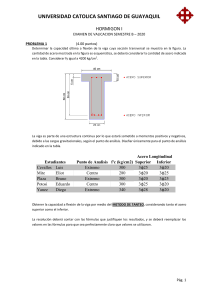
está muy buenas tardes una vez más muchísimas gracias por estar con ustedes por permitirme compartir este espacio tiempo su vida de trabajo bien dando continuidad a esta serie de un lado y el agua en esta ocasión tenemos ah aplicaciones muy particulares hoy operaciones de trabajo frío y principalmente vamos a molestar el contexto de estampado por qué tengo certeza persona de los procesos de mayor nivel de uso en el ámbito industrial en comparación con otros del trabajo en frío y ya cuando estemos enfermas trabajo también tema inicial a otro sistema de distribución diferente no tengo la fuente pero entrevista estimó que aproximadamente un 90% de todos fríos se lleva a cabo procesos de hambre de estampado quiero iniciemos reportando algunos temas queremos otro en el pasado usar con ha recordado este modelo que le hemos llamado de varias herramientas ya en algunos casos hemos podido tocar algunos de los que está apareciendo aquí y hablamos unidades los aceros si no hemos tenido algunos puntos de mencionar con respecto al diseño de la herramienta hemos mencionado por supuesto sin ser especialistas la dedicación bueno algunas características de importancia a considerar durante la manufactura de los herramentales independientemente del destino al que vayan tocamos ya la parte de tratamiento técnico profunda ambiental por supuesto no hemos dicho nada con respecto a la herramienta antes de que esta operación seguramente conforme vayamos avanzando los diferentes temas habrá algunos puntos donde sí podemos puntos de atención antes del arranque particularmente hoy vamos a ver qué tiene que ver el material que estamos procesando en el desempeño de mi selección el tipo de hacer herramientas igual condiciones de operación es una cuestión que iremos tratando o con unos vayamos metiendo de proyectos sectores de trabajo crazy con respecto a la atención del operador bueno pues esto es un día con viento en señalar la expo de librada a veces nos acostumbramos las cosas son de esta manera entonces bueno allí que tiene mucho de la oportunidad que nos vemos para poder cambiar tomando en consideración lo que hemos estado viviendo y bueno ahora va a intervenir el por qué debemos de considerar que el mejor lo que hoy estamos usando y como lo estamos usando ya no es lo más adecuado tiene mucho que ver con el tipo de material que nosotros estemos transformando igual recordar el concepto del modelo del iphone y por supuesto este en varias compañías de acero todas ellas convergen en que si hubiéramos nosotros una herramienta que va a trabajar en algún tipo de operación el impacto que tiene el tipo de acero que nosotros usamos posible entre un 10 y 15 por ciento del valor de la herramienta como tal si nosotros pudiéramos visualizar todas aquellas variables que suceden en el proceso y que tienen que ver a lo mejor con algún retraso materiales o chatarra tengo que repararla también está el costo de la permita realmente es insignificante bien tenemos la oportunidad espero que si podemos llegar a él a agregar algunos casos de éxito que hemos tenido aquí en méxico porque actualmente estamos acostumbrados a ver casos de éxito en otras latitudes solamente lo comentamos pero creo que ya estamos en posibilidad en este sector del trabajo inferior hablar hablar de algunos casos de éxito bueno conceptualizar el aspecto de donde estoy trabajando vamos a mencionar tres formas de poderlo identificar dos tienen sustento la tercera no tiene sustento esta primera que tiene sustento tiene que ver mucho con aspectos de la metalurgia desde los metales entonces nos dice nosotros tomamos en consideración la temperatura de función elemental que vamos a trabajar y no estoy hablando de liberaciones de cobre de niño no estoy hablando de acero simplemente hablamos de un material mental de considerar no importando el tipo si toma en consideración la temperatura de función de ejecución y en este momento x material yo digo que de su temperatura de fusión es de 1.000 grados celsius si yo está este material de esta materia prima la trabajo por debajo del 40% de la temperatura de fusión podemos decir que estamos trabajando en un proyecto si nuestro ejemplo decíamos 1000 grados celsius si yo trabajo de 400 grados celsius la temperatura ambiente yo digo que estoy trabajando y este mismo material lo trabajamos 70% de la temperatura de fusión hacia arriba entonces hablamos que estamos trabajando en creyentes si este mismo material nosotros trabajamos entre el 40 y el 70 por ciento de la temperatura de fusión de este metal entonces hablamos de trabajo y creo esta es una forma de ver lo que tiene que ver con el concepto de temperatura de represa lización de los metales otra forma de conceptualizar y basados en una norma internacional europea que es la vez en el hizo 47 que aplica específicamente para hacer el grado herramienta señalan que si la temperatura de la superficie de la herramienta cuando está en operación sobrepasa los 200 grados celsius entonces estamos trabajando en también si la temperatura de la superficie de esta herramienta está por debajo de los 200 grados celsius entonces decimos que estamos trabajando recordemos que particularmente los aceros son más los conductores de calor no importando si estuviese una pieza por la herramienta a 1000 grados celsius por supuesto que el material no va a tomar esta temperatura de manera inmediata debido a la baja conductividad llevaría mucho tiempo para poderlo alcanzar como una operación continua con estamos trabajando en caliente popularmente interviene en procesos enfriamiento pues seguramente ahí vamos a poder controlar la temperatura superficial del ambiente y la tercera forma una manera muy simplista porque a veces no estamos meternos en los técnicos bueno regularmente digo bueno si nosotros necesitamos transformar de una materia prima y a esta la vamos a calentar vamos a unificar dos vamos a incrementar su temperatura podríamos decir que estamos trabajando en caliente si por el contrario para transformar una materia prima no necesito introducir calor estamos trabajando en frío pero por supuesto esta esta tercera forma de verlo es solamente un concepto muy coloque una vez que hemos identificado qué significa cómo podemos conceptualizar los ámbitos de manufactura para transformar una materia prima no importando ahora sí que estamos hablando plásticos son dos niños pobres que se quitarnos con lo que nosotros hacemos la transformación les vamos a dar mayor a mentales entonces hay tres grandes rubros para conceptualizar a los herramentales si podemos hablar del trabajo en caliente moldeo de plástico y trabajo en frío dentro de estos tres rubros obviamente hay una subdivisión por aplicación específica lo que ahora estamos viendo no significa que sean todos en haber algunos que son a lo mejor menos comunes en solución industria vamos a hacer que esto es lo más común hay procesos adicionales que no están conceptualizamos aquí en particular hoy hablaremos entonces de trabajo en frío nos vamos a enfocar específicamente a lo que es estampado de estampado podríamos decir bueno yo tenemos la materia prima y que en este caso es una lámina una lámina en que la vamos a introducir a una prensa a un troquel dentro de esta máquina vamos a poner precisamente las herramientas los troqueles los dados van e interactuar con la materia prima la lámina y le van a producir un componente el componente que lo vamos a ir integrando a una parte final para generar un producto que actualmente nosotros usamos así como pues este ejemplo automotriz podemos pensar que la habitación de una licuadora la estufa del extractor de algún componente litro por un grupo eléctrico un componente o industria aerospacial etc es decir este concepto de trabajo el brillo de la nave estampada o hablar de que hay operaciones involucraron al decoro troquelado conformado aplique en cualquier hábitat en cualquier ámbito que produce bienes con nosotros como seres humanos habitualmente vamos a estar consumiendo entonces nos vamos a visualizar a recordar para estos aceros que intervienen en esta situación de trabajo caliente perdón de trabajo frío pero quiero terminar que recordemos algunos conceptos básicos que tienen que ver porque el buen desempeño tienen que ver obviamente por los elementos 500 que lo conforman y unos de los principales responsables del incremento de la dureza porque la mayor cantidad de los aceros que nosotros usamos para podernos obtener las propiedades mecánicas tenemos que someternos comportamiento térmico de endurecimiento y el más común va a ser tener devenido y el poder alcanzar un determinado nivel de pureza va a depender en primer instancia del contenido de carbono pero no por más carbono que yo pueda meter en el acero ya sabemos que la regla básica visitas tanto 2% lo cual ya hemos comentado que voy a hacer los que tienen hasta el 3 por ciento pero no por más carbono que metamos al acero la dureza va a crecer proporcionalmente y de forma infinita en un crecimiento asintóticos y va a llegar un momento que por más carbono que tengan no va a ser posible visualizar de manera natural un incremento en avilés también recordar cuáles son los elementos principales de la ciudad los elementos químicos de la acción que van estar presente la mayoría de los aceros seguramente en el caso de la materia prima de la lámina que nosotros vamos a estampar vamos a transformar habrá algunos otros elementos que van a condicionar un comportamiento de la misma lámina pero bueno no lo estamos viendo en este momento porque nos enfocamos básicamente a los aceros que van a transformarse en una herramienta para poder modificar la materia podemos ver en este recuadro que ya lo habíamos comentado tres divisiones donde involucra dos propiedades mecánicas inducir lo llamamos como características tecnológicas que nosotros buscamos desarrollar en el acero para poderla llevar abuso mientras hablamos de características tecnológicas con vista laureles a la distancia de las termas finalidad de platicar estabilidad dimensional vides en caliente o meternos en propiedades mecánicas la distracción atención comprensión de compresión densidades del impacto de utilidad futura térmica y física la resistencia de acción acción corrupción en este caso vamos a probar las propiedades físicas y no nos sean tan importantes y como hablamos de trabajo en caliente es muy probable