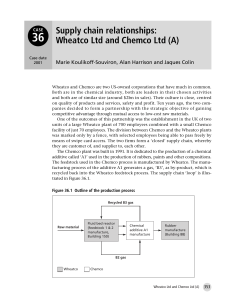
CASE 36 Case date 2001 Supply chain relationships: Wheatco Ltd and Chemco Ltd (A) Marie Koulikoff-Souviron, Alan Harrison and Jaques Colin Wheatco and Chemco are two US-owned corporations that have much in common. Both are in the chemical industry, both are leaders in their chosen activities and both are of similar size (around $2bn in sales). Their culture is close, centred on quality of products and services, safety and profit. Ten years ago, the two companies decided to form a partnership with the strategic objective of gaining competitive advantage through mutual access to low-cost raw materials. One of the outcomes of this partnership was the establishment in the UK of two units of a large Wheatco plant of 700 employees combined with a small Chemco facility of just 70 employees. The division between Chemco and the Wheatco plants was marked only by a fence, with selected employees being able to pass freely by means of swipe card access. The two firms form a ‘closed’ supply chain, whereby they are customer of, and supplier to, each other. The Chemco plant was built in 1991. It is dedicated to the production of a chemical additive called ‘A1’ used in the production of rubbers, paints and other compositions. The feedstock used in the Chemco process is manufactured by Wheatco. The manufacturing process of the additive A1 generates a gas, ‘B3’, as by-product, which is recycled back into the Wheatco feedstock process. The supply chain ‘loop’ is illustrated in Figure 36.1. Figure 36.1 Outline of the production process Recycled B3 gas Raw material Fluid bed reactor (feedstock 1 & 2 manufacture, Building 150) Chemical additive A1 manufacture Rubber manufacture (Building 88) B2 gas Wheatco Chemco Wheatco Ltd and Chemco Ltd (A) 353 Figure 36.2 Chemco organisation chart (additive A1 supply chain) Safety Health and Environment HRM Administrator Facility Manager Technical Manager Production Manager Quality Manager Project leaders Planner Quality Control Supervisor Other technical engineers Shift managers Laboratory technicians Financial Manager Production operators Warehouse Process engineers Half of the additive A1 made on the Chemco site is sold to Wheatco, and the rest to other customers in Europe and the USA. World capacity for A1 is limited, so Chemco can sell all that it can make. Capacity was extended in 1996 from 8000 to 13 000 tonnes. Another extension project is under discussion, which would bring Chemco capacity up to 20 000 tonnes within the next two years. Figure 36.2 shows the Chemco organisation chart. The Wheatco plant is the largest plant in the world, and comprises 15 production areas. The production unit which supplies the feedstock to Chemco (Building 150) is located in the largest area, where about 100 people are employed. Figure 36.3 shows the Building 150 organisation chart. Only Unit 1 produces the additive A1. This area is geographically at the opposite end of the site from the rubber manufacturing area (Building 88), which is Chemco’s customer. The two areas belong to different strategic business units (SBUs). Building 150 is in the Basic Chemicals SBU, and Building 88 is part of Specialities SBU. Figure 36.4 shows the Building 88 organisation chart. 354 Part 5 • Supply networking Figure 36.3 Basic Chemicals area organisation chart Basic Chemicals SBU Area Manager Building 150 Unit 1 Production Leader B150, B151, B152 Unit 2 Units 3, 4, 5 Technology Expert Supply Chain Manager Basic Chemicals Shift managers Production engineers Planner Production operators (20) Figure 36.4 Specialities area organisation chart Specialities SBU Area Manager Building 88 B88 Production Leader Quality Control Supervisor Production operators (30–5/shift) Laboratory technicians (4) Technical Leader Production engineers (3) Shift managers Planner 1 Quality engineer 2 Process engineers Wheatco Ltd and Chemco Ltd (A) 355 There is very little interaction between employees of these two units, although their Area Managers have regular meetings at site management level. In order to avoid unnecessary investment, Wheatco supplies Chemco’s utilities – such as water, electricity and compressed air. Wheatco also handles Chemco’s waste products. Similarly, the overall costs for the Wheatco–Chemco partnership are reduced to a minimum with very little buffer stock both upstream (Building 150 to Chemco) and downstream (Chemco to Building 88). This creates a total interdependence between the members of the ‘closed’ supply chain. The structure of the supply chain partnership is multifaceted, with interactions taking place at many levels. Locally it includes plant management, engineers and operators. In the USA, an executive contact (Business Manager) has been appointed by each firm in order to manage the relationship at a strategic level, especially in regard to the global contract agreement, which provides the commercial terms for the relationship. Local management does not perceive the relationship between the two US Business Managers as being very good. Indeed contract negotiations can be a source of conflict as both firms pursue their own interests. At local level, however, collaboration appears necessary in order to meet the operational requirements of the joint process. Thus the local relationship is developed independently of corporate involvement. One of the managers said during a meeting: ‘we don’t understand the big picture: we don’t understand the global relationship between Wheatco and Chemco.’ ● The production process Wheatco receives raw material from an external supplier. This raw material is a fine powder, which is heated up to 300°C together with the gas B3 supplied by Chemco. The powder is suspended in a fluidised bed reactor in order to allow perfect mixing and an optimum reaction process. The reactor is about 2m diameter and 9m high, with close temperature control. The result of the reaction process is a mixture of three components: feedstock 1, feedstock 2 and another gas, ‘B2’. Next, feedstocks 1 and 2 are purified, refrigerated and condensed into a liquid, which is supplied to Chemco via a pipeline. The B2 gas is also purified, and shipped direct to Chemco via another pipeline. It is important to maintain the ratio of feedstocks 1 and 2 at 40/60. Any variation within this ratio will negatively impact the quality of the additive A1 produced by Chemco. For the same reason, the B2 gas has to be extremely pure. The rate at which the two feedstocks are produced is key to ensuring that a constant blend is maintained, and hence consistency of the batches of A1. The storage capacity of the feedstock tanks, when they are full, gives Chemco no more than 15 hours of production in the event that the Wheatco process is stopped. At Chemco, the feedstocks are mixed with gas B2 in a high-temperature process in order to produce the additive A1. The additive is a low-density powder, which is stored in silos and blown via pipeline to the Building 88 production unit. Temperature is a critical parameter in the chemical reaction: problems in the reactor can produce overheating, which creates variations in the feedstock, which in turn negatively impacts the quality of the A1 additive. The final properties of the additive A1 are therefore the result of the process control within Chemco as well as within Wheatco. 