
See discussions, stats, and author profiles for this publication at: https://www.researchgate.net/publication/337487427 Power projects using methane from coal mines Technical Report · August 2006 DOI: 10.13140/RG.2.2.10861.54245 CITATION READS 1 153 1 author: Lesley Sloss IEA - Clean Coal Centre 59 PUBLICATIONS 813 CITATIONS SEE PROFILE All content following this page was uploaded by Lesley Sloss on 25 November 2019. The user has requested enhancement of the downloaded file. Power projects using methane from coal mines Lesley L Sloss CCC/112 August 2006 Copyright © IEA Clean Coal Centre ISBN 92-9029-428-0 Abstract Methane gas has at least twenty times the global warming potential of carbon dioxide. Recently, methane from coal mines has been receiving attention as both a cause for concern to the environment as well as a potential source of energy. CMM (coal mine methane) fired power plants are being constructed in several countries around the world, most notably in Australia, Germany and China. This report identifies the CMM gas-fired power plant currently in operation, under construction and at the planning and development stage. Where possible, details are included on location, capacity, process configuration and equipment manufacturer. Acronyms and abbreviations ACARP A(C)MM APF bm3 CANMET CBM CCUJ CDM CFBC CFRR CHP CIDA CIS CMC CMM CMOP CMR CO2-e CSIRO DITR DME DSA ECBM EU ETS FBC FCE FIGT GAIL GEF gensets GHG GWP IC IR IRR IREEDD JBIC JCoal JICA kW kWh LHV LNG M2M METI Mm3 MWe MWth NETL NIIDP PEER TDA TFRR UK DTI UN UNDP UNF UN FCCC 2 Australian Coal Association Research Programme abandoned (coal) mine methane absorption with pressure fluctuation billion cubic metres Canadian Mineral and Energy Technologies coalbed methane Centre for Coal Utilisation, Japan clean development mechanism circulating fluidised bed combustion catalytic flow reverse reactors combined heat and power Canadian International Development Agency Commonwealth of Independent States Chinese Ministry of Commerce coal mine methane Coalbed Methane Outreach Programme, US EPA catalytic monolith reactor carbon dioxide equivalent greenhouse gas potential Commonwealth Scientific and Industrial Research Organisation, Australia Department of Industry, Tourism and Resources, Australia Dimethyl-ether Deutsche Steinkohle Aktiengesellschaft, Germany enhanced coalbed methane European Union emissions trading scheme fluidised bed combustion Fuel Cell Energy Inc fuel injected gas turbine system Gas Authority of India Ltd Global Environment Facility generator sets (internal combustion engine array) greenhouse gas global warming potential internal combustion (engines) Ingersol-Rand Ltd internal rate of return UN ECE Industrial Restructuring, Energy and Enterprise Division Japan Bank for International Cooperation Japan Coal Energy Centre Japan International Cooperation Agency kilowatt kilowatt hour lower heating value liquified natural gas Methane to Markets Partnership, US EPA Ministry of Economy, Trade and Industry, Japan million cubic metres megawatt, electric megawatt, thermal National Energy Technology Laboratory, US DOE National Industrial Innovation Development Programme, Kazakhstan Partnership for Energy and Environmental Reform, the Ukraine Trade and Development Agency, USA thermal flow reverse reactors UK Department of Trade and Industry United Nations United Nations Development Programme United Nations Foundation United Nations Framework Convention on Climate Change IEA CLEAN COAL CENTRE UNIDO US DOE US EPA VAM VCBM VOC United Nations Industrial Development Organisation US Department of Energy US Environmental Protection Agency ventilation air methane virgin coalbed methane volatile organic compounds Power projects using methane from coal mines 3 Contents Acronyms and abbreviations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2 Contents . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 2 CMM for power production . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8 2.1 Pipeline injection . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8 2.2 Power generation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 2.2.1 Gas engines/internal combustion engines. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 2.2.2 Turbines . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13 2.2.3 Cogeneration systems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14 2.2.4 Oxidation technologies . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15 2.2.5 Fuel cells. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19 2.3 Cofiring . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20 2.3.1 CMM as additional fuel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20 2.3.2 VAM as intake air . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21 2.4 Selecting the most appropriate technology . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22 2.5 Comments . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24 3 Projects in operation worldwide. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25 3.1 Australia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25 3.2 Asia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26 3.3 Europe – Western . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28 3.3.1 France . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28 3.3.2 Germany . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28 3.3.3 UK. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30 3.4 Europe – Eastern . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31 3.4.1 Croatia. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31 3.4.2 Czech Republic . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31 3.4.3 Hungary . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32 3.4.4 Romania . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32 3.4.5 Slovenia. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32 3.4.6 Poland . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32 3.5 Russian Federation and the CIS. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33 3.5.1 Russian Federation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33 3.5.2 Ukraine . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33 3.6 North America . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35 3.7 Comments . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35 4 Projects planned or under construction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37 4.1 Australia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37 4.2 Asia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38 4.3 Europe – western . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39 4.3.1 Bulgaria. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39 4.3.2 Germany . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39 4.3.3 Italy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39 4.3.4 Turkey . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40 4.3.5 UK. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40 4.4 Europe – eastern. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40 4.4.1 Croatia. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40 4.4.2 Czech Republic . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40 4.4.3 Slovenia. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40 4.5 Russian Federation and the CIS. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40 4.6 North America . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41 4.7 Other. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41 4.8 Comments . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42 4 IEA CLEAN COAL CENTRE 5 Conclusions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43 6 References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44 Appendix . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46 CMM-to-power equipment suppliers: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46 Cogeneration systems: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46 Oxidisers: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46 Other useful sources of information: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46 Power projects using methane from coal mines 5 6 IEA CLEAN COAL CENTRE 1 Introduction Methane is a fuel and is also a potent greenhouse gas. The utilisation of methane which would otherwise simply leak from coal mines therefore gives double value to any project by providing cheap and clean power and at the same time reducing methane emissions. A previous report by IEA CCC (Sloss, 2005) reviewed emissions from coal mining activities and included details on potential reserves, legislation, environmental considerations and a short summary of activities under way around the world. This complementary report concentrates on methane-to-power projects currently in operation, under construction or planned in the near future. There are four main categories of methane produced from coal mines (Creedy and Tilley, 2003): ● VCBM: virgin coalbed methane, from coal seams which have not been actively mined and which may never be actively mined. Only the methane is being captured and the coal seam is otherwise left untouched. Typical methane concentrations are >95% with flow rates of 1000–18,000 m3/d (pure methane); ● CBM/CMM: coalbed methane/coal mine methane drained from mines either prior to or during mining activities. The definitions of CBM and CMM vary from reference to reference. Some regard CBM as methane captured prior to mining and CMM as that captured during mining. However, the uses of these acronyms in the literature cited in this report are often too varied and/or indistinct for them to be regarded as consistent. Where possible the definitions of CBM and CMM as described above are used. However, in this report the term CMM is used to apply to any methane drained at a working mine. Typical methane concentrations are 35–75% with flow rates of 6000–195,000 m3/d (pure methane); ● VAM: ventilation air methane, dilute methane which seeps from the seam during mining and escapes through the ventilation shafts and workings. Typical methane concentrations are 0.05–0.8% with flow rates of 4000–140,000 m3/d (pure methane); ● ACMM: abandoned coal mine methane, from abandoned, but previously worked, mines. Typical methane concentrations are 35–90% with flow rates of 11,000–86,000 m3/d (pure methane). concentrated methane can be used as a replacement for natural gas in national gas pipeline networks or more locally in residential cooking and heating. Concentrated methane can also be used as a vehicle fuel. Medium quality gas is suitable for power generation as a primary or secondary fuel. This can be in steam boilers, combined heat and power systems or district heating plants. Other options for the heat produced include coal drying and mine heating or cooling. Lower quality, more dilute, methane can be used in lean-burn engines or turbines, as combustion air in other fuel-fired processes or can be oxidised to produce useful heat. All of these options are described in Chapter 2 of this report. The report also includes a short Appendix listing suppliers of these various technologies. The possibility of combining CMM extraction with CO2 capture and storage, known as enhanced coalbed methane (ECBM) is not covered in this report. However it is covered in several reports by our sister organisation which can be contacted at http://www.ieagreen.org.uk Chapter 3 reviews the different projects which are currently operational around the world emphasising, where possible, why these projects have proven successful. Chapter 4 then provides information on proposed projects and projects under construction. A previous and complementary report by IEA CCC (Sloss, 2005) discusses the different types of methane released from coal mines, typical volumes and flow rates, and the available methodology for capturing this gas in greater detail. This report concentrates on technologies for the utilisation of methane which would otherwise escape from existing (CMM) or abandoned mines (ACMM). However, interesting examples of projects using VCBM for power generation or pipeline injection are included for comparison. Methane can be used as a fuel in several different ways, depending on the quality of the gas. High quality, Power projects using methane from coal mines 7 2 CMM for power production Methane is a useful and clean source of energy which is leaking into the atmosphere from thousands of mines around the world. The potential to capture this methane and use it to supply power whilst simultaneously reducing greenhouse gas emissions is largely untapped in most countries. Schneider (2003) cites the following statistics (based on 40% electrical efficiency and normal operating conditions, 8000 h/y): 0.18 kg CH4 = 1 kWhe = 3.76 kg CO2-e [CO2-equivalent, in terms of global warming potential (GWP), where CH4 has over 21 times the GWP of CO2] = 1 MWe from CMM = 4.72 kg/kWhe CO2 reduction by combined heat and power from CMM (includes both heat and electrical generation) around 34,000 t CO2-e reduction potential There is therefore a significant advantage to using CMM in methane-to-power projects. Schultz (2006) has reviewed the potential value of CMM in selected markets around the world and estimated the following (assuming 4 €/MBtu (3.8 €/GJ) and 10 €/t CO2-e): Ukraine: 1.1 billion m3/y = €160 million in energy + €157 million in carbon credits Russia: 0.8 billion m3/y = €120 million in energy + €114 million in carbon credits Poland: 0.5 billion m3/y = €80 million in energy + €71 in carbon credits Czech Rep: 0.3 billion m3/y = €50 million in energy + €43 in carbon credits Table 1 Although these figures are based on relatively gross assumptions on the quality of the gas and the likely sales prices, the theoretical potential for these countries to turn a waste gas into a profit is clearly enormous. However, the success of CMM-to-power projects is very case specific, depending on such factors as the quality of the gas and the suitability of the different utilisation options at each individual site. Table 1 shows the different gas characteristics at several mines in the Australia, Germany and the UK (Schneider, 2003). Each of these mines produces a CMM of a distinct quality and each would require a site-specific approach to making the best use of this gas. Figure 1 shows the quantity of CMM projects around the world based on project type. Pipeline injection (largely in the USA) and town gas are the most popular uses of CMM. As of 2004, power generation accounted for only 2 billion m3/y (CME, 2004). The following sections review the principles of the most common methane-to-power options with examples where appropriate. Chapters 3 and 4 list the actual projects currently operating and planned throughout the world. The use of CMM for chemical feedstock or other industrial uses is not discussed here but is dealt with briefly in a complementary IEA CCC report (Sloss, 2005). 2.1 Pipeline injection The worldwide demand for natural gas is predicted to increase by 50% between 2005 and 2025 and so there is an opportunity for promoting CMM as an alternative source of methane (Talkington, 2004). In some situations, CMM can be produced in a sufficiently pure and concentrated form that it can be used as a replacement for natural gas. This gas is distributed by a network of pipes for combustion by utilities, industry and in residential cooking and heating. Almost all of the 1 billion m3 of CMM used in the USA is put directly into the natural gas system (CME, 2002). In order to ensure that the gas is suitable for pipeline injection the gas quality has to be assured along with a Properties and characteristics of coal mine gas versus natural gas (Schneider, 2003; HT, 2006) Parameter Tahmoor Colliery, Australia active mine Mont-Cernis Herne, Lohberg Dinslaken, Germany Germany closed mine active mine Shirebrook Colliery, UK Natural gas closed mine CH4 31.5% 68.6% 43.8% 76.0% CnHm -0.9% 0.4% 2.6% 0–20% CO2 31.7% 11.3% 2.2% 10.6% 0–8% N2 31.0% 18.9% 43.7% 10.7% 0–5% O2 5.8% 0.5% 9.8% 0.1% 0–0.2% LHV, kWh/m3 3.1 6.9 4.5 8.2 9.61 8 70–90% IEA CLEAN COAL CENTRE 3000 85 2500 71 2000 57 1500 42 1000 28 500 14 Billion m3/y Billion ft3/y CMM for power production 0/0 0 0 Power generation Figure 1 Pipeline injection & town gas Flaring Industrial use Global CMM use by project type, as of 2004 consistent supply. There are stringent specifications for natural gas and commonly it may not contain more than 2% CO2 and 5% N2. An exception is the Methamine project in the Nord Pas de Calais, France, where mine gas at only 56% methane is injected into a natural gas pipeline operated by Gaz de France. The calorific value of gas in the gas grid in France is lower than that elsewhere (34.2–37.8 MJ/m3 compared with 37.5–43.0 MJ/m3 for Transco in the UK). The CMM can be injected into the French pipeline as long as the combined gas concentration does not fall below the required concentration (UK DTI, 2004). CMM from some mines is simply not of a high enough quality to be used as a replacement for natural gas. However, in certain situations, the amount of CMM available and the market for gas will make it commercially appropriate to invest in gas cleaning technologies. The enrichment of CMM to pipeline quality gas is possible with techniques such as phased extraction treatment to remove oxygen, carbonic acid, water steam and nitrogen: ● O2 is extracted by oxidation with a catalyst; ● CO2 is removed by reacting the gas with the solvent amine di-glycol; ● water steam is removed with a system of molecular sieves; ● N2 can be removed by the patented Nitech technology or, at greater expense, by absorption with pressure fluctuation (APF). Plants for this type of treatment are designed to treat over 30,000 m3/d and would cost over $5.5 million (excluding the cost of the compressor station required to supply the gas into the pipeline). The lifetime of such plants is estimated at over 30 years due to the lack of any rotating parts or elements which are prone to corrosion. The prime cost of 1000 m3 of methane enriched at such a plant (50,000 m3/d) would be around US$2.37. Since the market price of methane is $50 for 1000 m3, the profit would be $47.6 per 1000 m3 and the period of payback would be around two years (Bulat and Zaloznova, 2003). A photograph of a CMM cleaning system is shown in Figure 2 (Schultz, 2006). Power projects using methane from coal mines In southern Illinois, USA, gas from an abandoned mine (unspecified) is cleaned using a new Engelhard ‘molecular gate process’ to remove nitrogen and CO2. The system has a 95% methane recovery rate and produces a ACMM gas which can be sold into the local pipeline. A second similar facility was planned for another abandoned coal mine (also unspecified), this time in southwestern Pennsylvania (Cote and others, 2003, see also Engelhard details in Appendix). According to Bulat and Zaloznova (2003), other methods for enrichment of CMM gas such as membranes, separation or vortical treatment are under development but have numerous drawbacks including low performance and poor extraction of methane. CMM must be supplied in a compressed form so that it can be added to the existing pipeline without causing pressure loss in the system. At a discharge pressure of 7 bar, the energy required to pump gas into the US grid represents Figure 2 Cryogenic CMM gas cleaning system (Schultz, 2006) 9 CMM for power production approximately 5% of the electrical energy that would be available from the gas (100 kW for a flow of 150 L/s) (UK DTI, 2004). would require costly cleaning to ensure it is suitable for this use. A cryogenic liquefaction plant is installed at the Blue Creek mine in the USA. The gas is passed through heat exchangers to remove O2, then CO2, water vapour and then nitrogen in a similar manner to that described for natural gas (UK DTI, 2004). Extracting methane from methane-air mixtures by fluidisation with cryogenesis requires ‘large’ capital outlay (unspecified) and power consumption – around 0.30–0.85 kWth/kg of liquid methane. The market for liquid methane is often very limited (Bulat and Zaloznova, 2003) As mentioned above, the cost for connection can be significant. In the UK it has been estimated that the cost would be from £300,000–£1,000,000 depending on various site-specific factors. This puts pipeline injection low on the list of economic options for CMM usage in the UK (UK DTI, 2004). The Government of India is considering extending current pipelines to take them closer to potential sources of VCBM and CMM. Whether such projects will be economically viable will vary on a case by case basis, depending on factors such as the distance the pipeline must cover, the relative cost of producing and delivering the CMM, and the specific market situation at each location (Wight, 2004). 