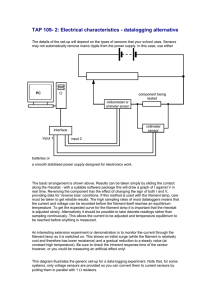
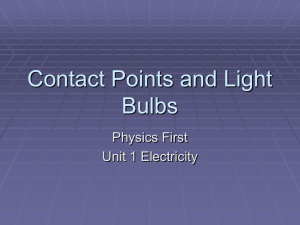
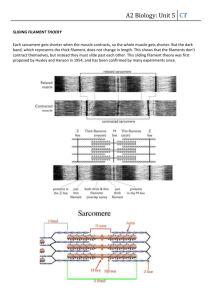
INTERNATIONAL JOURNAL OF SCIENTIFIC & TECHNOLOGY RESEARCH VOLUME 9, ISSUE 01 , JANUARY 2020 ISSN 2277-8616 Design And Development Of 3d Printer Filament Extruder For Material Reuse P.Ravichandran, C.Anbu, R.Poornachandran, M.Shenbagarajan, K.S.Yaswahnthan Abstract: 3D printing technology or 3D printer which is one of the branches of fourth industrial revolution is being widely used in various industries such as manufacturing, medical, automobile etc. The 3D printing process builds a three dimensional object from computer aided desi gn model, usually by successively adding material layer by layer, unlike conventional machining, casting and forging process, where material is removed from a stock item or poured into a mold and shaped by means of dies, press and hammers. The material which is successively added layer by layer is called as Acrylonitrile Butadiene Styrene (ABS). This material at the initial stages will be in the form of granules and later it will be turns into a filament like structure with various diameters depending on the 3D printer size. The granules undergo a process called extrusion process where these material are turned into desired filament by heating at about 180 degree Celsius and solidifying it. The existing model or machine for this extrusion process have some disadvantages like they are not cost effective, need trained labor to operate, high and frequent maintenance is required and as these machine are huge in size they cannot be installed at every places especially at educational institutions and small scale industries . The main objective of this paper is to design and develop a table top filament extruder where the materials which had got wasted during the 3D printing process can be collected and reformed into a filament for reuse. This proposed system also overcomes all the disadvantages that have been mentioned above. Index terms : 3D printing, Acrylonitrile Butadiene Styrene (ABS), Filament, Die, Extruder, Microcontroller, Relay, —————————— —————————— 1 INTRODUCTION 3D printing filament is the thermoplastic feedstock for fused deposition modelling 3D printers. Many types of filament are available in the market with different properties with various temperature ranges for printing the required product. At present, filaments are available in few different standard diameters like 1.75 mm, 2.85 mm and 3 mm. The production of 3D printing filament is generally consisting of processes like heating, extruding and cooling to transform granules into the finished product. In this process, the filament is pulled from outside rather than pushed through the nozzle to produce the filament. The diameter of the filament is not decided by the diameter of the nozzle. The size or diameter of the filament is decided by the process that takes place after the plastic has been heated. An outside force is applied to the filament as it is pulled out of the extruder to define the width of the filament. Most commonly used size of the filament is either 1.75 mm or 3 mm diameter. The plastic granules are always white or clear. The colour of the filament has been changed by adding the required additives with granules before the heating process. Also, these additives will be the deciding parameter of the special properties of the filament, e.g. increased strength or magnetic properties. Before the filament is extruded the granules are heated to 80°C to dry it and reduce water content. The granules must be dried as many thermoplastics are hygroscopic and extrusion of damp plastic causes dimensional flaws (this is also the case when the finished filament is being printed). From there the granules are fed into a single screw extruder where it is heated and extruded into a filament. The size of the filament is measured by the application of laser as part of quality control equipment to make sure the correct size of the filament. The filament is then fed through a warm water tank which cools the filament which gives the filament its round shape. After, the filament is fed through a tank containing cold water to cool it to room temperature. ———————————————— Finally, it will be rolled onto a spool to form a finished product. DIY type filament production systems use the above method of FDM 3D printers of pushing the filament into the extruder to get the correct size of the filament. The existing process consists of some of the disadvantages like increase in machine cost, as the process is more tedious and contains more technical equipment these machines require trained labours. The size of machine