Microprocess Engineering: Microreactors & Miniaturization
advertisement

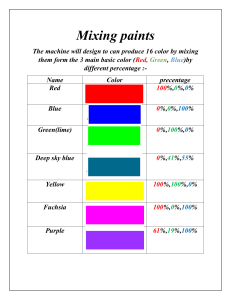
Microprocess Engineering ABSTRACT Within the past two decades, Microreactor Technology (MRT) has evolved from a highly advanced toy for chemical engineers to a versatile tool for chemical synthesis. Since the time of the founders of synthetic chemistry, like Justus von Liebig or Friedrich Wöhler, the only way to conduct solution-phase synthesis was the conventional batch mode in stationary reactors with stirring or shaking as the only means to mix reactants. Today, microstructured devices offer greatly enhanced mixing and heating capabilities compared to the batch process, leading to improved product profiles and higher yields. Thus, microreactors might be regarded as the chemist’s round-bottomed flask of the 21st century Microreactors are generally operated in a continuous flow mode. With a reactor volume of less than a milliliter, flow chemistry allows the scale-independent synthesis from g to kg amounts in a single day. The small reactor volume facilitates the safe and easy handling of hazardous or instable materials and highly exothermic reactions. Fast and easy parameter screening makes Microreactor Technology an ideal tool for process development. Dept of Chemical Engineering, RVCE Page 1 of 37 Microprocess Engineering 1. INTRODUCTION Micro process engineering is the execution of process engineering operations, such as heat transfer, mixing, phase conversions, chemical and biochemical conversions as well as substance separations, in microstructured devices. These devices are characterized by smallest internal flow areas with at least one dimension in lateral direction to flow being smaller than 1 mm. As a result of the connected thin fluid layers, heat transfer and often also mass transfer in this direction are so rapid that no significant limiting impact on the behavior of the device can be observed. Consequently, any process can be performed with minimum energy consumption and maximum control of process conditions. This allows much higher specific efficiencies to be achieved. Microstructured devices are mainly suited for rapid processes with high heat production. Due to the increased pressure losses of flows passing the microstructures and the microstructures’ susceptibility to plugging e.g. by fouling, suitability of microstructured devices for technical operations always has to be assessed individually. Micro reaction technology is a partial area of micro process engineering. It covers substance conversions in microstructured reactors. Microfluidics and micro process engineering overlap. Microfluidics refers to flows through microstructures and may therefore be considered a partial area of micro process engineering. On the other hand, microfluidic systems for lab-on-a-chip applications may also include pumps, valves, sensors, and microdevices for more complex technical operations. As far as outer dimensions are concerned, microstructured devices may be very small. In this case, the abbreviation “microdevice” can be used. Such devices may also be equipped with many thousands of individual channels and reach a remarkable size. In these cases, the term “microdevice” is confusing and the term of “microstructured device” should be preferred. This report covers the need for miniaturization, the processes which can be benefited by conducting in micro levels, some typical types of microreacters, micromixers and microheatexchangers. The scale up strategy and drawbacks of the systems has also been discussed. Dept of Chemical Engineering, RVCE Page 2 of 37 Microprocess Engineering 2. BENEFITS OF MINIATURIZATION 2.1 IMPROVEMENT IN TRANSPORT PORPERTIES 2.1.1 ENHANCEMENT OF MASS TRANSFER The primary concern in any mixing process or in any reactor with a fast reaction is rapid mass transfer. Mass transfer by diffusion is governed by fick’s law. It postulates that the flux goes from regions of high concentration to regions of low concentration, with a magnitude that is proportional to the concentration gradient (spatial derivative). In one (spatial) dimension, the law is J= -D (d φ/dx) J is the "diffusion flux" [(amount of substance) per unit area per unit time] D is the diffusion coefficient or diffusivity in dimensions of [length2 time−1] φ (for ideal mixtures) is the concentration in dimensions [amount of substance / unit volume ] Some values of diffusion coefficient have been listed down in the following table Table 2.1 Diffusion coefficients of molecules and ions in various solvents Solute I2 I2 I2 N2 O2 Ar2 H2O Dextrose H+ Li+ Na+ ClBrI- Solvent C6H12 CCl4 C6H6 CCl4 CCl4 CCl4 H2O H2O H2O H2O H2O H2O H2O H2O D *10-9 (m2s-1) 4.05 3.42 2.13 3.42 3.82 3.63 2.62 0.67 9.31 1.03 1.96 2.03 2.08 2.05 Hence we observe from the Table 2.1that solvated molecules have diffusion coefficients in the order of 10-9 m2/s Dept of Chemical Engineering, RVCE Page 3 of 37 Microprocess Engineering The characteristic time for mass transfer can be defined as T= L2/D Where D is the diffusion coefficient, L2 is the area over which we are studying the diffusion. When a macroscopic scale is considered the area over which diffusion to be studied is around 1 cm2 or 10-4 m2. The diffusion time is in the order of 105 seconds or about 27 hours. In contrast in the microscopic scale of area 104 μm2 or 10-8 m2 the characteristic time is brought down to the range of 10 seconds. Hence it can be observed that the diffusion or mass transfer of molecules and ions in solutions requires few seconds to cover a microscopic area. If channels for mass transfer between molecules are microscopic a rapid diffusion is possible. Figure 2.1 shows the variation of concentration of a solvated molecule with diffusion coefficient of 3* 10-9 m2/s over a microscopic length of 500 μm for different intervals of time. It can be observed that at 0.01 second the dissusion has occurred over 30-40 μm, at 0.1 second over 200 μm, at 1 second over 400 μm and at 10 seconds the concentration profile is flat. Figure 2.2 shows the variation of concentration of the same molecule across a permeable wall. It can be observed that as time increases an uniform concentration is build up. Figure 2.1 Diffusion of a molecule in a solvent Figure 2.2 Diffusion of a molecule across a membrane Dept of Chemical Engineering, RVCE Page 4 of 37 Microprocess Engineering 2.1.2 ENHANCEMENT OF HEAT TRANSFER Heat transfer is another major concern associated with a process. In heat transfer analysis, thermal diffusivity is the thermal conductivity divided by density and specific heat capacity at constant pressure. It measures the ability of a material to conduct thermal energy relative to its ability to store thermal energy. It has the SI unit of m²/s. The formula is α = k/(ρ*Cp) k is thermal conductivity (W/(m·K)) ρ is density (kg/m³) Cp is specific heat capacity (J/(kg·K)) This quantity is analogous to diffusivity coefficient. The values of thermal diffusivities of some common fluids are listed in the following table. Table 2.2 Thermal diffusivities of fluids Fluid Water at 25°C Thermal Conductivity (m2s-1) 0.143 × 10−6 Alcohol 7 × 10−8 Water vapour (1 atm, 400 K) 2.338 × 10−5 Air (300 K) 1.9 × 10−5 Argon (300 K, 1 atm) 2.2×10−5 Helium (300 K, 1 atm) 1.9×10−4 Hydrogen (300 K, 1 atm) 1.6×10−4 Hence we observe from the table 2.2 that fluids have thermal diffusivities in the order of 10-(5-8) m2/s. The characteristic time for heat transfer can be defined as T= L2/α Where D is the