durante a execução de qualquer ciclo de válvula, as seguintes portas de pressão devem ser monitoradas / registradas:
a) Pressão a montante da válvula
b) Pressão a jusante da válvula
c) Pressão do corpo da válvula
d) $ ctuator input (ex: pressão hidráulica ou pneumática, corrente elétrica)
e) Curso da válvula
A.9.3.4. IDENTIFICAÇÃO DE VAZAMENTO
$ .9.3.4.1. A bancada de ensaio deve ter capacidade para monitorar eventuais vazamentos e permitir medir o volume em
pedido para permitir a verificação dos critérios de aceitação.
$ .9.3.4.2. As linhas hidráulicas devem ser, sempre que tecnicamente possível, construídas com tubos curtos de aço inoxidável, para aumentar o
sensibilidade à detecção de vazamento. Com a mesma finalidade um procedimento para purgar o ar do corpo da válvula, o atuador
e o painel de teste deve ser previsto. Este procedimento deverá ser aprovado pela PETROBR $ S.
$ .9.3.4.3. Durante os testes de vedação com líquido, sempre que a observação visual de vazamento de forma direta não for possível,
vazamentos podem ser monitorados por variação de pressão.
$ .9.3.4.4. No caso de identificação de vazamento por variação de pressão, um exemplo de um método de quantificação da sensibilidade de
a bancada de teste seria a criação de um “vazamento”, pequeno e controlado, onde a variação do volume vazado seria
co-relacionado com a queda de pressão gerada por este "vazamento", para cada condição de teste (valor de pressão, linhas a montante,
a jusante, temperatura ambiente, etc.).
$ .9.3.4.5. A detecção de um vazamento deve estar associada à identificação de uma variação contínua de pressão, sem
ocorrendo sua estabilização ao longo do tempo e uma vez que os efeitos da variação da temperatura podem ser desconsiderados (ou
compensado). Assim, a queda de pressão em uma linha a montante ou o aumento de pressão em uma linha a jusante, sem estabilização
dessas variações de pressão deve ser considerada como vazamento.
$ .9.3.4.6. Em caso de identificação de vazamento por meio de variação de nível em um capilar, seu diâmetro deve ser compatível com
a capacidade de identificar pequenos vazamentos / volumes.
$ .9.3.4.7. O teste do invólucro pneumático deve ser realizado com gás inerte, como uma mistura de 99% de nitrogênio com 1% de hélio,
traçador medido em espectrômetro de massa, a fim de garantir a detecção de vazamentos. $ alternativamente, se nitrogênio (100%)
for usado como meio de teste, a válvula deve ser submersa.
$ .9.3.4.8. No caso de monitoramento de vazamento de gás nas portas de pressão, para vazamentos maiores e constantes deve ser
considerou o uso de medidores de vazão operando dentro de 20% a 80% da capacidade nominal do mesmo.
$ .9.3.4.9. Para monitorar o vazamento de gás nas portas de pressão para vazamentos menores ou inconstantes, deve ser realizado por
Página 66
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 70 de 83
usando bureta de escala onde uma mangueira flexível é inserida totalmente em uma bureta (ou pelo menos acima do menisco) e o conjunto é
submerso em um aquário transparente cheio de água limpa. O monitoramento do vazamento deve ser feito por meio do registro do
deslocamento da linha do menisco dentro da bureta, que pode ser visto através do aquário.
$ .9.3.4.10. Antes de cada tipo de teste, o fabricante deve apresentar a configuração da bancada de teste, a fim de demonstrar que
é montado de forma correta para realizar os testes e monitorar eventuais vazamentos. Os seguintes itens devem ser
preocupado durante esta apresentação:
a) Deve ser verificado se a fonte de pressão está conectada à porta de pressão correta.
b) Deve ser verificado se todos os dispositivos de teste estão devidamente montados, como se os flanges e acessórios estão apertados,
verificação da posição das válvulas de instrumentação (totalmente abertas ou totalmente fechadas), identificação das mangueiras (que devem estar
em
uma boa forma, sem vincos, buracos ou rasgos), etc .;
c) Antes dos testes de gás, se a válvula estiver completamente purgada.
d) Verificação da aplicação das regras de segurança, antes do início dos testes.
A.9.3.5. SEQUÊNCIA DE FAT
$ .9.3.5.1. $ Todas as válvulas manuais e atuadas devem ser submetidas a um Teste de Aceitação de $ Fábrica (F $ T) antes da entrega e / ou
envio da válvula.
$ .9.3.5.2. Deve ser considerada a execução de F $ T para a válvula e seu atuador.