que la dureza en caliente no nos interese y que tengamos que hablar solamente por ejemplo de fatiga mecánica entonces nosotros vemos que ese volumen se ha disminuido en donde están consideradas por una de las principales características a buscar en el acero y por otro lado sus propiedades mecánicas en donde nosotros veamos la flecha ascendente quiere decir que ese elemento químico particularmente nos va a beneficiar nos va a incrementar esa característica y seguramente nuestros peces algo que vamos a necesitar para la aplicación y al cual destinamos nuestro hacer donde veamos el signo negativo rojo quiere decir que ese elemento químico ahí nos va a afectar y entonces podemos ver que la combinación que tenemos aquí de lo que nos favorece y lo que nos favorece pues empieza una contradicción por ejemplo en carbono pues si nos ayuda en dureza existencial del duster hermosa afecta por ejemplo la tenacidad o la debilidad en el acero que habremos hablado en el pasado de velocidad la capacidad de los materiales de soportar esfuerzos antes de romperse o perdón de absorbente y antes de romperse la actividad en la capacidad que tiene un material es a poderse responder a poder se deforma antes de antes de la fractura pero por ejemplo tenacidad de utilidad vemos que elementos químicos como fósforo y azufre no son favorables y entonces con esto podemos visualizar cuál es la importancia de los diferentes aceros que existen aceros convencionales con nuevas tecnologías que se importan importante y podemos y podemos combinar para nuestro mejor desempeño de la herramienta pero esta manera y recordando la ministra tura porque se llama ese contador herramienta 7 - es una herramienta vienesa que el acero que contienen de puntos 5 y 1.5 por ciento de carbono lo cual es hoy en día tampoco ya es cierto porque ahí hay aceros que tienen hasta más del 2 por ciento de carbono pero bueno tomamos esto como la base del conocimiento y dice que intervienen algunos de los químicos el novenario externo cobalto y otros proyectiles de caso no los estamos viendo pero eso sería el concepto básico no luego también nos dicen estas normas que hay tres métodos de clasificación si por el tratamiento técnico para endurecimiento si por el destino de aplicación o la combinación de elementos químicos de esta forma llegamos a esta tabla que ya la habíamos comentado en alguna ocasión donde encontramos la subdivisión de los aceros crear herramientas entonces decimos para trabajo tío existente está un impacto aceros de otro para trabajo en caliente aceros de alta velocidad y aceros para moldes de paz particularmente hoy vamos a hablar de lo que tienen que ver con trabajo en frío así es que nosotros podríamos decir que estas dos partes que somos hacer durado herramientas para trabajar en caliente mente de plástico no son importantes en este momento lo cual no necesariamente es cierto en el sentido que aún cuando estemos diciendo que quieren un destino para trabajo en caliente no quiere decir que lo podamos trabajar en una operación del frío porque hacerlos que por ejemplo tienen muy alta tenacidad y podían ayudarnos en aquellos herramentales donde nosotros tenemos problemas de estructura o directa prematura pero hay que tomar en cuenta que su resistencia al desgaste como sería la mejor entonces el momento ahora nosotros tendríamos que combinar o tomar ciertas consideraciones para decir puedo o no puedo ir a esta aplicación en este momento bueno vamos a considerarlos fuera de lugar también señalar que obviamente conforme da hemos venido evolucionando en materiales que ya no son muy comunes que ya llegaron al concepto de su límite que no son muy comerciales entonces podemos decir hoy en día a lo mejor la sede w ya no es un acero que se use y que hay una aplicación de fabricación de las navajas para gallos 'progre' usan w11 probamos las aplicaciones es muy pequeño interno la serie de los s el s 112 5 oleson aceros que no son muy muy comerciales de 15 mil 735 serían de los aceros poco común lo que hemos dejado aquí a la vista diríamos bueno pues aparentemente forma parte de un 80 por ciento de demanda y mental bien entonces ya nos centramos estamos el trabajo activo que estamos hablando de estampado en caliente que ya nos visualizamos entre tipos de acero estamos trabajando abril entonces vamos a visualizar ahora cuáles son las principales fallas fallas a las cuales se van a exponer o van a sufrir los herramentales fabricados con los aceros grado herramienta para el propio frío particularmente en el caso estampado que podríamos decir que estas cinco fallas que vamos a ver son las más comunes en cualquier destino de playa dependiendo obviamente del material proceso y va a tener un va a tomar mayor o menor influencia de una de ellas inclusive podríamos encontrar una combinación de estas partes el primero podemos hablar de desgaste y el desgaste tiene que ver porque hay un contacto físico entre los materiales y va a tender a desgastarse aquel que es menos duro menos resistente al desgaste que el otro con lo cual está encontrar dentro del desgaste podemos hacer una subdivisión hablar de desgaste recibo y desgaste adhesivo en el caso del abrasivo es cuando el material de trabajo contiene partículas duras con la misma amabilidad y estas partículas duras son responsables de generar un desgaste abrasivo una erosión sobre la superficie del material para ello contrarrestar este desgaste abrasivo que necesito en el acero cuando darle mucha dureza en la medida que yo otorgó más dureza al acero mayor será su capacidad de resistencia y desgaste todos están muchos estamos familiarizados cuando estamos en un taller de manufactura de herramentales de repente habana y utilizan insertos de carburo carburo de tungsteno y que son las herramientas con las cuales desgastan arrancan y conforman un componente de una herramienta es tan duro que arranca metal entonces estamos hablando de qué significa ese rectángulo de usted no para los insertos de maquinado el acero entre mayor cantidad de carburos tenga mayor sea su dureza y mayor tamaño la resistencia del desgaste será superior o pondrán una mayor resistencia al desgastado así pero que tiene mucho cuidado cuando hablamos de alta dureza si pasábamos a largas t a decirlo este sucede cuando se está se está trabajando con materiales suaves también llamados adherentes y podemos hablar de los aceros inoxidables de las relaciones de administraciones de cobre y aquí es que al marginado al mínimo inoxidable trasero 300 el latón el bronce se darán cuenta que el material es muy chic lo sostiene embarrarse superficie de maquinado y es que estos materiales pues tienen esa característica tiene muy alta utilidad entonces esto hace que el material cuando se está trabajando entienda a unirse adherirse y cuando se está trabajando entre la herramienta y ese tipo de materiales por la presión de tener a un calentamiento excesivo puede haber una unión soldada que momentáneamente y con el siguiente movimiento [Música] se desprende y se va a desprender aquel material que no tenga la máxima utilidad y coincidentemente va a ser la herramienta con la cual nosotros estamos trabajando para contrarrestar este problema entre las características que tenemos que buscar en el acero expuesta tenga una alta dureza sea más difícil poder sorprender que tenga una ductilidad luego pareciera hacer estos pequeños desprendimientos de este material que finalmente quedó unido se desprenden se cae y pueden caer en el material de trabajo y entonces llevarme al desgaste abrasivo es aquí cuando hablamos de que podríamos tener entonces el problema de desgaste mixto hace muchísimos años alguien me dijo que es que el acero te limpio comúnmente en él un aspecto coloquial indicación a veces le llaman la aparición de piojos cuando nosotros tenemos precisamente este fenómeno de desgaste adhesivo y lo que vamos a observar en la superficie de la herramienta es como si el material estuviera tuviera pequeños poros y eso es desgaste archivo precisamente ese puro que se forma fue el desprendimiento que se tuvo del material un tercer fenómeno y que tiene mucha relación con lo anterior eres la adherencia es probable que material tan solo estamos trabajando tiende a adherirse sobre la superficie de la herramienta y esto va a suceder igual con aceros inoxidables aleaciones de aluminio entonces van a empezar por lo tanto pequeños fragmentos sobre la superficie del ambiente aquí lo podemos servirle a algo particularmente al acero para poderlo contrarrestar nuestro buscan un mecanismo diferente al acero para poderlo disminuir y el objetivo sería disminuir el coeficiente de fricción y como lo hago poniendo porque al menos uno importante que me favorezca la prudencia en movimiento entre los materiales y se cansa vamos a llegar al final vamos a aprender la mejor que nosotros aplicamos un recubrimiento metálico en la herramienta este poder ayudarnos a disminuir el coeficiente de función de formación plástica ponerte va a tener que ver cuando en el esfuerzo que estamos haciendo para la operación es mayor al límite las tipo del material y nos vamos a empezarlo a deformar y esto va a cambiar la vida de nuestra herramienta y obviamente ya vamos a tener ahí un problema de falla como contrarrestarlo busquemos una alta dureza en el acero que estamos utilizando para porque esta herramienta por otra vez entramos en un problema alta hundirse como lo hemos venido manejando la mayor dureza menor tenacidad por lo tanto mayor susceptibilidad al menos y en este momento de fractura por qué digo amigos en este momento de fractura porque hay otro fenómeno de falla en los herramentales para trabajo en vivo que se llama el de hostigamiento es decir el desprendimiento de pequeñas secciones de los pro material de trabajo y esto se debe a que estamos excediendo por la resistencia a la fatiga mecánica del material se empiezan a generar pequeñas fisuras porque tenemos baja de actividad baja en ansiedad en acero pequeñas fisuras empiezan estas a crecer se encuentran unas con otras y entonces viene el desprendimiento de ese pequeña fracción de nuestra herramienta y por último cuando la herramienta tenemos fractura completamente por supuesto tiene que ver mucho con la tenacidad del acero tendrá que ver obviamente con la cantidad institución tamaño de los carburos con algún otro componente que de manera natural nos aparecen los aceros y zonas