diffusion coefficient, L2 is the area over which we are studying the diffusion. When a macroscopic scale is considered The diffusion time is in the order of 10-104 seconds or about 10 seconds to 2.7 hours. In contrast in the microscopic scale of area 104 μm2 or 10-8 m2 the characteristic time is brought down to the range of 10-3 to 1 second. Hence for fluids with lower thermal diffusivities heat transfer rate can be increased if channels are microscopic in dimension. Dept of Chemical Engineering, RVCE Page 5 of 37 Microprocess Engineering 2.2 THE DESIGN CRITERIA FOR MICROSTRUCTURED EQUIPMENTS The generic criteria for the design of any equipment vary from one unit operation to the other. In the case of homogeneous system, mixing of the reactants is an important issue. The characteristic mixing time should be roughly 10-times lower than the characteristic reaction time in order to avoid mixing limitations. Mixing is of crucial importance for complex chemical reactions involving consecutive and parallel reactions, where the product selectivity can be drastically reduced due to spatial concentration variations. A similar criterion holds for two phase mass transfer in multiphase (fluid/fluid, fluid/solid) systems. The influence of mass transfer is characterized by the Hatta number, Ha, the ratio of the characteristic time for mass transfer, ttr in the reaction phase to the reaction time. For Ha>3, the reactions are considered as fast and proceed mainly within the liquid film near the interface, whereas if Ha is <0.3, the reactions are slow and the reaction takes place in the bulk. In any case, the heat removal capacity of the reactor should be sufficiently high to evacuate the heat produced during the transformation progress. For fast reactions in conventional reactors, the characteristic reaction time is in the same order of magnitude as the characteristic time of the physical processes, thus influencing the chemical transformations. In some cases, the global transformation rate may be even completely limited by transfer phenomena. As a result, the reactor performance is diminished compared to the maximum performance attainable in the kinetic regime and the product yield and selectivity is very often reduced. The characteristic time of physical processes (heat/mass transfer) in MSR ranges from 10-1 to 10-5 s1 and therefore it can be used to eliminate or minimize such transport limitations. In summary, microstructured reactors should be envisaged if the following drawbacks in conventional processing may occur: i. Severe transport limitations (heat or mass transfer) ii. Low yields and high wastage due to multistep reactions iii. High dilutions with inerts or solvents for safety reasons iv. Poor control of reaction parameters v. Failure to meet market quality demand Dept of Chemical Engineering, RVCE Page 6 of 37 Microprocess Engineering 2.3 THE TYPICAL ACHIEVABLE PHYSICAL TRANSPORT SCALES 2.3.1 MIXING TIME: Mixing time can be defined as the time required for attaining 99% uniformity. Mathematically uniformity can be defined as Where U is uniformity and C∞ is the final concentration that can be obtained after infinite time and C(t) is the concentration at that instant of time The mixing time in passive microstructured devices is depending on the specific power dissipation referred to the reaction mass, ε [W kg-1]. The following correlation was found on the base of numerous experimental results it For caterpillar mixer a mixing time as low as tm= 0.02 s was found For convensional mixing tanks the mixing times can obtained from two different process a.) Computational Fluid Dynamics b.) Empirical relations like that given by Fasano, J.B., Bakker, A. &Penney, W.R. t99 is the time taken for 99% uniformity, U is the uniformity, Z is tank height, T is the tank diameter, D is the agitator diameter, N is the RPM of the agitator, a and b are constants for fixed for different blades Lanre M. Oshinowo, André Bakker, Elizabeth Marshall had done a comparative study for three different kinds of agitator types. The results are given as follows Table 2.3 Mixing times for conventional agitators Impeller Constants a b t99 (seconds) CFD approach Empirical Radial turbine-6 blades 1.06 2.17 10.5±0.9 8± 30% Pitched blade turbine-4 blades 0.641 2.19 61.5±9.3 72±30% Hydrofoil + concave blade turbine 0.272 1.67 32±34.7 15±30% Impeller Style Hence we can conclude that mixing times can be drastically reduced in micro devices. Dept of Chemical Engineering, RVCE Page 7 of 37 Microprocess Engineering 2.3.2 MASS TRANSFER TIME: Alike homogeneous mixing, the lowest time scale in the case of liquid/liquid mass transfer time, with the set of equipment studied, was achieved in caterpillar mixer i.e. mass transfer time as low as 0.33 s or volumetric mass transfer coefficient kL·a = 3 s-1 were reached. D. Moutafchieva, D. Popova, M. Dimtyitrova and S. Tchaoushev studied the volumetric mass transfer coefficient for two stirred tank mixers of two different configurations. Their results are as listed below. Table 2.4 kLa Values for conventional for tank Volume (l) Impeller rps Derived correlation for kLa values kLa (s-1) 50 6-pitch blade 0.6-1.5 kLa=0.0638*rps0.0165 0.063-0.064 1300 6-pitch blade 0.6-1.5 kLa=0.0147*rps0.8858 0.01-0.027 From the table we can conclude that higher values for volumetric mass transfer coefficients are achievable when compared to conventional technology. 2.3.3 HEAT REMOVAL CAPACITY: The heat removal capacity in MSR is as high as 105 kWm-3. The heat transfer coefficients in microchannels was tabulated by Anna Lee Tonkovich in Table 2.5 Table 2.5 Heat transfer coefficients in microchannels HTC (W/(m2K) Gas Flat Channel 336 With surface features 527 Liquid Flat Channel 5174 With surface features 12244 Table 2.6 Overall Heat transfer coefficient Fluid Water Water Water Water Air Transmission Surface Cast Iron Mild Steel Mild Steel Copper Cast Iron Fluid Air or Gas Air or Gas Water Water Air Overall Heat Transmission Coefficient (W/m2 K) 7.9 11.3 340 - 400 340 - 455 5.7 From the Tables 2.5 and 2.6 it can be observed that by increasing the surface area by corrugations in microchannels the time for heat transfer can be reduced Dept of Chemical Engineering, RVCE Page 8 of 37 Microprocess Engineering 3.0 MICROSTRUCTURED EQUIPMENTS 3.1 MIXING BY PASSIVE STRUCTURES Mixing in conventional equipments are enhanced by inducing turbulence by agitation. It is very difficult to induce agitation in microchannels. The mixing is induced in microchannels by passive mixing structures by static mixing. The static mixing principle is explained in macrosence. However the principle of mixing remains the same even in microscopic channels. Normally the fluids to be mixed are liquid, but static mixers can also be used to mix gas streams, disperse gas into liquid or blend immiscible liquids. The energy needed for mixing comes from a loss in pressure as fluids flow through the static mixer. As the streams move through the mixer, the non-moving elements continuously blend the materials. Complete mixing depends on many variables including the fluids' properties, tube inner diameter, number of elements and their design. The housed-elements mixer's fixed, typically helical elements can simultaneously produce patterns of flow division and radial mixing: Flow division: In laminar flow, a processed material divides at the leading edge of each element of the mixer and follows the channels created by the element shape. At each succeeding element, the two