$ .9.3.5.3. De outra forma acordado, o F $ T deve ser realizado com o atuador montado na válvula.
$ .9.3.5.4. $ teste funcional de válvula + atuador deve ser considerado a fim de garantir o desempenho adequado do
definir.
$ .9.3.5.5. As válvulas cujo projeto contém requisitos de emissões fugitivas também devem realizar testes F $ T adicionais de acordo com
ao item $ .9.3.6.
$ .9.3.5.6. As válvulas HIPPS também devem realizar testes F $ T adicionais de acordo com o item $ .9.3.7.
$ .9.3.5.7. Sempre que especificado no pedido de compra e / ou Contrato para cumprir com o "Requisito de Inspeção Específico
para Válvulas Industriais - ET-0000.00-0000-972-P8L-023 ”, o fabricante deve atender aos requisitos específicos de
testes de pressão listados no item 5.12 da ET-0000.00-0000-972-P8L-023.
NOTA: Qualquer outro conflito entre ET-0000.00-0000-972-P8L-023 e este documento deve ser apresentado para
Avaliação PETROBR $ S.
$ .9.3.5.8. O F $ T das válvulas globo de bronze deve seguir o MS SP-80. O F $ T de outras válvulas globo deve seguir BS 1873
/ BS 12266 ou $ PI 623 requisitos, conforme aplicável, e os testes aplicáveis listados nestas Normas devem ser realizados.
$ .9.3.5.9. O F $ T de válvulas borboleta (exceto para o projeto de deslocamento triplo) deve seguir os requisitos de $ PI 609 / $ PI 598,
e os testes aplicáveis listados nestas Normas devem ser realizados, incluindo o teste opcional de fechamento de alta pressão.
$ .9.3.5.10. O F $ T das válvulas de esfera, gaveta, retenção, plugue, axial e triplo deslocamento das válvulas butterlfy deve ser como abaixo. O F $ T
da bola
e as válvulas de gaveta em conformidade com IOGP S-562 e S-611 devem estar de acordo com $ .7.1.8 e $ .7.2.5, respectivamente.
Testes de pressão de acordo com o respectivo requisito QSL para cada classificação VSL:
Página 67
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 71 de 83
Tabela $ 0,61 ± requisito QSL / PSL de acordo com a classificação VSL
Requisitos VSL
VSL-1
VSL-2 (não para
Hidrocarbonetos)
VSL-2 (com
Hidrocarbonetos)
VSL-3
VSL-4
QSL
($ ccording $ PI 6D)
QSL-2
QSL-2
QSL-3
QSL-3
QSL-4
PSL
($ ccording $ PI 6 $)
N$
PSL-3 ou PSL-3G
como aplicável
PSL-3 ou PSL-3G como
aplicável
PSL-4
PSL-4
a) Para válvulas VSL-1, devem ser realizados testes de pressão de acordo com os requisitos $ PI 6D QSL-2.
b) Para válvulas VSL-2, devem ser realizados testes de pressão de acordo com os requisitos de $ PI 6D QSL-3. Para líquido
aplicação de serviço, devem ser realizados testes de pressão de acordo com os requisitos $ PI 6D QSL-2.
c) Para válvulas VSL-3, devem ser realizados testes de pressão de acordo com os requisitos de $ PI 6D QSL-3.
d) Para válvulas VSL-4, devem ser realizados testes de pressão de acordo com os requisitos $ PI 6D QSL-4.
Além dos testes de pressão exigidos pela Tabela $ .61, o F $ T das válvulas esfera deve considerar a execução
dos seguintes testes suplementares listados em $ nnex H de $ PI 6D: H.5, H.6, H.7, H.8, H.9, H.11.
NOTA: De outra forma acordado, os testes suplementares H.9 e H.11 devem ser realizados usando gás como meio de teste.
A taxa de vazamento aceitável para os testes deve estar de acordo com $ PI 6D, exceto para:
a) Teste de sede hidrostática e teste de sede de gás de baixa pressão de válvulas com sede de metal: o vazamento aceitável deve ser
Taxa B ISO 5208 Para testes de DBB, o vazamento aceitável é 2 X B.
b) Teste de sede de gás de alta pressão de válvulas com sede de metal: a taxa de vazamento aceitável deve ser 2 XC (duas vezes ISO
5208 Taxa C). Para testes de DBB, o vazamento aceitável é 4 X C.
NOTA: Sempre que o recurso DBB for necessário para o projeto da válvula na posição fechada ou fechada e aberta, deve ser
considerou a execução do teste DBB em ambas as condições.