metálicas cuando nosotros hablamos en el primer tema de fallas en los entrenos aceros hablábamos de este concepto de las inclusiones no metálicas es algo que tiene el acero de manera natural que lo vamos a poder eliminar así por ciento pero es entonces que podríamos hacer para disminuir esto y poder favorecer que la herramienta no sea tan sensible a la fractura por supuesto como lo hemos comentado y en algunas ocasiones las cuestiones derivadas del diseño como esquinas agudas pequeños audios ausencias de los mismos también con decepción variaciones en los espesores son puntos potenciales de la aparición de la fractura estas cinco situaciones de falla y que hemos comentado la mitad podemos concluir que son las comunes aparecen en las operaciones de trabajo en frío de empresario mentales lamentablemente hablar de dispuesta miento fractura o deformación es una falla que se conceptualiza como espontánea es decir no la pudo predecir y cuando esto sucede pues es muy costoso porque hay que fabricar una nueva herramienta sustituta y no hay forma de poderla reacondicionar por treta cuando hablamos de adherencia pero aquí tuve un error es desgaste y abrasivo y adherencia son causas que si las podemos venir y las podemos ver si las podemos predecir y en este momento nosotros podríamos tomar alternativas para poder extender las vibraciones entonces son estas las cinco posibles fallas pudiera presentarse una combinación de algunos de ellos lo común que quiera hacer adherencia perdón desgastadísimo con abrasivo y personamos de un concepto mixto en el caso de los herramentales de trabajo en frío bueno cuando están trabajando tenemos una alta presión para la operación de corte de conformado así entonces nosotros necesitamos que haya resistencia al desgaste que haya una resistencia la felicidad mecánica que haya una resistencia de formación hablamos que tenemos fricción y la presión nos va a dar desgaste y adherencia hablamos que el impacto en la operación entonces es sensible que nuestra para esta respuesta miento o fractura de la herramienta vamos a tocar más adelante este concepto de los aceros o materias primas de antecede a aacce ss ss que son nuevos materiales ya comentaremos es decir esto que nos llevan a poner en un mayor sacrificio nuestras herramientas y entonces las condicionantes de falla o la resultante de la falla serán mucho más agresivas que como lo hemos venido 7 en una alta presión lo puedo contrarrestar incrementando la agudeza de la sed y él tengo ficción para contrarrestar el desgaste yo necesito los carburos que habíamos comentado que haya una buena cantidad una buena distribución con un buen ingreso y además que el material sea dúctil tenemos sin embargo la manera de contrarrestarlo es mejorar e incrementar la tenacidad del acero estamos trabajando con este tipo de materia prima seguramente nosotros los vamos a necesitar un mayor del nivel de dureza para incrementar la resistencia de la compresión en el acero ok estos son los problemas de los cuales hasta este momento hemos comentado 5 y ambiente factura de formación plástico adherencia de qué manera puedo contrarrestar este tipo de fenómenos de falla la dureza que le podamos conferir al acero nos va el desgaste agresivo el adhesivo la deformación plástica y la adherencia del material carburos en el acero carburo de gran tamaño y tendencia de los mismos nos va a permitir contrarrestar los efectos del pasivo en el caso de desgastadas y como vemos el desprendimiento de los fragmentos del acero del equipo yo necesito mayor tenacidad y utilidad en un acero que necesito trabajar con un factor de rozamiento en blues metal es lo que conocemos como producción de decisiones y nuestro problema fuera de estos guía miento factura y trabajamos por un acero que tenga una mejor velocidad de actividad fundamente vamos a disminuir factores potencia sin problemas necesito más de 109 massa de diversidad tiene un amor profesional a cero ido a por un proyecto de porque siempre quise entonces ante problemas cómo podemos nosotros contrarrestar a los niños ya hemos comentado de que los aceros comunes además de alguna manera para la manufactura de herramentales yo trabajo en frío personas que está promoviendo aquí en el cuadro de 2 60 a 70 por ciento de las necesidades de herramentales para trabajo algo de a dos uno a veces tiene dos yo diría que el mejor y puede estar equivocado 0 1 ya está tendiente a desaparecer como 10 importante la manufactura de componentes para modernas mentales para troqueles para matrices entonces podríamos pensar que a lo mejor es de 12 lados la participación por ahí tiene el m2 y hay otros obviamente hacer tanta velocidad que utilizan para para pequeños punzones por algunos de ustedes estarán pensando es un cierto porque hay una gran cantidad de suministro de proveedores de comida de forma si tienen toda la razón estamos hablando aquí de aceros de alta velocidad con un m2 94 la mejor por ahí algún tipo de té pero ya inclusive son producciones naturales pero lo que regularmente muchos de nosotros hacemos es ahorita la herramienta y conforme las características que tienen mismo valencia haciendo la selección del tipo de materia pero pensemos que aquí está el mayor uso de los aceros para la estructura de real mentales para trabajo lamentablemente hay situaciones que han sido de toda la vida e interés podemos hablar de este proyecto de la publicación convencional de los aceros donde hacemos el proceso de difusión vamos al proceso de vaciado y ya no desde la composición química es la adecuada si se libera un proceso de vaciado de mingote era si son moldes de hierro para obtener lo que se conoce como el ingoal de posteriormente este limbo te va a una operación de porta en este concepto es una foto de una forja radial del imagina forjadora pero por supuesto hay martillos a trenzas pero el concepto si nos aplicamos de un lingote de cola va a romper su estructura cambiar su estructura a través de imposible un proceso de forja que es la etapa fuerte de la conformación de los materiales metálicos y solamente le vamos a dar forma a través de la eliminación esto sería producir programas de fabricación de los aceros y desde aquí nosotros empezamos a modificar las características del mismo pero ya cuando nosotros lo tenemos para estar fabricar nuestra herramienta bueno a través de un tratamiento térmico nosotros vamos a influir en algunos ámbitos y sus características este método tradicional de fabricación la que nos lleva ya veremos comentar una ocasión un fenómeno depurar los aceros se llama segregación cuando el acero lo tenemos en estado líquido bueno pues hay una muy buena disolución de todos los componentes y tenemos una una mezcla un informe pero el momento que empezamos el proceso de solidificación en algunos elementos químicos del acero que empiezan a buscar las partes más calientes de lingotes regularmente esta es la parte de la parte central del lingote entonces la composición química se excede se empieza a mover lo conserva la forja se empiezan a formar una gran cantidad de carburos y empezamos a aportar entonces las fotos que ven aquí que son tomadas de un libro del libro pero estilo nos muestran precisamente esas partículas blancas que son los carburos y podemos ver como su tamaño en la medida que el tamaño de la de la barra es más grande o no están perfectamente distribuidos inclusive podemos observar cómo se ven y como si fueran bandas entonces es una estructura compleja diferente pero genial que nos haría pensar que mecánicamente no es uniforme en la medida que vamos disminuyendo el tamaño durante la fabricación bueno pues si ya empieza a distribuirse de una manera de mejor manera pero sigue habiendo partículas durante las partículas chicas entonces el mismo material heterogéneo y estas características son completamente naturales y la parte importantes es esos componentes blancos que vemos aquí que le llamamos carburos en tres elementos químicos como usted mordente novenario son los elementos que van a contrarrestar el efecto del desgaste en las herramientas entonces si lo necesitamos pero que es mejor tener una mejor distribución de ellos mismos en la cero porque incluso esa combinación que vemos aquí puede darnos como resultado una variación en la dureza una vez que hemos templario la pieza y hablando ahorita de dureza y si recordamos la parte de tratamiento como dijimos a cero la temperatura definición lo vamos a esperar prácticamente que el súbito y con eso vamos a incrementar la dureza del acero ya habíamos hablado porque es la transformación de la mar que necesita del pspc pero cuando nosotros empleamos el material el material pues sí sí va a quedar muy duro por supuesto pero el problema es que va a ser pocos demás hace poco te nada va a ser un material muy sensible a la práctica y entonces por eso nosotros después de que hacemos el templo del acero del elemento súbito si lo llevamos a un segundo proceso de forma inmediata en el revenido en donde utilizamos determinada temperatura para la dureza que yo necesito que haremos recordado y lo pongo normalmente sobre la mesa de la mínima temperatura que mucha literatura nos dice en el definido deben ser 200 grados algunos libros por ahí dicen 180 pero bueno 200 180 mínimo dos horas y entonces con resorte le vamos a quitar esa esas tensiones que se tenían pues en la medida que nosotros incrementamos la temperatura de reunido la dureza se viene abajo pero se incrementa la tenacidad entonces el mínimo riesgo de fractura de la herramienta pero en la medida que nosotros usamos dureza por supuesto vamos a perder esa resistencia del desgaste para una aplicación particular de trabajo entonces estas dos situaciones entre dureza la baja velocidad o alta tenacidad pero dureza baja habrá una manera de hacerlas menos dependientes no pueden ser completamente independientes eso no no va a ser posible siempre mayor dureza pero habrá alguna manera de poderlo cambiar y entonces tendremos que ir a otro contexto de fabricación también lo habíamos comentado que iniciamos de la misma forma tenemos la función del acero la inclusión química es un informe en estado líquido se va al proceso de vaciado sin goteras obtenemos el mismo tipo de lingote pero en lugar de ir a la forja volvemos a reunir estos lingotes que ya teníamos la composición química correspondiente al tipo de acero ahora el lingote actúa como un electrodo reacciona