channels are further divided, resulting in an exponential increase in stratification. The number of striations produced is 2n where 'n' is the number of elements in the mixer. Radial mixing: In either turbulent flow or laminar flow, rotational circulation of a processed material around its own hydraulic center in each channel of the mixer causes radial mixing of the material. Processed material is intermixed to reduce or eliminate radial gradients in temperature, velocity and material composition. Figure 3.1 Principle of static mixing Figure 3.2 Static mixers in microstructures Dept of Chemical Engineering, RVCE Page 9 of 37 Microprocess Engineering 3.2 LIQUID –LIQUID MICRO MIXERS FOR MISCIBLE LIQUIDS Miscible fluids mixed fast by means of diffusion due to small thickness of generated lamellae. Utilisation of microchannels in ultrafast mixing as well as defined slow mixing by control over mixing time Geometrically defined mixing processes by control over fluid layer thickness helps in further control and predictability of the mixing time. Figure 3.3 Concentration profile during diffusion in microchannels Some typical configurations of microchannels are: 3.2.1 MULTI LAMINATION OF LAYERS Figure 3.4 Basic flow with multi lamination of layers Fluids to be mixed introduced into mixing element as two counter-flows through a network of micro channels. Fluids stream into interdigital channel configuration like blood distribution through arteries. Periodical flow configuration consits of lamellae of two fluids generated by means of slit-shaped interdigital channels. The flows meet at a central location and the stratified flow leaves device perpendicular to direction of feed. Dept of Chemical Engineering, RVCE Page 10 of 37 Microprocess Engineering 3.2.2 MULTILAMMINATION OF SHEATHS Figure 3.5 Basic flow with multi lamination of sheaths The fluid s to be mixed are Introduced into boreholes of the mixer. The fluids entering single platelets divided into streams. From three openings streams are guided through the channel system to a central position. These streams merge to fluid sheaths of small thickness. Alternating assembly of platelets results in alternating stack s of sheaths of two different fluids. Mixing is performed by inter diffusion within this multi-laminated sheath. 3.2.3 SPLIT AND RECOMBINATION Figure 3.6 Basic flow with of a butterfly mixer Fluids to be mixed are introduced into the device as two parallel streams by special surface shaping of channel walls, referred to as caterpillar structure, each fluid stream is split into two substreams. Four such substreams are recombined to a multi-laminated fluid systems. This process is repeated several times The whole analysis system consists of a silicon/glass sandwich connected by anodic bonding. One channel structure is etched into glass and the other into silicon. In the region where the channels overlaps, they are separated by a structured plate defined by an etchstop layer. The channel covered by the structured plate was generated by underetching in the [100] direction through slits in the plate. The maximum width of the channels is 300 mm and the depth is 30 mm. Mixing is performed by penetration of multiple slit-shaped flows into a main resolved near the slits. Complete mixing over the cross section of the outlet channel was obtained in 0.03 milliseconds. Dept of Chemical Engineering, RVCE Page 11 of 37 Microprocess Engineering 3.2.4 MOEBIUS MIXER Figure 3.7 Basic flow with of a moebius mixer Consists of two vertically stacked layers of flows. Flow split in horizontal plane. The subflows are grouped into two each with a sublayer of different fluids. Each newly grouped sub flow is rotated by 90° in a vertical plain. All the four lamellae are then joined in the vertical plane. 3.2.5 MIXING BY HYDROPHOBIC BARRIERS Figure 3.8 Working principle of a hydrophobic barrier Figure 3.9 Mixer and diluter based on hydrophobic restrictions A bypass branches of the main channel. Specially designed capillary breaks at each branch and diverts the flow to the bypass where it stops at the end. At enhanced pressure the second fluid continues in the main channel and by wetting of the bypass meniscus opens the second capillary break to open. Dept of Chemical Engineering, RVCE Page 12 of 37 Microprocess Engineering 3.2.6 MULTILAMMINATION OF FLOWS Figure 3.10 Mixing units of micromixer with multiple slit-shaped injection openings Figure 3.11 Scanning electron micrographs of a mixing element based on multilamination of flow A micromixer designed by a research group at Danfoss and the Mikroelektronik Centret in Denmark has been used as an integral part of a micromachinedchemical analysis system including an industrial chemical sensor. The fluids to be mixed are introduced into the mixing element in counter-flow and stream into an interdigitated channels with corrugated walls. Typical channel widths are 25 or 40 mm. The channel configuration leads to a periodical arrangement of flow lamellae of the two fluids. The lamellar flow leaves the device perpendicular to the direction of the feed flows and, because of the thinness of the lamellae, fast mixing takes place by diffusion The corrugated channel walls increase the contact surface of the lamellar streams and improve the mechanical stability of the separating walls. The optimum operating conditions of such a device depend on the height and the length of the channels and the properties of the fluids such as viscosity, flow rate, and pressure. The flow and mixing conditions can be adjusted by withdrawing the fluid through a slit which forces interpenetration across a defined contact zone. A wide variety of materials, including plastics, metals, metal alloys, and ceramics, are suitable for the fabrication of inter digitated structures. There is practically no restriction concerning the materials of the top and bottom parts. For commercial devices various metals (e.g. nickel and silver) have been favorably applied. Dept of Chemical Engineering, RVCE Page 13 of 37 Microprocess Engineering 3.2.7 INJECTION OF MULTIPLE MICROJETS Figure 3.12 Schematic of a micromixer with injection of multiple microjets A basic concept for a micromixer which was used as an integral part of a micro liquid dosing system was described in 1993. The central element of the mixer is a sieve like structure with a large number of regular holes . During operation,the mixing area is filled with one liquid,and the other liquid is injected into the mixing volume through a multitude of microholes .Numerous microjets (“microplumes”) are generatedand increase the contact surface between the two liquids. The holes are positioned in rows 10 – 100 mm apart, which results in short diffusional paths between the jets. Typic al flow rates are in the ml/s range, the hole diameter is some 10 mm, and the height of the mixing chamber some 100 mm. The feasibility of the mixer concept was checked theoretically by numerical analysis of the diffusional flux. It was shown that mixing by injection of many microjets into a fluid stream is much faster than mixing with a large single-point injection (i.e., a flow configuration similar to a mixing tee). Multiple microjets give improved mixing for all flow rates; higher flow rates usually accelerate the mixing process. Experimental studies included flow visualization for qualitative analysis of the mixing process. Microscopic observation of the jets showed that a homogeneous mixture was established within a few seconds. Absorption