c) Válvulas butterlfy de deslocamento triplo: A taxa de vazamento aceitável para todos os testes de vedação HP / LP (ou seja: sede) deve ser ISO
5208 Taxa de $.
Antes de realizar o teste de força do trem de força, listado no item H.7 de $ PI 6D, o fabricante deve fornecer
a informação a seguir:
a) Dados de engenharia do trem de força (ou seja: cálculo da haste), demonstrando que o impulso ou torque do projeto para todos os motores
os cálculos do trem são pelo menos duas vezes o impulso de ruptura ou torque da válvula (ou seja: impulso ou torque máximo
necessário para operar uma válvula com diferencial de pressão máximo).
b) $ ctuator dados de engenharia (por exemplo: caixa de engrenagens, hidráulica, etc.), demonstrando que o fator de segurança adequado foi
considerado
em consideração.
c) Dados de projeto do acessório de teste, a fim de garantir que o acessório de teste usado para bloquear o obturador é capaz de resistir
as cargas do teste e não danificaria a superfície das peças em contato (ou seja: esferas / sedes, vedação
região).
Página 68
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 72 de 83
d) O valor de torque selecionado (de acordo com o item H.7 de $ PI 6D) que será aplicado no teste de força do trem de força. Se o
atuador de válvula (por exemplo: caixa de engrenagens, hidráulica, etc.) é usado para gerar o teste de torque, devem ser verificados os valores
de torque máximo de saída do atuador e o valor de torque selecionado para o teste, a fim de confirmar seu
compatibilidade.
NOTA: O teste de força do trem de força deve ser realizado antes dos testes de vedação (ou seja: teste de assento) e pode ser feito em
apenas uma válvula do lote, por nominal, por tipo de atuador (por exemplo: caixa de engrenagens, hidráulica, etc.), e por classe de pressão,
condicionado a:
- $ greement pelo inspetor de teste de toda a documentação listada neste item.
- Sem falhas nos testes de resistência do trem de força. Se uma válvula do lote falhar na força do trem de força, as outras
válvulas com as mesmas premissas de projeto devem realizar o teste.
A.9.3.6. GORDURA DE EMISSÕES FUGITIVAS
$ .9.3.6.1. Sempre que especificado no VDS que a válvula deve ser aprovada para emissões fugitivas, no mínimo uma válvula
do lote deve ser selecionado aleatoriamente a partir de cada lote de produção de válvulas por tipo de válvula, classe de pressão e tamanho nominal,
e testado de acordo com a ISO 15848 Parte 2.
$ .9.3.6.2. O fabricante deve preparar procedimento específico de Teste de Aceitação de Fábrica (F $ T), de acordo com a ISO 15848
Parte 2, e envie para aprovação PETROBR $ S.
$ .9.3.6.3. A "Classe de estanqueidade" deve ser de acordo com:
Tabela $ 0,62 ± Classe de estanqueidade para vedações da haste - emissões fugitivas (ref .: ISO 15848 Parte 1)
Classe de estanqueidade
(Selos de haste)
Taxa de vazamento medida 1
$
≤ 50
B
≤ 100
C
≤ 1000
1 Expresso
em ppmv medido com o método de farejamento conforme definido em
ISO 15848 Parte 1 - $ nnex B (1 ppmv = 1 ml / m3 = 1 cm3 / m3)
Tabela $ 0,63 ± Classe de estanqueidade para vedações do corpo - emissões fugitivas (ref .: ISO 15848 Parte 1)
Concentração medida
(Selos corporais)
≤ 50 1
1 Expresso
em ppmv medido com o método de farejamento conforme definido em
ISO 15848 Parte 1 - $ nnex B (1 ppmv = 1 ml / m3 = 1 cm3 / m3)
$ .9.3.6.4. O relatório F $ T deve estar de acordo com o item 7 da ISO 15848 Parte 1.
$ .9.3.6.5. As válvulas devem estar em conformidade com a classe BH de estanqueidade da haste.
A.9.3.7. TESTE DE VÁLVULA HIPPS NO LOCAL
$ .9.3.7.1. $ Todas as válvulas HIPPS serão capazes de passar por um teste regular para demonstrar o funcionamento correto e
monitorando o status operacional. O intervalo de teste deve ser consistente com a base da análise SIL.