con una escoria esta escoria va a atrapar ciertos elementos químicos anómalos para la aplicación de 10 dicen que hacemos un poquito de memoria ahora dejamos a la inferencia los elementos químicos pues ahí teníamos que será su postura en elementos nuria la tenacidad del arte y del acero bueno esos elementos químicos gran cantidad van a quedar atrapados aquí y entonces ya no vamos a tener un alto riesgo de pérdida de tenacidad útil y productividad por efecto de estos elementos químicos el material que va a pasar al fondo de esta en la manguera que ahora tenemos un sistema de control de enfriamiento lo cual nos va a restringir mucho que se ve como yo facilita la aceleración aunque no la vamos a administrar entonces estaríamos pensando que seguramente la estructura resultante será más uniforme más homogénea de un acero convencional una vez que sale de este proceso entonces ya nos vamos al camino normal del mundo con los mismos efectos de la forja a lo mejor no vamos a tener esos grandes carburos porque ya no los traíamos desde esta parte de algunos grandes aquí los podemos empezar a destruir luego nos vamos al proceso de laminación y resulta en todos ustedes que podemos tener un acero con diferentes características en la estructura y aquí les pongo un acero convencional para el trabajo es el de 2 donde vemos precisamente esas partículas blancas grandes que son los carbonos se alcanzan a ver como que van en línea en una sola dirección y lo comparamos con un acero de tecnología scr donde si en efecto como les dije siguen apareciendo pero ya no son tan masivos ya no están ubicados en una sola dirección y podríamos decir aún cuando manning no estamos llegando algo completamente homogéneo si tenemos más a esa condición en comparación de un acero y entonces nosotros podríamos considerar que bajo esta condición estructural los resultados que vamos a tener el desempeño de la herramienta seguramente serán mejores que en una cero convención y lo que no estaba precisamente ese proceso es que significa el lector en español la acción apostólica reductora o electro conductora se disminuye la celebración no se elimina es decir no podemos llegar a la perfección estructural mingote tu va a ser más homogénea vamos a tener un menor contenido de elementos químicos que no nos son favorables para la aplicación del producto hay aplicaciones donde las ofrece me ayuda es para el maquinado pero que no estamos hablando es importante para nosotros al final un material mucho más limpio menos impresionando metálicas es un momento le dije es algo natural en el proceso de fabricación de los aceros y tenemos menos una menor cantidad tendremos un acero con mayor tenacidad la estructura es más uniforme y por lo tanto podríamos esperar una mejor respuesta o más me por una respuesta más uniforme el tratamiento térmico con respecto a la dureza y tendríamos un material que se conoce como material es otro tipo que significa que podemos tener las mismas propiedades mecánicas en cualquier posición de un gran bloque de acero decir eso trópico no quiere decir que es exactamente lo mismo pero bueno la la variación que vamos a tener es mucho menos mayor lógico hizo es igual se usa pero no vamos a tener esa igualdad en cualquier posición pero la variación va a ser mucho menor y entonces nosotros vamos a tener una 0 donde vamos a tener una mejor velocidad y una mejor de utilidad y estas dos características hemos venido comentando que nos aceros para trabajo en frío es algo que seguramente voy a necesitar de esta manera ha sido un poquito más grande las imágenes anteriores podemos encontrar por ejemplo esa gran variación entre 10 convencional de plantación convencional y pongo uno de los aceros que más se utiliza hoy en día que es el de dos y lo comparamos con un acero tecnología s en particular a éste le llamamos 7 823 hay una cosa importante misionera aquí el dedo se le conoce como los aceros de la familia del 12% chrome si por ahí tienen la oportunidad de ver la combinación de elementos químicos prácticamente unos 805 de carbono del 12% de cromo es decir básicamente es carbón y chrome en cambio por ejemplo este 0 se conoce de la familia de los 8 % chrome tiene otros elementos químicos para formar otro tipo de carburos a diferencia de lo que es un dedo más adelante vemos los carburos son importantes porque con ellos vamos nosotros a poder contrarrestar uno de los principales problemas en el uso de real mentales para para trabajo son responsables de la resistencia al desgaste son de alta pureza resisten la abrasión el problema es que no son tan tenaces porque si retomamos el ejemplo de los insectos para maquinado es tan duro que renta metal pero si esté inserto se está se fractura muy fácilmente alta dureza baja velocidad mayor posibilidad de fractura algunos vienen desde el proceso de solidificación del acero otros y ahí también una cosa importante que no comentamos en tratamiento térmico es muy importante la velocidad de instrumentos después de la temperatura de utilización porque si nosotros lo hacemos de una manera violenta damos la posibilidad de la nueva formación de carburos que no estamos necesitando y que van a poner pierdo la tenacidad y productividad del acero regularmente están presentes en todos los aceros de herramientas y como decíamos el responsable de la resistencia mecánica el desgaste por su tenacidad un tipo de concepto pero para trabajo en caliente con también de importa es muy importante el acero es fundamental su cantidad su tamaño y su distribución porque con esto nosotros vamos a poder tener mejores condiciones en las propiedades mecánicas y las características mecánicas de los aceros de repente nos han comentado de algunos aceros del pasado por ejemplo la parte posterior de nuestro típico y ahí hay un par de gráficas comparativas entre dos propiedades básicas de los aceros de hacha para caliente para frío y poner esto es decir bueno esto ya existía es una gráfica comparativa y que aparece en un libro steve donde nos dice bueno vamos a evaluar la velocidad de diferentes aceros en comparación con su resistencia al desgaste entonces ustedes pueden ver que colocan muchos aceros que a lo mejor por ahí no son comunes pero se escuchaba y vemos que hay una gran cantidad de ceros y por supuesto los hubo hoy en día muchos de estos sacerdotes han desaparecido entonces vamos a quedarnos con el tema en donde vemos lo que resulta más común y todos podemos ver hoy pero si estos de trabajo en frío que está haciendo el h 13 o el 11 no pesos a 0 son para trabajo en caliente y fue lo que yo mencionaba hace rato el hecho que estén ubicados para aplicaciones de trabajo en caliente no nos dice que no lo podamos usar para trabajo frío pero te toman en consideración algo bien importante que su resistencia al desgaste en comparación con otros aceros no baja pero su tenacidad es alta entonces teherán existe una herramienta muy sensible a factura aunque importa por ejemplo una plata en cuanto el espesor de los octavos puede ser una alternativa de bus cuando yo tenga a un excesivo después de esta fractura de la herramienta pero debo reconocer que la resistencia de desgaste es baja ahora si nos vamos al de 20 de mayor uso para aplicaciones de troqueles tenemos que tiene muy buena resistencia al desgaste pero su tenacidad es baja y por eso comúnmente se nos está después pillando fracturando entonces para evitar ese fractura lo que nosotros hacemos es bajar la dureza en el momento que bajamos la dureza entonces ya estamos perdiendo el beneficio del tercero en la detención de ambos más ciudad para la fractura de costilla miente hombre muerto un mejor ingreso para poder contrarrestar más el desgaste archivo diferencia el desgaste agresivo pero no se puede tener las dos simultáneamente a la mejor lo que podríamos decir lo que encontremos si a 45 grados alrededor de esta fecha el fondo podría tener la mejor combinación de las carencias bueno hablamos de que para es sensible al desgaste porque obviamente vamos a ver lo más común y lo más común es la menos desgaste como un riesgo la tenacidad bien puede incrementar o modificar el lubricante para llevar a cabo la operación pero hay algunas situaciones que ilustra sobre todo la parte automotriz nos condiciona mucho en contra de las operaciones subsecuentes que van a venir entonces no es muy sensible a poderse utilizar y no sin problemas de desgaste podría yo aplicar un descubrimiento metálico sí por supuesto nada más que no todos los aceros son susceptibles a podés aplicar depende mucho del tipo de acero de la dureza que le demos del condicionamiento en la temperatura de re venido porque realmente cuando explicamos y poder movimientos alineamiento me acuerdo entonces hay aceros que comúnmente estamos nosotros recurriendo por ahí quien dice que no ven es el de dos no es un acero que se pueda porque al día de hoy el de dos se está descubriendo la semana pasada pastor joel si ves metálicos y el widget algo que nosotros un dúo en el ángulo hagan de cuenta que ustedes ponen un vídeo sobre un golpe si nos paramos en él como el colchón es muy suave vamos a romper el vídeo si nosotros colocamos una etapa de descubrimiento y hasta dentro de citando carbón duro y tanto exterior y la dureza de la base no es tan resistente es muy probable que esta capa ciento y entonces ahí nos pone una limitante de cuando sí o cuando nos podemos utilizar un recubrimiento para incrementar la resistencia al desgaste también el tipo de acero está es una de las opciones viables para poder mejorar la resistencia en tres días para mí qué es lo que me hace un problema es que la reventa ser esposa y yao es muy sensible a la fractura pues entonces vamos a bajar de dureza pero si le bajamos la dureza al acero entonces vamos a tener problemas con la resistencia al desgaste a la mejor una alternativa viable es cambiar de parecer el principio de la década pasada para los 2010 empezó a ver una evolución muy importante en la industria tomó clics donde se buscaba una restricción o una mayor eficiencia en el uso de los combustibles menor cantidad de emisiones entonces empezaban a poner situaciones restrictivas que llevó a la mls automotriz a empezar a migrar del tipo de acero para la fabricación de los componentes automotrices entonces y antes trabajábamos con un acero al carbono y los impresores de lautner muy grandes para poder preservar la seguridad del habitáculo bueno pues