measurements were performed directly in the mixing area by using an optical fiber setup. Complete mixing at a flow rate of about 1 ml/s was found within a mixing time of about 1 s. Dept of Chemical Engineering, RVCE Page 14 of 37 Microprocess Engineering 3.3 LIQUID –GAS MICRO MIXERS FOR IMMISCIBLE LIQUIDS In microchannels due to presence of parabolic flow profiles strong periodical velocity gradients are generated at the entry and exit of each channel. Velocity gradients lead to unstable flow configuration. Thin fluid lamellae finally decompose into microdroplets or microbubbles surrounded by continuous phase For observing the general phenomena of liquid liquid dispersions and the effect of various external factors on the droplet size we encounter two methods 3.3.1 GENERATION OF DISPERSIONS WITH SILICON OIL AND DYED WATER Dispersions are usually generated by injection of a fluid jet through a high-pressure nozzle into a second fluid or by means of heavy stirring. Since the two phases tend to separate rapidly, an emulgator is generally applied to stabilize the dispersion, i.e. to prevent coalescence of the dispersed droplets or other decomposition routes. In order to visualize the properties and the status of a dispersion, it is often helpful to add a soluble dye to one of the liquids. However, it has to be taken into account that, because of their polar or ionic nature, such additives may also influence the stability of the dispersion. In this connection, Acid Blue 93 has to be regarded as a weakly stabilizing substance for dispersions which, however, is generally not suitable for obtaining stable dispersions by means of standard procedures like injection or stirring. Figure 3.13 Photographic image of a dispersion generated from silicon oil and dyed water in a standard beaker by means of a laboratory impeller. Dept of Chemical Engineering, RVCE Page 15 of 37 Microprocess Engineering Figure 3.13 showing a mixture of silicon oil and dyed water after stirring in a standard beaker using an impeller at 450 rpm illustrates this. Large fluid fragments with diameters of volume equivalent spheres in the order of some hundred micrometers are found yielding only a small specific interface of the two fluids. A very straightforward and elegant way to generate dispersions with small droplets and narrow size distributions is based on the utilization of interdigital micromixers. By means of such devices dispersions of silicon oil and water similar to creamed emulsions are obtainable, i.e. two or three separate zones can be distinguished consisting of adispersed oil-in-water phase, pure water and, in some cases,of a pure oil phase. Figure 3.14 Photograph of a dispersed oil-in-water phase generated from oil fed into the micromixer at a flow rate of 20 mL/h and dyed water at a flow rate of 200 mL/h. A typical result obtained for the dispersed oil-in-waterphase is shown in Fig. 3.14. It is evident that the size distribution is surprisingly uniform. The droplet size is about50 μm which roughly corresponds to the width of 40 μm of the corrugated interdigital channels. In the special case shown in Fig 3.14, the dispersion was generated from siliconoil fed into the micromixer at a flow rate of 20 mL/h and water dyed with Acid Blue 93 at a flow rate of 200 mL/h. The pressure drop between the inlet and the outlet of themixing device was less than 500 hPa. The number density distribution of the droplet sizes of the dispersion shown in Fig. 3.14 was determined by means of an image processing system. The number density distribution represented here is defined as the number of droplets of a size included in a certain size interval referred to the sum of all counted droplets and divided by the width of the size interval. Dept of Chemical Engineering, RVCE Page 16 of 37 Microprocess Engineering Figure 3.15 Number density distribution of the droplet size of a dispersed oil-in-water It is evident from Fig. 3.15 that this distribution is multimodal with a very narrow major peak at 49 mm. Further peaks exist at droplet sizes of 21, 38 and 60 mm, respectively. In addition to the evaluation shown in Fig. 3.3.3 the measured data have been analyzed as a cumulative frequency distribution. This analysis shows that more than 75% of all droplets have sizes between 40 and 50 mm. The second largest class of droplets (20%) is found between 15 mm to 25 mm. The content of droplets larger than 50 mm is very small. In order to analyze the influence of the geometric parameters and operating conditions on the properties of the dispersions, a large number of systematic experiments were carried out at various mass flow rates of the two liquids,. Furthermore, mixing devices with channel widths of 25 and 40 mm were used. Some typical results are illustrated by means of Fig. 3.16 and 3.17 which show photographs of the dispersed phase. Figure 3.16 Photographs of dispersed oil-in-water phases generated from silicon oil at various total flowrate and ratios of the flowrates Dept of Chemical Engineering, RVCE Page 17 of 37 Microprocess Engineering Figure 3.17 Photographs of dispersed oil-in-water phases by interchanging the flowrate ratios of water and oil It is evident that the droplets become smaller when the ratio of the flow rates increases and, as to be expected, the channel width of the mixing deviceis reduced. An increase in the total flow rate also results in a reduction of the droplet size. There is also a tendency that the size distribution becomes more uniform when the channel width is reduced and the ratio of the flow rates and the total flow rate are increased. Under such conditions the droplet size may become considerably smaller than the channel width. This is evident from Fig. 3.18 where a photograph of a dispersion generated under conditions favourable for small droplet sizes is shown as well as the corresponding number density distribution of the droplet sizes. Figure 3.18 The photograph of the micromixer with a channel width of 25 m showing distribution of droplet size for different flow rates In contrast to the results show in Fig. 3.18, the size distribution is more or less monomodal. The average diameter of the droplets is only 5.6 mm, i.e. it is nearly five times smaller than the channel width of the mixing device. The standard deviation of the droplet size is 3.6 mm. Dept of Chemical Engineering, RVCE Page 18 of 37 Microprocess Engineering When the total flow rate increases the energy per unit volume of the flow rises and, correspondingly, the energy which is usable for dispersion. As a result the droplet size decreases with increasing total flow rate as shown above in Fig. 3.15. In order to get a further insight into this behavioral set of experiments were performed at various total flow rates. In order to simplify a comparison of the experiments, he ratio of the flow rates of the liquids was kept at 1 : 1. Typical results of such measurements performed with a device having a channel width of 25 mm are shown in Fig. 3.19 where the average droplet size is plotted versus the total flow rate. It is evident from the photographs shown in Fig. 3.19 and the results of additional measurements that the droplet size decreases by a factor of nearly four from about 65 mm to 18 mm when the total flow rate is increased from 400 mL/h, 300 mL/h to 1200 mL/h. The average droplet size is nearly inversely proportional to the total flow rate for the operating conditions applied in these experiments. Figure 3.19 Photographs of dispersed oil-in-water phases . The ratio of the flow rates was kept constant at 1 : 1. Corresponding results concerning the number density distribution of the droplet size for various total flow rates are plotted in Fig. 3.20. For low total flow rates, e.g. 300 and more or less bimodal distributions exist comprising small droplets within a relatively narrow range and a broad distribution of larger droplets. When the total flow rate is increased to 600 and 1200 mL/h, respectively, the distribution becomes monomodal and more uniform. Dept of Chemical Engineering, RVCE Page 19 of 37 Microprocess Engineering Figure 3.20 Number density distribution of the droplet size of dispersed oil-in-water. The ratio of the flow rates was kept constant at 1: 1. 