Página 69
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 73 de 83
$ .9.3.7.2. A seguir estão as considerações mínimas que devem ser verificadas durante o teste no local de uma válvula HIPPS:
a) Teste de integridade de pressão / vazamento regular: O HIPPS deve ser capaz de demonstrar que o sistema tem
integridade suficiente para conter SIP com vazamento menor que a taxa de vazamento máxima. O intervalo de teste será
determinado pela classificação SIL ou exigência regulatória.
b) Teste de taxa de vazamento máxima: O projeto HIPPS deve incluir métodos apropriados para medir ou inferir o vazamento
taxa do HIPPS para comparação com a taxa de vazamento máxima predeterminada. Determinação da taxa máxima de vazamento
deve considerar eventos de desligamento de curto prazo e eventos de desligamento de longo prazo, como fechamento de tempestade e
deve ser definido pelo operador ou por exigência regulamentar.
c) Teste de Curso Parcial (PST): Cada válvula deve ser fornecida com um sistema de Teste de Curso Parcial (PST) dedicado
instalado dentro do gabinete da válvula de controle local. O teste de curso parcial obrigatório deve ser implementado usando dispositivos
especificamente projetado e certificado para esse fim. O PST deve ser considerado como um teste funcional que cobre
apenas uma fração das falhas possíveis, e não como autoteste com cobertura de diagnóstico. A fração detectada deve
ser devidamente documentado. $ s no mínimo, os seguintes testes devem ser escopo do PST:
- 4 atuações de válvulas HIPPS em condição operacional, com pressão de linha nominal a montante, a jusante
e cavidade corporal;
- 4 atuações de válvulas HIPPS sob condição DBB, direção abrir para fechar. Neste caso, a válvula deve estar em
posição aberta, com pressão nominal da linha no furo e sem pressão na cavidade;
- 4 atuações de válvulas HIPPS sob condição DBB, direção perto para abrir. Neste caso, a válvula deve estar em
posição fechada, com pressão nominal da linha a montante e a jusante, e sem pressão na cavidade;
- Para os testes F $ T da válvula HIPPS, a seqüência aqui descrita deve ser feita considerando a pressão da linha
de 0% PMT, 50% PMT e 100% PMT.
NOTA: Os resultados do PST devem ser registrados por meio de análise estatística (ex: média, desvio padrão), na ordem
para servir de referência para o teste de comissionamento e teste periódico. $ lso, efeitos de modo de falha e análise de criticidade
(por exemplo: FMEC $) deve ser considerado para ser usado.
A.10. MANUSEIO, ARMAZENAMENTO E TRANSPORTE
$ 0,10. O fabricante deve apresentar um procedimento testado / validado por desempenho de laboratório para a preservação
sistema e um procedimento com manuseio, armazenamento, embalagem e transporte da válvula (incluindo atuador e posicionador peças elétricas / eletrônicas).
$ .10,2. Após o teste hidrostático, todas as válvulas devem ser purgadas com ar comprimido seco, na posição totalmente aberta, até que estejam
completamente seco.
$ .10.3. $ após a purga, a válvula deve ser mantida fechada ou aberta, de acordo com as instruções do fabricante, com proteção interna
com VCI em todas as peças e não pode ser usado protetor de corrosão que precise de solvente para ser removido.
$ 0,10,4. Válvulas com materiais resistentes à corrosão precisam do inibidor de corrosão para fase líquida e vapor adicionado ao
água, mas não precisa do uso de VCI. Não deve ser usado protetor contra corrosão que precise de qualquer solvente para ser removido.
$ 0,10,5. Válvulas feitas de latão, aço inoxidável e outras ligas de metal não oxidáveis devem receber proteção contra poeira
e umidade.
$ .10.6. Válvulas de pequeno porte podem ser enviadas dentro de uma embalagem coletiva. Mesmo assim, cada válvula deve ser individualmente
Página 70
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 74 de 83
embalagem antes da montagem da embalagem coletiva.
$ .10,7. As válvulas médias devem ter embalagem individual.
$ 0,10,8. As válvulas grandes devem ser embaladas limitadas aos seus bicos desde que estejam protegidas pela pintura.
$ .10,9. As válvulas podem ser embaladas na posição vertical ou horizontal, na posição aberta ou fechada, conforme
recomendação do fabricante.
A.11. DOCUMENTAÇÃO
A.11.1. FORMATOS E QUALIDADE DE DOCUMENTAÇÃO
$ .11.1.1. Sempre que possível (por exemplo: um fornecimento de um fabricante brasileiro) toda a documentação deve ser entregue em
Português (pt-BR). $ n idioma alternativo a ser considerado para a documentação deve ser o Inglês (por exemplo: fornecimento de
fabricante internacional). Qualquer desvio deve ser solicitado e aprovado pela PETROBR $ S antes do
Entrega.
