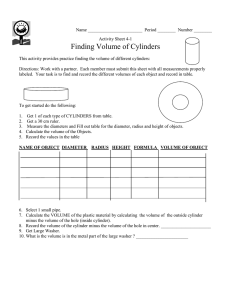
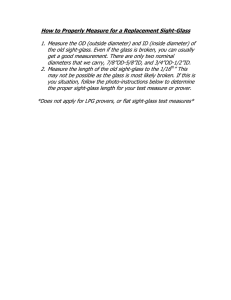
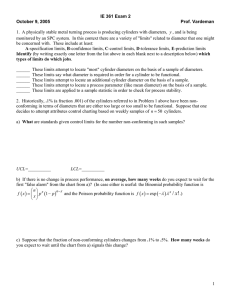
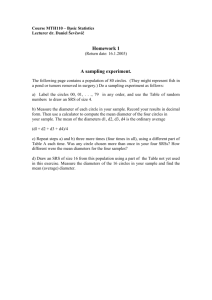
Contrast Resolution Background: Contrast resolution, sometimes referred to as functional resolution or low-contrast detectability, is a test of an imaging system's ability to detect and display the size, shape, and depth of dark, or anechoic, target structures. This test indicates the smallest diameter target a system can resolve at a given depth. When performing this test, anechoic targets should appear circular with sharp, clearly defined edges, and be free of any observable shading (echo fill-in). Possible sources of echo fill-in include poor resolution (which causes speckle from the echogenic background to spread out into the anechoic target), internal system noise, the presence of side lobes in the ultrasound beam, and defects in the image processing architecture. Figure 1 provides a good example of echo fill-in. Figure 1 The 8 mm targets in the ATS 539 appear to shrink with depth as speckle in the background fills in the target. Other sources of fill-in include electronic noise and side-lobes in the ultrasound beam profile. When imaging anechoic targets, bright echoes may be observed at the top and bottom of anechoic targets, as shown in figure 2. These echoes are normal specular reflections and do not present a problem. Figure 2 The bright echoes at the top and bottom of these contrast targets in the 54GS phantom are due to specular reflection at the interface between the target and the background. These are normal and do not indicate a problem with the system. Contrast resolution testing also provides a good opportunity to check for horizontal banding in the image, a uniformity artifact caused by problems with the system software or electronic circuitry. While this problem is rare, horizontal banding can be missed in the Image Uniformity & Artifact Survey due to the limited depth of field used in that procedure. Measurement Procedure: In the Model 40GSE, contrast resolution is measured using anechoic stepped cylinders, whose diameters change as the transducer moves along the width of the phantom (figure 3). Figure 3 Layout of the anechoic stepped cylinders in the Model 40GSE The procedure for measuring contrast resolution in the 40GSE follows: 1. Position the transducer over the anechoic target structures so that a pair of round targets are visible at each depth. 2. Scan along the length of the cylinder to determine the size of the smallest cylinder visible for the first pair of targets (1.5 cm deep). While scanning, examine the image for geometric distortion and areas of non-uniformity, particularly horizontal banding. Freeze and save images for any detected artifacts. 3. At each depth, save images showing the smallest detectable cylinder at each depth. Record measurements in QA portal. 4. If artifacts were detected during step 2, repeat the scan at a different location to rule out a defect in that region of the phantom. If the artifacts are still present, repeat the scan using a different gain and focal setting. Be sure to save images of any artifacts found. Finally, document your findings in the “Distortion Assessment” field of the QA portal and make a pass/fail decision based on the clinical significance of the finding. This may require consultation with the system manufacturer and the physician in charge. Figure 4 Three different cross-sections of the anechoic stepped cylinders as imaged with an abdominal probe. In the top image, the largest step running down the middle of the image are visible diameters (6.7 mm diameter at a depth of 1.5 and 4.5 cm; 10.0 mm diameter for 7, 10 and 13 cm depths). The smallest step diameters to the left of the larger steps are not visible due to limited resolution. These steps are 1.3 mm in diameter at 1.5 and 4.5 cm and 2.0 mm in diameter at 7, 10 and 13 cm. In the middle image, the next set of step diameters (4.5 mm for 1.5 and 4.5 cm depth and 6.7 mm for 7, 10 and 13 cm) are visible. The 2.0 mm step to the left is visible at 4.5 cm but not at 1.5 cm. The 3.0 mm step is visible at 7 and 10 cm, but not at 13 cm due to fill-in from electronic noise. In the bottom image, the diameter of the two columns of step diameters match (3 mm at 1.5 and 4.5 cm and 4.5 cm at 7, 10 and 13 cm). The cylinders are visible at all depths (although the left cylinder at 1.5 cm is difficult to see at this resolution). Thus, on the QA portal the following values would be entered for the smallest visible step diameter: - 1.5 cm: 3 mm 4.5 cm: 2 mm 7 cm: 3 mm 10 cm: 3 mm 13 cm: 4.5 cm 16 cm: skip, since it is outside the maximum depth of penetration Figure 5 Three different cross-sections of the anechoic stepped cylinders as imaged with a small parts probe. The only cylinders in the field of view of this transducer are those at 1.5 and 4.5 cm. In the top image, the largest step diameters (6.7 mm) on the left hand side are visible at both 1.5 and 4.5 cm depths. The smallest step diameter (1.3 mm) is visible at a depth of 1.5 cm (but is difficult to see here due to the quality of the image) but is not visible at 4.5 cm due to signal attenuation / loss of contrast. In the middle image, the next set of step diameters on the left side (4.5 mm) are still visible, while the 2.0 mm diameter cylinders to the right are also visible.. In the bottom image, both cylinders are 3 mm in diameter and are visible at both depths. Thus, on the QA portal the following values would be entered for the smallest visible step diameter: - 1.5 cm: 1.3 mm 4.5 cm: 2 mm 7 cm: skip 10 cm: skip 13 cm: skip - 16 cm: skip