3.3.2 GENERATION OF DISPERSIONS WITHOUT DYE Generation of dispersions without dye in order to exclude any influence of stabilizing additives on the generation of dispersions, additional experiments wereperformed using silicon oil and pure undyed water. Typical results of such measurements which were performed using a mixing device with a channel width of 25 mm are shown in Figs. 3.21 and 3.22. The total flow rates of 750 mL/h (3.21) and 720 mL/h (3.22) were nearly equal Figure 3.21 Photograph of dispersed Figure 3.22 Photograph of a dispersed oil-in- oil-in- undyed water undyed water, the ratio of the flow rates is 35:1. Dept of Chemical Engineering, RVCE Page 20 of 37 Microprocess Engineering Compared to corresponding measurements using dyed water, the size distribution is widened and the average droplet size is larger by a factor of about 2. Compared to dispersions consisting of dyed water and oil, described in the preceding case, the dispersions 300 mL/h to 1200 mL/h. The average droplet size is nearly inversely proportional to the total flow rate for the operating conditions applied in these experiments. Corresponding results concerning the number density distribution of the droplet size for various total flow rates are plotted in Fig. 3.3.9. For low total flow rates, e.g. 300 and with pure undyed water are characterized by a broadernumber density distribution. When regarding operating conditions applied in the measurements shown in Fig.3.3.9,the widening of the distribution amounts to a factor of about 2 compared to corresponding measurements using dyed water. A similar behavior is observed for the higher ratio of the flow rates (35 :1 in Fig. 3.3.10) where also a widening of the distribution by a factor of about 2 and,in addition, an increase in the average droplet size from 5.6 to about 11 mm occurs. In general, the dependencies ofthe droplet size distributions on the geometric parameters and operating conditions are qualitatively similar for dispersions of silicon oil with dyed and undyed water, respectively. Concerning the stability of the dispersions no quantative data were evaluated. Nevertheless, the half-life period of a dispersion, i.e. the time when half of the dispersed oil-in-water phase vanishes, may be regarded as a qualitative standard for comparing the stability of various dispersions. In this regard, dispersions of silicon oil with dyed and undyed water, respectively, differ considerably. The dispersions with undyed water were stable in the range of hours to days while dispersions containing dyed water showed a significantly enhanced stability of more than 6 months. 3.4 GAS LIQUID DISPERSION AND REACTION As in liquid liquid dispersion dispersion of gas in liquid in micro channels also produces small, regularly sized bubbles. Under certain operating conditions a highly regular train of bubbles are produced. Dept of Chemical Engineering, RVCE Page 21 of 37 Microprocess Engineering Figure 3.23 Dispersion of uniform bubbles in liquid media. Figure 3.24 Formation of segmented annular patterns of gas in fluids Formation of segmented (slug) and annular flow patterns of gas in liquids occur, when combined gas in fluids with miniaturized residence time channels. Bubble sizes or diameter can range anywhere between 50 to 500 μm. Ratio of bubble length to diameter is about 1 to 4 and average bubble size deviation is typically 50 μm. Figure 3.25 Effect of liquid flow rate and slit dimensions on bubble size From figure 3.25 it can be observed that a smaller slit width to diameter ratio and smaller flow rates are conducive to production of smaller bubble size deviation. A variety of gas−liquid microchannel reactors have been developed so far, using different contacting principles. Some devices utilize continuous-phase contacting (i.e., nondispersed separate phases with large specific interfaces). Among these are microstructured falling film, overlapping channel, and mesh reactors. Dispersed-phase contacting is obtained when one of the phases is interdispersed into the other phase. Regular flow patterns are provided by the segmented (Taylor) flow in a single microchannel or numbered-up versions such as the Dept of Chemical Engineering, RVCE Page 22 of 37 Microprocess Engineering microbubble column; other flow patterns such as annular flow may be achieved as well. Foam microreactors utilize a moving rigid 3-D bubble network at high gas content. Miniaturized packed-bed microreactors follow the paths of classical engineering by enabling trickle-bed operation. Because of the often highly regular flow pattern, not obtained in conventional gas−liquid contactors, an understanding of the underlying hydrodynamics and heat and mass transfer is crucial for optimal performance of all types of gas−liquid microstructural reactors. Several examples are given, including film-thickness measurements, flow-pattern maps, determination of mass-transfer coefficients, residence-time distributions, scale-out issues, etc. Numerous applications demonstrate the improved performance of gas−liquid microreactors. Among these are fluorinations, chlorinations, hydrogenations, sulfonations, photo-oxidations, etc. 3.4.1 FALLING FILM MICRO REACTOR Figure 3.26 Illustration of a falling film microreactor Figure 3.26 illustrates a falling film microreactor. A liquid is issued through the orifices into an array of channels engraved onto a platelet. Driven down by gravity, the resident gas contacts the falling liquid film. The high liquid based specific interfacial area, up to ∼20,000 m2/m3, of falling film microreactors renders them to be ideally suited to carry out fast exothermic and mass transfer limited reactions. To understand the role of and control this interfacial area, it is important to account for realistic liquid film profiles. Dept of Chemical Engineering, RVCE Page 23 of 37 Microprocess Engineering 3.4.2 MICRO BUBBLE COLUMN Figure 3.27 Illustration of a micro bubble column Figure 3.28 Segmented flow pattern in a micro bubble column The Micro Bubble Column performs disperse-type gas/liquid contacting, similar to its macroscopic analogue. The flow patterns, however, resemble those of flow in small-channel monoliths, such as slug, annular or spray flow, whereas the bubbly flow known for bubble columns is found only in small region of stability. The Micro Bubble Column has an inspection window for monitoring flow patterns. An integrated heat exchanger serves for proper temperature control. Dept of Chemical Engineering, RVCE Page 24 of 37 Microprocess Engineering 3.5 MICRO HEAT EXCHANGERS Compact and micro-heat exchangers have many advantages over their larger counterparts, particularly when used to handle clean fluid streams, either single- or two-phase. Probably the most exciting feature of such heat exchangers