$ .11.1.2. Normalmente, o formato dos documentos deve ser $ dobe $ crobat PDF (* .PDF). Outros formatos devem ser acordados
com PETROBR $ S.
$ .11.1.3. Toda a documentação deve ser de boa qualidade com a máxima legibilidade. As imagens digitalizadas devem ser verificadas antes
envio para qualidade de imagem adequada, distorção e integridade.
A.11.2. LIVRO DE DADOS
$ .11.2.1. O Data Book deve ser preenchido de forma a facilitar a recuperação rápida das informações. Eles devem ser feitos
disponível para PETROBR $ S, se necessário, por pelo menos 5 anos após o início do período de garantia da última
lote comercializado.
$ .11.2.2. O Data Book deve representar a compilação dos cálculos do fabricante junto com as necessárias
desenhos, procedimentos de fabricação, teste e inspeção, certificados, qualificações de pessoal, não conformidade
relatórios, registros e relatórios necessários para demonstrar que a válvula e o atuador estão em conformidade com os PETROBR $ S's
requisitos.
$ .11.2.3. Deve incluir, no mínimo:
a) Certificados de conformidade de materiais;
b) cópia do ITP aprovada pelo comprador da PETROBR $ S ou EPC;
c) Cópia de todos os relatórios emitidos pela empresa responsável pela fiscalização;
d) WPS e WPQR para soldagem estrutural;
e) Reparar mapas de solda;
f) Relatórios de END com listas de qualificações e procedimentos de soldador e operador de END e desenhos de áreas críticas
para NDT;
g) Desenhos de fabricação relevantes;
h) Relatórios de não conformidades e ações corretivas tomadas;
i) Procedimento F $ T e resultados do teste.
Página 71
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 75 de 83
M) certificado de $ ctuator;
k) Certificado de posicionador;
l) Certificado de prova de fogo, quando aplicável;
m) Certificado de emissão fugitiva, quando aplicável;
n) Relatório final de inspeção para embarque.
$ .11.2.4. A emissão de certificados deve estar de acordo com EN 10204 tipo 2.2 para peças sem risco para o meio ambiente como:
depósito de soldagem, fechos, selo, molas e assim por diante.
$ .11.2.5. A emissão de certificados deve estar de acordo com EN 10204 tipo 3.1 para peças com risco para o meio ambiente como: corpo,
castelo, tampa, haste, pinos / parafusos, etc.
$ .11.2.6. O Data Book deve ser emitido um por válvula ou um por pedido de compra (com rastreabilidade para grupos de válvulas).
Uma cópia impressa do Data Book deve ser enviada com a válvula para o destino final e uma cópia eletrônica deve ser enviada para
o PURCH $ SER.
$ .11.2.7. $ todos os certificados de material devem ser identificados com: número de série da válvula, nome do proMeto (quando aplicável), compra
número do pedido, número do item do pedido, número do VDS ou número do proMeto.
A.11.3. MANUAL DO USUÁRIO
$ .11.3.1. O Manual do Usuário deverá, de forma organizada, fornecer informações suficientes para possibilitar a operação e
manutenção da válvula de forma segura, econômica e funcionalmente correta em todas as fases após a instalação.
$ .11.3.2. O Manual do Usuário abrangerá a válvula e o atuador.
$ .11.3.3. $ ll documentos devem ser atualizados para "as-built".
A.11.4. DOCUMENTAÇÃO DE PRESERVAÇÃO, PROTEÇÃO E EMBALAGEM
$ .11.4.1. O fabricante deve preparar e apresentar procedimento (s) para aprovação PETROBR $ S, mostrando o seguinte:
a) descrição da preservação / proteção / embalagem inicial realizada pelo fabricante antes do envio:
- O procedimento também deve especificar o tipo de conservantes / lubrificantes utilizados, com dados técnicos, manuseio e segurança
instruções, especialmente dando detalhes de quaisquer substâncias químicas usadas que podem ser perigosas para o pessoal ou
meio Ambiente.
b) descrição da preservação após a inspeção de entrada no destino final:
- A manutenção de preservação deve ser realizada pelo usuário durante o armazenamento, instalação e no período anterior a
start-up para o uso pretendido.
c) desembalagem e remoção dos dispositivos de proteção e conservantes antes da operação:
- O procedimento deve indicar os métodos de elevação propostos para a válvula e atuador, e todas as medidas adicionais
que deve ser observado antes e durante a instalação.