2.2 Power generation CMM is a valuable fuel. Figures 3 and 4 show the CMM based power generation capacity and the mitigation capacity, by country, for 2004 (CME, 2005a,b). The graphs indicate that the majority of CMM-to-power projects are located in Germany. Australia, China, the Ukraine, the UK and the USA also have a significant number of projects under way. Each of these projects will be discussed in Chapter 3. This section concentrates on the principles behind the use of CMM in these methane-to-power projects. A simpler way to utilise CMM as a replacement for natural gas is to use it for local residential cooking and heating. Local gas distribution systems commonly have lower requirements for gas quality. For example, in the Ukraine CMM is fed into gas pipelines for short or long distance distribution as a replacement for natural gas. Several Chinese coal mines supply local communities with CMM for residential use (see Chapter 3). There are a few options for producing power from CMM and, for the moment, there is no single approach which is suitable for all projects. The appropriate system must be identified on a case by case basis as each system has its own requirements as well as advantages and disadvantages. Table 2 lists the three main types of power generation technologies and their typical parameters. Each of these systems is discussed separately in more detail below. In some cases dilute mine gas can be mixed with more concentrated gas, such as that from VCBM, to produce a mix which is suitable for use as domestic fuel. This approach has been proposed for the local pipeline systems at Fushun and Tiefa in Liaoning, China. Pipelines for CMM distribution have been constructed for this purpose (Creedy, 2002; see Chapter 3). 2.2.1 Gas engines/internal combustion engines CMM can also be used as a replacement for liquefied natural gas (LNG). If the methane concentration is over 90%, the CMM gas can be liquefied by cooling to a volume up 1/600th of its gas phase volume. This makes transport of the methane simpler and more economic than via a pipeline. LNG can be used as a vehicle fuel or can be transported and fed into a natural gas pipeline at another location. CMM Internal combustion (IC) engines are simple, readily available and can be converted from diesel to fire CMM gas quite simply. The US EPA (2004b) list the advantages of using CMM in IC engines as follows: 300 200 MW 150 100 50 US ne rai Uk UK Ru ss ia Ro ma nia lan d 0 Po kh sta n 0 Ka za pa n Ja an y Ge rm Fra n c 0.2 Cz ec h Re p ub li Ch ina ali a Au str 0 ce 0 0 Figure 3 10 CMM-based power generation capacity as of 2004 IEA CLEAN COAL CENTRE CMM for power production 250 0.71 0.57 200 Billion ft3/y 0.28 100 0.14 50 Billion m3/y 0.42 150 0.28 US ne rai Uk UK a Ru ssi ia Ro ma n d Po kh Ka za lan n sta n Ja pa an rm nc e Ge ep hR 0.00/0.0 Cz ec Fra lic ub ina Ch lia Au str a 0.01/0.0 0.00/0.0 y 0.00/0.0 0.00/0.0 0 Figure 4 Table 2 CMM-based power generation methane mitigation capacity as of 2004 (CME, 2005a,b) Typical power generation technology parameters (CMOP, 2006) Parameter Gas turbines IC engines Micro turbines Typical output range, MWe 1.5–180 1.0–30 0.03–0.25 Average required CMM emissions cubic feet per day cubic metres per day 500,000 14,158 300,000 8495 100,000 2832 Output flexibility fair good excellent Compatibility with VAM fair good unknown Waste heat recovery excellent good fair to poor Other benefits accept lower CH4 concentrations high efficiency suitable for decreasing CH4 production at abandoned mines Typical installation cost, $/kW* 650–1000 800–1200 1500–2000 Typical maintenance cost, $/kWh* 0.003–0.008 0.006–0.01 0.003–0.01 * ● ● ● ● ● ● ● highly case specific improved on-site power supply reliability; the modular design accommodates fluctuations in gas supply; based on commercially proven technologies; reduced mine emissions; IC engines operate on gas at atmospheric pressure and therefore do not require compressed fuels as do gas turbines; the maintenance and parts for IC engines are readily available; IC engines can operate on gas with ‘low’ methane concentrations (~20%). Companies such as General Motors and GE Jenbacher have developed IC engines specifically for CMM. As shown in Table 2, IC engines range in size from around 1 MWe to 30 MWe. IC systems generally require relatively high methane concentrations (>45%). However, membrane systems have Power projects using methane from coal mines been developed which can help to use gases with methane concentrations of 25–40%. Properly configured carburetors can allow the use of fuels from 20–100% methane (Mader, 2006). Methane from coal mines can fluctuate rapidly in concentration which will affect combustion in a gas engine. Some gas engine systems, such as those produced by GE Jenbacher in Germany, combine the mine gas with fuel gas so that the feed to the engine can be kept relatively constant. The BHP’s Appin, Tower and West Cliff Collieries in Australia use IC engines to produce power from CMM for the local grid and, in order to ensure consistency of supply, natural gas is used to supplement the CMM when necessary (US EPA, 2004b). A similar situation is in operation at the Thoresby Colliery in the UK. The project produces electricity from 2 x 1412 kWe Jenbacher engines. The gas produced from the mine must be 11 CMM for power production pre-heated and passed through a cyclone separator and filter before entering the engine. The methane content of the gas being fed to gas engines is commonly monitored on-line in a continuous manner to ensure a reliable flow of fuel to the engine. Any fluctuation in the heating value of the gas will result in a power fluctuation and also a fluctuation in NOx emissions. Problems such as knocking, misfiring and an engine shut-down can occur. To avoid this happening, some plants have control systems which provide an alternative methane supply (from a natural gas pipeline) to ensure that the intake fuel can be maintained at a constant concentration (Schneider, 2003). Combustion of methane in CO2 requires a minimum CH4 content of 40%. In N2 rich air, this can be reduced to 28% CH4. Altering the gas content of the intake air could therefore maximise combustion efficiency according to the methane content of the mine gas (Schneider, 2003). However, no examples of this approach to combustion have been found elsewhere. According to Mader (2006) CMM for power generation needs to be removed from the mine with a compressor which can lead to low pressure in the shaft. The compressor must create a constant pressure of around 80 mbar which then channels the gas into a gas engine. IC engines can generally provide service for over 12,000 hours (over 18 months) before any significant maintenance is required. Following maintenance, most IC engines can be placed back into service for a further 8–10 thousand hours before they are retired and replaced (US EPA, 2004b). One of the longest running CMM projects using IC engines is North West Fuel’s project at Nelms No 1 in Ohio, USA, which has been operational since 1994. Around 6370 m3/d of methane is produced and used in twelve IC engines to create 675 kW of electricity. The electricity produced (3-phase at 480 V) is used on-site at the neighbouring Nelms Cadiz Portal mine. Excess electricity is also sold to a local utility. The installed cost of the generator sets and the utility required protective relays are less than 800 $/kW. The power is produced for less than 0.025 $/kWh (US EPA, 2004b). Several small IC engines rather than one large engine are commonly used to allow flexibility of output according to the gas supply available. For example, a total of 94 x 1 MWe Caterpillar IC engines are used at the Appin and Tower Project in Australia (see Chapter 3). By having a large number of small engines, it is simple for the engineers to use only the units required at the time (CMOP, 2005).The IC engines used are 16-cylinder Caterpillar G3516 bulldozer engines connected to a CAT SR4 brushless generator. The generator sets (‘gensets’) are housed in soundproof sheds. Each genset is expected to operate for up to 8000 h/y. Each engine directly drives one 415 V, 1 MWe generator and runs on 50–85% methane, 0–5% CO2 and up to 50% air. IC engines were chosen over a turbine system as they were considered more cost-effective since no gas compression would be required. The IC engines were also considered to require less maintenance than a turbine. The modular design 12 Table 3 CMM pojects worldwide (1993-2005), using Jenbacher AG engines (Hoffman 2006) Engines Australia MW 25 26 2 3 Germany 36 76 Great Britain 23 40 Poland 2 1 Ukraine 14 42 102 188 China Total allows for off-site fabrication, ease of relocation and staged expansion. As in the case of the Nelms No 1 project, mentioned above, the electrical energy from IC engines can be used at the mine itself and/or fed directly into the public network. The potential for making a profit from this electricity has led to the development of many ‘off the shelf’ commercial systems for CMM-to-power projects. For example, Jenbacher produces various sizes of engines which have been used in CMM projects worldwide, as shown in Table 3 (Hoffman, 2006). Most commercially produced engines are supplied in modular form so that they can be moved from project to project at minimal further cost. CMM to power generation units normally comprise (Mader, 2006): ● a suction plant – a self-contained unit with compressor inside. The unit also contains controlling switchgear, gas analysis systems and safety equipment; ● a cogeneration plant – a sound-proofed container with the engine generator unit inside, controlling switchgear, units for heat exchange, cooling facilities and exhaust gas sound absorber; ● a transformer station – a container with the transformer and switchgear to connect to a medium high voltage grid. Several companies produce such units which, due to their flexibility and compact construction, can be delivered and start operating within one week. Figure 5 shows a photograph of a typical containerised module of IC engines housed at a mine in Germany (Mader, 2006). Sporer (2002) reviewed the use of modular gas engines for CMM-to-power projects in Germany and concluded the following: ● the operation of the engines is dependent on the CMM quality but is generally satisfactory; ● availabilities of 96% have been achieved; ● oil change intervals vary between 500 and 2000 hours; ● the high levels of sulphur in mine gas can cause corrosion in the flue gas heat exchangers (no more information was found on this problem); ● condensation in the gas train must be avoided. IEA CLEAN COAL CENTRE CMM for power production shown in Figure 6. Some turbines use a reheat combustor to maximise the combustion and expansion of the gas through the turbine. The hot exhaust gas is then passed through the heat recuperator to preheat the incoming compressed air. Gas turbines are reported to have efficiencies of 21–42% compared with 12–20% for internal combustion engines (US EPA, 1998b). Turbines suitable for CMM-to-power projects are produced by companies such as Caterpillar, who produce the Solar, Saturn, Centaur, Mercury, Taurus, Mars and Titan turbines (see Appendix 1). As shown in Table 2, turbines require high flow rates of methane but can use methane at lower concentrations than IC engines. The exhaust gas from turbines is generally hotter than that from IC engines and this heat can be used as thermal energy for coal drying, mine heating or to generate additional heat through cogeneration. Turbines can be used in combined cycle systems where the turbine exhaust is used as a power source for a waste heat boiler which generates steam to run a separate steam turbine which drives another generator (CMOP, 2005; see Section 2.2.3). Figure 5 Minegas power unit at Haus Aden, Germany, housing twelve IC engines producing a total of 16,000 kWe (Mader, 2006) IC engines can be used for cogeneration of heat and power (see Section 2.2.3) (CMOP, 2005). In addition to using CMM as the primary fuel, IC engines can use VAM as the combustion air, thus utilising more methane and reducing potential greenhouse gas emissions further. This is discussed in more detail in Section 2.3.2. 2.2.2 Turbines Turbines operate by compressing air and then injecting CMM to produce combustion. The resulting hot compressed gas expands, passes through the turbine and moves the rotors to produce electricity. The basic operation of a gas turbine is According to a report by the US EPA (US EPA 1998b), the benefits of turbines for CMM are: ● the potential for off-grid self-generation of electricity at remote gas production sites; ● the wide range of available sizes (500 kW–25 MWe); ● the option for cogeneration and combined cycle technologies; ● they are ideal for gob gas (minemouth gas) use, as they can operate on gas with a heating value as low as 350 Btu; ● they are a reliable and proven technology. Turbines can use gas with 35–75% methane, although several organisations are developing lean-burn turbines to use low quality fuel (<7.5% methane, see below). Continued improvements in turbine technology, such as greater efficiency, longer service life, and lower overall maintenance costs, may mean that turbines will be capable of running on enriched VAM in the future (US EPA, 1998b). Turbines are not as popular as IC engines for CMM-to-power Reheat combustor Compressor Turbine Exhaust Air intake Recuperator Generator Intercooler Fuel (eg methane) Combustor Preheated air Cooling water Figure 6 How a gas turbine operates (US EPA, 1998b) Power projects using methane from coal mines 13 CMM for power production projects. As of September 2005, only a few turbines worldwide were used for this purpose (CMOP, 2005). Gas turbines have been used at UK coal mines since the late 1970s and combined cycle gas turbines since the early 1990s (UK DTI, 2004). The combined cycle plant at Harworth Colliery, UK, has two producing a total of 7 MWe power plus exhaust heat that is utilised for a steam turbine. Output from all three turbines can exceed 12 MWe when supplementary firing is used. The plant has been operating since 1993 (CMOP, 2005). A turbine is used in the 373 kW CMM-to-power cogeneration unit at an active mine in Lunen, Germany. Further turbines (6400 kW) are used at the Mont Cenis abandoned mine, also in Lunen, Germany (CME, 2002). Australia has two full scale gas-fired power plants (turbines) which use CMM as a fuel at least some of the time (see Section 3.1). In the USA, Consol has two 44 MWe simple cycle turbines producing electricity for peak demand at the VP/Buchanan mines. Both VCBM (virgin) and CMM are used and so the system is very reliable. The large turbines have the advantage over small IC engines at this plant in that they can be switched on quickly at periods of peak power generation (CME, 2002; CME 2005). Microturbines are smaller versions of the same basic turbine systems. The US EPA lists the benefits of microturbines as follows (US EPA, 2004a): ● the potential for off-grid self-generation of electricity at remote gas production sites; ● they are available in 30 kW to 2500 kW systems using cogeneration technologies such as discharge heat recovery; ● they produce low air and noise emissions; ● they have low installation and operating costs; ● they are ideal for gob gas use operating on gas with a heating value as low as 370 kJ (350 Btu). Microturbines have an efficiency in the range 22–30%. Microturbines have only one moving part which drastically reduces maintenance costs and use air-bearing technologies that eliminate the need for lubricants. They have a high power-to weight ratio and volume ratio compared to diesel generators. Exhaust temperatures for a single 30 kW system exceed 260°C (500°F) with an airflow of 93.0 kg (204.0 lb) per minute. Natural gas, diesel, gasoline or fuel oil can be used as a back-up fuel (US EPA, 2004a). As shown in Table 2, microturbines have a smaller output range than larger systems. However, they are quiet, compact, clean and reliable and are suitable for smaller projects. A photograph of a series of microturbines is shown in Figure 7 to give an idea of scale. The Akabira coal mine in Japan used five Capstone C30 microturbines of 30 kW (CMOP, 2005). The electricity generated was used on-site to power facility loads while the surplus was sold to a nearby factory. Exhaust from the system was sequestered back into the mine, eliminating emissions and liberating more methane to power the microturbine array (US EPA, 1998b). This project has now been terminated. 14 Figure 7 Microturbines (Schultz, 2006) Lean-burn gas turbines are being developed to run on CMM at low methane concentrations. This means that they could run on VAM or very dilute CMM from working mines. The available lean-burn systems are summarised in Table 4. The EDL technology is a recuperative gas turbine which uses heat from the combustion process to preheat the methane containing air to the auto-ignition temperature. The combusted gas is then used to drive a turbine. EDL has received $11 million to install and operate 4 x 2.7 MWe of these generators at Anglo Coal’s German Creek mine in Central Queensland, Australia (Mallett and Su, 2003). The patented CSIRO system can use a much greater proportion of VAM compared with the EDL gas turbine (Su and others, 2003). Ingersol-Rand (IR) in the USA is also developing a microturbine with a catalytic combustor to fire 1% methane in air (Mallett and Su, 2003). 2.2.3 Cogeneration systems Cogeneration systems can use either IC engines or turbines to produce electricity while using waste heat to heat buildings or mines. Alternatively they can produce steam for condensing steam turbines or absorption chiller units. Coal preparation plants can also use recovered steam for electricity, indirect drying of coal or hot air for direct drying. Cogeneration systems, also known as combined heat and power (CHP) systems offer several advantages over simple power systems (US EPA, 1998c): ● they can operate at over 80% efficiency using medium quality gas; ● they can produce enough on-site electricity to meet the needs of a typical coal mine; ● recovered heat can provide heating and/or cooling for mine facilities; ● they can produce thermal energy for nearby industries with boilers or steam turbines. IEA CLEAN COAL CENTRE CMM for power production Table 4 Comparison of lean-burn engines for CMM (Mallett and Su, 2003) Feature EDL Recuperative turbine CSIRO Catalytic turbine IR Catalytic microturbine Principles of operation air heater inside combustion chamber monolith reactor monolith reactor Catalyst no yes yes Auto-ignition temperature 700–1000°C 500°C n/a Experience pilot-scale trial bench-scale study conventional microturbine development continuous continuous continuous Cycle period length Minimum CH4 concentration 1.6% 1% 1% Applicability CH4 mitigation and power generation, need additional fuel CH4 mitigation and power generation, need additional fuel CH4 mitigation and power generation, need additional fuel Possibility of recovering heat feasible (power generation) feasible (power generation) feasible (power generation) Variability of CH4 concentration constant constant constant Operation simple and stable simple and stable simple and stable Lifetime may be shorter due to high temp >8000 hours for catalyst and 20 years for turbine n/a NOx emission higher low (<3 ppm) low CO emission low low (~0 ppm) low Conventional power generation systems operate at efficiencies of 25–45%. Cogeneration can increase this to over 80%, depending on the thermal energy use. Cogeneration plants can range in size from 500 kW up to 500 MWe, with systems producing more heat having higher efficiencies. The option to sell excess heat and power can make cogeneration cost-effective and revenue-generating. Pre-constructed cogeneration plants can be bought and delivered to a site for installation and be operational within a relatively short period of time (months). They are designed to require little maintenance and for remote operation. Systems in the 1–5 MWe range cost between 600 and 1000 $/kW, depending on site-specific requirements. These costs are slightly lower than those quoted in Table 2, possibly due to the data in Table 2 being more recent (2005). A typical small-scale cogeneration system would have the following characteristics (US EPA, 1998c): ● 1.5–4.5 MWe electricity produced; ● 13,607 kg/h (30,000 lbs/h) steam produced; ● 3.45–28.96 bar (50–420 psig) steam pressure; ● 21.1–63.3 kJ/h (20–60 MBtu/h) max fuel use; ● 50–75% system efficiency; ● 20–80 ppm NOx. Figure 8 shows containerised module options produced by GAS Energietechnologie GmbH in Germany (Mader, 2005b). These modules can be bought pre-prepared and delivered to a site for immediate installation and operation with the size and Power projects using methane from coal mines output being selected according to the specific characteristics of each mine. According to the US EPA (1998c), most coal mines produce enough methane to fuel small-scale (1–5 MWe) cogeneration systems. Around 62% of today’s cogeneration systems are fuelled by gas. Many more systems using CMM could be established relatively easily in many mines around the world. The Zofiowka mine in Poland uses CMM in a cogeneration plant. The plant provides heat and power to the mine and to the nearby town of Jastrzebie (see Chapter 3). 2.2.4 Oxidation technologies The oxidation of methane to CO2 reduces its GWP by over an order of magnitude. This is enough to make it a useful process in terms of reducing greenhouse gas emissions. However, energy is produced during this oxidation which, in some cases, can be harnessed for useful heat and/or power. When methane in air is sufficiently heated, oxidation will take place. The rate of oxidation is slow until the temperature reaches around 800°C. At around 900°C, all the methane will be oxidised. This type of oxidation has been used in industry to clean volatile organic compounds, VOCs, from flue gases for many years. Recently the technology has been applied to producing power from VAM (Mattus, 2006). 