is also huge and it cannot be easily installed in small scale industries and for laboratory uses in institutions. Also the cost of maintenance is comparatively high. So in order to overcome all these disadvantages mentioned above, a new methodology has proposed in this paper. In the proposed method, the whole setup of the machine is reduced to a table top portable extruder which can be carried out to any places. The setup consists of a hopper where the granules or ABS pellets are loaded and it is made to flow through a pipe with the help of wooden drill bit where the material is heated and melted with the help of heating cartridge. Then, these temperature values are loaded into Arduino UNO which automatically controls the temperature between specified ranges. 2 PROBLEM DEFINITION 2.1 Literature Review Alvaro Goyanes et al (2014), their project is to design and build an extrusion machine that makes 3D printer filament from water bottles, these water bottles are usually polyethylene terephthalate (PET) materials which are taken as intake for making filament. Mark D Grooms (2016), their project is to develop a 3d printer filament extruder at low cost with the help of the materials and components that they got the scraps and they discussed to use easy available materials to finish the entire product. Antonim durna (2014), this article deals with the modification of the nozzle and its entire assembly with a hot end, so that it was not necessary to use a Teflon insertion and to reach the maximum temperature of the nozzle. Rina Abdullah et al (2017), they developed an automatic temperature control system for smart tudung saji (sweet) using arduino microcontroller which helped us to know the design behind interfacing the microcontroller and the temperature sensor equipment. Kreiger et al (2014), here they • P.Ravichandran is currently working in Kongu Engineering College, Erode, Tamilnadi, India, PH-6374304743. E-mail: prc.mts@gmail.com • C.Anbu is currently pursuing master degree program in Mechatronics Engineering in Kongu Engineering College, Tamilnadu, India. • R.Poornachandran, M.Shenbagarajan and K.S.Yaswahnthan are currently pursuing under graduate degree program in Mechatronics Engineering in Kongu Engineering College, Erode, Tamilnadi, India. IJSTR©2020 www.ijstr.org 3771 INTERNATIONAL JOURNAL OF SCIENTIFIC & TECHNOLOGY RESEARCH VOLUME 9, ISSUE 01 , JANUARY 2020 discussed the different types of materials that can be used for 3D printer applications and their properties of the material based on melting temperature and solidifying temperature. Meera Mohan et al (2017), in this project they have researched and studied about the different types of temperatures sensors that can be used in different applications to measure the desired temperatures. Seyeon Hwang et al (2015), in this project he had studied and analyzed about the different types of materials that can be used in the filament extrusion process and also their different mechanical properties that has to be consider while selecting a filament. Adhiyamaan and S.H.Masood (2014), have presented a study of dynamic and mechanical properties of fused deposition Modelling (FDM) on rapid prototyping processed material such as acrylonitrile butadiene styrene. It involves the measurement of damping properties of the material as it is deformed under stress. Lihan Huang and Joseph Sites (2007), proposed a paper of automatic control of microwave heating process for n package pasteurizing of beef frankfurters which helps used how to control the temperature for the process. ISSN 2277-8616 2.3 Proposed Solution In proposed method, the whole setup of the machine is reduced to a table top extruder and also it is portable which can be carried out to any places. The setup consists of a hopper where the granules or ABS pellets are loaded and it is made to flow through a pipe with the help of wooden drill bit where the material is heated and melted with the help of heating cartridge .Then, these temperature values are loaded into arduino UNO which automatically controls the temperature between a specified range. Automating the process, decreasing the requirement of the labour, Can be used in small scale industries especially in institutions, The system contains simple controls which is flexible to the operator neglecting the need for skilled labour. 3 METHODOLOGY The methodology and stages in designing of the proposed model is shown in the Figure 3.1 2.1.1 Summary of the Literature A detailed literature survey provides information about the technology used in developing a table top 3D printer and analysis of ABS and other plastic granule material. Hence it is decided to use ABS material as a raw material for this work. The control of temperature during the extrusion process is an important one in this work, because it has to be maintained between specified temperatures. The controlling of temperature is done by using micro controller control system. 