$ .11.4.2. A documentação de preservação, proteção e embalagem deve atender a todos os requisitos estabelecidos no item $ .10.
Página 72
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 76 de 83
A.11.5. CÓDIGO DE VÁLVULA
A.11.5.1.
DESCRIÇÃO
$ .11.5.1.1. $ todas as válvulas especificadas para aplicação em instalações de processamento e produção de petróleo de Exploração e Produção
(E&P)
ter um código único, a fim de haver uniformidade e sistematizar a codificação das válvulas para que possam ser manipuladas em
de maneira organizada e as informações podem ser facilmente recuperadas.
$ .11.5.1.2. A estrutura completa de todos os códigos de válvula deve ser a seguinte:
A.11.5.2.
ESTRUTURA BÁSICA DE UM CÓDIGO DE VÁLVULA
$ .11.5.2.1. O código da válvula deve ser composto de 3 grupos básicos ordenados da seguinte forma:
Grupo 0
Tipo de Válvula
Grupo 1
Classificação de pressão
Grupo 2
VSL
EU VOU
$
-B
Onde:
L é uma letra;
$, B são números.
A.11.5.3.
CONCEITO DE GRUPOS BÁSICOS
$ .11.5.3.1. IDENTIFICAÇÃO DE $ TIPO V $ LVE (GRUPO 0)
Este é o grupo básico que identifica o tipo da válvula.
Este grupo é composto por três letras e sua configuração é ilustrada da seguinte forma:
Grupo 0
Tipo de Válvula
EU VOU
Os seguintes caracteres devem ser usados para distinguir o tipo da válvula:
V $ G ± Válvula de agulha
V $ X ± $ válvula xial
VBO ± Válvula borboleta
VDE ± válvula de esfera dupla
VDI ± válvula de diafragma
Página 73
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 77 de 83
VES ± válvula de esfera
VG $ ± Válvula de gaveta
VGL ± válvula globo
VM $ ± Válvula macho
VRE ± Válvula de retenção
$ .11.5.3.2. IDENTIFICAÇÃO DE R $ TING DE PRESSÃO (GRUPO 1)
Este é o grupo básico que identifica a classificação de pressão da válvula.
Este grupo é composto de pelo menos três e no máximo 5 números e sua configuração é ilustrada como
segue:
Grupo 1
Classificação de pressão
$
Os seguintes caracteres devem ser usados para distinguir a classificação de pressão da válvula:
125 ± $ SME Classe 125
150 ± $ SME Classe 150
250 ± Pressão máxima 250 psi (apenas para válvulas borboleta de categoria $)
300 ± $ SME Classe 300
600 ± $ SME Classe 600
801 ± $ SME Classe 800 com SCH 40S (para válvulas de esfera)
801 ± $ SME Classe 800 com SW termina $ SME B16.11 (para válvulas de gaveta)
802 ± $ SME Classe 800 com SCH 80
803 ± $ SME Classe 800 com SCH 160
804 ± $ SME Classe 800 com SCH XXS
900 ± $ SME Classe 900
1500 ± $ SME Classe 1500
1501 ± $ SME Classe 1500 com SCH 40S (para vales de bola)
1501 ± $ SME Classe 1500 com SW termina $ SME B16.11 (para válvulas de gaveta)
1502 ± $ SME Classe 1500 com SCH 80
1503 ± $ SME Classe 1500 com SCH 160
1504 ± $ SME Classe 1500 com SCH XXS
2500 ± $ SME Classe 2500, com $ SME flanges
2501 ± $ SME Classe 2500 com SCH 40S (para válvulas de esfera)
2501 ± $ SME Classe 2500 com SW termina $ SME B16.11 (para válvulas de gaveta)
Página 74
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 78 de 83
2502 ± $ SME Classe 2500 com SCH 80
2503 ± $ SME Classe 2500 com SCH 160
2504 ± $ SME Classe 2500 com SCH XXS
2510 ± $ SME Classe 2500, com flanges compactas
3.000 ± Pressão máxima 3.000 psi
5000 ± Pressão Máxima de 5.000 psi
6.000 ± Pressão máxima 6.000 psi
10.000 ± Pressão máxima 10.000 psi
$ .11.5.3.3. IDENTIFICAÇÃO DE VSL (GRUPO 2)
Este é o grupo básico que identifica o VSL da válvula.
Este grupo é composto por um número e sua configuração é ilustrada da seguinte forma:
Grupo 2
VSL
B
Os seguintes caracteres devem ser usados para distinguir o VSL da válvula:
1 ± VSL-1
2 ± VSL-2
3 ± VSL-3
4 ± VSL-4
A.11.5.4.