hay que bajarle peso y medida que se le baja el peso al vehículo pues el consumo de herramientas menor perdón el próximo de posible menor emisión de contaminantes es menos entonces por la forma pudo cumplir con esas regulaciones establecidas a nivel internacional con respecto a las emisiones pero en este caso la materia prima canobbio es decir originalmente los componentes con los pares en los vehículos podían formarse una manera muy muy fácil y sus características mecánicas no eran tan elevados con esta evolución lo que se propició fue la aparición de nuevos aceros para componentes estructurales pero resulta ser que éstos su capacidad de formación es menor pero su resistencia mecánica es elevada de tal forma de poder preservar la seguridad en el interior de la vital y entonces las condiciones de trabajo tuvieron que cambiar porque hoy en día hay diferentes partes del automóvil en donde se incorporan diferentes tipos aceros con diferentes características mecánicas para poder asegurar el interior del 20 este este diagrama hasta esta gráfica que tenemos aquí lo encontré es evitarla como la historia de lo que ha pasado con los diferentes aceros se utiliza como materia prima para la fabricación de componentes motriz de recuerdos por el de los años 2010 y antes se hablaba mucho de que era muy importante los aceros de embutido y el embutido está profundo no en donde la capacidad de formación del material era muy alta pero su resistencia mecánica mudas y lo que hoy vemos es cómo y empezamos a regresar a donde la capacidad de deformación de los materiales se ve restringida pero su resistencia mecánica se ven que nos trae entonces empiezan a aparecer una gran cantidad de hacerlos como los hs a los a hrs s y hablamos de a hacer o de transformación inducida y de pase doble y de martens y ticos al grado de hoy que los procesos de estampado en caliente se han puesto en boga para componentes automotrices porque su capacidad de formación sobre este ingirió lo más importante es que ya hablaremos de su momento cuando tengamos la oportunidad de reunirnos para hablar estampado ente ambiente es que mientras yo estoy haciendo esa operación estoy temblando estoy endureciendo el material para que después incorpore como un componente estructural y entonces hablamos de como los aceros han incrementado su resistencia mecánica pero han disminuido la capacidad de información y entonces los esfuerzos que ahora estamos utilizando para poder informar sus materiales son mayores a los cuales se someten los sacramentales para para trabajo en frío y por lo tanto es cuando le llamamos ese concepto el acero ha llegado a su fin no podemos nosotros seguir utilizando ceros de hoy cuando la materia prima a cambio aquí aquí estamos colocando un breve resumen de esa evolución de los aceros ser utilizados para procesar estampada mente aliento pensemos que esto era el origen de trabajan bien y no hay mayor requerimiento pero como hemos ido avanzando ya lo hablamos de hacer los micro alineados y se llaman hs significa abierto android o aceros de alta resistencia más creación en donde ya tenemos algunos componentes químicos algunos elementos químicos que se incorporan a la materia prima por eso hace rato que estábamos hablando de los elementos que conforman a los procesos había otros pero como no estábamos hablando de materia prima no importante mencionarlos ahora aparecen pero ya dentro de la materia prima y lo que provoca esto es que la resistencia mecánica de los materiales emite las tics o empiece a subir para esos materiales hablamos de 300 800 mega pascal es más o menos el estable el equivalente de 43 mil a 100 mil y reestructurada puedan pero también hablamos de aceros balísticos en donde el material se somete a un baño en caliente para conferir cierta condición estructural y con esa condición estructural nosotros estamos incrementando la resistencia británica para las labores del material duro y por lo tanto me va a costar más trabajo la deformación del mismo puedan tener que ejercer una mayor presión y como este concepto de line y tipo de participó en un comportamiento más o menos de un resorte pues entonces voy a tener un concepto que si hambre este impacto es decir yo como la pieza y toda la cabeza como que regresa entonces los procesos se empiezan a ser un poco más complicados luego hablamos de acceso de doble fase donde tenemos una fase suave como la perrita después ven cuando tocamos el diagrama de rock carbono y había un país de bajo contenido de carbono se llamaba la perrita resulta que esta fase es una parte suave del acero permite la deformación pero tenemos ya no confundo una combinación puntual de lo que se llaman amantes y está que recordemos que la fase dura de los aceros y donde ya estamos hablando nosotros sí de valores de resistencia mecánica de límite elástico que oscilan entre 500 y 1.000 mega pascal es 272 mil 945 mil a nosotros materiales por ejemplo y ya se llaman a htc es x implican a hacer los aceros avanzados de alta resistencia en donde ya estamos hablando de que si en el momento que yo estoy a seguir un proceso de formación el material está sufriendo una transformación porque tenemos y recordar por hay un concepto de la planta retenida cuando la unifrut ameal térmico y está con el paso del tiempo puede transformar a martín cita entonces ya empezamos a hablar de conceptos muy diferentes en el comportamiento de material entonces ya no estamos trabajando con la misma materia prima gesta ha cambiado y ahora tengo que buscar también la forma de hacer hablamos de unos aceros martens y ticos entonces imagínense la capacidad de formación lo dejamos aquí porque así como un mes más o menos pero claro y sirva como una base de tener una idea de las materias primas particularmente nuestro tema de trabajo que nosotros tenemos que pensar es cómo transformamos los materiales entonces si retomamos nuestro modelo de fallas mentales pues entonces ahora podemos ver porque el material que estoy procesando me lleva a la necesidad de cambiar el tiempo de hacer o grabó herramientas para trabajo en frío entonces como le gusta tomo trees tuvo la necesidad de emigrar por eficiencia bajo consumo de combustible mantener la seguridad entonces se empiezan a usar los aceros en componentes estructurales ya sea de supresión reforzamiento como ustedes quieran llamar en la parte de la suspensión lo que se dice es por la estructura del vehículo queríamos hacer una ciudad minas anteriores como es la estructura interior de un acero y a diferentes componentes entonces empezamos a trabajar con materiales cuyas características mecánicas son superiores y ahí digo vamos para atraerlos en este momento podemos hablar de hacer w de transformación inducida o hacer un marketing este tipo de material es lo que decíamos en su momento disminuye la capa gran formado por lo tanto me demanda un mayor esfuerzo en las herramientas al incrementar esa demanda es más sensible el desgaste es más sensible la fractura y entonces puedo tener algunos problemas de calidad de la pieza porque precisamente son materiales difíciles de poder deformar y van a poder regresar y no van a regresar a la función al final pero la geometría que yo he dado seguramente no la voy a conseguir a 111 de estos nuevos aceros se incrementan sus propiedades mecánicas vamos a llamarlo una media muy sencilla y simple incremento su dureza pero disminuye su capacidad de producción esto me obliga a una mayor presión en el conformado de herramientas lo que me va a dar una mayor posibilidad de formación en el elemental me va a dar la posibilidad del mayor desgaste abrasivo pero entonces decimos bueno vamos a meterle más dureza pero el problema es que la dureza como que es tan limitada para ciertos euros y la cuestión es que sintió el trabajo con más dureza entonces pongo en riesgo la tenacidad del acero en esa misma operación los aceros que yo trabajo pues están expuestos a mayores condiciones de desgaste a mayores posibilidades de fractura y a mayores esfuerzos de octave entonces yo necesito incrementar la resistencia al desgaste para poder mantener en operación mi herramienta y de uno de sus paros necesito la forma de evitar la deformación plástica del material pero debemos asegurar el riesgo de fractura respectivamente sin necesidad de entonces él se incrementa la resistencia al desgaste y como leemos van aguas un momento yo puedo subir la dureza del acero pero todo tiene un límite pero también podía trabajar con una combinación de diferentes carburos mayor nivel de dureza de carburos entonces empiezo a combinar las cantidades existentes en el acero entre diferentes elementos químicos para poder formar carburos de esta manera tengo diferentes tipos de carburos con nivel de dureza diferente tamaño esto me va a ayudar a contrarrestar el desgaste pero el problema de los carburos son puntos potenciales de falla para la pared para la aparición de respostería miento corta si ese es mi problema la sensibilidad a la aparición de las fisuras debido a los carburos porque se está rudos van a actuar como un punto potencial de inicio de grietas al estar expuestos a cargas alternativas de acción en su compresión quitar las picadas se empieza a ser más sensible la posibilidad de superar el límite a la fatiga mecánica de destinatario y entonces voy a iniciar con puntos des postilla miento o de grietas de los herramentales y resulta que esta necesidad me hace más sensible esa aparición de exclusivamente fractura porque ya sabemos que necesitamos carburos necesitamos que material no tenga instrucciones no metálicas para no poner en daños artificio la tenacidad necesitamos que nuestros herramentales sean menos sensibles a falla necesitamos disminuir el riesgo de puntos concentradores en la manufactura de la herramienta para evitar precisamente la aparición de costilla mente fractura para que pueda trabajar con encontrar la forma de cómo modificar el diseño de la herramienta pero estas dos condiciones básicas hay posibilidad de poder en proyectos en elche sí pero tendríamos entonces unidades de proceso de fabricación al trabajar con los materiales de alta resistencia yo necesito mayor resistencia al desgaste mayorista la compresión menos sensible experimento menos sensible a la fractura en formado menor desgaste y menos sensible de tal manera que si yo estoy haciendo un proceso deformado es decir que de alguna forma yo necesito aplicaron