15 CMM for power production Module GCA 8K 616 GCA 12K 616 GCA 2016 V 12 GCA 16K 616 GCA 2016 V 16 GCA 12K 620 GCA 320 GS GCA 2020 V 12 GCA 16K 620 GCA 420 GS GCA 2020 V 16 GCA 2020 V 20 Figure 8 Genset Deutz TBG 616 V 8 K Deutz TBG 616 V 12 K Deutz TCG 2016 V 12 Deutz TBG 616 V 16 K Deutz TCG 2016 V 16 Deutz TBG 620 V 12 K Jenbacher JMS 320 GS-S, L Deutz TCG 2020 V 12 Deutz TBG 620 V 16 K Jenbacher JMS 420 GS-S, L Deutz TCG 2020 V 16 Deutz TCG 2020 V 20 Electricity output 337 kW 508 kW 580 kW 678 kW 775 kW 1022 kW 1048 kW 1166 kW 1365 kW 1413 kW 1555 kW 1942 kW Consumption 914 kW 1340 kW 1446 kW 1795 kW 1928 kW 2545 kW 2692 kW 2793 kW 3393 kW 3375 kW 3724 kW 4728 kW Dimensions container (length x width x height) 12.0 m x 2.4 m x 4.0 m 12.0 m x 2.4 m x 4.0 m 12.0 m x 2.4 m x 4.0 m 12.0 m x 2.4 m x 4.0 m 12.0 m x 2.4 m x 4.0 m 12.0 m x 3.0 m x 4.4 m 12.0 m x 3.0 m x 4.4 m 12.0 m x 3.0 m x 4.4 m 12.0 m x 3.0 m x 4.4 m 12.0 m x 3.0 m x 4.4 m 12.0 m x 3.0 m x 4.4 m 12.0 m x 3.0 m x 4.4 m Containerised cogeneration modules for CMM-to-power projects (Mader, 2005b) VAM is difficult to use as an energy source as the methane is dilute and variable in concentration. Technologies such as TFRR – thermal flow reversal reactors, function by maintaining the core temperature above the auto-ignition temperature of methane and can thus run at methane concentrations as low as 0.3%. Catalytic versions of this technology – CFRR, can work with methane concentrations as low as 0.1%. Both TFRR and CFRR systems can cope with the variability of methane concentrations in VAM due to their thermal inertia (Su and others, 2003). A third oxidation technology is CMR – catalytic monolith reactor. This system, produced by CSIRO in Australia, is compared with TFRR and CFRR in Table 5. Heat can be recovered from these oxidation systems but they are prone to instability because of the methane concentration variation. This makes it difficult to maintain the working 16 Thermal rating 442 kW 642 kW 388 kW 857 kW 785 kW 1156 kW 1310 kW 1233 kW 1548 kW 1525 kW 1645 kW 2035 kW fluid that recovers the heat at a constant temperature and flow rate (Su and others, 2003). MEGTEC is a TFRR system which does not use a catalyst. The system comprises a flameless single bed, regenerative oxidiser which can oxidise low (<1%) methane concentrations in large volumes of air flow. There is no generation of thermal NOx. As shown in Figure 9, the unit consists of a well insulated steel container with a bed of ceramic material inside. There is an air plenum above and below the ceramic bed. At the start of the process, the electrical coils are used to heat the centre of the ceramic bed to 1000°C. The coils are then shut off and a fan blows the coal mine ventilation air vertically through the ceramic bed. Since the system is well insulated, the ceramic bed retains its heat and the methane in the air is oxidised. This oxidation process itself releases heat – this helps to maintain the bed at IEA CLEAN COAL CENTRE CMM for power production Table 5 Comparison of VAM oxidation technologies (Mallett and Su, 2003) Feature MEGTEC TFRR CANMET CH4min CFRR CSIRO CMR Principles of operation flow reversal flow reversal monolith reactor Catalyst no yes yes Auto-ignition temperature 1000°C 350-800°C 500°C Experience 600+ units, some operating on methane bench-scale trials with simulated mine exhaust bench-scale study Cycle period length shorter longer continuous Minimum CH4 concentration 0.2% 0.1% 0.4% Applicability CH4 mitigation CH4 mitigation CH4 mitigation Possibility of heat recovery for power need additional fuel need additional fuel need additional fuel Variability of CH4 concentration variable variable variable Plant size huge larger compact Operation complicated complicated simple Lifetime n/a n/a >8000 hours for catalyst NOx emission high low low (<1 ppm) CO emission low low low (~0 ppm) 20°C 1000°C 60°C Figure 9 MEGTEC oxidiser (Mattus, 2006) the temperature required to continue oxidation. In order to keep the heat zone centered in the ceramic bed, the direction of air flow is changed every few minutes. Since more heat is produced than is required to maintain the bed temperature, the excess heat can be retrieved by embedded steam tubes in the ceramic centre. The steam is separated in a steam drum and recirculated in another set of embedded tubes creating superheated steam which is suitable for a conventional steam turbine (Mattus, 2006). A photograph of an operational MEGTEC system is shown in Figure 10 (Schultz, 2006). It is estimated that, with the MEGTEC system, the energy from the VAM from a typical coal mine (800,000 m3/h) could produce around 70 MWth (thermal energy). With a total efficiency of 30%, this would convert to around 20 MWe (Mattus, 2006). The first MEGTEC installation at a coal mine was in the UK Power projects using methane from coal mines Figure 10 MEGTEC system (Schultz, 2006) in 1994 where it ran for around six months at 3 m3/s (CMOP, 2006). Over 8000 m3 of VAM with a methane concentration of 0.3–0.6% methane was oxidised. The second installation was at the Appin Colliery in Australia between 2001 and 2002. During the 12 months of operation, 6000 m3 of VAM was treated with 90% heat recovery. In 2005, this temporary demonstration project received the award Best Greenhouse Gas Project funded by ACARP (Australian Coal Association Research Programme) (Mattus, 2006). The first permanent full-scale MEGTEC VAM oxidisation system is being installed at BHP Billiton West Cliff Colliery 17 CMM for power production of the CH4min system which suggested that the technology would be financially viable even if used only for methane destruction if CO2 credits are over 6.0 US$/t. The cost of actually producing electricity with the system is 1.97 US$/kWh, although this would be reduced to 1.15 US$/kWh if a credit rate of 1.5 US$/t of avoided CO2 is assumed. A project has been proposed to install a commercial CH4min plant alongside a cogeneration plant in China. The system could oxidise methane equivalent to 117,500 t CO2/y and recover 7 MWth energy, including 2 MWe energy through the cogeneration plant. Although sulphur contamination of the catalysts in CFRR may be a potential problem, no information was found on this subject in the literature. For both CFRR and TFRR systems, the simplest and least capital-intensive option for producing energy from VAM is to produce thermal energy for local uses such as (CMOP, 2006): ● district heating; ● industrial process heating; ● coal drying; ● mine wastewater desalination; ● heating ventilation air inflows during winter months. Figure 11 CANMET CFRR system (Schultz, 2006) in Australia. The large-scale demonstration plant will generate 6 MWe from the <1% methane ventilation air from the mine shaft. This will reduce methane emissions corresponding to 200 kt CO2-e/y. The project is partially funded by ACARP under the Australian Government’s Greenhouse Gas Abatement Programme with a grant of up to A$6 million. Four Vocsidizer units were installed at the site in July 2005 and the steam turbine was installed in September. Start-up of the power plant is expected in 2006 (Mattus, 2006). CANMET (Canadian Mineral and Energy Technologies), of Natural Resources Canada, have developed a CFRR system called CH4min, as shown in Table 5. As mentioned above CFRR is of the same principle as TFRR except that the reaction involves a catalyst and therefore can take place at lower temperatures. This results in a more stable reaction and longer cycle times. For a typical coal mine ventilation air content of 0.5% v/v methane, the heat recovery efficiency can be 75%, although it is lower at lower methane concentrations. Methane as low as 0.1% can be eliminated with no requirement for external heat. The system can operate at a high airflow rate – 30–50 m3/s ventilation air (Grou, 2004). It is estimated that a full-scale CH4min reactor could produce 115 kt CO2-e reduction per year while producing 200,000 GJ/y of ‘pollution free’ energy (SO2 and NOx emissions are claimed to be ‘low’). A photograph of the CANMET system is shown in Figure 11 (Schultz, 2006). Sapoundiev and others (2003) carried out an economic analysis 18 If the oxidation systems were used as an unfired boiler with a condensing turbine, the overall efficiency would be limited to 15–20% because of the pressure limitations and lack of superheat. If other fuels are available to superheat the steam then the efficiency could reach 25%. However, the preferred energy production option is likely to be a gas turbine operating in a cogeneration mode by recovering waste heat, as shown in Figure 12. This could produce efficiencies of 28–35% when operating under design conditions. To produce the most efficient system, supplementary fuel such as CMM would be used to raise the working fluid temperature to design levels (CMOP, 2006). CMOP produced an excellent review of TFRR and CFRR technologies and the interested reader is referred to this document for further information (CMOP, 2006). The report concluded that CFRR may be the more promising technology since it can sustain operation at a lower concentration. However, supplementary information from MEGTEC suggests that TFRR may be just as efficient in practice (Mader, 2006). The CMOP (2006) study also included a detailed economic analysis of theoretical plants based on TFRR combined with either a gas turbine cogeneration or a waste heat boiler. Both projects appeared to be in or close to the profitability range when operating in appropriate energy markets and taking into account credits for greenhouse gas emission reductions. Except in the situation where the technologies were combined with an unfired cogeneration system, the model suggested that most options were resilient to selected unfavourable changes in major revenue, cost, or methane supply assumptions. However, in all cases, carbon credits lifted each project into the profitability range and, if credits were unavailable, the projects would not be economically attractive. Bulat and Zaloznova (2003) considered the use of VAM from the Skochinsky mine in the central Donbass, Ukraine, in a IEA CLEAN COAL CENTRE CMM for power production Gob gas to combustor (optional) Ambient air Electricity Compressor Turbine Generator Air (and products of combustion) Heated compressed air Waste heat boiler Steam or hot water Air (and products of combustion) Vent air Heat exchanger Oxidiser (TFRR or CFRR) Figure 12 Schematic of a cogeneration system incorporating an oxidation system (CMOP, 2006) TFRR. Capital outlays were estimated at 250 $/kWth and the profit would be $37.8 per 1000 m3. The payback period would be 6.4 years if the flow is 100 m3/s and the methane at 0.5%. If a carbon credit of 1.5 $/t CO2-e is taken into account, the payback would be reduced to 3.7 years. 2.2.5 Fuel cells To date, there has only been one project using CMM in a fuel cell. Fuel Cell Energy Inc (FCE) have constructed a demonstration plant in conjunction with the US Department of Energy (US DOE) National Energy Technology Laboratory (NETL). The project was run with Northwest Fuel Development, the operator of the Rose Valley test site in Hopedale, Ohio, USA (Steinfeld and Hunt, 2004). The plant was a first generation sub-megawatt plant running on CMM. A deoxidation catalyst was installed to remove the oxygen expected in the CMM. The system was a direct carbonate fuel cell with 341 cells of 0.84 m2 area, stacked horizontally. The unit operated at 590–650°C with a fuel utilisation of 68%. Figure 13 shows a simplified flow diagram. The CMM Coal mine methane Fuel clean up Anode exhaust oxidiser Water treatment Humi-Hex Water Exhaust CO2 + air Deoxidiser pre-reformer Anode - Cathode + DC to AC inverter Figure 13 Simplified process flow diagram for a CMM fuel cell (Steinfeld and Hunt, 2004) Power projects using methane from coal mines 19 CMM for power production gas enters the plant and sulphur is removed in two carbon beds. Deionised water and desulphurised fuel are used in a humidifying heat exchanger to dehumidify the gas. The fuel then flows into a deoxidiser to remove any oxygen, a preconverter to remove higher hydrocarbons and then into the fuel cell stack module. The test ran from 1 August 2003 until 13 December 2003 for a total of 1456 hours on-load. The power produced, 134 MWh, was connected to the American Electric Power grid by a 69 kV transformer. The plant used 42%, low Btu, CMM. The maximum power level achieved was 140 kW and the efficiency of power generation was 40%, based on the lower heating value (LHV) of the CMM. When the CMM was compressed and dried, the efficiency was reduced to 36% LHV. By comparison, the IC engines running on CMM at the same site ran at an overall efficiency of 20%. The efficiency of the fuel cell was 80% higher than the IC engines. If the fuel cell plant were to become fully operational at 250 kW, over 520,000 m3 of methane would be used per year, equivalent to avoiding 7428 t of CO2-e (Steinfeld and Hunt, 2004). More details can be found on the NETL website (NETL, 2003). 2.3 Cofiring Natural gas is often used as an additional fuel in solid fuel boilers to increase the efficiency of combustion and reduce pollutant emissions. CMM can provide a cheap alternative to natural gas. The use of CMM as a supplementary fuel in full-scale boilers, industrial units and steel manufacture is discussed in Section 2.3.1. Section 2.3.2 discusses the use of VAM as a replacement for the intake air of boilers. 2.3.1 CMM as additional fuel As mentioned in Section 2.2, CMM can be cofired with natural gas in IC and turbine based power systems. CMM can also be cofired with solid fuels in utility and industrial boilers. Using CMM with coal in a coal-fired boiler is a simple way of increasing output and, in some situations, reducing pollutant emissions. The US EPA (1998d) list the advantages of this approach as follows: ● it reduces pollutant emissions (SO2, NOx, CO2 and methane); ● it reduces operating and maintenance costs, improves stack opacity (visual emissions of particulates and light absorbing gases) and ash quality; ● it is ideal for medium-quality (below pipeline specification) gas from gob areas; ● it is commercially proven using conventional natural gas in the USA and elsewhere; ● it is commercially proven with CMM. Gas, including CMM, is a convenient cocombustion fuel as it requires little or no storage or preparation for combustion. It contains no ash, little or no sulphur and is low in nitrogen and therefore can help reduce pollutant emissions. In 1998 the US EPA produced a report which showed that cofiring CMM could reduce particulate, SO2 and NOx emissions. 20 Cofiring with CMM improves carbon burnout and combustion efficiency. By carefully selecting where to inject the CMM, problems such as slag-build-up and slow boiler start-up can be improved. CMM can also replace more expensive start-up fuels such as oil. The cost of retrofitting for CMM injection is ‘low’ with investment being repaid within 1.4 to 3.1 years (CME, 1998). Not only does the CMM provide inexpensive additional fuel, it can also reduce costs in other ways: ● improvement in plant operation and efficiency of combustion can save 0.085 $/GJ (0.09 $/MBtu); ● reduction in SO2 emissions may be equivalent to 0.057 $/GJ (0.06 $/MBtu) (at 1998 prices for trading in the US); ● reduction in NOx emissions may be equivalent to 0.52 $/GJ (0.55 $/MBtu) (at 1998 prices for trading in the US); ● reduction in coal requirements can save 1.23 $/GJ (1.30 $/MBtu). The total reduction in costs is therefore almost 1.9 $/GJ (2.00 $/MBtu) (CME, 1998). Table 6 shows the predicted benefits of cofiring CMM at several utility and industrial boilers in the USA. Clearly the use of CMM would be beneficial in the long-run for all the plants shown in the table. The distance the CMM would have to be transported to the boiler is an important issue and this must be factored into any proposal. No information was found on the practical limitations of methane delivery. More than 370 coal-fired boilers in the USA have the capability to cofire and, in 1995, more than 2 billion m3 of conventional natural gas was used for ignition, warm-up and load carrying. Despite the report, it seems few, if any, plants in the US have adopted CMM for cofiring. Gassy coal mines in China, the Czech Republic, Poland, Russia and the Ukraine have used CMM for cofiring with coal at their on-site boilers to produce heat and/or electricity. Mines can also pipe methane to nearby plants or industries for cofiring (US EPA, 1998d). Mallett and Su (2003) reviewed the use of CMM as a subsidiary fuel in combustion systems firing coal waste/tailings. CSIRO in Australia are developing a system which will fire waste coal with CMM and recover waste energy for power generation. The waste coal will be combusted with the CMM in a rotating kiln. It is thought that the drainage gas flame from the mine could be used to stabilise the combustion process inside the kiln. A 1.2 MWth kiln has been used for preliminary tests which indicate some problems with stability of the combustion. It is thought that fluidised bed combustion (FBC) systems may be better suited for such cocombustion of coal waste with CMM. FBC systems use a turbulent mix of gas and solids during combustion and typically burn at lower temperatures (800–950°C) than conventional coal-fired units. At the moment, there have been no experimental studies performed which prove that methane could be fully oxidised in an FBC system, even though this would be expected. Further work is needed (Mallett and Su, 2003). IEA CLEAN COAL CENTRE CMM for power production Table 6 Industrial boiler case studies cofiring CMM (US EPA, 1998d) Industry/Plant Dover Light and Power, 17 MWe Oberlin College The Hoover Company Boiler type (all stoker), kg/h 74,843 18,144 34,019 % of gas cofired 8–15 20 40 Benefits (emission reduction, improved operation, efficiency), $/GJ ($/MBtu) 0.28 (0.29) 1.58 (1.67) 1.14 (1.20) Costs (fuel price increase, annualised capital cost), $/GJ ($/MBtu) 0.14 (0.15) 0.49 (0.52) 0.74 (0.78) Net cost savings, $/GJ ($/MBtu) 0.13 (0.14) 1.09 (1.15) 0.40 (0.42) Payback (simple), y 1.4 1.8 3.1 Benefits realised – – – – – eliminated use of separate boiler for low steam demand periods – improved efficiency – – – – efficiency up 3–4% particulates down 33% recovered lost capacity clean, fast light-off Circulating fluidised bed combustion systems (CFBC) are relatively common in Japan. It has been shown that in such systems, CMM can be fired along with low calorie coal whilst reducing emissions of other pollutants at the same time (M2M, 2005). Cummings (2003) described a fuel injected gas turbine system (FIGT) which uses VAM (at around 1.6% methane) for use as either a primary fuel or as a secondary fuel for combustion alongside coalmine tailings in an advanced integrated drying and gasification system. Cummings estimated that the global market for such systems for VAM could be as much as 25,000 MWe, with 33% efficient systems and ventilation air supplying 40% of the turbine fuel. A Centaur 3000R turbine, fitted with the FIGT system has been installed at the Appin mine site in New South Wales, Australia. CMM can also be used as a supplementary fuel in blast furnaces with the following advantages (US EPA, 1998e): ● reduced coke usage and improved furnace stability; ● increased iron-making productivity and reduced operating costs; ● reduced air pollution from coke; ● reduced requirement for more expensive natural gas. Most blast furnaces inject some form of supplemental fuel such as natural gas, coke oven gas or coal to form additional CO and hydrogen for combustion and chemical reduction of the iron-bearing materials into molten iron. Natural gas consumption can reduce coke consumption by up to 30% whilst increasing iron-making production by 40%. The use of natural gas also decreases pollutant emissions. CMM could easily be substituted for natural gas in such situations, although it would need to have a low sulphur content and contain at least 94% methane. At the moment, there do not seem to be any examples of where this use of CMM has been Power projects using methane from coal mines emission reductions load following capability improved opacity gas-only start-up applied in practice. It is suggested that the installation of a pipeline for CMM delivery to such furnaces would not be economically viable. However, in a situation where a blast furnace was located close to a gassy mine, the economics may be far more favourable (US EPA, 1998e). 