is their ability to operate with close approach temperatures, leading to high effectiveness. This can be particularly beneficial when the exchangers are used in power-producing or powerconsuming systems, where the improved heat exchanger effectiveness can be immediately realised in higher power outputs or reduced power consumption. In the case of heat pumping equipment – the most common examples being air–water or air–air vapour compression cycle heat pumps for domestic heating – this manifests itself in an increased Coefficient of Performance (COP) that reduces CO2 emissions due to a lower energy input needed to drive the compressor. Figure 3.29 Figure illustration of a typical micro heat exchanger and its size estimation Microchannel Heat Exchangers (MCHEX) have a hydraulic diameter Dh=0.2….0.01mm involving the advantage of a large heat exchange surface in a very small volume. Also, at very small sizes, the processes of heat and mass transfer occurring in the dynamic and thermal boundary layers are very effective. These new types of heat exchangers provide high heat transfer coefficients and thus they are up to 45% more compact than the classic ones, at the same thermal performances .Due to high thermal performance, MCHEX are used increasingly in both single-phase (liquid or gas) and two-phase heat exchange (condensation - evaporation). While the disadvantage of higher pumping power is compensated by the lower scale and cost obtained in the case of improved series production based on nano-technologies series production improvement series Dept of Chemical Engineering, RVCE Page 25 of 37 Microprocess Engineering production based on nano-technologies series production improvement . Using the MCHEX in vapor compression refrigeration systems, microchannel tubes having a lower internal volume will reduce the amount of refrigerant charged in the plant. Application fields and performances It is well known that one of the cooling or rapid heating methods of a body with a fluid is the convective at the contact area between the subsystems. The heat flux transferred by convection is given by Newton’s law of cooling: Q =α AΔTsf (3.1) here: α is the convective heat transfer coefficient; A is the body surface in thermal contact with the fluid, and ( ) ΔTs, f = Ts −T f it is the difference between the body surface temperature (Ts) and the fluid temperature (Tf ). The eq. (3.1) was analyzed with emphasis on simultaneous increase of α and A, but, recently, restrictive conditions regarding the volume of the heat exchanger, have emerged. As a consequence the plate heat exchangers have appeared. These devices, using flow channel dimensions by the order of several millimeters, were originally used for gas applications and after a while for liquids. Design solutions with fins, including those with micro-fins, become prevalent for mono-phase and two-phase flow. The use of serpentine band and tracers in the fluid flow channel are just some of the commonly used methods to increase the local heat transfer, through uniform circulation, interruption of the dynamic boundary layer and increasing the micro-turbulence at the surface. In this context, in recent years the interest of specialists has increased in particular for MCHEX. Cryogenic industry, due to heat exchangers efficiency reasons, was the first to use compact regenerative heat exchangers with hydraulic diameters less than one millimeter in size. Subsequently, the refrigeration industry obtained significant functional and economical advantages by adopting MCHEX. Today we are witnessing an exceptional development of micro-electronics (integrated circuits cooling – ICC and micro-electro-mechanical systems - MEMS), where the density of information and processor frequency is continuously increasing. In addition, the miniaturization trend leads to a strong decreasing of their performances due the overheating process. Dept of Chemical Engineering, RVCE Page 26 of 37 Microprocess Engineering Thus, for heat flux densities exceeding 100W/cm2, further cooling methods and adequate new types of heat exchangers, like the MC HEX, are required MCHEX have attracted attention because they have a high heat transfer area per operational volume unit, and thus, high heat transfer coefficients (at water flow 10 kW/m2K, for Dh=0.2 mm, up to 100 kW/m2K, for Dh=0.01 mm) and for very small dimension, they provide a very large heat flux transfer (20 kW in a cm3of device) . However, due to the very small size of the hydraulic diameter, MCHEX have the disadvantage of high pressure losses (i.e. at water flow of 1 bar/m, for Dh=0.2 mm, up to 1000 bar/m, for Dh=0.01 mm), which requires the use of high pressures (70...110 bar) . The MCHX improvement was possible in the last two decades because of unprecedented development of materials and constructive solutions based on micro and nano-manufacturing technologies. Today, for the achievement of MCHEX, specialized equipment of great precision is used for casting and etching, laser processing and also pellicle metal deposits, silicon or other materials, such as polymers. Lately, new methods of design and manufacturing have been developed for these miniature exchangers, methods which, in the case of mass production, ensure also a lower price. Traditional miniaturization technologies are the most accessible approach to produce microstructures. These miniaturization techniques using traditional machine tools have been adapted to operate under miniature regimes. The domain of restricted use of machine tools becomes smaller as the lithography method is in expansion. Due to advent of cutting technology the channel width of 25 μm with an accuracy of order ± 4μm can be obtained with commercially available equipment. or the production of microchannels, based on thin wire like electrodes, devices with micro-electro-discharge were used. Other technologies such as those with ultrasonic cutting and water jet machines were used for fragile materials involving microchannels with very small dimensions. Dept of Chemical Engineering, RVCE Page 27 of 37 Microprocess Engineering 4. MICROSRUCTURES IN INDUSTRY Microreactor technology is currently redefining the way many small molecules are manufactured.The main goal was to develop a reactor technology that can cope with tiny flow (few mL/min) required during pre-clinical studies up to larger flow rates (several hundreds of mL/min) necessary for phase III clinical trials. The superior benefit of this reactor technology is related to the complete avoidance of device parallelization / numbering up strategies. Thus, it illuminates a clear path from laboratory chemistries to large-scale manufacturing processes in a robust, multi-purpose, and scalable manner. The development of a commercial microreactor for chemical production is an endeavour that has been undertaken by a number of companies and research centers. The various reactors are made out of different materials, have various channel geometries, diverse mixing and heat exchange structures, and last but not least have distinctive scale-up strategies. Indeed, a claimed scale-up strategy associated with this technology is often the device parallelization / numbering-up approach . In contrary to single microelements like individual micro-mixers, the so-called 2nd generation microreactor allows the integration of more than one function in one single plate. For example, mixing and residence time functions can be integrated with heat exchange to allow exceptional reaction performances. Thus, various plates can be designed for specific reaction needs (i.e. reaction classes) and are tailored (in modular fashion) to execute the different unit operations of a chemical process. 