una alta presión para contrarrestar que la pieza regrese o no quede con la peluca que nosotros estamos buscando entonces esto aplicar una mayor presión de trabajo y entonces puedo tener problemas de adherencia de desgaste a décimo o de formación práctica es probable que yo pueda ayudarme con incrementar la dureza del acero pero el problema sigue incrementó la dureza de acero recordemos que los convencionales entonces tengo el riesgo de fractura pero también pueden empezar a considerar algunos condicionantes de modificación de la superficie del acero es decir considerar recursos muy comentados por supuesto este tipo de condicionantes de cambio pues van a estar en función del tipo de material de producción es muy probable que esta situación de operación de trabajo de mi herramienta en función del tipo de material desordenadamente de la misma que es fundamental como vienen en la lámina finalmente la complejidad de la pieza que vamos a hacer y cuánto voy a producir por ejemplo que estamos poniendo un acero una materia prima de alfa y 700.000 a pascal es la herramienta usada pues debe andar en un valor de 20 58 59 es muy probable que con un buen acabado superficial pueda disminuir el respecto del desgaste o bien puedo yo tal vez considerar ya los tratamientos de superficie es poco común trabajar en el estampado en frío con la menstruación es mucho más común aplicar descubrimientos como un tv de ese bebé y ya es la oportunidad de uso de estos materiales en cambiar de tecnología de fabricación de los discos a la corte vamos a tener lo mismo va a haber una mayor convención ante de esta mayor sensibilidad después díaz miento mayor posibilidad de adherencia lo mismo las características que tiene el material que estamos procesando cuáles podrán ser las necesidades de una herramienta que yo deba de trabajar de esta manera cuando nosotros ya estamos cambiando la materia prima con la cual estamos trabajando hoy en día debemos considerar que nuestros ahora mentales están expuestos a mayor desgaste mayor posibilidad del estiramiento y mayor posibilidad de deformación plástica por lo tanto yo necesito aceros para fabricar y herramentales que tengan alta dureza que tengan una alta resistencia a la compresión y entonces comúnmente estamos usando los dedos sin embargo el d2 es un acero muy susceptible de estiramiento porque tiene baja tenacidad si no quiero que se me dispositivo entonces bajo la dureza pero entonces pongo en sacrificio deseos de esta manera tenemos que empezar a considerar el uso de otras tecnologías como la es como una primera alternativa es de sustitución de los sociales convencionales donde hay una mayor independencia entre dureza y tenacidad sí sí mi herramienta se me desgasta sumamos dureza ponemos en riesgo la fractura por la baja tenacidad sin mi herramienta semi fractura y sumamos la tenacidad pero vamos a bajar la dureza entonces no encontramos ese equilibrio y alguna de las dos condicionantes de falla nos va a ganar entonces qué alternativa podríamos usar tal de poder tener cierta independencia introduce materiales y entonces podemos entrar a uso de nuevos aceros vamos a resumir como mucho ustedes trabajamos con una compañía alemana y la propuesta de los principales materiales que nosotros tenemos para procesos de estampado en el trabajo perdón ya habíamos hablado de lo uno del lado de los siete dedos por allí hay un acero de mediante contenido de carbono punto cromo y el m2 pero siguen estos aceros siendo los océanos con vientos menciona les aquí podemos ver que el acero que más podríamos llevar a un mayor nivel de dureza se le menos hasta 64 pero dependiendo la aplicación ya sabrá hacia dónde lo llevamos regularmente un m2 para estampar en frío no suele ir más allá de 60 62 bronce sin embargo considerado otros aceros como por ejemplo ven mucho 23 de cromo donde nosotros comerciales el contenido de cromo y demás 8% profesores conocer la familia 8% pero empieza a parecer otro tipo de elementos químicos que van a crear otro tipo de carburos muy diferentes a los que convencionalmente teníamos en el caso del de dos dedos hacia la policía moses un acero de la familia del 11 por ciento cromo con 1.5 por ciento de carbono por ahí hay algo de vanadio pero podemos ver cómo entonces la composición química del material empieza a modificar las características de los aceros y su desempeño hay otro que terminó muy probado en méxico que se los 312 que siguen perteneciendo a la familia del 8 por ciento cromo donde si es posible llegar a un poquito más alta en su gruesa y porque precisamente el contenido de carbono en este caso se enfrenta y nosotros comparamos los diferentes materiales en el caso de trabajo frío que lo que nos interesa que la herramienta nos hemos desgaste que la herramienta no se nos fractura nos pillen y que la herramienta no sufra deformación plástica que nosotros vemos el de dos el de dos por supuesto tiene una muy buena resistencia al desgaste en comparación de la dos en comparación del 17 y en comparación de lado pero nos damos cuenta que el d2 en tenacidad es muy bajo en comparación de la 2 y de lo qué pasa con el pri mucho 23 el punto 23 tiene una mejor resistencia al desgaste en comparación del de dos incluso del m2 el m2 si recuerdan esa tabla que poníamos que era de un libro nos mostraba que tenía una mejor en la ciudad que el de dos y efecto tiene una mejor tenacidad aunque su resistencia al desgaste no es tan buena pues con 823 nosotros tenemos una tenacidad similar al m2 por llamarlo de alguna manera un poquito inferior a veces 7 lc 7 es un acero que se usa mucho para cortes espesores grandes precisamente por la tenacidad y la menor sensibilidad de la partida si regresamos nuevamente a este diagrama de como amigo evolucionando y los aceros para los procesos de estampado podríamos decir que en la parte baja de esta gráfica pues trabajarán de manera normal los aceros convencionales como estaban los hemos estado utilizando por ejemplo de dos o tal vez el m2 o tal vez en lados cuando la resistencia mecánica de la materia prima empezó a evolucionar haciéndose de mayor nivel de resistencia menor capacidad de deformación es un buen campo de aplicación para poder migrar a los aceros de la tecnología s si nosotros vamos a la parte más alta y como decíamos hace rato es la parte doble ya empezamos a cambiar el proceso de estampado emigramos al proceso de estampado y taller si queremos resumir así quedaría la distribución de qué tipo de acero me conviene trabajar de acuerdo a mi materia prima que estamos transformando como pueden ver hasta hay un punto de traslape entre la posibilidad de uso de los aceros de tecnología scr en contra los aceros convencionales es decir vamos a tener un buen desempeño esta gráfica que usted encuentra en la parte posterior de los críticos que regularmente en nosotros nos manejamos con ustedes cumple con esa cualidad que veíamos que aparece en la literatura vemos dos características fundamentales y las necesarias para la operación una herramienta de trabajo mientras más nos desplazamos hacia la derecha los acero existentes hacia esa dirección tendrán mejor resistencia del gas mientras nos desplacemos elektra de las 10 hacia la parte alta tendremos un acero con mejor en la ciudad es decir menos sensible a la factura pero tu resistencia el desgaste es inferior en comparación de otros materiales si no es que sea buena o mala o sea tenemos que poner el punto de referencia porque necesita es muy bueno muy bueno con respecto a quién con respecto a qué es una parte importante no porque estemos en la parte baja de resistencia al desgaste los aceros son malos depende del destino de aplicación y aquí aparece precisamente el htc donde decimos oye lo podemos trabajar en procesos de trabajo en frío si por supuesto siempre y cuando el factor desgaste no sea determinante y como decíamos también en esa gráfica del libro nosotros trazamos una línea a 45 grados lo que esté alrededor tendrá el mejor equilibrio de tus características de resistencia al desgaste internacionales aquí colocamos el punto 23 como una propuesta nuestra para el uso de herramentales de trabajo en frío donde su resistencia de desgaste es ligeramente superior al de 2 pero su tenacidad es muy alta y comparativamente hacia 11 necesite es decir una buena combinación de material me gustaría y presentar este par de casos de éxito reciente principalmente de tomar la decisión de cambio entiendo que no a veces no es muy fácil cambiar de material y como veíamos cuando colocamos el modelo de live el costo del acero para fabricar la herramienta en comparación del costo de la herramienta es entre el 10 y el 15% es decir el impacto económico que se perdería por cambiar de acero no es tan relevante y mucho menos lo será cuando vemos el concepto global de lo que está abajo en el agua simplemente no queremos ver onlive ver y que nos afectan los costos de producción en este ejercicio y estábamos cortando una placa de un cuarto de espesor el problema natural de la herramientas fabricadas con él era un de dos era fractura esta compañía tiene un objetivo de 300 300 mil piezas por cada herramienta estaban más o menos a un 11% con el desempeño de dedos cuando se generó el cambio a uso de un acero tecnología scr hace un mes aproximadamente que tuvimos la oportunidad de términos para dar seguimiento de bajamos 167 mil voltios y la pieza seguía trabajando es decir en ese momento si estamos más o menos al 50% del objetivo pero en comparación de lo que se estaba haciendo ya estábamos cinco veces arriba 'zona cero' que a lo mejor si habita de una media muy simplista pues bueno pues está el doble y muchas veces de repente sabes que por lo menos tiene que ser dos veces no no tiene que ser dos veces en el campo que este compromiso que sean dos veces porque la medida que se obtenga un mayor número de piezas producidas y ya estaríamos usando una segunda herramienta de la manera convencional pues ya empezamos a incrementar los costos en este momento van 5 veces eso significa que la inversión original por supuesto que ya fue pagada y la herramienta sigue trabajando lo interesante de esto es que son casos y aquí en méxico otro ejemplo la fabricación de resortes helicoidales a través de un proceso de conformado en frío donde originalmente la herramienta era de 10 tipos de dos y el rendimiento promedio porque la falla prematura en la fractura posiblemente 35 mil