2.2 Existing System The existing machine which is used for extruding the 3D printer filament is usually huge in size and it is also not adoptable for every place especially for small scale industries and also in institutions for laboratory purposes. These types of machines need high and frequent maintenance and also a trained labor to operate this and it is also not cost effective when it is being used by the institutions or small scale industries. The existing system 3D printer filament extruder is shown in the Figure 1. The disadvantages of the current method is increase in machine cost, required trained labor, only suitable for large scale industries, Cost of maintenance is high. FIGURE 2. METHODOLOGY 4 FEASIBILITY STUDY Feasibility study aims to objectively and rationally uncover the strengths and weaknesses of the existing business or proposed venture, opportunities and threats as presented by the environment, the resources required to carry through, and ultimately the prospects for success. The purpose of the feasibility study is resource determination. 4.1 Economic Feasibility As the proposed project consists of less mechanical structure and less electronic kits are involved in it the cost onof the project is comparatively low i.e. is 75% reduction when compared to the existing model or machine. Hence the proposed model will be feasible to implement and will reduce the cost. FIGURE 1. EXISTING SYSTEM 4.2 Operational Feasibility Since the project possesses only a simple additional programming into the Arduino, there is no complex process involved in the process. As extruding operation happens 3772 IJSTR©2020 www.ijstr.org INTERNATIONAL JOURNAL OF SCIENTIFIC & TECHNOLOGY RESEARCH VOLUME 9, ISSUE 01 , JANUARY 2020 automatic and the human intervention is needed only on loading and setting the melting temperature of the material. Being a simple process, even a unskilled labor can do this process very efficiently. 4.3 Technical Feasibility Technical success of the system relies upon the work expected from the mechanical and electrical section. The fabrication of the project is simple it contains simple mechanical structure. The integration of the sensors and other electronic components are simpler and easy to integrate and work. 5 DESIGN SPECIFICATIONS 5.1 Conceptual Design ISSN 2277-8616 9 DC Fan 12V DC 10 Motor controller 12V DC 11 I2C Module 5V DC 6 FABRICATION PROCESS 6.1 CAD Modelling Designing is the most important stage of any product. This machine is designed using solid works software. Initially the part drawings were made to the dimension specified and then the parts are assembled as shown in Figure 4. The reason for choosing solid works over AutoCAD is the fact that the ease with working in the former one. Figure 4 shows the solid-works model of the proposed system. FIGURE 3. 3D PRINTER FILAMENT EXTRUDER CONCEPTUAL DESIGN From the conceptual design the morphology analysis is made as follows and with the help of Design Data book various components suitable for each function in the process are selected. 5.2 Components Based upon the design calculations and according to the need as required in the project, the components are carefully selected and listed in the Table 1. FIGURE 4. SOLIDWORK MODEL OF THE PROPOSED SYSTEM 6.2 Electrical Section The electrical section consists of microcontroller circuit, relay circuit. All the circuit connections are given with the microcontroller circuit which is built using a microcontroller development board. Relay board has relays which convert the signals from the microcontroller to actuating components. The Proteus model of the project is shown in the Figure 5. TABLE 1. COMPONENTS USED S.No. Components Descriptions 1 Thermister 5V DC 2 Relay module 5V DC, 230V AC 3 Drill bit Wood 4 Heating Cartridge 12V DC 5 Microcontroller Arduino Uno 6 DC Motor 12V DC 7 LCD Display 5V DC 8 Cylindrical pipe ½ inch dia FIGURE 5. PROTEUS MODEL The signals from the microcontroller cannot be directly used for outputs.so the required voltage is achieved by relays. 3773 IJSTR©2020 www.ijstr.org INTERNATIONAL JOURNAL OF SCIENTIFIC & TECHNOLOGY RESEARCH VOLUME 9, ISSUE 01 , JANUARY 2020 ISSN 2277-8616 6.3 Mechanical Section The mechanical section consists of frame or chassis which forms the base of the prototype on which the extruder, hopper and electronics system can be placed. The mechanical section consists of frame for horizontal setup which is fixed and frame to cylindrical pipe which has a drill bit fixed inside it. A slot is made on the cylindrical pipe and a hopper is fixed on it where the ABS pellets are loaded. A die is fixed at the end of the pipe with the specified diameter of hole in it through which the filament extrudes. FIGURE 7. 