ESTRUTURA ESPECÍFICA DE UM CÓDIGO DE VÁLVULA
$ .11.5.4.1. O código da válvula deve ser composto por 4 grupos específicos ordenados da seguinte forma:
Grupo 3
Classe de Material
Grupo 4
Material do corpo
Grupo 5
Tipo obturador
Grupo 6
Design TRIM
eu
C
D
E
Onde:
L é uma letra;
C, D, E são números.
A.11.5.5.
CONCECTO DE GRUPOS ESPECÍFICOS
$ .11.5.5.1. IDENTIFIC $ TION DE M $ TERI $ L CL $ SS (GRUPO 3)
Este é o grupo básico que identifica a classe de material da válvula.
Este grupo é composto por uma letra e sua configuração é ilustrada da seguinte forma:
Página 75
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 79 de 83
Grupo 3
Classe de Material
eu
Os seguintes caracteres devem ser usados para distinguir a classe de material da válvula:
C ± aço carbono
$ ± $ lloy Steel
S ± aço inoxidável
D ± aço duplex
N ± liga de níquel
U ± Materiais incomuns
$ .11.5.5.2. IDENTIFIC $ TION DO CORPO M $ TERI $ L (GRUPO 4)
Este é o grupo básico que identifica o material do corpo da válvula.
Este grupo é composto por um número e sua configuração é ilustrada da seguinte forma:
Grupo 4
Material do corpo
C
Os seguintes caracteres devem ser usados para distinguir o material do corpo da válvula, em relação ao
classe de material da válvula:
Página 76
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 80 de 83
Tabela $ .64 ± Identificação do código do material do corpo, de acordo com a respectiva classe de material
Corpo
Material
Classe de Material
C
UMA
S
D
N
você
Aço carbono
Liga de aço
Inoxidável
aço
Aço duplex
Níquel
ligas
Incomum
materiais
1
$ STM $ 105
ou
$ STM $ 216 WCB
$ STM $ 350 LF3
ou
$ STM 352 LC3
$ STM $ 995 Gr. 1B
$ lloy 625
(UNS
N06625)
Bronze
2
$ 350 LF2 CL1
ou
$ STM $ 352 LCB
$ STM $ 182 F5
$ STM $ 182
Gr. F316
ou
$ STM $ 351
Gr. CF8M
$ STM $ 182 Gr.
F51
ou
$ STM $ 995 Gr. 4 $
$ STM $ 536-65-45-12
3
$ STM $ 105
ou
$ STM $ 216 WCB
+
Revestimento Orgânico
(Apenas para uso em terra)
$ STM $ 182 F11
CL2
$ STM $ 182
Gr. F317
ou
$ STM $ 351
Gr. CG8M
$ STM $ 182 Gr.
F55 ou
$ STM $ 995 Gr 6 $
$ STM B148
(UNS C95800)
4
$ STM $ 105
ou
$ STM $ 216 WCB
+
Revestimento Orgânico
(No mar)
$ STM $ 522 Tipo I
$ STM $ 182
Gr. F347
ou
$ STM $ 351
Gr. CF8C
Plásticos
5
$ STM $ 105
ou
$ STM $ 216 WCB
+
sobreposição de liga 625
(UNS N06625)
$ STM $ 350 LF3
ou
$ STM $ 352 LC3
+
sobreposição de liga 625
(UNS N06625)
Ferro cinzento
6
$ STM $ 350 LF2
CL1
ou
$ STM $ 352 LCB
+
sobreposição de liga 625
(UNS N06625)
$ STM $ 522 Tipo I
+
sobreposição de liga 625
(UNS N06625)
-
$ .11.5.5.3. IDENTIFIC $ TION DO TIPO OBTUR $ TOR (GRUPO 5)
Este é o grupo básico que identifica o tipo de obturador da válvula.
Este grupo é composto por um número e sua configuração é ilustrada da seguinte forma:
Grupo 5
Tipo obturador
D
Os seguintes caracteres devem ser usados para distinguir o tipo de obturador da válvula:
Página 77
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 81 de 83
Tabela $ 0,65 ± Identificação do tipo de obturador, de acordo com o tipo de válvula
Obturador
modelo
Tipo de Válvula
Válvula de gaveta
Válvula global
Válvula de retenção
Borboleta
válvula
0
Sólido
cunha
Disco chanfrado
Pistão
Categoria $
(concêntrico)
1
Portão de laje
$ ngular
Placa Dupla
Categoria B
Deslocamento duplo
(bi-excêntrico)
2
Expandindo
portão
Balanço
Categoria B
Deslocamento triplo
(tri-excêntrico)
3
$ xial non-slam
NOTA: Para válvulas de esfera, os dois últimos dígitos “D” (GRUPO 5) e “E” (GRUPO 6) no código da válvula apresentam a configuração
número da válvula, onde:
DE ± apresenta a configuração básica, conforme Tabela $ 0,25 ± para válvulas esfera até NPS 1 1/2 (válvulas “forjadas”).