piezas hoy en día con un acero de mucho 23 a un nivel de dureza de 58 67 no lo estamos llevando al máximo porque en este caso la falla original era fractura hemos logrado un desempeño de 15.000 piezas cuando el objetivo de 9 13 es decir hemos logrado tres veces más y este caso fue muy importante este año porque no tenemos tiempo atrás aproximadamente 1 metro iba muy bien de repente un cambio en el proceso de tratamiento térmico porque el templado ya nos tocábamos nosotros cuando vimos de tratamiento térmico el comprador no tiene por qué decir cómo se debe hacer el mismo es tratamiento técnico son ustedes los que tienen que decir como cómo se debe hacer tomó la determinación nosotros recomendamos desprevenidos cuando todo inició en 2010 estos cambios de de de operadores y el rendimiento se vino abajo por supuesto está pasando porque son piezas muy grandes más o menos 22 kilogramos y solamente trabajan las puntas el empresario y productor costo porque está pagando un acero más caro en comparación del de dos se mandan a hacer dos investigaciones por separado una se va austria y otra también con dos frentes diferentes y el resultado tienen un turista dando porque no se había revelado y a los 30 reto y eso provocó la pérdida de tenacidad en el acero y por lo tanto el tiempo de vida se vino abajo una vez que nosotros y antes de conocer el resultado de nuestro tomamos las piezas por esto porque es importante que respetemos las reglas del juego para lograr el éxito son los casos que tienen que ver en este año por supuesto los tomos no hoy [Música] no pudiéramos tener más casos de éxito como lo que acabamos de siguiendo en el tema de cómo de cómo nosotros podemos mejorar el desempeño de nuestros argumentales vamos hablar un poquito de tratamientos superficiales como tratamiento superficiales podemos hablar de temblar la fama a la flama por inducción pero por supuesto que no son tratamientos técnicos que se apliquen específicamente parlamentarios es decir esta parte diego lo está aquí y aquí aparece porque final de cuentas es un tratamiento ser exponencial igual pudimos haber puesto aquí segmentación porque es lo mismo pero no son tratamientos aplicables a la a los herramentales de trabajo en frío simplemente los ponemos como esquema comparativo tanto en la profundidad que se puede alcanzar y aquí voy a tener que tengo que cambiar el tipo de letra no son los milímetros que no sería un completo error son víctor mixtos aquí y entonces lo ponemos aquí como mecanismo de comparación hasta qué profundidad o qué espesor de acá para poder alcanzar porque en este caso estamos hablando de por ejemplo de croma hacia arriba es de afuera de la herramienta y superficial titulaciones por debajo de cuál es la temperatura del proceso a la cual se lleva a cabo esto cuál es el valor de dureza resultante el parámetro de comparación debido al espesor a la altura de capa que alcanzamos se hacen miren bikers no se miden roberts bien entonces sólo con fines comparativos tomen ustedes nada más estimaron y claro vamos a pensar de prevenir a cerrar por supuesto en méxico si hay quien hace ese bebé pero el método diferente la temperatura de que se puede alcanzar en el proceso es muy diferente por lo tanto no es tan sensible hay que hacerlo antes de temple del acero lo cual como que nos choca con respecto a lo que habitualmente nosotros estamos acostumbrados estamos acostumbrados a fabricar la herramienta casi terminarla al inicio lesionarla es mandar la temple de regresa con nosotros y acabamos dimensionalmente la pieza luego después si queremos la vamos a mandar a un elemento tipo prevé como de mitú de titanio que algunos tratamientos podemos ver los espesores de capa que te podemos alcanzar que realmente son muy pequeños por eso estos procesos del pvd dvd es el último proceso antes de que la pieza a trabajar es decir que esa la mandó a templar y ahí está la parte importante para definir cuál debe ser la dureza por la temperatura de retenido que debe de usarse para evitar que cuando en este proceso la dureza se venga abajo entonces regresemos al esquema del vidrio sobre el colchón y entonces lo que yo puse para beneficiar el desempeño de la herramienta simplemente no funciona y éste se venga abajo y yo he hecho un gasto edición entonces es importante que tomemos en consideración lo que nosotros pretendemos hacer desde el diseño de la herramienta y puede ser importante cuando hablábamos allí de la producción a los aceros y veríamos algunas características de los herramentales decir desde que ustedes están diseñando su herramienta tienen ustedes considerado el último proceso que pretenden aplicable y es ahí la parte importante con ustedes tienen que decirle a la gente que va a tratar técnicamente el material qué temperatura necesitan para que el material pueda someterse al recomendó que ustedes están esperando de esta manera que si entrábamos un poquito en breve de hoy en día hay una gran combinación de capas de elementos químicos que se depositan en ese tratamiento pvr y ahora vemos que es que espere que nos da este proceso nos da una gran dureza en la superficie por supuesto porque esto es a nivel superficial es decir por fuera de la herramienta nos da una muy buena resistencia a la abrasión reduce el coeficiente de fricción lo que nos va a disminuir el desgaste adhesivo y la adherencia del material recordemos cuando veíamos esas fallas potenciales de las herramientas que para disminuir el problema de la adherencia en el acero particularmente no había nada que hacer pero si en los tratamientos subsecuentes uno de ellos es la aplicación de un movimiento metálico nos da la resistencia a la oxidación y a la corrupción y recordar en este momento que los aceros de la herramienta nos hombres de empresa oxidación y en la corrupción independientemente cuando ustedes vean un gran contenido de cromo porque al final de cuentas ese chrome se va a combinar con el carbono entonces ya no estamos teniendo una capa de cromo tal como de cero sino ciudades que nos eviten que la activación vaya van a tardar más tiempo si es cierto y lo van a tener más tiempo en conversión y en función 345 pero sí 0 el grado herramienta ninguno es resistente a la oxidación y la corrupción hoy en día incluso incluso hay combinaciones de diferentes tipos de recubrimientos tenemos el acero como base ponemos en este caso es una imagen de haber aplicado un recubrimiento de titanio aluminio y vidrio derecho de decirle el nombre de la composición that es jazz complejo es un metro de aluminio con titanio un movimiento del mismo con cromo y nitrógeno fuera en fin pero hay una gran combinación en toda esa combinación y hay especialistas en esta materia y en donde ellos nos propone este tipo de tormentos el más adecuado al problema que nosotros tenemos las ventajas que nos dan los recubrimientos es la dureza la resistencia a la abrasión el coeficiente de fricción y rechazo y el rechazo a la adherencia se bebe en méxico conozco las empresas que lo están haciendo de manera comercial se ve es un proceso un poco más complejo ya vimos que la temperatura es alta es alta 900 y 1000 grados porque mencionábamos la herramienta de máquina se mete también térmica al cb de una vez que está el saber esto se pasa directamente al tema de no realmente es algo algo complejo pero ya se está haciendo en méxico tenemos muchos años utilizando el proyecto significa física para por disposición es un proceso de un plástico pero estamos generando es una nube de iones una nube de iones a lo cual le llamamos plasma dependiendo del tipo de elementos se lleva a cabo el vacío por supuesto la temperatura osciló entre 200 y 500 grados hace unos 450 y ahí en la parte importante tenemos que tomar en cuenta cuando nosotros decidamos aplicar este tipo de descubrimientos donde la temperatura donde la temperatura de repelido para establecer la dureza que estemos del acero esté por arriba de semana el pvd es el último proceso aplicable a la herramienta antes de ponerlo en la aplicación fabrican la pieza de khan sobre material se va a tratamiento térmico de ejemplo y bienvenido de 3 a ustedes acondicionan dimensionalmente y acabado de la pieza se va a perder la pieza regresa y prácticamente entra trabajo pero como decíamos hace rato el motor los aceros son susceptibles a poderse utilizar ahora hay ciertas condicionantes entonces los aceros más comunes que se pueden hacer es a dos dedos por supuesto que muchos 36 a cdm la cbt los océanos de metalurgia de polvos por ejemplo pero muy importante y algo que tenemos que recordar es que la temperatura debe venido con la cual nosotros promocionamos la pureza resultante sea superior a 500 grados celsius y es ahí donde alguien dice es que el de 2 no se puede no si se puede pero la condición es esta tenemos que asegurar que la altura de revenido esté sobre los 500 grados celsius de tal manera que ésta sería el valor de dureza resultante dependiendo de la temperatura de optimización de poder se se puede hacer y se hace el riesgo es que la dureza de la base vamos del acero no es tan alta y es ahí donde ponemos ese profundo que nuevamente cambio con incidencia y de poner un vidrio sobre el coche muy diferente si yo pongo el vidrio del mismo espesor pero ahora sobre una mesa y me paro sobre otros tengo una base firme una base dura y entonces era muy difícil que la capa el descubrimiento se pueda fractura entonces no podemos llegar en un de dos a una dureza base superior a 60 manuel entonces se basa en la dureza de la base estará oscilando entre 55 y cuando mucho 60 60 produce por ejemplo un hombre mucho 23 porque es donde digo hay aceros que tienen mejores prestaciones para en donde nosotros utilizando el mismo esquema de dureza de re venido podemos ver que a ese nivel de temperatura la pureza resultante va a oscilar más o menos entre 58 y hasta 61 veces y entonces es un acero que tiene mejores prestaciones para poder aplicar un recubrimiento metálico muy bien hemos llegado a la parte final de la presentación de el día de hoy esperando hubiese claridad no tenemos lo que hemos comentado qué les parece si tenemos tiempo y veis algunas preguntas de verdad respuesta a las mismas si omar hizo y flores pregunta la fluencia térmica cambia con la aplicación de carbono fluencia térmica le puedes dar dentro con marista y flores acabo de activar tu micrófono nos ayudas también activando dentro del panel para que pueda