3D PRINTER FILAMENT EXTRUDER SETUP 6.4 Working Principle Figure 6 shows the block diagram of the proposed system which involves the process. 7 CONCLUSION AND SCOPE FOR FUTURE 7.1 Conclusion The prototype for 3D printer filament extruder was successfully developed. The developed system has the ability to produce filaments from the wasted materials during the process. The whole setup is miniaturized as possible which is a portable one and can be adopted to small scale industries and also to educational institutions. This developed product reduces maintenance; no trained labours are required and overall reduce the operating cost and investment of the machine. The greater accuracy and control over the process can be achieved. Real time implementation of this system may require some changes in design according to the need of the customer. FIGURE 6. BLOCK DIAGRAM OF THE PROPOSED SYSTEM The whole setup consists of two sections, mechanical and electrical. The mechanical setup consists of a hopper which is fitted on the cylindrical pipe is used to load the ABS granules. A wooden drill bit which is used to drive the pellets is placed inside the cylindrical pipe. A DC motor or actuator is used to rotate the drill bit inside the pipe and the speed of the motor is controlled with the help of a 12V DC motor controller. Two heating cartridge of 12V DC is clamped on the pipe to heat and melt the filament and a temperature sensor(Thermistor) is also clamped on it to measure the temperature and it is controlled within a specified range with the help of the microcontroller and also the temperature values can be viewed on LCD display. Once the granules are loaded and the motor is turned on the drill bit starts to rotate and this bit carries the granules from the hopper to the die through the cylindrical pipe. During this time the material is heated and melted inside the pipe with the help of heating cartridge which is clamped on the pipe and the sensor senses the temperature and sends feedback to the controller which keeps the temperature within the specified range. Then this melted material comes through the die as a filament and gets solidified on room temperature. In order to increase the solidification process a 12V DC electrical fan is placed on both the sides of the die to cool it and the filament is fed to the roller to roll it. The full set up of the proposed model of filament extruder is shown in Figure 7. 8 REFERENCES [1] Adhiyamaan Arivazhagan, Masood.S.H., 2014, Dynamic Mechanical Properties Of ABS Material Processed by Fused Deposition Modelling,International Journal of Engineering Research and Applications, 2(03),pp.2009-2014. [2] Antonim Durna, 2017, Modification Of The Nozzle Assembly in a 3D Printer For Printing Materials With Higher Melting Temperatures, Chinese Journal of Sccientific Instrument,3(04), pp.53-61. [3] Alvaro Goyanes Fused-filament 3D printing of drug products: Microstructure analysis and drug release characteristics of PVA-based caplets,2016, 514(01),222-229. [4] Kreiger.M.A, Mulder.M.L., Glover.A.G., Joshuna Pearce.M., 2014, Life Cycle Analysis of Distributed Recycling of Post-consumer High Density Polyethylene for 3D Printing Filament. [5] Mark D Grooms, 2016, Filament Extruder for Recycling Printer Scarp, The International Conference on Design and Technology,2017,pp.104-111. [6] Mazher Iqbal Mohammed, Meera Mohan, Anirudra Das, Mitchell Jihnson.D., Parminder Singh Badwal, Doug Mclean, Lan Gibson, 2017, A Low corbon Footprint Approach to the Reconstruction of Plastics Into 3D-Printer Filament for Enhanced Waste Reduction. [7] Rina Abdullah, Zairi Ismael Rizman, Nik Nur Shaadah Nik Dzulkefli, Syilaizawana Ismail, Rosmawati Shafie, Mohammad Huzaimy Jusoh, 2016, Design an 3774 IJSTR©2020 www.ijstr.org INTERNATIONAL JOURNAL OF SCIENTIFIC & TECHNOLOGY RESEARCH VOLUME 9, ISSUE 01 , JANUARY 2020 ISSN 2277-8616 Automatic Temperature Control System for Smart Tudung Saji Using Arduino Microcontroller, ARPN Journal of Engineering and applied Sciences,11(16), pp.9578-9581. [8] Seyeon Hwang, Edgar Reyes, Kyoung Sik Moon, Raymond Rumpf.C., Nam Soo Kim, 2015, Thermo mechanical Characterization of Polymer Composite Filaments and Printing Parameter Study for Fused Deposition in the 3D printing Process, Journal of process control,13(03),pp.51-58. 3775 IJSTR©2020 www.ijstr.org