2.3.2 VAM as intake air Perhaps the simplest application of VAM for power generation is as combustion air in conventional coal-fired plants. VAM from the mine shaft can be delivered via simple pipeline to the intake air at an adjacent coal-fired power plant. A ventilation shaft emitting over 55,000 m3/d methane could supply enough combustion air for a minemouth, coal-fired plant rated at around 125 MWe (CMOP, 2005). Although inexpensive and simple, this approach is very limited in application in that it will only work in situations where a coal mine is located close to a power station. Further, some plants may express concern over the stability of operation of the plant with fluctuating methane concentrations. It is possible that a rapid increase in methane concentration from 0% to 0.8% could result in flame instability leading to an explosion. There is also the possibility of damage to the boiler from excessive combustion temperatures, slagging and fouling. These negative effects could be limited if the methane concentration of the intake could be controlled or managed (Mallett and Su, 2003). Bulat and Zaloznova (2003) considered the use of VAM from the Skochinsky mine in the central Donbass, Ukraine, as intake air in the mine power system. The power system can use CMM from degasification wells which is delivered to the gas burners of the steam-boilers which are CFBC systems. The boilers can also take VAM as the intake air. The mine air is at 27.2°C with a methane content of 0.5%, a calorific value 21 CMM for power production of 35.82 MJ/m3 (8555 kcal/m3), a relative humidity of 100% and air consumption at 170 m3/s. The use of VAM as intake air for the CFBC boilers will save around 60 kt coal/y and provide an annual profit of $878,000 during the 8400 working hours of the power system. In addition, the flow of VAM provides heat to the mine saving a further 11.3 kt coal/y and increasing the total reduction in cost of the mine to $1 million. The greenhouse gas reduction would be 353 kt CO2-e/y. At a credit rate of 1.5 $/t CO2-e this would mean an additional profit for the mine of 530,000 $/y. Emissions of SO2, NOx and particulates from the power system would also be reduced by 16.5%. No mention was made of any potential problem incurred by any pressure drop from using VAM in this way. The US EPA CMOP has reviewed the possibility of using VAM as combustion air in IC engines (CMOP, 2006). This approach has already been used in the BHP Appin project discussed in Section 2.2.1. VAM (0.3–0.7% methane) is used as the intake air to the engines and supplies between 4% and 10% of the engine fuel whilst consuming around 20% of the VAM emissions from the mine. A diagram of the system is shown in Figure 14. There are no fans taking the VAM to the engines because the turbochargers on each engine have enough suction power to overcome any pressure loss through the system. The inlet to the duct is a collection hood sited 1.52 m above the discharge of the mine ventilation fan. An electronic control system is used to balance the volume of drained CMM, VAM and natural gas in the engines to ensure they run efficiently. The use of VAM is economic for the plant, saving up to 10% of natural gas purchased and saving US$200,000 per year. The extra power produced also produces revenue – a 10% increase during off-peak periods at 20 US$/MWh would produce 54 US$/h. If running for 4400 h/y, this means an annual increase of US$240,000. Installation of the ventilation air transport and processing system was around $500,000, therefore the payback was just over one year. Powercoal in Australia is considering a direct connection between mine ventilation fans and forced draft fans at an existing adjacent coal-fired plant. The VAM will be fed at around 220 m3/s into the intake of a power station (CMOP, 2006). Gas turbine systems can use VAM but generally the VAM provides only a small percentage of the turbine’s fuel. The use of VAM for combustion dilution and cooling of the turbine in normal industrial systems will actually result in a significant fraction of the methane passing through the Ventilation air 0.7% CH4 Primary fuels: CMM (in seam and gob gas) Natural gas (when necessary) turbine without combusting. If an operator were to use VAM with a Solar turbine the company would insist that the VAM methane content remain below 0.5% to maintain the unit’s cooling system. A higher concentration could support combustion and cause a dangerous temperature increase in the interior of the rotor (Mallett and Su, 2003). The US DOE have studied the possibility of using VAM (<1% methane) as combustion air in gas fired turbines and the results were reviewed and summarised by the US EPA CMOP (CMOP, 2006). It was found that auto-ignition can occur inside the rotor when the saturated ventilation air reacts with methane in the presence of nickel alloys, forming combustible amounts of hydrogen and CO. This auto-ignition occurs quickly (less than one millisecond) and causes an increase in turbine external and internal temperatures. Further research was suggested to determine just how severely this would affect turbine operation (CMOP, 2006). If the methane concentration in the VAM combustion air remains below <0.5%, CO is unlikely to ignite in the rotor and this will lead to increased emissions of CO and unburned hydrocarbons. This could be dealt with by converting to cogeneration (fitting a supplementary-fired heat recovery steam generator producing steam as a by-product) or to combined cycle (fitting a supplementary-fired heat recovery steam generator to a steam turbine generator to produce additional electrical power). Alternatively, a catalytic oxidation system may have to be fitted as a post-combustion pollution control option (CMOP, 2006). If the methane concentration of the VAM fluctuates then an additional air inlet may be required with controls to ensure that the methane content does not exceed 0.05%. If the VAM air is used to pressurise the oil return system then there is a chance that methane could dissolve in the oil and decrease the lubrication. Gas stripper systems would need to be installed to remove the dissolved methane. Methane in the exhaust of this would be explosive and would require flame traps to ensure against ignition. VAM air may also contain coal fines which would need to be removed by a commercial wet scrubber. The amount of VAM used can be increased to conserve the cost of primary fuel but, due to the problems discussed above, the rotor temperature would have to be reduced and this lowers the turbine efficiency and output making the approach uneconomic (CMOP, 2006). No references were found relating to the possibility of using VAM in air-blown gasifiers. 2.4 Exhaust fan Ventilation shaft IC engine-generator Figure 14 Schematic diagram of VAM and CMM use in IC engines at the Appin Project, Australia (CMOP, 2006) 22 Selecting the most appropriate technology As implied throughout this Chapter, the selection of the most appropriate use for CMM at any mine will be on a case-by-case basis and very dependent on the particular qualities of the gas and the local market. Decisions on what type of plant would be made based on several factors including (CMOP, 2006): IEA CLEAN COAL CENTRE CMM for power production ● ● ● ● ● ● projected gas flow rate; gas heating value (average methane concentration); duration of gas production; noise, air and water pollution constraints; installation and maintenance costs; market – for example, use at mine, sale to grid, space heating, cooling for deep mining. If the methane is of high quality and high concentration then perhaps the most obvious market is as a replacement for natural gas in a national or local pipeline. However, this option would only be economically viable if there was a local network near enough to connect to without having to provide long connection pipes. The quality and supply of the gas would also need to be guaranteed in most situations and this option may be too onerous for some mines to consider. As discussed in Section 2.2, medium quality gas (>40% methane) can be used to generated electricity in IC engines or turbines. According to CMOP (2006), IC engines are the most popular choice for methane-to-power projects and, in many cases, are the default option for such projects. Cogeneration systems, which make the most of both electrical output and waste heat may offer the most efficient use of CMM but, unless the waste heat can be harnessed efficiently for local use, the extra expense used to capture it will be wasted. Further, the sale of electricity to local users or to the grid will only be worthwhile if the profit made from selling the electricity is greater than the cost of producing the electricity. So the choice of CMM-to-power system will have to be made on a case by case basis based on the CMM production, location, available equipment and markets for the electricity and/or heat produced. Plus there will need to be an initial significant investment in installing the power systems and, in some situations, there is simply no interest in investing in such new technology which may not provide an immediate financial return. Schultz (2006) has studied the potential for successful CMM-to-power projects under different scenarios and suggests that the amount of gas available is a major factor is deciding which utilisation option would work best. For small CMM projects, producing less than 5 Mm3/y, the most appropriate options are local/mine heating and/or small-scale on-site power generation systems. Production at greater than 5 Mm3/y opens up the larger options of large scale power generation or pipeline uses. Schultz (2006) breaks down the factors which will decide the technical feasibility of a CMM-to-power project into the following considerations: ● reliability of the gas supply: fluctuations will limit the capacity of the plant and any threat of mine closure will affect future economics; ● reliability of the gas quality: reduces the technical options and increases the cost of gas treatment; ● hardware choices: local options may be cheaper but international options may be more reliable. Servicing skills and spare parts must be available locally; ● project management: skills must be available locally and contractors must be legitimate. A developer may charge significant equity to manage a project; ● local customers: local monopolies or problems with pipeline access will reduce the choices available. The Power projects using methane from coal mines ● local customers must have the ability to pay through the lifetime of the project; finance: perhaps the most difficult factor – who will pay for the project? Kirchgessner and others (2002) used a mathematical model to perform an economic analysis of the most appropriate uses of CMM in various coal fields in the USA. Although the results of the study were specific to the US coal fields, the following general conclusions were drawn which are applicable to most situations: ● highest returns are achieved when existing technologies, such as in-place degasification systems, are used as this assures lower additional capital costs and minimal changes in normal methane control practices; ● on-site power generation with gas turbines offers better economic performance than pipeline gas injection if the gas requires enrichment. However, this is also dependent on the ability of the site to use all the power generated by the turbine and the ability to sell excess power at the assumed rate of 50% of the electricity purchase price; ● multizone vertical wells provide better economic performance at seven of the nine mines examined. This is due to the significant amount of gas that can be recovered from multiple seams. However, this technology usually requires significant capital outlay and longer investment periods; ● gas injection processes, currently under development to increase methane production, have high capital and operating costs and are not likely to be as economically viable as other, well-utilised, technologies. Bulat and Zaloznova (2003) compared different utilisation technologies for CMM in the central Donbass, Ukraine. The estimates were based on capital outlay per kW of rated capacity, profit per 1000 m3 of pure methane, period payback and rate of equipment use. The study also took into account the loss of capacity with variations in air temperature at input. Gas turbines lose 1% of capacity per 1°C drop in temperature whereas IC engines lose only 0.4%. Cogeneration systems utilising the waste heat were also considered in the study. Table 7 was produced which compares the different plant options with their outlay, potential profit and payback timescale. The study concluded that gas engines would be superior to gas turbines due to higher efficiency (37.0% for available IC engines compared to 28.5% for gas turbines). Gas turbines also required a greater capital outlay and a longer payback period (>4 years). Cogeneration systems were the most cost-effective options being both inexpensive and profitable. The study considered options for the Krasnoarmeskaya-Zapadnaya (Donbass) mine. The CMM degasification rate is 120 m3/min with a methane content of around 40%. Maximum energy used by the mine itself is 14 MWth. Installation of IC engines totalling 4 MW electrical capacity and 4.4 gcal/h heat capacity would provide 32 million kWh of electric power and 35.2 thousand gcal of heat. Prime cost of the electricity is 0.009 $/kWth. The saving in coal requirement at the mine would be 8000 t/y. This all gives an annual profit of $1 million and a payback on 23 CMM for power production Table 7 Comparison of CMM use options (Bulat and Zaloznova, 2003) Plant type Capital outlay, US$/kWt Profit per 1000 m3 Payback period, years 480,000 37,000 4.25 313,000 56,000 2.38 247,000 98,000 1.86 259,000 92,000 4.00 259,000 105,000 2.05 Methane-fired gas turbine Without cogeneration Methane-fired IC engines Without cogeneration Methane-fired IC With cogeneration CMM-fired IC engines Without cogeneration CMM-fired IC engines With cogeneration investment of 1.5 years. Pollutant emissions from the mine boiler-house would also be reduced by 30%. 2.5 Comments There are several different options for using CMM or VAM for profit. High quality gas can be used as a replacement for natural gas in gas pipelines whilst medium quality gas can be used as a combustion fuel in internal combustion engines and turbines. CMM can be cofired with natural gas, coal, waste coal and even in steel furnaces to provide an additional fuel source whilst, in most cases, reducing pollutant emissions. The most efficient of these are cogeneration systems which harness both the power and heat produced. Even low quality VAM (<1% methane) can produce power either through oxidation or by providing a further source of fuel in the intake air of combustion plants. The choice of which utilisation option is most appropriate for each mine depends on the quality of the gas, the availability of local markets for heat and/or power, the state of the thermal energy market and the investment capability. To ensure the maximum return at each potential CMM project, each option would need to be considered and the decision made on a case by case basis. Chapter 3, to follow, lists the CMM-to-power projects currently in operation around the world. 24 IEA CLEAN COAL CENTRE 3 Projects in operation worldwide Many countries have established CMM-to-power projects. A previous report from IEA CCC (Sloss, 2005) reviewed the action being taken by different countries to promote CMM activities worldwide. Some countries are setting up projects under international agreements such as the Kyoto Protocol or the EU Emissions Trading Scheme (EU ETS). Others are developing CMM-to-power projects to broaden the national power supply and promote green energy. This chapter lists the projects under way around the world and, as much as possible, indicates why the project suited the location. Although pipeline gas injection is included, the following sections concentrate largely on projects utilising CMM for power generation at or close to the mine itself and with CMM as the primary fuel. 3.1 Australia Outside the USA, Australia is the larger producer and user of VCBM. Queensland first saw commercial production of pipeline quality gas in 1996 (M2M, 2005). Most of the activity is in New South Wales (NSW) and Queensland, although exploration is under way in Victoria. For example, at the Moura Colliery, Queensland, CBM is drained several years in advance of mining and around 3 PJ of methane is supplied to the regional gas transmission line. The production is scheduled to increase to up to 6.9 PJ methane per year and so the Cleaner Energy Strategy in Queensland is promoting the use of CMM as a replacement for natural gas. Enertrade is establishing a gas pipeline in the area which may be extended into the central and southern parts of the Moranbah coalfields. Further extension to the pipeline could mean that CMM from Grosvenor and North Goonyella fields could also be fed into the system (AG, 2005). Total emissions of methane from coal mining activities in Australia amounted to 18.4 MtCO2-e in 2000. Australia is currently the most active country with respect to developing new and innovative power generation from CMM. As shown in Figure 3, after Germany, Australia has the largest capacity of CMM-based power generation. The continuing success of the Australian CMM projects is due largely to the positive and active role played by the Australian government in both promoting and funding CMM projects (Sloss, 2005). The Australian Government has awarded A$30 million (US$21 million) specifically to CMM projects. Over and above this, COAL 21 has been established. Coal 21 is a collaborative partnership between government, industry and the research community to address greenhouse gas emissions from the coal sector. This project has identified CMM recovery as an important and viable greenhouse gas abatement option (US EPA, 2005). At the moment there are between 10 and 15 projects at active mines ranging from simple flaring to power generation, pipeline injection and VAM oxidation. The US EPA Methane to Markets Project (M2M, 2005) reports that there are around 11 CMM and VAM projects in Australia which are mitigating a total of over 455 Mm3/y methane. Through these, almost 170 MWe of power is being generated. Power projects using methane from coal mines The largest CMM-to-power projects in Australia are full-scale power plants. Enertrade won the contract to convert the Transfield Services 160 MWe open cycle peaking plant at Yabulu, North Queensland, into a 220 MWe CMM-fired base load power station. The plant, previously fired by kerosene (Jet A1), was converted through alteration of the existing turbine to run on natural gas and the addition of a heat recovery steam generator which uses exhaust heat from the gas turbine to drive an 80 MWe steam turbine. The project cost $115 million and was completed February 2005 (AJM, 2004; QGMJ, 2005). Oakey Power Station, completed in 2000, is located 150 km to the west of Brisbane. It is the newest of Enertrade’s two peaking plants. The plant is powered by two Siemens V94.2 gas turbines and this ensures that it is a fast starting peaking plant which can be operated either on natural gas or liquid fuel. Much of the gas used at this station is sourced from coal seam methane produced from the Oakey 1 and Oakey North coal mines situation on either side of the plant. The plant can provide up to 320 MWe, and is owned and operated by Oakey Power Holdings Pty Ltd (AJM, 2004; QGMJ, 2005). Australia has also established several CMM-to-power projects using IC engines. During the 1990s a significant CMM project was established at the BHP Billiton Appin and Tower collieries in NSW. The project involves 94 x 1 MWe Caterpillar 3516 engines generating power from 651,000 m3 methane per day. In addition, 54 of the engines can utilise mine ventilation air at less than 1% methane as combustion air. These 54 engines are sited at the Appin Colliery part of the project. Mine design at the Tower Colliery prohibits the use of this approach at the remaining IC engines. The methane content feeding the generators ranges from 50% to 80%, 0–5% CO2 and up to 50% air. A diagram of the project is shown in Figure 15. The modular design of the unit is typical of IC engine based systems (see Chapter 2) and allows for ease of relocation and staged expansion as and when necessary. The project as a whole captures half of the mine’s methane emissions, equivalent to almost 3 Mt CO2-e/y making it one of the largest greenhouse gas projects in Australia (US EPA, 2005). The project is still running as a 94 MWe power station, although between 4 and 9 MWe is fed back from the utility grid to meet the mine’s equipment and energy requirements. The project is estimated to save local customers more than US$2.4 million per year (AG, 2005; M2M, 2005; US EPA, 1998c). Envirogen have a 7 MWe power generation system at the Tahmoor Colliery (Tahmoor Coal Pty Ltd, Wollongong, NSW). The existing 5 MWe station was upgraded by 2 MWe in 2003. A 7 MWe system has also been established at the Teralba and Billambi Mines (Oceanic Coal Australia Ltd, NSW). Both systems are based on Jennbacher IC engines (M2M, 2005) (see also Table 3). A one-year project (2001-02) at the BHPs Appin Colliery demonstrated that the TFRR oxidation technology 25 Projects in operation worldwide Methane collection pipeline Gas enriched air fed to power plant Exhaust mine air containing low % methane Transformer Methane drainage plant Fresh air into mine Generator Mine fan Mine workings approximately 500 m below surface Holes drilled in coal seam Holes drilled in coal seam Figure 15 CMM/VAM use at the Appin Colliery, Australia (US EPA, 1998c) (see Section 2.2.4) could handle variations in VAM flow and produce enough power to boil water. The project is now under full scale development at the West Cliff Colliery (see Chapter 4) (CME, 2005a,b). Between 2002 and 2004, Centennial Coal simulated VAM (0.1–0.25% methane) using CMM from the abandoned Newvale mine. The gas was used as combustion air at the Vales Point coal-fired power plant, as discussed in Section 2.3.2. Following the success of this demonstration, PowerCoal are developing the system to use genuine VAM from the Endeavour and Munmorrah collieries as combustion air in the same plant (M2M, 2005). 