formular tu pregunta a 26 no eso fue alguna otra pregunta y escribió ya en el chat es la temperatura en la que una sala pierde sus propiedades la fluencia pero a los 36m por omar de omar asad y que queme caras tomás que prefieres porque por supuesto en la medida que nosotros simplemente una temperatura de los materiales sustancias visitas ya platicó por supuesto que se ven modificadas es decir el 40 material de una manera más fácil lo voy a poder de formar pero no sé hacia dónde va a llegar a tu pregunta que pueda ser un poco más específico bueno dice que no puede activar su audio porque tiene mucha contaminación auditiva bueno entonces si no pone su número telefónico error su cuenta de correo para ponerlos en contacto de manera individual como se me quiso hacer humano nos traían el correo electrónico y nosotros que contactamos para entender un poco más lo que nos mostró tú con esta pregunta eran de lara y después de profundizar un poco más sobre el proceso r la tecnología de ser y en este el proceso es esto era grande teherán el proceso de ser es una tecnología de los años 50 del siglo pasado y ha venido evolucionando y el objetivo de este proceso es eliminar ciertas impurezas número 1 y es una versión electroquímica qué tiene que ver entre el acero que originalmente ya teníamos la conclusión química ya estaba claro con una mezcla de sales una mezcla que contiene casita contiene los alumnados no me por exactamente su composición química el estado líquido pasa una corriente a través del electrodo por supuesto una 90 todos se crea un un cortocircuito se eleva la temperatura y entonces empieza un proceso de fusión nuevamente de lingote y no te empiezas a a fundirse y empiezan a caer especies de pequeñas gotas de porque empieza el material a pasar a estado líquido y estas gotas de acero pasan a través de la escoria es esta combinación de sales y se empieza a generar una una reacción química en donde se empiezan a atraer ciertos elementos químicos que en particular para determinadas aplicaciones de los aceros son los afectan y dejan pasar y a través de esta escoria un metal líquido más limpio con menor cantidad de impurezas como son inclusiones no metálicas y se lo colgamos en este tipo de situaciones no metálicas son cuatro tipos óxidos ordinarios silicatos óxidos y sulfuros entonces estos estas inclusiones no metálicas pudieron ser de naturaleza endógena mientras el proceso la pista del acero y empiezan a reaccionar en esta escoria y se empiezan a atrapar entonces paso a un metal mucho más limpio con menos cantidad de impurezas por supuesto y ahora el recipiente que es nuevamente una lingote da pero tiene un sistema de refrigeración con el cual no permitimos la solidificación natural del material desarrollo y que lo primero que significa es lo que entra en contacto con el molde metálico y entonces empieza a solidificar la transferencia de calor se hace más complicada o empieza a disminuir por media mayor complicada y entonces la parte central del lingote pues la parte más caliente a donde van a viajar estos elementos químicos de mayor punto de difusión al tener este sistema de refrigeración entonces nosotros aceleramos la solidificación y condicionamos la rapidez de transferencia de calor y entonces disminuimos fuertemente la posibilidad de que ciertos elementos químicos que van a buscar la parte más caliente del lingote viajen hacia el centro y con esto y por eso se disminuye la segregación partiendo de que en la escoria atrapamos una gran cantidad de por esas sendas y entonces tenemos un acero que al tener menos inclusiones no metálicas las cuales me afectan la tenacidad estaría muy diciendo que de manera natural a través de este sistema de limpieza que hicimos en el acero la tenacidad se va a ver mejorada no se van a eliminar completamente las instituciones pero la actividad y la severidad del mismo se van a ver fuertemente disminuida hoy en día tenemos el proceso normal pero ya hoy en día hay otras combinaciones y ver con la tecnología en donde vamos al vacío que esperaríamos entonces ha quedado de limpieza o lo llevamos a través de aplicar una excesiva presión pues ya no nada más es ese riesgo ha venido evolucionando nos pero lo que es más común en el mercado es trabajar con ese rey pensemos que este es el principio de pesar a tener materiales de mayor grado de limpieza materiales más uniformes materiales que puede responder de mejor forma en tratamientos térmicos materiales donde tendríamos una mejor temple habilidad que es la variación de dureza las propicias no y estas son las ventajas que nos da la tecnología s de acuerdo según ahora oscar no yo la estoy activando tus micrófonos y nos puedes ayudar formulando tu pregunta es que he tenido muchos problemas y fabricar herramientas de corte para trabajos en acero inoxidable 304 este he jugado mucho con las durezas pero lo que lo que siempre me pasa en el momento de [Música] de utilizarlas se me desgasta muy rápidamente aunque le meta recubrimientos que es que por lo regular los fabricantes de este tipo de herramientas siempre las manejan ley de carburo de tungsteno que otras producciones tendrían para poderlas hacer en acero porque es muy difícil fabricar aquí nacionalmente en carbono instancia muchas gracias y tenemos que reconocer una cosa las herramientas de cálculo y por supuesto una muy buena ventaja apuesto obviamente son menos tenaces de los aceros entonces si una herramienta no tengo idea cuánto cuesta por supuesto cuesta más se me cae la golpeó la voy a dañar más fácilmente que trabajan con un acero es el factor de riesgo hay explicaciones sobre todo entonces trabajan espesores delgados en donde sigue en 19 con una mayor tendencia de uso hacia herramientas de carburo muchas herramientas de carburo por supuesto que traen un recubrimiento este metálico lo que hay dicho yo sé que estamos trabajando aciertos con los con las herramientas de carbono no podemos esperar el mismo desempeño cuando usted está fabricado en acero qué tipo de acero y qué dureza pero los he trabajado en m2 nm 4 m m 42 20 1 y por lo regular siempre dan entre un 20 y un 30 por ciento a comparación del carbón no sé si hay otros tipo de acero que me puede dar más de sí mismas y sin más durabilidad para que sea también más competitivo el problema es desgaste o fractura desgaste para cortar inoxidable cuando compraba usted por ejemplo en 41 de los test ha sido acero de metalurgia de polvos el m 40 m 42 son espesores delgados si se es muy rápido es un corte muy rápido [Música] lo que vamos a ponernos en una escalera en la parte baja en el primer escalón tenemos los aceros convencionales de 27 a 22 eso ya no es suficiente entonces si hubiera el siguiente escalón está hablando de la tecnología de ser y ya le vamos a ganar pero si hubiera al tercer el calor debo reconocer que es la meta bloque de polos está en la parte alta en cuanto el tema bastante interesante es antes de llegar a los carburos es la parte de todo la parte importante es la combinación al antiguo sea más cerrado nos puede llegar a carburo hay que tener esa conciencia bien importante y el cuarto escalón es el carburo usted usted ya está en la parte alta del tercero no vamos a alcanzar el desempeño del carburo a través de un acero pero obviamente él dice bueno ahora la parte importante es el tratamiento térmico qué nivel de dureza y hecho si pudiéramos irnos pero pantalla si podemos irnos hasta acá hasta acá hasta acá hasta la derecha la meta de por vos hay una combinación están sobre esa zona de problemas de desgaste lo que tienes que buscar son hacer lo que tengan desplazamiento hacia el lado derecho bien importante es qué dureza ha solicitado y porque en base a la dureza está la temperatura que se está afinando de tal manera que pueda aplicar de forma correcta recubrimiento la combinación de los aceros de metalurgia más un recubrimiento está en la parte alta puede hacer decirle movernos a prem hecho 23 que para aplicaciones en este sentido son muy buenas no vamos a alcanzar para ese tipo de explicaciones que usted tiene lo que ha logrado ahorita lo único que tendría que revisar es las condiciones de tratamiento térmico que le han dado tal que no le ha sido satisfactoria superar el pendiente alguno no lo vi 1 que nos alcanza pero puede tener un buen desempeño imagino que han de ser espesores muy delgados deben de ser fumadoras este crc de diámetros pequeños son tubos son portadoras de todo y continuamente 2032 busquen haceros documental ustedes por dos que tengan un mayor contenido de carbono que tengan elementos químicos como altos externos que le van a dar resistencias del castell sobre esa línea es que tiene que trabajar hacia abajo derecho entonces si tiene que gustar decir si nos vamos a esta parte del primero voy a voy a mostrar gratis usted me está hablando de m4 por ejemplo vemos que me 4 estaría en la parte alta de desgaste me habló por ahí desde 15 aunque es un material de muy baja tenacidad pero muy alta resistencia al desgaste en esta zona la única diferencia que usted tiene con respecto de sus aceros es que los aceros que tiene es utilizado en italia de poros van a estar en la misma posición de desgaste pero van a estar ubicados acá en donde hay una combinación tenacidad y desgaste lo que le recomienda es busque de apoyo disponibles aceros con un mayor contenido de carbono como externo pero no tienen cobalto a nadie para que esté trabajando usted sobre estación con un acero normal no valoras y mejorar la consulta por ejemplo ahora a arlington por ejemplo a hr que son empresas dedicadas a recubrimientos metálicos que alternativa de recubrimiento metálico hoy tiene que le pueda ayudar a mejorar el desempeño contra desgaste no puedo decir la vista de los ceros que estamos proponiendo porque no estamos en la mitad lucha de polvos tiene que mantenerse en ese tercer escalón mejorándolo a través de investigar con conoces cómo puede ir al cine si de hecho en la reunión estuvo la semana pasada fue con el cdc para recomendaciones de qué tipo qué tipo de recubrimientos metálicos podemos tener hoy para incrementar el tiempo de vida de las herramientas sí gracias a aparecer las preguntas muchísimas gracias por haber estado con nosotros haremos llegar la siguiente propuesta de este seminario muy seguramente lo vamos a hacer en función a prisión por sea en moldeo de plástico nosotros estaremos avisando muchísimas gracias buena tabla