D - apresenta o selo do grupo selecionado, conforme Tabela $ 0,23 ± para válvulas esfera com NPS 2 e superiores;
E - apresenta a configuração básica, conforme Tabela $ 0,26 ± para válvulas esfera com NPS 2 e superiores;
$ .11.5.5.4. IDENTIFIC $ TION DO PROJETO DO TRIM (GRUPO 6)
Este é o grupo básico que identifica o projeto TRIM da válvula.
Este grupo é composto por um número e sua configuração é ilustrada da seguinte forma:
Grupo 6
Design TRIM
E
Os seguintes caracteres devem ser usados para distinguir o projeto TRIM da válvula:
Tabela $ 0,66 ± Identificação do projeto TRIM, de acordo com o tipo de válvula
APARAR
Projeto
Tipo de Válvula
Portão
Globo
Verificar
Borboleta
Categoria B
1
Padrão
APARAR
Suave
APARAR
Bolacha
2
$ lternative
APARAR
Metal para Metal
APARAR
Arrastar
3
N/$
$ lternative
Metal para Metal
APARAR
Flangeado duplo
(Padrão Curto)
Tipo de Válvula
Borboleta Categoria A (Concêntrica)
APARAR
Config.
Arrastar
Bolacha
Flangeado duplo
(Padrão Curto)
#1
1
2
3
#2
4
5
6
#3
7
8
9
NOTA: Para válvulas de esfera, os dois últimos dígitos "D" e "E" no código da válvula apresentam o número de configuração da válvula,
Onde:
Página 78
DIRETRIZES DE ENGENHARIA DE F $ CILIDADES DE PRODUÇÃO OFFSHORE
DISCIPLINA: TUBULAÇÃO
Especificação de materiais de tubulação para instalações de produção de E&P
- Rev. 12 Página 82 de 83
DE ± apresenta a configuração básica, conforme Tabela $ 0,25 ± para válvulas esfera até NPS 1 1/2 (válvulas “forjadas”).
E - apresenta a configuração básica, conforme Tabela $ 0,26 ± para válvulas esfera com NPS 2 e superiores;
$ .11.5.5.5. EX $ MPLE DO CÓDIGO V $ LVE
Exemplo 1
Válvula de gaveta, classe de pressão de 900, VSL-2, classe de material de aço carbono, cunha sólida, usando TRIM padrão:
VGA-900-2-C101
Tipo de válvula: VG $ ± Válvula de gaveta
Classificação de pressão: 900 ± Classe 900
VSL: 2 ± VSL-2
Classe de material: C ± aço carbono
Material do corpo: 1 ± $ STM $ 105 ou $ STM $ 216 WCB
Tipo de obturador: 0 ± cunha sólida
Projeto de acabamento: 1 ± TRIM padrão
Exemplo 2
Válvula de esfera, pressão nominal 1500, VSL-2, classe de material de aço carbono, configuração 04 com niple SCH XXS:
VES-1504-2-C207
Tipo de válvula: VES ± válvula de esfera
Classificação de pressão: 1504 ± $ SME Classe 1500 com SCH XXS
VSL: 2 ± VSL-2
Classe de material: C ± aço carbono
Material do corpo: 2 ± $ 350 LF2 CL1 ou $ STM $ 352 LCB
Configuração: 07 ± Válvula de esfera metal a metal com configuração de acordo com a Tabela $ 0,25
Exemplo 3
Válvula de esfera, pressão nominal 2500, VSL-3, classe de material super duplex, vedação macia, testado contra fogo, DIB-2:
VES-2500-3-D339
Tipo de válvula: VES ± válvula de esfera
Classificação de pressão: 2500 ± $ SME Class 2500
VSL: 3 ± VSL-3
Classe de material: D ± Super duplex
Material do corpo: 3 ± $ STM 182 Gr. F55
Grupo de selos: 3 ± Grupos D ou E
Configuração: 9 ± Válvula de esfera de vedação macia com configuração de acordo com a Tabela $ 0,26.