3.2 Asia Rapid population growth and a significant growth in energy demand means that CMM may have its largest marketplace in Asia. Although some mines in India drain coal methane, there are currently no projects for recovery or utilisation of CMM (CME, 2004). In Japan, the Sumitomo Mining Company’s Akabira coal mine used to produce 0.15 MWe in microturbines (5 x 30 kW) but the unit was closed in March 2005. An initial study at the mine in 2001 reviewed the potential of the mine to store CO2 following removal of the CMM (Saito and others, 2001). NKK Corporation, in conjunction with Sumitomo Metal Industries and Taiheiyo Coal Mine, produce methane from the abandoned Kushiro coal mine and use this as industrial feedstock for DME production (M2M, 2005; Talkington, 2004). The majority of CMM activity in Asia is based in China and the rest of this Section concentrates on this area. Although over 200 VCBM wells had been drilled by 2000 in China, mostly in coal mining areas, VCBM is still not advancing at a rate which will allow the proposed production targets to be met. None of the VCBM projects has been commercialised yet, mainly due to the lack of pipeline infrastructure. However, new natural gas pipelines are planned (Creedy, 2002; see Chapter 4). Companies such as Texaco, BP, Phillips, Greka, Lowell and Virgin have invested 26 money in pilot wells in China, mostly in the Shanxi area (Shengchu, 2004). China is demonstrating a very positive thrust in VCBM/CMM activities. Policies at central, provincial and local level are supportive of CMM development. However, investment in CMM-to-power projects from the Chinese private sector is rare. The majority of projects are funded by international investors (Pilcher, 2004). China has increased its CMM utilisation from around 360 Mm3 in 1998 to almost 630 Mm3 in 2004. Most of the usage is as boiler fuel and town gas (CME, 2004). The largest current project using CMM as a replacement for natural gas is at Fushun where gas is supplied for residential use in the local community. Not all the 126 Mm3/y of the drained CMM gas is used locally so the excess is fed into the Shenyang pipeline network and transported 33 km to Shenyang city. The gas supply capacity is reported to be 104 Mm3/y. However, the actual quantities are lower due to purity problems. New VCBM are being sought and developed to provide high purity gas to enrich the current supply and increase the amount of gas available. Creedy and others (2004) list several other CMM-to-pipeline projects: ● Nanshan coal mine in Hegang – around 28,000 houses in the area are supplied via a 12 km distribution pipeline supplying up to 30,000 m3/d; ● six mines in the Songzao area supply CMM to 222,000 residential users and other public bodies; ● up to 5000 residential users and public welfare users are supplied with CMM from the Huaibei mine, Anhui province; ● 11 mines in the Yangquan area supply CMM via pipeline to 134,000 residential users; ● Panjiang, Guizhou, has six mines supplying 3500 residential users. There are a few other projects that are not listed by Creedy and others (2004). These include the project at the Tiefa mine in Tieling City where CMM is used for pipeline injection (CME, 2004; M2M, 2005). Further, two mines in the IEA CLEAN COAL CENTRE Projects in operation worldwide Table 8 CMM projects under the CUCBM in China (Schengchu and Xin, 2004) Capacity Investment, million Yuan IRR, % Projected time, years CMM power generation 1200 MW 454.95 unknown 6.7 Semi-reinforced carbon black 1300 t/y 3.91 64 3 CMM fuelled vehicle project 3.6 Mm3/y 10.03 31 5 CMM power generation 11 MW 64.60 unknown unknown CMM methanol 50,000 t/y 270.40 10 10 CMM surface development 20,000 m3/y 694.68 unknown unknown CMM residential use 163.72 Mm3/y 112.00 19 6 CMM power generation 11 MW 75.00 22 7 155.59 23 7 CMM residential use 7397 Mm3/y 177.64 16 8 CMM power generation 3 MW 17.81 21 8 CMM residential use 4,000 Mm3/y 163.95 22 8 CMM power generation 4 MW 17.00 36 4 CMM residential use 2000 Mm3/y 74.00 22 8 CMM surface development 1000 Mm3/y 200.00 23 8 CMM power generation project 6000 Mm3/y 36.20 23 7 CMM surface development 9000 Mm3/y 2,000.00 18 12 Project Jincheng Yangquan Panjiang Fushun CMM development and utilisation Huainan Huaibei Jiaozuo Pingdingshan Huainan area – Xieyi and Xie’er – are actively capturing CMM (totalling 50 Mm3). However, only 17% of this resource is used, primarily for cooking and heating purposes at the mine and surrounding houses. The remaining gas is vented. Although the largest current use of CMM in China is as domestic fuel, there are several CMM-to-power projects under way or under development which amount to 147 MWe of power. This gives China the third highest methane-to-power capacity in the world (see Table 3). At least 93 small scale power generators have been installed to run on CMM. These range in size from 400 kW to 2000 kW (Schengchu and Xin, 2004). Table 8 shows the CMM projects listed by the China United Coalbed Methane Company (CUCBM). Where possible, further descriptions of these Power projects using methane from coal mines projects are given below. However, in some cases, no further information could be found. The Jincheng Coal Mining Group operates three non-gassy mines and two gassy mines. CMM drainage is in operation at both the gassy mines – Sihe and Chengzhuang mines (Creedy and others, 2004). The Jincheng Mining Administration (JMA) built a 240 kW CMM plant in 1995 at the Fushun mine in the Shanxi Province. In 1997, 4 x 400 kW units were added at the Sihe mine. By 2000 the mine housed 2 x 2 MWe gas turbine and a 3 MWe steam turbine. A further two 2 MWe gas turbine units were added by 2002. Although the systems, manufactured in China, have proven reliable since installation, the electrical efficiency is poor (20–23%). However, the use of the heat for the steam turbine increases the efficiency to around 28% (Creedy and others, 2004). The 27 Projects in operation worldwide 200 900 180 800 160 700 140 Number of operated sites (A) Number of installed CHPs (A) Installed engine power in MW (B) 600 Electricity generation GWh (B) 500 01/04/2000: renewable energy law 100 B A 120 400 80 300 60 40 200 20 100 0 0 1998 1999 2000 2001 2002 2003 2004 2005 Figure 16 Growth in CMM utilisation in Germany, 1998-2005 (Thielemann, 2006) Jincheng mine currently vents large quantities (202,000 m3/d) of relatively concentrated methane (40%). The Jincheng project has been granted a further $100 million loan from the Asian Development Bank which will create the largest CMM effort worldwide (see Chapter 4). There are two power plants cofiring CMM, operated at abandoned seams in the Nord-Pas de Calais Basin: Hournaing and Emile Huchet Groupe V. Both sites are operated by SNET, a subsidiary of Charbonnages de France (US EPA, 2005). Jincheng also houses a 1300 t/y plant which uses CMM to produce semi-reinforced carbon black and a CMM fuelled vehicle project producing 3.6 Mm3/y (Sloss, 2005). 3.3.2 Germany Internal combustion engines are used for power generation at the Fushun mine (1.5 MWe, run by Fushun Coal Mining Authority), Shiucheng (6 MWe) and Songzao (5 MWe) mines. Jenbacher IC engines are used in two CMM-to-power projects in the Huainan Province (see Table 3) The Yangquan mine is reported to have an 11 MWe power generation system (unspecified; CMOP, 2005). However, no further information could be found on this project. CMM from Mine 5 at Yangquan is used as alumina roaster fuel as industrial feedstock (Sloss, 2005). Buses fuelled by CMM (using around 5.49 Mm3/y methane) are used in the Furong mining area (M2M, 2005). 3.3 Europe – Western Several countries in Europe have had minor success with CMM projects. Although interest has been shown in CMM projects in Italy, no projects have been established as yet (Sloss, 2005). The majority of CMM activity is in Germany and the UK, with a few units in France. 3.3.1 France Although France has had numerous CMM projects in the past, many of these disappeared as the coal mining industry in France disappeared. The Methamine project in Northern France and a similar project in Divion, also Northern France, have produced methane for pipeline injection since 1990. Both are abandoned mines (US EPA, 2005). 28 Germany is very active in CMM-to power projects due to the Renewables Energy Act of 2000. The act means that Germany is one of the few European countries who define CMM as a renewable energy source. The Act promotes the use of renewable energies by guaranteeing fixed rates of payment for renewable sources of energy supplying electricity to the national supply. For CMM this means fixed payment rates for 20 years of 0.076 €/kWh or 0.066 €/kWh for plant capacities over 500 kW. These rates ensure that the investment needed in CMM recovery is a secure long-term commitment and has caused a significant move towards this form of power generation. By 2001, over 40 individual CMM projects were under way amounting to around 270 MWe and a reduction of >640 Mm3 methane annually (Stoppa, 2002). Figure 16 shows the growth in CMM utilisation in Germany from 1998 to 2005. The Renewables Energy Act caused a distinct increase in both the number of projects and the total amount of power produced from CMM (Thielemann, 2006). Small scale CMM units are located at many German mines to provide heat output for the mines themselves. For example, at Lohberg/Osterfeld two boilers are run with a heat output of 7 MWth each. Other heat production plants are found at West, Prosper-Haniel and Ost coal mines. At the Ost mine, the gas is used to produce steam and heat for mine use as well as for power generation in a 6 MWe steam turbine (Stoppa, 2002). Minegas (a joint venture of Ruhrkohle Ag, GAS Energietechnologie GmbH and Lambda Gesellschaft fur Deponiegastechnik GmbH) operates almost 50 mine gas recovery units in the Rhine/Ruhr region and more projects are in the planning stage (Mader, 2005a). The projects run IEA CLEAN COAL CENTRE Projects in operation worldwide Table 9 CMM-to-power units within the GAS Energietechnologie GmbH portfolio (Mader, 2005b) Plant Customer Year built Electrical output, kWe Thermal output, kWth Module type Schacht Achenbach IV Lunen EnD-I Grubengas GmbH 1999 1.019 200 1 x GCA 12 K620 Dortmund Derne GED 2001 4.074 4.644 3 x GCA 16 K620 Schacht Kurl 3 Minegas GmbH 2001/2 4.074 – 3 x GCA 16 K620 Schacht Lothringen Bochum EnD-I Grubengas GmbH 2002 5.432 6.000 4 x GCA 16 K620 Schacht Minister Stein Minegas GmbH 2002 4.074 – 3 x GCA 16 K620 Schacht Schlagel u. Eisen 7 Minegas GmbH 2002 4.074 – 3 x GCA 16 K620 Schacht Westfalen 6 Minegas GmbH 2002 4.074 – 3 x GCA 16 K620 Schacht Victoria 1/2 Minegas GmbH 2002 4.074 – 3 x GCA 16 K620 Lohberg Minegas-Power GmbH 2002 8.148 9.288 6 x GCA 16 K620 Ewald Fortsetzung Schacht 4 Minegas GmbH 2002/3 9.506 – 7 x GCA 16 K620 Schacht Westfalen 1/2 Minegas GmbH 2003 4.074 3.096 3 x GCA 16 K620 Schacht Hugo 1/4 Minegas GmbH 2003 4.074 – 3 x GCA 16 K620 Schacht Hugo 9 Minegas GmbH 2003 4.074 – 3 x GCA 16 K620 Waltrop Schacht 2 Minegas GmbH 2003 2.716 – 2 x GCA 16 K620 Schacht Consolidation 6 Minegas GmbH 2003 1.358 – 1 x GCA 16 K620 Schacht Hugo Ost Minegas GmbH 2003 5.652 – 4 x GCA 16 K620 Schacht Ewald 1/2/7 Minegas GmbH 2003/4 6.790 – 5 x GCA 16 K620 Schacht EMU 2 Minegas GmbH 2003/4 5.432 – 4 x GCA 16 K620 Haus Aden Minegas-Power GmbH 2003/4 16.296 – 12 x GCA 16 K620 Schacht Erin 6 EnD-I Grubengas GmbH 2004 2.730 – 2 x GCA 16 K620 Ewald Fortsetzung Schacht 4 Minegas GmbH 2004 0.986 - 1 x GCA 16 K620 Schacht Werne 3 Minegas GmbH 2004 2.716 – 2 x GCA 16 K620 Schacht Hugo Ost Minegas GmbH 2004 2.196 – 2 x GCA 16 K620 Schacht Unser Fritz 2/3 Minegas GmbH 2004 4.074 – 3 x GCA 16 K620 Total (to 2004) 83 modules, 111.717 kWe, 23.228 kWth Total operating mines 18 modules, 24.444 kWe Total abandoned mines 65 modules, 87.273 kWe with GAS Energietechnologi GmbH involvement are listed in Table 9. Those mines with engines supplied by Jenbacher were listed in Table 3 in Chapter 2. The estimated total electricity production from CMM in the North Rhine Westphalia region is 450 GWh. Minegas GmbH were predicted to have created a decentralised power station output of around 50 MWe by 2003-04, equivalent to 140,000 households and reducing CO2-e by around 2.5 Mt/y (Mader, 2006). By the end of 2002, Minegas GmbH had 35 modules at abandoned coal mines and Minegas-Power GmbH (which includes RWE as a partner) has 15 modules at active coal mines. The active mines included (Stoppa, 2002): BW West (1 unit) BW Walsum (2 units) BW Ost (1 unit). BW Lohberg (6 units) BW Prosper Haniel (3 units) The abandoned mines were: Power projects using methane from coal mines Schlagel and Eisen (3 units) Victoria (3 units) Werne (2 units) Consol (3 units) Min. Stein (3 units) Ewald Fortsetzung (6 units) Westfalen (3 units) Kurl (3 units) Germania (1 unit) Gneisenau (3 units) Figure 17 shows the growth in CMM project development in the North Rhine-Westphalia region alone between 2001 and 2002. Again this emphasises the distinct effect the 2000 Renewables Energy Act had on investment in CMM projects. The majority of the projects (48.2 MWe) were based on abandoned mines with 18.9 MWe at active mines. Several of the projects operated by Minegas GmbH have captured public interest and are the subject of numerous papers. For example, in May 2001, Minegas GmbH began operating three cogeneration plants at the abandoned Kurl Shaft III, Gneisenau mine in Lünen. Three modules of 1.358 kW each convert CMM into electricity for the Lünen area, providing electricity for around 9700 households 29 Projects in operation worldwide active coal mines Minegas-Power Installed electric capacity 18.9 MW > 2.0 MW =450 million kWh/y 48.2 MW 38.1 MW 3.9 MW 15.0 MW 06-2001 12-2001 abandoned coal mines Minegas 06-2002 12-2002 Figure 17 Growth in CMM project development in the North Rhine-Westphalia region between 2001 and 2002 (Stoppa, 2002) (Mader, 2006; Sporer, 2002). The plant produces CO2-e savings of 138,000 t/y (Mader, 2005b). Minegas GmbH also have a 2 x 100 kWe project at Werne, a 4 x1258 kWe project at Ewald-Fortsetzung and a 2 x 1358 kWe project at Consolidation (Sporer, 2002). In 2001 the 5400 kWe combined heat and power plant in Dortmund-Derne was converted from natural gas to mine gas, taking CMM from the nearby Gneisenau mine. This was also a Minegas GmbH project (Sporer, 2002). The plant now has an electric output of 4074 kW and a thermal output of 4644 kW and reduces GHG emissions by 150,000 t/y CO2-e (Mader, 2005b). EnD-I Ag and Gas have established a company called EdD-I Grubengas GmbH which operates CMM projects with a total electrical power output of over 6 MWe. The company run a ‘model’ project at the Lothringen I/II colliery in Bochum. The mine was closed in 1992 and the AMM is used to generate 5.4 MWe and 6.1 MWth and is one of the largest of its kind in Europe. The plant comprises 4 cogeneration units, a compression station, medium voltage equipment and connection to the local heating grid. The unit is contained, has noise control and has been adapted to blend with surrounding buildings, some of which are of historic importance. The Bochum plant uses 2000 m3/h CMM and reduces CO2-e emissions by 200 kt/y. The power produced, equivalent to the requirements of over 13,000 households, is fed into the public grid. In early 2004 the unit was incorporated into Bochum’s district heating grid. The total cost of the plant was €5 million and is expected to have a service life of around 10 years. The construction of the Bochum plant took less than three years from site identification to continuous operation (Mader, 2005a, b). In 1998 a CMM combined heat and power plant was commission at Mont Cenis (Sporer, 2002). Currently the Mont Cenis/Herne site has three Jenbacher AG engines (2 x 253 kWe and 1 x 1003 kWe) producing electricity for a local educational establishment and other local consumers as well as district heating (Scheider, 2003). GAS Energietechnik GmbH, in conjunction with the 30 Fraunhofer Institute for Environment, Safety and Energy Technology (UMSICHT) has built a cogeneration plant at the abandoned Minister Achenbach mine in the Ruhr district. A rotary compressor introduced gas from the mine at up to 90 mbar into the plant which produces 374 kW of electrical power and 538 kW of thermal energy. The electrical energy is run through a 0.4 kV/10 kV transformer until and fed into the local electricity network. The plant began operation in 1998 and has suffered no CMM specific problems since then. During operation the methane concentration increased from 50 to 65%. Following the initial success of the project, the engine aggregate was changed to a container plant with an electrical output of 941 kW in Jun 2000. The time taken to change over the engine units to the bigger system was less than two weeks due to the use of container-based engines. The plant now runs at 1019 kW of electrical output and 200 kW of thermal output and saves 34,000 t/y of CO2-e (Mader, 2005b). In addition to the many CMM-to-power projects discussed above, Germany also uses CMM as a replacement for natural gas in pipeline networks. The first CMM pipeline at an abandoned mine was installed at Mont Cenis in 1978, although the methane was initially released to the atmosphere (Schneider, 2003). There is a CMM pipeline network in Saarland which was established in the 1950s and has been continually extended to reach around 100 km. CMM/AMM in the area is still mainly used in boilers for district heating and cofiring in coal-fired power plants. More than 99% of the CMM is delivered to third parties, the remainder is used in four small heating plants used to heat the works at the mining company. Over 40% of the gas is used by hard coal power plants belonging to SaarEnergie GmbH in Volklingen, Fenne, Bexbach and Weiher. Neunkirchen and Burbach of Saarstahl Ag take another 30%. Saarberg Fernwarme use 15% and the remainder is delivered to various medium and small scale industrial enterprises (Stoppa, 2002). 3.3.3 UK Alkane Energy has much experience in producing energy from abandoned coal mines in the UK, as shown in Table 10. IEA CLEAN COAL CENTRE Projects in operation worldwide Table 10 Methane-to-power projects run by Alkane Energy Plc, UK (Alkane, 2005) Location Capacity, MWe Max CO2 mitigation, t Bevercotes Nottinghamshire 4.1 87,000 Markham Derbyshire 1.35 29,000 Shirebrook Derbyshire 5.5 211,000 Wheldale West Yorkshire 5.5 144,000 Rexam South Yorkshire 0.05 (equivalent) 2,000 Germany 1.8 43,000 Site UK Germany Joarin The company has established 9.7 MWe of power generation (5 x 1940 kW GE Jenbacher gensets) at the abandoned Shirebrook Colliery. The power generated is supplied directly to the national grid. The same company run a similar project producing 3 MWe from the Steetley Colliery and 10 MWe from the Wheldale Colliery, again supplying the power directly to the national grid. Alkane is also producing CMM from a mine in Monkbretton and selling the gas directly to a local glassworks (Alkane, 2005). Warwick Energy (previously Stratagas) are producing 10.5 MWe from 3 x 3.5 MWe internal combustion engines at the abandoned Annesley Bentinck Colliery. The energy is fed into the local network (Sloss, 2005). UK Coal Mining has two combined cycle gas turbines at 4 MWe and one steam turbine at 10 MWe at the operational Harworth Colliery. The same company has the following units established to date: ● Kellingly (active mine) 1 x 212 kW GE Jenbacher genset ● Maltby colliery (active mine) 3 x 1413 kW GE Jenbacher gensets ● Stillingfleet (abandoned) 3 x 1413 kW GE Jenbacher gensets ● Thoresby (active mine) 2 x 1413 kW GE Jenbacher gensets ● Wellbeck (active mine) 1 x 1413 kW GE Jenbacher genset Octagon has 5.4 MWe being produced by internal combustion engines at the abandoned Hickelton Colliery and 9 MWe from internal combustion engines at the Silverdale abandoned mine. The same mine supplies 0.037 Mm3/d methane for pipeline injection. Hyder Consulting produces 9 MWe from 6 x 1.5 MWe internal combustion engines at the active Tower Colliery. Power production from ACMM began at the Markham Colliery, Derbyshire, in 1999. A larger, >2 MWe generation project is under production (see Chapter 4). Flaring is carried out at several UK mines including Kellingley, Maltby and Rossington collieries. Power projects using methane from coal mines 3.4 Europe – Eastern Several studies, such as that by Irons and others (2004), have indicated a large potential for CMM use in Eastern Europe. The situation in each country are summarised in the sections below. 3.4.1 Croatia Mines which would be suitable for CMM projects have been identified. However, external funding would be required for any project to be developed (Irons and others, 2004). 