4.1 REACTIONS CLASSES FOR INDUSTRIAL REACTOR DESIGN The classification of the reactions were done based on their physicochemical properties namely in terms of reaction kinetics and phases (solid, liquid, or gas). The reaction kinetics are categorized in three main classes. Type A reactions: reactions that are very fast (< 1 s) and mainly controlled by the mixing process. In general, the reaction yield is increased by rapid mixing and enhanced heat exchange performances when using a microreactor. Dept of Chemical Engineering, RVCE Page 28 of 37 Microprocess Engineering Type B reactions: reactions that are rapid (10 s to 20 min) but predominantly controlled by the kinetic. Here, the yield is increased by a precise control of the residence time (reaction time) and temperature. In other words a reaction ‘overcooking’ is avoided in a microreactor. Type C reactions: reactions that are slow (> 20 min) and often operated batch wise (as opposed to semi-batch). For such reactions where a large heat accumulation is observed (batch = 100% heat accumulation) a thermal hazard is possible that requires particular measures. Thus, the use of a continuous process will enhance safety with the prerequisite that process intensification has taken place when using an alternative technology. Figure 4.1 Reaction classes leading to different types of scale up strategy It is important to point out that the pie analysis presented in Figure 4.1 is not intended to predict the future use of microreactor technology. Indeed, this reaction classification came from the fine chemical industry where most of the processes are operated batch or semi-batch wise. Consequently, it representsthe kinetic distribution of reactions and one would predict a stagnation of this distribution as it originates from age-old batch reactor technology. The best example to depict this situation is to observe the rather low number of Type C reactions (6%) that poses a thermal hazard potential (reactions that required particular safety measures determined duringthe risk analysis). More than 50% of all the reactions studied were slow reactions (> 20 min) but only 6% where classified as Type C. Indeed from the very beginning of process development the chemist tends to choose reaction pathways that are safe, highly diluted, and scalable. Dept of Chemical Engineering, RVCE Page 29 of 37 Microprocess Engineering Consequently, fine chemical manufacturing has become an industry of waste generation characterized by a high environmental “Efactor” that is rarely lower than 25 (E = kg of waste per kg of product). The use of continuous flow processes based on microreactor technology may change this pie distribution towards faster and more intense processes (progress). 4.2 DEVELOPMENT OF MODULAR REACTORS The pie analysis is of fundamental importance to understand the reactor requirements of the fine chemical industry. The reactor types are a consequence of the reaction classes. Figure 4.2 shows the three main reactor types that were developed. Figure 4.2 Reactor modules developed for each of the reactor classes The Module A microreactor is based on the multi-injection principle to avoid hot spot formation in the mixing zone. Indeed, even a microreactor cannot be considered as an isothermal reactor for fast and exothermic reactions independently of being made out of glass, metal, or SiC. The multiinjection principle is the most important factor to obtain a good temperature control in the reactor. On the other hand, the use of conventional technologies such as static mixers and miniheat / tube in tube exchangers is a pragmatic way to operate flow processes for slow and nondemanding reactions. The gain in reaction volume with such devices is cost effective and the technology is mature. In many instances it is the technology of choice to operate continuous The module B reactor was initially based on the multi-scale approach, where differently sized plates are used and adapted to the reaction needs . For example a tiny channel may be used at reaction start (when heat evolution is strong) followed by a gradual size increase of the plates to Dept of Chemical Engineering, RVCE Page 30 of 37 Microprocess Engineering accommodate slower reaction rates (less heat evolution). With such a design, heat transfer is optimized, while pressure drop is minimized coupled with a large gain in volume (up to several mL). In addition, the reactor may be combined with conventional heat exchangers to gain volume of several litres with residence times of several minutes. The module C in simple words is the conversion of batch to continuous process. Use of coils can accommodate the larger residence times required static mixers and micro heat exchangers to improve performance. 4.3 THE SCALE UP CONCEPT The main advantage of this reactor technology is its scalability. Figure 4.3 shows the reactor designs that have been developed to allow operation over a wide range of flow rates. Figure 4.3 Universal reactor technologies for production A small plate device called the Lab-Plate reactor has been realized to enable process development under tiny flow rates, when reagent availability is still limited (during preclinical and phase I trials). Conditions are similar to capillary chemistry with the advantage that the reaction zone can be inspected and viewed. This reactor is also an exceptional tool to develop new channel structures Dept of Chemical Engineering, RVCE Page 31 of 37 Microprocess Engineering for gas-liquid or liquid-liquid reactions that will be later integrated in larger scale reactors. One of the main advantages of this standard is the fact that the plate area is doubled by each size step with the result that heat exchange area and reactor volume is doubled. The scale-up concept becomes apparent and is related to the reaction classes. Thus,for Type A reactions, the aim will be: 1. To ensure sufficient cooling between the reactor plates and mixing points; 2.To provide maximum mixing capacity; or to employ mixers with large pressure drop. 3. For Type B reactions, the aim is different and will be: To maintain the same area to volume ratio for the reaction; To optimize mixing quality by choosing a pressure drop as low as possible. As a result, a reactor operating at 100 mL/min in the A6 format will be operated at 200 and 400 mL/min respectively in the larger A5 and A4 format independently of being a Type A or B reaction.However, for Type A reactions, all the plates will be micro-structured as mixing & heat exchange are thebdominant factors, while for Type B reactions the same plate width will be used for the different plate format keeping constant the area to volume ratio. Indeedthe gradual size increase of reactor plates (multiscale approach) and appropriate channel geometry allow operating the microreactor at very high flow rates up to 600 mL/min. In many cases, especially with viscous systems and low temperature applications, the pressure drop may become very important at high flow rates. In addition, the mixing zone is often the plate section that consumes the larger pressure drop. Consequently an enlargement of mixer elements at higher flow rates drastically reduces the overall pressure drop. In general, no loss of performance is observed as long as the same energy dissipation rate in the mixing