3.4.2 Czech Republic Mining is ongoing in the Ostrava-Karvina coal-field in the Upper Silesian coal basin. The CMM utilisation rate in 1997 was just over 100 Mm3 which represented around one third of the total methane captured. The rest was vented to the atmosphere. End users of the gas included steelworks and heating plants (Irons and others, 2004). DPB Paskov AS owns and operates a 200 km pipeline which links 12 abandoned mines, via 20 vacuum pumps and compressors, to six gas extraction plants supplying an extensive gas pipeline network. The pipeline supplies gas to over 30 locations, including a town in neighbouring Poland. The gas from all the mines is mixed and monitored to maintain both quantity and quality (Sloss, 2005). In 1997, four companies were granted licences for gas exploration in the OKR coalfields in the Czech Republic. Dulni Pruzkum a Bezpecnost AS has a licence for CMM extraction from both virgin and abandoned coal fields. The company captures CMM from abandoned mines and employs >200 km pipeline to distribute 77 Mm3/y CMM and 32 Mm3/y AMM. Energie Kladno has three virgin mines in the OKR fields but, as yet, it does not appear that any CMM is in production. Geologicky Pruzkum Ostrava AS has also started exploration in the area but, as yet, has not initiated any projects. Technovent PTY (a subsidiary of CSIR in South 31 Projects in operation worldwide Table 11 Drainage and utilisation of CMM in Poland, 2001 (Gatnar and Tor, 2003) Utilisation of methane (100% CH4) Mine Methane drainage (100% methane), thousand m3/y Total amount of used methane, thousand m3/y % used Specification amount used, thousand m3/y End use Borynia 266.4 96.4 36 96.4 gas boilers, 2 x 1.2 MWt Jas-Mos 8,670.0 8,388.6 97 8,388.6 CHP* Moszczenica Krupisnki 20,124.0 11,586.1 58 7,202.9 power generation 2,007.1 boilers 2,376.1 coal-drying 6,666.0 CHP Moszczenica 3,616.3 CHP Zofiowka 1,4511.5 power generation 5,048.3 mine heating 20,821.2 CHP Zofiowka Pniowek 42,100.5 29,842.1 71 Zofiowka 21119.9 20,2821.2 99 Total 92280.8 70,734.4 77 CHP - combined heat and power Africa) is assisting in the implementation of technologies appropriate for CMM use but again, as yet, there are no reports of any projects under way (US EPA, 1998a; 2005). chemical/industrial projects, there are several CMM-to-power projects in Poland: 3.4.3 Hungary Pniowek Halemba Bielszowice Several mines have used degassing techniques to improve mine safety. It is reported that, at some mines, the CMM was used to provide domestic heating, hot water or simply flared but, again, little information is available. Several mines in the Jastrezbie coal field produce methane which is piped to local companies to produce power. Table 11 summarises the different mines and the units to which they supply methane (Gatnar and Tor, 2003). 3.4.4 Romania Romania is reported to have a small CMM project under way and two in development but little or no information is available (CME, 2005a,b). 3.4.5 Slovenia Mines which would be suitable for CMM projects have been identified. However, external funding would be required for any project to be developed (Irons and others, 2004). 3.4.6 Poland The largest amount of CMM activity in Eastern Europe is in Poland. The first cogeneration unit with 2.7 MWe was installed at the Krupinski colliery in 1997. Since then, a total of 15 MWe has been installed in Poland (Mader, 2005a). In addition to numerous mine heating, coal drying and 32 3.2 MWe from 2 Deutz engines 0.543 MWe from Jenbacher gas engines 0.543 MWe from Jenbacher gas engines The first CMM project for air-conditioning at a mine was built at the Pniowek mine, listed above. The cooling system is based on gas-powered engines and electrical energy generating units integrated with absorptive and compression coolers. Some of the electricity generated is used to power the screw compressor. The remainder of the electrical and thermal energy is used in the mine operation. The first stage of the 2.5 MWe air conditioning system was operational in June 2000. In December 2000 the target cooling power was increased to 5 MWe (Szlazak and others, 2001). The Pniowek mine had problems with excessive heat (>33°C) in some of the underground mine headings which made it impossible for mining to continue. The methane produced from the mine drainage system was 50–60% methane, although this varied from 80% in the winter to 40% in the summer. The system installed at the mine is in two identical units both comprising gas engines as well as absorptive water and compression coolers. Figure 18 shows the schematic diagram of the cooling system at the mine. The system uses around 25 m3/min methane as fuel in two 4-stroke gas engines (Deutz Energy GmbH) running generators at IEA CLEAN COAL CENTRE Projects in operation worldwide Ventilation cooler Chimney electric energy 2 x 3.2 MWe 6.3 kV 100°C Heat recovered from fumes 125°C 2 gas engines G 2 current generating units Heat recovered from engine cooling 85°C 70°C 2 x absorption coolers 1200 kW 14.5°C 2 x absorption coolers 3460 kW 4.5°C 2 x compression refrigerators 1140 kW 1.5°C 18.5°C 300 m3/h powierzchnia 18°C F Cooled air Underground cooling installation with DV 290K coolers 300 m3/h 5 MWch 3°C Three chamber pressurre lock * MWch - MW chilling power Figure 18 Schematic diagram of interconnected power engineering cooling system in the Pniowek coal mine (Szlazak and others, 2001) 3.194 kW. The heat produced in the process is used in the chemical conversion of absorptive bromine-lithium coolers for water cooling. Some of the electricity produced is used for running the feeder screw compression coolers and further cooling of water. The remainder of the heat and power is used on-site at the mine itself. Although the CMM cooling system was more expensive to build that normal compression coolers, the returns for the electrical and thermal energy produced are higher than the operational costs of the plant. The return on investment was within five years of plant operation. Figures 19 and 20 show the efficiency and output of the plant. A total of 4200 MWh of electricity are produced annually along with 41,000 MWh of low grade heat. Methane emissions are reduced by around 13 Mm3/y (Szlazak and others, 2001). 3.5 Russian Federation and the CIS The previous report by IEA CCC (Sloss, 2005) noted that investment in CMM projects in Russia would be harder to obtain than elsewhere due to complications with property rights and transparency of negotiation in the areas. Despite this, several CMM projects have been established in Russia and the Ukraine. 3.5.1 Russian Federation The Russian CMM industry is not yet commercialised although exploration is under way. For example, Gazprom implemented a pilot well drilling programme in 2003. Around 77% of coal now comes from independent producers Power projects using methane from coal mines which means that most projects would be implemented on a mine-by-mine basis in agreement with individual producers. The UN DP and GEF are working together to remove barriers to financing and implementing CMM projects which may help in the future. However, CMM faces a major challenge in competing with cheap natural gas, lack of appropriate technologies and complex rules on foreign investment (Franklin, 2006). Russia has several plants using CMM for power generation. The Kosmolets mine uses CMM in both an electric generator (1 MWe) and as fuel for a boiler. The Cherniskaya mine uses CMM to produce 1.2 MWe from a 1 MWe caterpillar engine and a 200 kW Russian-made engine. The Severnaya mine uses CMM in a 1 MWe gas-engine. The gas is also used in two autonomous gas fuelled air heaters and two dryer units at the mine. CMM is used as boiler fuel at the Zapolyaranya mine (three stoker boilers), the Komsomolskaya mine (five stoker boilers) and the Vorkutinskaya mine (four stoker boilers). 3.5.2 Ukraine In 2001, 134.5 billion m3 of CMM (50% of the total CMM captured) was used either as boiler fuels at mines, as mine vehicle fuel or in local housing (Triplett, 2003). The US EPA Methane to Markets project (M2M, 2005) has reviewed the CMM activity in the Ukraine. There appears to be little information on the projects other than their size and location. For example, a 1 MWe CMM-to-power demonstration project was operated between 2000 and 2004 at the Komsomolets Donbassa mine. The CMM is used for 33 Projects in operation worldwide Reduction methane emission into the atmosphere about 8 Mm3 CH4/y Pniówek coal mine Own methane removal appr. 52 Mm3 CH4/y Improvement of working conditions and increase in productivity (output) by limiting the number of walls where temperature exceeds 28°C Decrease in purchase of electric energy about 42000 MWh/y Methane drainage station in Pniówek coal mine Professional power engineering Sale of cooling capacity about 41000 MWh/y Sale of electric energy about 42000 MWh/y Interconnected power engineering-cooling system Additional consumption of methane about 13 Mm3 CH4/y Other gas buyers Figure 19 Energy effects resulting from the use of the a CMM cooling system at the Pniowek mine, Poland (Szlazek and others, 2001) II Stage 5 MWch Own needs 260 kW Gas recovered from methane drainage 150% CH4 + 50% (O2+N2) Mechanical losses Gas engines MWM DEUTZ TBG 632V16 Electric energy Sale for mines 5.6 MWe 6.4 MWe 38% 7.4 MWth 42% 280 kW 2 absorptive coolers In engines cooling system 1200 kWt In system of heat recovery from fumes 3460 kWt 2 compression refrigerators (ammonia) 1040 kWt 5.6 MWch Transmission loss 16% Heat loss Coolers in central air-conditioning system * MWch - MW chilling power 5 MWch SIEMAG three-chamber feeder level 853 Feeder’s losses Figure 20 Energy balance resulting from the use of a CMM cooling system at the Pniowek mine, Poland (Szlazak and others, 2001) both heat and power generation. A 1.535 MWe heating and power generation project has been ongoing since April 2004 at Khrustalskaya in the Lugansk area. A CMM project for the 34 degasification of coking coal has been in development since May 2004 at the Krasonmeyerersk/Toetskaya Mine in the Donetsk area. IEA CLEAN COAL CENTRE Projects in operation worldwide Power is produced from CMM at at least four mines in the Ukraine. The Don Ukraine mine in the Lugansk region has two caterpillar internal combustion engines producing 1.5 MWe (CME, 2004). The Sasyadko mine in Donetsk has a unit, run by Prospekt Zasyadko, which uses 22 Jenbacher engines to produce 131 MWe. This may be the world’s largest CMM project in terms of total power output. The projected electrical efficiency of the units is 42.9% and the thermal efficiency 41.3%. Installation of the equipment began in June 2004 (CME, 2004). Three mines in the Ukraine are using CMM for boiler fuel. The Bazhanova Mine, Donetsk, has six boiler units, the Glubokaya mine, Donetsk, has five boiler units and the Holodnaya Balka Mine, Makeyevka, has seven boiler units (M2M, 2005). 3.6 North America Although Canada is actively pursuing VCBM projects to supplement the natural gas supply, there are currently no CMM-to-power projects in operation (Sloss, 2005). The USA has significant VCBM and CMM resources – between 4 and 11 trillion m3 (M2M, 2005). The San Juan basin is the most successful VCBM development in the world with over 23,000 m3 methane produced per day (Gale, 2004). The established network of gas pipelines provided a suitable market for the gas produced. In 2002, VCBM was providing 9% of the total annual US natural gas production. Around 25% of the total remaining US gas reserves are associated with VCBM. Tax incentives helped to establish the market (Wight, 2004). Several projects in southwestern Pennsylvania and Indiana spike the AMM with propane prior to injection into the gas pipeline to achieve the required gas quality (Cote and others, 2003). The success of CMM projects in the USA is often dependent on the proximity of the site to the natural gas pipeline systems. Mines in the Western USA often have little or no access to pipelines and therefore the option for gas sales are limited. The cost for feeder pipelines is usually prohibitive. Unlike Europe or China, US mines are not commonly located next to populated areas and, in the absence of pipelines, local and industrial uses are not economically viable (M2M, 2005). Power generation is deregulated in the USA and there is free and open access to the wholesale market. At the moment, 18 states have renewable energy portfolios or standards. Only one state, Pennsylvania, defines CMM as a renewable (M2M, 2005). As discussed in the previous IEA CCC report on CMM (Sloss, 2005), the water produced during mining and CMM extraction can be a significant environmental problem. The economics of the use of disposal or use of this water have an impact on whether a CMM project will succeed commercially. This has been a particular problem in the Powder River Basin in Wyoming. In some situations, the produced waters can be reinjected into deeper water bearing formations, transported to a regional injection well, allowed Power projects using methane from coal mines to evaporate on the surface or to evaporate using evaporator technologies which leave salt residue for disposal or chemical/pharmaceutical use. The US DOE’s National Energy Technology Laboratory (NETL) has funded research by Drake Engineering to develop a process for water cleaning based around wetland plant species in artificial or modified natural wetlands. The plants reduce the levels and negative effects of the salts in the produced water so that it can be discharged safely (NETL, 2006). The USA probably has over 500 abandoned coal mines scattered across 11 states, mostly in the Central and Northern Appalachian basins and the Illinois basin. At the moment there are around 20 AMM methane projects recovering gas from over 30 coal mines (Cote and others, 2003). These are discussed in a US EPA CMOP report (CMOP, 2004). The only US CMM-to-power projects listed on the US EPA’s CMOP website are those listed in Table 12 (CMOP, 2005). One of the longest running CMM to power projects in the USA is at the Nelms No 1 mine in Ohio. Around 10,000 m3/d gas (70% methane) is sent to 12 IC engines to generate around 1 MWe. A further 10–15,000 m3/d is enriched and sold to the local gas pipeline. CMM from another abandoned mine, Nelms No 2, is used by Northwest Fuels Development to produce 1 MWe from General Motor 75kW internal combustion engines. Peabody Coal use CMM from the Federal No 2 mine to produce 1.2 MWe power from General Motor internal combustion engines. Grayson Hills Farm takes CMM from an abandoned Indiana mine and produces 1.7 MWe in two rebuilt Caterpillar IC engines (CAT 3512 model gensets). Some of the electricity is used to run a greenhouse for cucumbers and tomatoes and the remainder is sold to the local utility. In the winter, waste heat is used to heat water for the in-floor radiant heat system in the greenhouse. Caterpillar internal combustion engines (2 x 850 kW at each mine) are used at the O’Hara No 8 and Peabody No 46. Waste heat is also used to heat water for a nearby greenhouse (Cote and others, 2003). Consol Energy and Allegheny Power produce 88 MWe with General Electric turbines (2 x 44 MWe) at the VP/Buchanan mines. The plant, which began operation in June 2002, fires a mix of pre-drained CMM and working mine CMM in GE LM6000 combustion turbines. The plant started operation in June 2002 and will help meet peak electricity demand in the Eastern USA. CMM is also used for coal drying at the Consol VP/Buchanan mines. Excess CMM is occasionally sold for industrial applications (Cote and others, 2003; CME, 2002; CME, 2005a,b). The USA also hosted the first CMM powered fuel cell demonstration project (see Section 2.2.5). 3.7 Comments So far, the success in CMM utilisation varies from country to country, depending on the regional market place and the appropriate use of the gas at each individual location. In Asia the majority of captured CMM is used as town gas, with the 35 Projects in operation worldwide Table 12 Summary of existing methane recovery and use projects, USA Mine name Mine location (State) Approximate amount of gas used in 2001 Methan use option Notes Blue Creek No 4 Blue Creek No 5 Blue Creek No 7 Alabama 0.764 Mm3/d Pipeline sales The three mines collectively produced 0.96 Mm3/d of gas in 2001, but only 0.764 Mm3/d is credited to emissions avoided Oak Grove Alabama 0.085 Mm3/d Pipeline sales Most of the production in the Oak Grove Field is beyond the limits of the mine plan Shoal Creek Alabama 0.198 Mm3/d Pipeline sales Most of the production from the White Oak Field is outside the limits of the mine plan Pipeline sales on-site use These two mines collectively produced 3.030 Mm3/d of gas in 2001, of which 1.98 Mm3/d contributes to emissions reduction a the mines. A small portion (0.042 Mm3/d) of the total gas production is used on-site in a thermal dryer Buchanan No 1 Virginia 3.030 Mm3/d Blacksville No 1 Pennsylvania 1.246 Mm3/d Pipeline sales Gas is produced from three abandoned mines that are part of the project, but 0.113 Mm3/d is from the active mine alone Federal No 2 West Virginia 0.028 Mm3/d Pipeline sales, Power generation (planned) Project continues to expand as mine grows. A second project using methan to generate electricity is planned US Steel No 50 West Virginia 0.227 Mm3/d Pipeline sales A unique, horizontal pre-mine drainage programme is utilised methane being piped to the local community. CMM is also used as boiler fuel, largely at the coal mines themselves, with some being used for power generation. Western Europe has had more success with power generation and uses less CMM for pipeline injection. In Eastern Europe, Russia and the CIS the major application of CMM is as mine boiler fuel with limited power generation and power use projects. The USA has a huge market for VCBM in natural gas pipeline injection due to high natural gas prices and an excellent infrastructure. Only a few CMM-to-power projects have been established in the USA to date. 36 IEA CLEAN COAL CENTRE 4 Projects planned or under construction There is great potential for CMM to be captured and utilised for inexpensive and clean energy. The previous report from IEA CCC (Sloss, 2005) reviewed the different ways in which international agreements such as the EU ETS and the Kyoto protocol could promote investment in CMM projects. Future CMM-to-power projects will also be positively influenced by factors such as (CME, 2002): ● growing demand for power; ● demand for power in remote mining areas; ● attractive power prices; ● strong markets for thermal energy by-products of cogeneration plants; ● special financial incentives that apply to CMM. The following sections indicate where new CMM projects are planned or under construction. Where possible, an indication is also given of further locations where CMM may be viable in the future. 4.1 Australia Australia already has a well established natural gas pipeline network which accepts suitable quality CMM (see Section 3.1). Enertrade is planning to offer reliable CMM gas as an energy source to Central Queensland industries. The CMM gas will be sourced from the Bowen Basin and delivered via pipeline to Central Queensland. The 420 km high pressure transmission gas pipeline into Central Queensland will service the area’s industrial needs and provide potential for the region to expand and fulfil its industrial capabilities. It is estimated that the pipeline will be operational from 2007 (Enertrade, 2005). As discussed in Section 3.1, Australia is the most active country in the world with respect to establishing new and innovative CMM projects. Many successful projects have been established at pilot and full scale and more are being developed. For example, Envirogen has been working on three CMM projects (IC engine based) which should amount to a total of 2.25 Mt CO2-e reduction. Two of the projects are completed (Teralba and Tahmoor, discussed in Section 3.1). The third project, the Oaky Creek project at the Mount Isa Mines near German Creek, SW Queensland, is still under early construction (AG, 2005). The project, which is due to become operational during 2006, will use 10 x 1 MWe IC engines (M2M, 2005). Anglo Coal and Energy Developments Ltd have scheduled a plant for construction during 2006. The plant will produce up to 32 MWe from a series of 3 MWe IC engines at the German Creek Coal mine. The plant is expected to reduce emissions by up to 6.1 Mt CO2-e in 2008-12.The project is based on reciprocating engines, probably Caterpillar engines from the USA. The energy produced will be either exported to the distribution network or purchased for on-site use. Construction of the plant is under way (AG, 2005). ComEnergy (CSIRO/Liquatec JV) plan to construct a 10 MWe plant at the United Colliery. The plant will burn waste coal with coal mine methane in a rotary kiln with 10 MWe of gas turbine power production. It is envisaged that the plant will start to produce power during 2006 (Talkington, 2004). BHP Billiton are working in conjunction with MEGTEC systems to establish a A$13 million VAM oxidation system at the West Cliff Colliery called WestVAMP. This technology was discussed in more detail in Section 2.2.4. A photograph of the unit is shown in Figure 21. It is estimated that the system could produce around 6 MWe for use at the colliery itself. The project will deliver a greenhouse gas reduction equivalent of up to 1.04 Mt CO2-e ien 2008-12. This project is an extension of the previous BHP project at Appin which operated in 2001-02 and which was awarded the Australian Coal Association’s award for Best Greenhouse Gas Research Project in 2005 (AG, 2005). The plant is due for completion in mid-2006 (CM, 2005). A new 1000 MWe gas plant is planned for Roma, eastern Australia, using CMM. Origin Energy is proposing the project which will be built with the ‘highest efficiency’ technology, probably combining gas and steam turbines. Development requests have been submitted to the Queensland Government and permits are expected to be granted by 2006 (Coal21, 2005). Envirogen has also just been awarded up to a further $9 million to construct two new plants: ● United Coal Mine Ltd, Hunter Valley, NSW; ● Glennies Coal Mine Ltd, Hunter Valley, NSW. These plants are expected to reduce greenhouse gas emissions by 3.61 Mt CO2-e between 2008-12. Construction has not begun as yet (AG, 2005). With up to $13 million funding, Envirogen are also in development of a new plant at the North Goonyella mine. Power projects using methane from coal mines Figure 21 Photograph of the MEGTEC installation at West Cliff, Australia (Mattus, 2006) 37 Projects planned or under construction New mines are being opened in Newlands and Moranbah and both projects are including pre-drainage of methane as part of the project planning. There does not seem to have been any decision made as yet as to how this gas could be used (AG, 2005). According to the CMOP at the US EPA (CME, 2004), ‘with a strong government and industry commitment to methane capture and use, in conjunction with continued growth in coal production, Australia’s CMM industry will likely remain vibrant for the foreseeable future.’ 4.2 Asia Within the current ‘5-year plan’ the Chinese government is planning to invest a great amount of money in developing and extending the natural gas pipelines in China. This may make it easier for CMM to compete in the natural gas marketplace, especially if new pipelines pass existing CMM producing mines (CMOP, 2006). Development is under way at the Sihe and Jincheng mines (Jincheng Coal Mining Authority). The Sihe mine will house 4 x 400 kW internal combustion engines producing 120 MWe. The Jincheng mine will have 4 x 40 kW internal combustion engines and two larger 2 MWe combustion units producing a total of 5.6 MWe (Talkington, 2004). As discussed in Chapter 3, the Jincheng CMM-to-power project is expanding to become the largest methane to power project in the world by adding an additional 16.25 MWe to the existing 5.6 MWe of energy produced. The project would be IC engine based. The total investment required is around 95 million yuan (US$11.5 million). The estimated rate of return would be 26% with a payout after six years and the project life projected to be 20 years. The Jincheng group are also planning to establish a mine vehicle refuelling project using CMM. The station would fuel 200 vehicles currently operating in the mine area. The CMM would be extracted and transported to the refuelling station where it would be purified and pressurised to 25 MPa. The combined capacity of the fuelling stations would be 1500 m3/h. This project will require an investment of $1.2 million and will cost $0.5 million per year to run. The station would save 2.2 million kg of gasoline each year equivalent to a saving of over 51 kt of CO2-e/y. Investors are being sought. The Jincheng project is also hoping to expand into carbon black production. Again, investors are being sought before this project can commence (Ravenridge, 2006). Although there appears to be much interest in new projects in China, many proposed projects have been unsuccessful in the past. Although 19 new projects had been agreed by 2003, none of the projects had entered commercial development. It is suggested that the projects require better supervision and management to ensure their success. Formulation of a clearer tax and fee policy would also help attract more cooperative partners. The introduction of tighter environmental protection laws limiting the amount of methane which can be released from mines would also help (Sloss, 2005). There are numerous projects in China which have been designed and evaluated and are waiting for investment in order to put them into practice. For example, Ravenridge Associates (Ravenridge, 2006) have evaluated the potential for CMM-to-power projects at several Chinese mines. At the Yangquan mine much of the captured methane is released to the atmosphere (200,000 m3/d). However, it would be possible to pipe much of this gas to Taiyuan, 100 km away. The Yangquan mine could also house a CMM-to-power plant, the most feasible design being an array of small (1 MWe) reciprocating engines, similar to the system employed successfully at the Tower and Appin mines (see Section 3.1). Current gas supply would be sufficient for up to 51 MWe. The reduction in methane emissions would be equivalent to 1.4 Mt/y of CO2-e. The Huainan mining area has 11 working mines. However, methane is only captured and used, for local heating and cooking, at two of these mines (see Chapter 3). A project to expand CMM use in the area has been proposed. Up to 74 Mm3 could be captured from existing drainage sites and used to supply residents in Huainan city with domestic fuel. Since the project would require investment in gas storage tanks and pipeline networks, the cost would be over $21 million. Around 70% external investment is being sought by the mining company (Ravenridge, 2006). The Huainan mining area could also house a power plant with 3 x 1 MWe gas engines running on CMM. This project would require an investment of US$2.1 million of which 65% is being sought from outside investors (Ravenridge, 2006). The Hegang Coal Mine Group is working on a joint venture to produce 1.8 MWe power for on-site use at the mine (Talkington, 2004). Investors are being sought for a CMM-to-power project by the Panjiang Coal and Electric Power Group in the Guizhou Province. The existing pipeline supplying CMM to local residents could be expanded at a cost of US$13.5 million. The mining area could also house two CMM-to-power plants with a total capacity of 11 MWe at a cost of US$9 million to build the plants. Similarly, the Huaibei Mining Group in the Anhui province are looking for investment of US$19.8 in establishing a pipeline to deliver CMM to local residents in the city of Suxian and a further US$2.1 million for 2 x 2 MWe turbines to provide local heat and power to the grid (Ravenridge, 2006). CMM is to be used as fuel in an industrial alumina roasting project in the Yangquan mining area. This project would increase alumina production by 1.2 Mt/y and would use 130 Mm3/y CMM. Another project in the Tiefa mining area is to use CMM in ceramic furnaces. Up to 400,000 m3/d CMM could be used. The project is due for completion at the end of 2006 (M2M, 2005). These proposed projects will only come to fruition if external (international) funding is obtained. The development of CMM projects has been surprisingly slow in China, considering the vast potential. The problem in the past has been financing difficulties due to the marginality of many projects. However, implementation of funding options under agreements such as the Kyoto Protocol may lead to rapid 38 IEA CLEAN COAL CENTRE Projects planned or under construction developments in this area. For example, the Centre for Coal Utilisation, Japan (CCUJ), began preliminary investigations into the prospect of establishing a clean development mechanism (CDM) with China for CMM projects. The study, carried out during the 2003 financial year at selected mines, indicated that gas turbines would be the superior technology at many of the sites due to the efficiency of the turbines and their suitability for large-scale cogeneration. Surplus gas could also be used for town gas in the local area (M2M, 2005). Many Japanese companies are keen to support CMM projects in China. According to recent news reports, Sumitomo Corp, Chugoku Electric Power Co, and Niigata Power Systems Co, a subsidiary of Ishikawajima-Harima Heavy Industries Co, plan to install a gas engine with an output capacity of 2000 kilowatts that will use methane gas produced at a coal mine in China’s Heilongjiang Province. The project is expected to reduce CO2 equivalent emissions by 80,000 tonnes annually (CMOP, 2006). power. However, India may well develop CMM projects in the future. The Government of India is working with the Global Environment Facility (GEF) and the United Nations Industrial Development Organisation (UNIDO) on an $18 million project to demonstrate CMM technologies. The ultimate aim is to use the CMM for electricity generation and as a fuel for mine trucks. As discussed in the previous report by IEA CCC on CMM (Sloss, 2005), India has released blocks of VCBM potential areas for sale to interested investors. The Bureau of Energy Efficiency is working with the German government to promote projects to generate electricity from CMM from both active and abandoned mines using containerised IC engines. Proposed projects, which may qualify to generate certified emission reductions under the clean development mechanism of the Kyoto protocol, must meet three criteria (CME, 2004): ● production potential of 1500 m3/d equivalent of 100% methane; ● ‘considerable potential’ for follow-up projects; ● industrial electricity consumers close to the project site. Basic information on planned CDM projects in China, as listed by the Chinese Government, can be found on the following website: http://cdm.ccchina.gov.cn/english/ NewsInfo.asp?NewsId=94 4.3 According to the CMOP at the US EPA, the combination of China’s economic growth and vast coal reserves will continue to attract investors in CMM (CME, 2004). Figure 22 shows the predicted growth in CMM power generation in China from now until 2020. Capacity is expected to reach 450 MWe with an associated CO2-e emission reduction of 1600 Mt (Wenbo, 2006). According to Mader (2005b) there are international trends which may help promote CMM to power projects in Europe. These are: ● the decline of coal mining in Europe (60% between 1980 and 2000) means an increased number of closed pits and a subsequent increase in the relevance of mine gas recovery; ● greater international efforts in connection with the Kyoto Protocol and EU Emissions trading scheme to cut emissions. As mentioned in Section 3.2, China is the only country in Asia at the moment which is actively pursuing CMM based 1600 1600 1400 1200 1050 Europe – western 4.3.1 Bulgaria Initial investigations have taken place in Bulgaria in the Dobroudja Coal Basin. Although initial funding had been provided by the US Trade and Development Association to the University of Mining and Geology in Sofia in 2000, it appears that there has been no activity in this area since (Ravenridge, 2006). Title 1000 4.3.2 Germany 800 600 450 400 300 300 Due to the 2000 Renewables Energy Act (discussed in Section 3.3.2) and the success of the many CMM-to-power projects in Germany so far, it is likely that Germany will continue to develop new projects for many years to come. 200 4.3.3 Italy 85 0 2004 Installed capacity (MW) 2010 2020 CO2-e (Mt) Figure 22 Installed capacity of CMM power generation in China in the future (Wenbo, 2006) Power projects using methane from coal mines The Italian government has expressed interest in harnessing and using CMM from the last remaining coal mine in Sardinia. The mine is close to industrial and domestic gas markets – a 340 MWe coal-fired power plant and an Alcoa aluminium smelter. However, Italy lacks legal regulation for the CMM industry. As yet, no project evaluation has been completed (Sloss, 2005). 39 Projects planned or under construction 4.3.4 Turkey Initial investigations into CMM potential in Turkey seem to have led nowhere (Ravenridge, 2006). 4.3.5 UK Greenpark Energy has a large portfolio of planned CMM units at abandoned mines in the UK including: 5 MWe ● Bently ● Brodsworth 5 MWe ● Frickley 5 MWe ● Grimethorpe 5 MWe ● Houghton main 5 MWe Alkane is planning to develop a 4 MWe power unit at the abandoned Bevercotes mine, a 2 MWe unit at the abandoned Warsop mine, and a 2 MWe unit at the Whitwell abandoned mine. Alkane was also seeking a new customer for 2.7 MWe equivalent of gas production from the abandoned Markham Colliery which could be used for industrial heat applications, delivered by a dedicated pipeline (Davies, 2003). Alkane has plans for two new plants at Mansfield Woodhouse, Nottinghamshire and Whitwell, Derbyshire, with a combined capacity of 2.7 MWe (Alkane, 2005). Alkane had proposed a 50 MWe CMM-to-power project in Ayrshire, Scotland, but is likely to drop this proposal and take the project abroad to Germany where the economic conditions are far more favourable (see Chapter 3). The UK DTI has reviewed the UK government’s policy on CMM and concluded that simple flaring of the methane will be the most cost-effective choice. Any future CMM projects would need to be profitable on a stand-alone basis (Sloss, 2005). The UK industry trade association of the CMM industry believes that, although CMM has the potential to fuel up to 400 MWe of generation in the UK by 2010, the UK Government is not doing enough to promote such projects. Although a 10 MWe CMM plant has been built in Wheldale, Yorkshire, no further plants would be commercially viable in the UK at the moment or even in the future without a change in the legislation or grants from the government. Whereas in Germany CMM has been defined as a renewable energy and price incentives were provided to promote its use (see Section 3.3.2) this is not the case in the UK. In fact, the price in Germany for CMM is almost 400% better than that in the UK (Davies, 2003). 4.4 Europe – eastern On 23 September 2004, the US EPA and the United Nations Economic Commission for Europe (UNECE) based in Geneva, announced a three-year jointly sponsored program to promote the implementation of coal mine methane projects in Eastern Europe and the CIS. A new Ad Hoc Group of Experts on Coal Mine Methane was launched to facilitate and support implementation of this project. The goal of the project is to develop bankable CMM projects in Central and 40 South-Eastern Europe and the CIS leading to additional emission reductions. The expected project outcomes include: ● three or more bankable project documents, which shall be considered by investment funds ; ● lessons learned and disseminated to project developers from the Region and elsewhere on how to prepare the most effective bankable project documents for approval by financing organisations; ● elaboration of a roadmap for financing additional CMM projects in the region formulated by the end of the project period. 4.4.1 Croatia Projects in the Istra peninsula in south west Croatia show potential but would require further financing to allow a full evaluation. However, local availability of funding and favourable tax allowances could enable further exploration and testing to take place (Irons and others, 2004). 4.4.2 Czech Republic Mines in the Jiu Valley area of the Czech Republic are known to be particularly gassy. The Vulcan mine is investing in a new degassing station which will use the drained methane to heat the mine’s water supply and provide heating in the winter (Irons and others, 2004). 4.4.3 Slovenia Although some test wells have been drilled in the Velenje coalfield in Slovenia, further financing would be needed to fully evaluate the CMM potential (Irons and others, 2004). 4.5 Russian Federation and the CIS The US Department of Labor and US AID have established an in-mine drilling project at the Krasnolmanskaya mine in the Ukraine to determine the potential for a CMM project. Work at the Sasyadsko mine project, mentioned in Chapter 3, is continuing with a target of 131 MWe generation. A further US TDA grant has been obtained for a feasibility study for a further CMM project in the Ukraine but no further details have been found (Franklin, 2006). Ecometan is a Ukranian joint venture between the Industrial Union of Donbass and two other large industrial firms which seeks to develop CMM in the Donesk region, the largest coal producing area in the Ukraine. Two pilot projects are planned at Krasnomeyrsk and Komsomolets and drilling is under way (CME, 2004). Tailakov and others (2003) have predicted the suitability of different CMM options at several mines (Komsomolets, Raspadskaya, Lenina, Usinskaya and Pervomayskaya) in the Kuznetsky coal basin. The cheapest options (in terms of capital investment) at most of the mines was the use of CMM in the boiler house. The Kosmolets mines showed potential IEA CLEAN COAL CENTRE Projects planned or under construction for cost-effective installation of IC generators. The installation of IC generators at the other mines would be less cost-effective, taking local and regional factors into account. As mentioned in Section 3.5.2, a major CMM project in the Donetsk region at the Zasyadko Mine is under way. The project, reported to be the world’s largest in terms of total power output, will utilise 22 complete gas engine cogeneration systems to generate 131 MW of electrical and thermal output. The cogeneration systems will be GE Jenbacher JMS 620 GS-S-LC engines manufactured at GE Jenbacher’s facilities in Austria. The projected electrical efficiency of the units is 42.9%, and the thermal efficiency is 41.3%. The equipment is being installed in ten stages, and construction began in June 2004. 4.6 North America As mentioned in Chapter 3, the USA captures and uses a vast amount of VCBM for use as natural gas – the total input to the pipeline was over 45 Mm3 in 2003. Most of the VCBM is produced in Colorado, New Mexico and Wyoming (see also Sloss, 2005). Initial investment in VCBM in the USA was significant several years ago due to a tax credit which helped make most projects profitable. Kirchgessner and others (2002) emphasise that, since this credit is no longer available, companies are currently reluctant to invest in VCBM/CMM projects since the economics can vary significantly with slight variations in key assumptions. If a tax credit were re-introduced, the impetus to invest would return. The use of greenhouse gas offset credits could also be effective, if they become available and suitable interest is shown by power generators. Deregulations in the electricity utilities sector could heighten the interest by power producers to offer ‘green energy’ from VCBM/CMM projects. Pennsylvania is the only state which, like Germany, classifies CMM as renewable energy and therefore CMM projects are likely to be more successful in this region. Kirchgessner and others (2002) evaluated the methane production at coal mines in the USA and estimated the potential for CMM recovery and use in each area. The study assumed that the mines would use one of six turbine models ranging from 1.0 MWe to 10.7 MWe, depending on the type of gas expected to be produced at the model mines and the inlet fuel load (volume of recovered gas multiplied by heating value). The power produced was assumed to be used within the mine’s existing power grid or interfaced, at addition cost, with commercial power grids. The option for feeding the methane into a local pipeline was also considered. An economic model was used to prepare a cost analysis of coal mining production factors and methane production and utilisation costs. Any predicted income from the sale of electricity to the grid was factored into the analyses. The study concluded that investments in CMM-to-power projects would yield higher returns in the Warrior and central Appalachian regions than anywhere else in the US mines studied. The option of feeding the gas into a pipeline network gave the highest investment return due to the large volumes of high quality gas available in the Mary Lee and Pocahontas Power projects using methane from coal mines No 3 coal beds. In general, the most cost-effective use of CMM at most of the mines surveyed was to employ systems currently in use at the mines. The use of existing degasification systems obviously reduces capital expenditure considerably. Less gassy room and pillar mines are unlikely to produce profitable methane-to-power projects. However, it was estimated that a 1–12% increase in coal production rate could offset the cost of implementing CMM capture and utilisation systems. Gas turbines were determined to be the most economic option at gassy mines in the Appalachian basin. The option of injection of CMM into pipelines would be less profitable due to the requirement of significant investment in gas enrichment technologies to make the gas acceptable to the national pipelines. The low volumes of CMM produced in the Illinois basin suggests that gas use in this area would not be profitable. The Western region of the basin could use gas turbines at a profit. A pipeline in this region would be too expensive to construct (Kirchgessner and others, 2002). At the coal mine, Federal No 2, West Virginia, plans are under development for a CMM power generation project. CMM from the mine is already used for pipeline injection (M2M, 2005). Consol Energy are in the production phase of a VAM oxidation unit. The unit which will run on mine ventilation air from the Bailey/Enlow Fork mine, is funded by a US government grant (M2M, 2005). 