zone is maintained (watt per litre). Thus, the mixing zone becomes the only scaled factor that is considered in this reactor technology and it must be properly designed and adapted the use of pumping high pressure is also a solution to allow very high flow rate applications with a large pressure drop. Figure 4.4 reviews the five main factors that are used to enable high flow applications and consequently large production quantities. Dept of Chemical Engineering, RVCE Page 32 of 37 Microprocess Engineering Figure 4.4 Overall Scale up strategy Using microreactor technology The three first factors can be tested in the laboratory for a short period of time before any process transfer in the plant, which is a fundamental advantage of this technology, when compared to batch. The operation of one single microreactor and the total avoidance of device parallelization is a must for the scale-up of processes during development (preclinical to phase III clinical trials). The main issue is related to control as most of the chemical systems are meta-stable i.e. they form deposit that are more or less stable over time. Such phenomena create an unpredictable pressure drop over the reactor structure that is by no means a task the process development chemist can easily answer. The reactor technology must ensure speediness and flexibility in process development and keep the chemical engineering aspects to a minimum. Once a project has progressed to commercial manufacture (which will be in less of the cases) the goal changes to value creation and more resources can be invested in the project. At that stage chemical engineering will play a more fundamental role and the scale-up is feasible using either conventional static mixers with mini-heat exchangers, higher cross sectional reactors (as small as needed), or as a last resort numbering up and device parallelization. Dept of Chemical Engineering, RVCE Page 33 of 37 Microprocess Engineering 5.0 DRAWBACKS OF MICROPROCESS TECHNOLOGY i. The Surface area to volume ratio is higher in microreactors than in normal reactors. This attribute brings about large wall effects in microreactors like fouling, wall crystallistion etc. ii. The can only handle liquid and gas systems not solids. iii. In situ preparation of hazardous and explosive chemicals can pose problems of national security iv. Catalyst deactivation and frequent reactor repacking or reactivation for catalyst based systems. v. Leaks between channels will cause of yield, erratic velocity profiles and loss of control. vi. Malfunctioning of distributors will decrease the maximum potential of the equipment and also may cause back flow vii. Due to high maintenance requirement reliability for long time on stream viii. Challenge of overcoming inertia of the industry to embrace new technology for old processes Dept of Chemical Engineering, RVCE Page 34 of 37 Microprocess Engineering 6. CONCLUSION Microreactor technology, is currently one of the most innovative techniques in the field of chemical synthesis and similar fields. Decreasing the physical size of the reactor is advantageous for heat transfer and mass transport, without changing the chemistry itself. This is mainly caused by the increasing driving forces. Furthermore, the surface-to-volume ratio is increased. This means that the reactor surface area per fluid volume is high, creating a relatively high surface area through which heat can be transferred. For this reason, the temperature of the fluid can be controlled and hot spots will not occur. Concluding, reactions can be performed in a microreactor with, in most cases, a higher conversion and increased selectivity compared to the conventional (batch) methods. Finally, the small hold-up benefits the process by making it much safer. Toxic, hazardous or explosive chemicals can be utilized without risking accidents and/or endangering the environment. Besides benefits created by the typical 'micro-scale' of the reactor, the continuous operation of the reactor can also benefit the process. Various different types and configurations of microreactor are available for laboratory research and production. A modular system for the first steps in the research lab to production scale, allows both beginners and highly knowledgeable experts to adopt new synthesis strategies. Dept of Chemical Engineering, RVCE Page 35 of 37 Microprocess Engineering 7. REFERENCES 1. Jens Ducrée and Roland Zengerle, “ Microreactors”, Microfluidics, 2003. 2. Dominique m. Roberge Michael Gottsponer Markus Eyholzer Norbert Kockmann, “Industrial design, scale-up, and use of microreactors”, Microreactors /Industry Perspective, 2009. 3. Madhvanand Kashid, Albert Renken & Lioubov Kiwi-Minsker, “ Process Intensification methodologies applied to Liquid-Liquid Systems in structured equipment”, 2012. 4. Wolfgang Ehrfeld, Volker Hessel, Verena Haverkamp, “Microreactors”, 2003. 5. Marie-Agnès Schneider “Development of a novel microreactor-based calorimeter for the study of fast exothermal reactions in liquid phase”, 2004. 6. Traian popescu , Mircea marinescu, Horaţiu pop Gheorghe Popescu, Michel Feidt, “Microchannel heat exchangers – present and perspectives”, scientific. bulletin, series d, vol. 74, issue. 3, 2012. 7. Holger Löwe‡, Volker Hessel, and Andreas Mueller, “ Microreactors. Prospects already achieved” and possible misuse”, Pure Appl. Chem., Vol. 74, No. 12, pp. 2271–2276, 2002. 8. Lanre M. Oshinowo, André Bakker, Elizabeth Marshall, “Mixing Time: A CFD Approach”, 1999. 9. J Drottyx, K Lindstromy, L Rosengrenz and T Laurelly, “Porous silicon as the carrier matrix in microstructured enzyme reactors yielding high enzyme activities”,1996. 10. Verena Haverkamp · Wolfgang Ehrfeld ·Klaus Gebauer · Volker Hessel · Holger Löwe · Thomas Richter · Christian Wille, “The potential of micromixers for contacting of disperse liquid phases”, 1999. 11. D. Moutafchieva, D. Popova, M. Dimitrova, S. Tchaoushev, “ Experimental determination of the volumetric mass transfer coefficient” Journal of Chemical Technology and Metallurgy, 48, 4, 2013. 12. P. Poechlauer, M. Vorbach, M. Kotthaus, S. Braune, R. Reintjens, F. Mascarello and G. Kwant, “Micro Process Engineering” (V. Hessel, A.Renken, J.C. Schouten, J.-I. Yoshida, Eds.), Wiley-VCH, Weinheim, Vol. 3, 249-254, (2009). Dept of Chemical Engineering, RVCE Page 36 of 37 Microprocess Engineering 13. L. Prat, A. Devatine, P. Cognet, C. Cabassud, C. Gourdon, S. Elgue, F.Chopard, Chem. Eng. Techno, 28, 1028-1034 (2005). 14. Löb, V. Hessel, U. Krtschil and H. Löwe, Chem. Today, 46-50 (2006). 15. P. Stange, F. Schael, F. Herbstritt, H.-E. Gasche, E. Boonstra and S.Mukherjee, “IMRET-10: 10th International Conference on Microreaction Technology”, New Orleans, (2008). 16. B. Chevalier and F. Schmidt, Chem. Today, 6-7 (2008). 17. C. Wille and R. Pfirmann, Chem. Today, 20-23 (2004). 18. D. M. Roberge, B. Zimmermann, F. Rainone, M. Gottsponer, M Eyholzer and N. Kockmann, Org. Process Res. Dev., 905-910 (2008). 19. D. M. Roberge, L. Ducry, N. Bieler, P. Cretton and B. Zimmermann, Chem. Eng. Technol., 318-323 (2005). 20. D. M. Roberge et al., Chem. Eng. Technol., 1155-1161 (2008). 21. D. M. Roberge, N. Bieler, B. Zimmermann and R. Forbert, WO2007112945 Patent to Lonza AG, (2007). 22. A. Renken, V. Hessel, P. Löb, R. Miszczuk, M. Uerdingen and L. KiwiMinsker, Chem. Eng. Process., 840-845 (2007). 23 N. Kockmann, M. Gottsponer, B. Zimmermann and D. M. Roberge, Chem. Eur. J.,7470-7477 (2008). Dept of Chemical Engineering, RVCE Page 37 of 37