4.7 Other The US EPA Methane to Markets project has suggested that significant CMM development potential exist in Kazakhstan, Mexico, Romania, South Africa, Botswana, Indonesia and Vietnam. The project aims to provide information and expertise to allow these countries to progress further into harnessing this technology (Franklin, 2006). There is currently no CMM activity in Mexico, but Minerales Monclova, a mining company, is planning to collect drained mine methane from working mines to fuel a power generation system. However, nothing has been initiated as yet (M2M, 2005). According to preliminary data from the M2M project, Brazil has a pilot CMM project at the Pribbenow Mine, in Cesar Departamento. So far, it appears that the project is simply evaluating methane emissions with no utilisation. Exploration is also taking place at other sites in Brazil (M2M, 2005). As mentioned in the previous IEA CCC report on CMM (Sloss, 2005), there is no commercial activity in Africa at the moment. However, there does seem to be some indication for potential in several areas. CMM could be used to supplement the natural gas supply. A possible USAID project, worth up to $85 million over three years, aims to establish a gas pipeline in Nigeria (Kelefant, 2004). Initial studies into VCBM/CMM potential in the Shangani 41 Projects planned or under construction River Valley, in northern Zimbabwe do not seem to have led to any projects being developed in this area (Ravenridge, 2006). Industrial sponsors in South Africa have funded a Coal Tech 2020 study to assess future power options including CMM potential. The government consider CMM as an attractive option for replacing coal for cooking and cleaning in rural and densely populated township areas. CMM could also add additional peaking electrical generation in future if and when the predicted power crisis hits the country (CME, 2004). 4.8 Comments The Australian government’s commitment to reducing emissions of greenhouse gases and the associated funding should ensure that CMM-to-power projects continue to flourish and that new and innovative technologies will be given every chance to show their potential. The recent success of CMM-to-power projects in Germany implies that, unless the financial incentive provided by government under the Renewables Energy Act is removed, CMM-to-power projects will continue to grow in number. The lack of such financial assistance in the rest of Europe means that CMM rely on independent investors and are not guaranteed success. Although numerous CMM-power projects have been established in the UK in the past, it is predicted that CMM will not receive much investment in the immediate future. There has been considerable interest shown in the potential for CMM-to-power projects in Eastern Europe and several projects are under construction in the Ukraine. Whether new projects are established in the area will depend largely on investment from international sponsors and banks, most likely through agreements under the EU ETS or the Kyoto Protocol. China is expected to be the area of most rapid growth in the CMM-to-power market. The rapid population growth and associated increase in energy demand mean that new power sources must be found. However, since CMM-to-power projects are still relatively new technologies and, in many cases, still have marginal economics, this means that many planned projects still require international funding. 42 IEA CLEAN COAL CENTRE 5 Conclusions There is double value to the capture and use of CMM – greenhouse gas emissions are reduced and the captured methane can be used as a cheap and clean source of energy. However, the capture and use of CMM is often technically challenging and, even now, many projects are not regarded as guaranteed investments. The simplest use of CMM is as a replacement for natural gas in gas pipelines. However, for this to be possible, the gas must be clean and pressurised. In some situations this means investment in a gas processing system. The gas must also be delivered to the site of use, usually by pipeline. The USA currently has the largest market for VCBM in natural gas pipeline injection due to high natural gas prices and an excellent infrastructure. Gas is also fed into the natural gas system in Australia and France. In Asia the majority of captured CMM is used more locally as town gas, with the methane being piped only to the local community. Eastern European countries such as the Czech Republic also supply CMM through a local pipeline for residential use. The demand for energy for rapidly growing populations means that significant investment is expected to extend the natural gas pipeline network in China and this opens up the opportunity for increased VCBM/CMM use. There is also talk of investment in natural gas pipelines in Africa. either through oxidation or by providing a further source of fuel in the intake air of combustion plants. Australia is the most active country with respect to developing these innovative technologies, the first full-scale VAM-to-power project being established at the West Cliff Colliery. So far, the success in CMM utilisation varies from country to country, depending on the regional market place, government incentives or other financial assistance, and the technical success of the most appropriate use of the gas at each individual location. Germany has demonstrated the most rapid growth in investment in CMM-to-power projects, due to the favourable energy pricing, whilst Australia has demonstrated the greatest innovative developments in novel and advanced uses of CMM, largely due to significant government investment. However, in future China is expected to be the area of most rapid growth in the CMM-to-power market simply because it has the most rapidly increasing energy demand. Many countries in Eastern Europe, the CIS and even areas in Africa and South America are either at the development and planning stage with potential new projects or are making preliminary investigations into the potential for such projects. Most of these projects will require international expertise and funding to ensure their success. Medium quality CMM can be used as a combustion fuel in internal combustion engines and turbines. CMM can be cofired with natural gas, coal, waste coal and even in steel furnaces to provide an additional fuel source whilst, in most cases, reducing pollutant emissions. The most efficient of these systems are cogeneration systems which harness both the power and heat produced. The country with the most success in CMM-to-power projects is Germany, largely due to the financial incentive provided by government under the Renewables Energy Act. This guarantees the sale of the power produced from any CMM based project at a guaranteed price. Within one year of the Act being established, over 40 new CMM-to-power projects were being established. This surge in investment is expected to continue. The lack of such financial assistance in the rest of Europe means that CMM projects are not guaranteed success and independent power producers are expected to bear all the technical, financial, market and regulatory risks. Although several CMM-power projects have been established in the UK in the past, it is predicted that CMM will not receive much investment in the immediate future. In Eastern Europe, Russia and the CIS the major application of CMM is as mine boiler fuel with limited power generation and power use projects. CMM is also used as boiler fuel in China, largely at the coal mines themselves, with some being used for power generation. At the moment, China is receiving a significant amount of investment in CMM-to-power projects, largely through incentives such as those created under the Kyoto Protocol. The world’s largest CMM-to-power project (120 MWe) is being established at the Jincheng coal mine. Even low quality VAM (<1% methane) can produce power Power projects using methane from coal mines 43 6 References AG, Australian Government (2005) Country specific profile: Coal mine methane technical subcommittee. Methane to Markets Partnership. Unpublished paper - Dept Industry, Tourism and Resources, Australian Government, 17 pp (Jun 2005) AJM (2004) Energy for North Queensland. Australian Journal of Mining; 17 (189), 25-28 (May/Jun 2004) Alkane (2005) www.alkane.co.uk (Dec 2005) Bulat A F, Zaloznova J S (2003) The technical and economic aspects of the mine methane utilisation during the decontamination of the coal fields of Ukraine. Poster presented at: 3rd International methane and nitrous oxide mitigation conference, Beijing, China, 17-21 2003. Beijing, China, China Coal Information Institute, 6 pp (Nov 2003) CM (2005) Energy from GHG emissions. Coal Magazine; p 21 (Dec 2004/Jan 2005) CME (2005a) Global coal mine methane utilisation: promising opportunities. Coalbed Methane Extra; www.epa.gov/coalbed p 1-8 (Jun 2005) CME (2005b) Global coal mine methane utilisation: promising opportunities. Coalbed Methane Extra: EPA 430–00-004; www.epa.gov/coalbed, p 1-7 (Jun 2005) CME (2004) International CMM/CBM activity. Coalbed Methane Extra: EPA 430-–00-004; www.epa.gov/coalbed, p 1-7 (Jun 2004) CME (2002) CMM-fueled power generation in the US: prospects for the future. Coalbed Methane Extra: EPA 430–00-004; www.epa.gov/coalbed, p 1-4 (Aug 2002) CME (1998) Co-firing coal mine methane with coal can yield higher efficiency and less pollution. Coalbed Methane Extra: EPA 430-F98-010; www.epa.gov/coalbed, p 1 (Jan 1998) CMOP (2004) US EPA Coalbed Methane Outreach Programme. http://www.epa.gov/cmop/resources/extra/ 02-04.pdf (Feb 2004) CMOP (2005) US EPA Coalbed Methane Outreach Programme. Http://www.epa.gov/coalbed/resources/ extra/june_2005.pdf, vp (Dec 2005) CMOP (2006) Technical and economic assessment: mitigation of methane emissions from coal mine ventilation air. www.epa.gov/cmop/pdf/vam.pdf 97 pp (2006) Coal21 (2005) www.coal21.com.au (Dec 2005) Cote M M, Collings R C, Talkington C C (2003) Methane recovery opportunities. World Coal: 12 (12); 49-53 (Dec 2003) Creedy D (2002) CBM business in China. World Coal; 11 (6); 65-68 (Jun 2002) Creedy D, Tilley H (2003) Coal bed methane extraction and utilisation. In: Proceedings of the Institution of Mechanical Engineers, Part A. Journal of Power and Energy: 217 (A1): 19-25 (2003) Creedy D P, Garner K, Edwards J S (2004) Methane control technology for improved gas use in coal mines in China. UK DTI Report No: Coal-R-257. London, UK, Department of Trade and Industry, www.dti.gov.uk/cct, 91 pp (Feb 2004) Cummings D R (2003) Use and elimination of methane in coalmine ventilation air. Poster presented at: 3rd 44 International methane and nitrous oxide mitigation conference, Beijing, China, 17-21 2003. Beijing, China, China Coal Information Institute, 8 pp (Nov 2003) Davies C (2003) Sustainable energy from greenhouse gases. In: Oberhausener coal methane days 2003. CMM technology: experiences and prospects in Germany and worldwide. UMSICHT - Schriftenreihe Band 44. Stuttgart, Germany, Fraunhofer IRB Verlag, pp 31-43 (2003) Enertrade (2005) http://www.enertrade.com.au/ Franklin P (2006) The Methane to Markets Partnership: accomplishments in 2005. Paper presented at: UNECE Ad HOC group of experts on coal mine methane. Geneva, Switzerland, UNECE, Feb 1, 2006, 14 pp (Feb 2006) Gale J J (2004) Using coal seams for CO2 sequestration. Geologica Belgica; 7 (3/4); 99-103 (Jul 2004) Gatnar K, Tor A (2003) Drainage and economic utilisation of methane from coal seams in the Jastrzebie mining field. Applied Energy; 74 (3/4); 331-341 (Mar-Apr 2003) Grou J (2004) CH4Min Technology: a sustainable solution for methane mitigation and energy production. Paper presented at: Methane to Markets inaugural meeting, available from www.methanetomarkets.org vp (Nov 2004) Hoffman A (2006) Germany, GE Jenbacher AG. Personal communication (Feb 2006) HT, Hypertextbook (2006) http://hypertextbook.com/facts/ 2004/JessicaYan.shtml (May 2006) Irons R, McMorrow J, Thomas L, Frankland S (2004) Assessment of cleaner coal technology market opportunities in Eastern Europe. Draft Report, London, UK, DTI Cleaner Coal Technology Transfer Programme, 89 pp (Aug 2004) Jardine C N, Boardman B, Osman A, Vowles J, Palmer J (2005) Methane UK. Oxford, UK, University of Oxford, Environmental Change Unit, www.eci.ox.ac.uk/pdfdownload/ energy/methaneuk vp (2005) Kelefant J R (2004) Financing and developing CBM projects in Southern Africa: a model for international CBM development. In: The successful commercialisation of global coalbed and coalmine methane projects. London, UK, 10-11 Nov 2004. London, UK, CWC Associates Ltd, 12 pp (Nov 2004) Kirchgessner D A, Masemore S S, Piccot S D (2002) Engineering and economic evaluation of gas recovery and utilisation technologies at selected US mines. Environmental Science and Policy; 5 (5); 397-409 (Oct 2002) M2M (2005) Methane to Markets Partnership www.methanetomarkets.org vp (Dec 2005) Mader R (2006) G.A.S. Energietechnologie GmbH, Krefeld, Germany, personal communication (2006) Mader R (2005a) Green gas. World Coal; 14 (2); 56-61 (Feb 2005) Mader R (2005b) GAS Energietechnologie GmbH, Krefeld, Germany, personal communication (Nov 2005) Mallett C W, Su S (2003) Progress in developing ventilation air methane mitigation and utilisation technologies. In: 3rd International methane and nitrous oxide mitigation conference, Beijing, China, 17-21 2003. Beijing, China, China Coal Information Institute, pp 1-18 (Nov 2003) IEA CLEAN COAL CENTRE References Mattus R (2006) MEGTEC Systems, www.megtec.com, personal communication (Jan 2006) NETL (2003) http://www.netl.doe.gov/publications/press/ 2003/tl_cmmfuelcell.html (Jul 2003) NETL (2006) www.netl.doe.gov/publications/press.2005 /tl_coalbed_gas.html (Jul 2005) Pilcher R C (2004) Recent trends in recovery and use of coal mine methane. In: Methane to Markets Ministerial Meeting. Washington, DC, USA, 15-17 Nov 2004, 24 pp, delegate pack (Nov 2004) QGMJ (2005) Coal seam has boom - powering North Queensland industrial growth. Queensland Government Mining Journal; 103 (1219); 46-47 (Jun 2005) Ravenridge (2006) www.ravenridge.com (Jan 2006) Saito S, Yamaguchi M, Nambo H (2001) Methane gas power generation and CO2 sequestration at closed coal mines. Coal and Safety; 19; 30-42 (Sep 2001) Sapoundjiev H, Gilles J, Pan D, Lefebvre P, Lefebvre F L (2003) Introduction of catalytic flow reversal reactor (CH4MIN) technology and its potential in China coal mines. In: 3rd International methane and nitrous oxide mitigation conference, Beijing, China, 17-21 2003. Beijing, China, China Coal Information Institute, 7 pp (Nov 2003) Schengchu H, Xin L (2004) ADB Porject - Jinchen 120 MW coal mine methane power plant. In: The successful commercialisation of global coalbed and coalmine methane projects. London, UK, 10-11 Nov 2004. London, UK, CWC Associates Ltd, 9 pp (Nov 2004) Schneider M (2003) Coal Mine Methane Utilisation with Gas Engines. Paper was presented at: 4th Annual Coalbed and Coal Mine Methane Conference. Denver, CO, USA, 24-25 March, 2003 vp (Mar 2003) Schultz K (2006) UK, Climate Mitigation Works, www.climate-mitigation.com Personal communication (Jan 2006) Sloss L L (2005) Coalbed methane emissions – capture and utilisation. CCC/104, London, UK, IEA Clean Coal Centre 56 pp (Nov 2005) Sporer P (2002) Mobile modules make use of mine methane. Modern Power Systems; 22 (5); 19-21 (May 2002) Steinfeld G, Hunt J (2004) Recovery and utilisation of coalmine methane: pilot-scale demonstration phase. Report no DE-FC26-00NT40979. Danbury, CT, USA, FuelCell Energy Inc, 37 pp (Sep 2004) Stoppa (2002) Utilisation of mine gas in Germany. In: 29th International cokemaking conference, Malenovice, Czech Republic, 6-7 Nov 2002. Ostrava, Czech Republic, Czech Cokemaking Society, pp 134-149 (2002) Su S, Beath A C, Mallett C W (2003) Coal mine ventilation air methane catalytic combustion gas turbine. In: Greenhouse gas control technologies: Volume II. Proceedings from the 6th international conference on greenhouse gas control technologies: GHGT-6. Kyoto, Japan, 1-4 Oct 2002. Oxford, UK, Elsevier Science Ltd (Pergamon), pp 1287-1292 (2003) Szlazak N, Jakubw A, Nawrat S (2001) Central airconditioning in the Pniowek coal mine: Jastrzebie Coal Corporation plc - the first such project in Poland. In: Proceedings of the 7th international mine ventilation congress. Cracow, Poland, 17-22 Jun 2001. Katowice, Poland, EMAG, Research and Development Centre for Electrical Engineering and Automation in Mining, pp 739745 (Jun 2001) Power projects using methane from coal mines Tailakov O V, Islamov D V, Zastrelov D N, Tailakov V O (2003) Coal mine methane emissions reduction projects in Kuzbass: selection of methane utilisation options, economical efficiency assessments and finance sources. In: 3rd International methane and nitrous oxide mitigation conference, Beijing, China, 17-21 2003. Beijing, China, China Coal Information Institute, 6 pp (Nov 2003) Talkington C (2004) Emerging ROI opportunities in the exploration, extraction and supply of coalbed and coalmine methane - a global analysis. In: The successful commercialisation of global coalbed and coalmine methane projects. London, UK, 10-11 Nov 2004. London, UK, CWC Associates Ltd, 8 pp (Nov 2004) Thielemann T (2006) Microbial methane in German coal associated gas. Paper presented at: UNECE Ad HOC group of experts on coal mine methane. Geneva, Switzerland, UNECE, Feb 1, 2006, 14 pp (Feb 2006) Triplett J R (2003) Status of methane development in Ukraine. In: 3rd International methane and nitrous oxide mitigation conference, Beijing, China, 17-21 2003. Beijing, China, China Coal Information Institute, 8 pp (Nov 2003) UK DTI (2004) Coal mine methane - review of the mechanisms for control of emissions. Report no COAL R256 DTI/Pub URN 04/865, Didcot, UK, UK Department of Trade and Industry, Cleaner Coal Technology Programme, 42 pp (Feb 2004) US EPA (1998a) Seminar and roundtable on coal bed methane potential http://www.epa.gov/coalbed/pdf/int001.pdf (1998) US EPA (1998b) Generating electricity using coal mine methane-fuelled micro-turbines. US EPA, Air and Radiation 6202J, CMOP Technical Options Series, 4 pp (Nov 1998) US EPA (1998c) Using coal mine methane in cogeneration power systems. US EPA, Air and Radiation 6202J, CMOP Technical Options Series, 4 pp (Nov 1998) US EPA (1998d) Co-firing coal mine methane in coal-fired utility and industrial boilers. US EPA, Air and Radiation 6202J, CMOP Technical Options Series, 4 pp (Nov 1998) US EPA (1998e) Use of coal mine methane in blast furnaces. US EPA, Air and Radiation 6202J, CMOP Technical Options Series, 4 pp (Nov 1998) US EPA (2004a) Generating electricity using coal mine methane-fuelled turbines. US EPA, Air and Radiation 6202J, CMOP Technical Options Series, 4 pp (Mar 2004) US EPA (2004b) Coal mine methane use in IC engines at coal mines. US EPA, Air and Radiation 6202J, CMOP Technical Options Series, 4 pp (Mar 2004) US EPA (2005) Coalbed methane extra. www.epa.gov/coalbed (Dec 2005) Wenbo Z (2006) China, China Coal Information Institute, www.coalinfo.net (Jan 2006) Wight D (2004) Unconventional technologies for unconventional reservoirs. In: The successful commercialisation of global coalbed and coalmine methane projects. London, UK, 10-11 Nov 2004. London, UK, CWC Associates Ltd, 11 pp (Nov 2004) 45 Appendix CMM-to-power equipment suppliers: Oxidisers: Deutz AG Deutz AG Hauptverwaltung Deutz-Mülheimer Strasse 147-149 51063 Köln, Germany www.deutz.de MEGTEC http://www.megtec.com Jenbacher AG Jenbacher AG, Achenseestrasse 1-3, A-6200 Jenbach, Austria http://www.jenbacher.com/www_english/jenbacher_ie.html Caterpillar www.cat.com General Electric http://www.ge.com/en/ Siemens turbines http://www.powergeneration.siemens.com/en/index.cfm GAS Energietechnologie GmbH Hessenstrasse 57 D-47809 Krefeld, Germany www.g-a-s-energy.com Solar Turbines Inc 6000 East Crescent Ave, Suite 305 Upper Saddle River, NJ 07458, USA www.gasturbines.com Capstone Turbine Corp 6025 Yolanda Ave Tarzana, CA 91356, USA www.capstoneturbine.com Elliott Microturbines Stuart, FL 34997, USA www.elliottmicroturbines.com California Energy Commission - Distributed Energy Resource Guide www.energy.ca.gov/distgen/equipment/equipment.html CH4min http://cetc-varennes.nrcan.gc.ca/en/indus/mc_cm/ch4min.html Other useful sources of information: China Coalbed Methane Clearinghouse cbmc@public.bta.net.cn US EPA Coalbed Methane Outreach Program, CMOP US EPA (6202J) 401 M St SW, Washington DC 20460, USA www.epa.gov/coalbed US Department of Energy Coalbed Initiatives http://www.netl.doe.gov/technologies/oilgas/FutureSupply/CoalBedNG/CoalBed_NG.html US EPA M2M - Methane to Markets Partnership www.methanetomarkets.org UNECE United Nations Economic Commission for Europe Palais des Nations Room 347 CH-1211 Geneva 10 Switzerland Tel. +41 22 917 41 40 Fax. +41 22 917 00 38 www.unece.org/ie Australian Coal 21 Programme www.coal21.com.au Ravenridge Resources Inc http://www.ravenridge.com/ Alkane energy http://www.alkane.co.uk/ Engelhard molecular gate gas cleaning http://www.engelhard.com/documents/molecular%20gate%20 illinois%20case%20study.pdf International Coal and Methane Centre - Uglemetan 21 Rukavishnikov St, Kemerovo 650610, Russia www.uglemetan.ru Cogeneration systems: Karl Schultz, Climate Mitigation Works, UK www.climate-mitigation.com Trigen Energy Corp. One Water Street, White Plains, NY 10601, USA www.trigen.com California Energy Commission - Distributed Energy Resource Guide www.energy.ca.gov/distgen/equipment/equipment.html IEA CLEAN COAL CENTRE 46 View publication stats
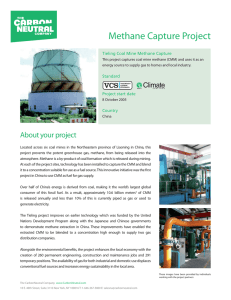

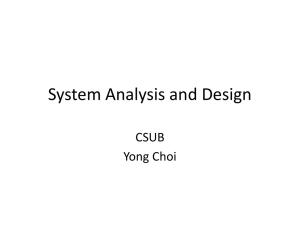

![Applying CMM to the World Around Us [ Coordinated Management of Meaning Theory]](http://s2.studylib.net/store/data/012010467_1-d2940c3fb45f516ffd9acdfa3cb2955d-300x300.png)