356 Part 5 • Supply networking ● Coordination of the supply chain In keeping with the close product integration of the two companies, interaction within the supply chain takes place at many levels: production operators, engineers, logistics and management. Communication takes place both informally via telephone, e-mail or visits, or formally within inter-organisational team meetings. Formal interactions The formal relationship structure of the local Wheatco/Chemco partnership consists of four teams, with different missions and time horizons, as shown in Table 36.1. Logistics Coordination Team Annual forecasts of demand for the chemical additive A1 are defined contractually. Because of the constraints in world capacity of chemical loading, Chemco operates at full capacity; hence logistics coordination consists essentially of short-term adjustments. Every Monday morning planners from both firms meet on the Wheatco site Table 36.1 The Chemco–Wheatco formal relationship structure Team Objectives/ •Measures Participants Meeting frequency Logistics Coordination Team Short-term forecasts and production issues * On-time delivery of feedstock and A1 additive; inventory management Chemco: Planner, shift managers Wheatco: Planner, production engineers Building 150, shift managers Building 150 Weekly Technical team Process improvements between Building 150 and Chemco (upstream of the supply chain) * Consistency of feedstock rate * Purity of B2 gas * Less than 12 ‘trips’ per year (reactor shutdowns) Chemco: Technical Manager, Operations Manager, process engineers Wheatco: Supply Chain Manager Building 88, Building 150 Production Leader, production engineers Building 150 Every six weeks Quality Improvement Team (QIT) Quality improvement of chemical loading (downstream of supply chain) * A1 additive quality and variability Chemco: Production Quarterly Manager, Quality Manager Wheatco: Rubber production manager, quality engineer and rubber production leader, SC manager (Basics) Steering Committee Set the direction and tone of the Wheatco/Chemco relationship Define and set performance improvements and metrics Provide guidance to QIT and Technical Team Chemco: Facility Manager, Production Manager Wheatco: Basic Chemicals Area Manager, Rubber Area Manager, Supply Chain Manager (Basic Chemicals) Every eight weeks (set up March 2000) Wheatco Ltd and Chemco Ltd (A) 357 in order to determine the weekly demand of additive A1 required by Building 88 and by other Chemco customers in order to calculate the weekly feedstock production volumes. Chemco shift managers also attend the meeting, as well as the production engineers from Building 150, in order to discuss coordination of production shutdowns for equipment maintenance. Technical team The Technical Team meets every six weeks and focuses on upstream process improvement between Building 150 and Chemco. This involves joint discussion on causes of production shutdowns or variability of feedstock. Implementation of action plans can involve capital investments from one side or another of the process. In the Technical Team, Chemco is identified as Wheatco’s customer. Quality Improvement Team (QIT) This team meets on a quarterly basis and includes all members of the supply chain – representatives from the Building 150 production unit, from Chemco and from Building 88. Its aim is to work on long-term quality improvement for the additive A1 supplied to Building 88, together with cost improvements. The QIT emphasises Chemco’s role as a supplier of Wheatco. Steering Committee The Steering Committee was formed in March 2000. Its members are, for Chemco, the plant manager and the operations manager, and for Wheatco the supply chain manager from Building 150 in charge of the relationship, the Building 150 area manager and the Rubber Area Manager. The mission of this team is to determine the local operational strategy for the relationship and to provide guidelines for the QIT and the Technical Team. Informal interaction: the day-to-day coordination The production processes are operated on a round-the-clock basis and there is very little buffer stock within the supply chain loop. This close interdependency of the process means that the three operating teams are in contact on a 24-hour basis: Building 150 with Chemco and Chemco with Building 88. There is a direct telephone link (called a ‘bat phone’ to mimic the fast response in Batman films!) between Building 150 and Chemco operators. This allows easy communication by either side in order to warn of any changes occurring in either of the processes (such as the production rate), or to inform of any shutdowns or production breakdowns. In the best case, shutdowns only last for an hour or so and do not induce downstream problems. In case of longer shutdowns (five hours or more), the process start-up needs to be synchronised, with no certainty that the process will start up again without further hitches. Operators from Building 88 contact Chemco operators every morning in order to confirm their daily demand. Indeed, depending on the production problems within Building 88, volumes can vary between ±30% from the Monday morning forecasts. Chemco operators will adjust their production rates in line with this information. When the consumption is much larger than forecast, the silo of additive A1 will become empty quicker than expected, possibly causing an out-of-stock situation. A three-day buffer stock of bags of A1 is kept at the Building 88 warehouse. 358 Part 5 • Supply networking Building 88 operators will immediately be aware of any deviation in the quality of A1 because it will cause the rubber to become either too hard or too brittle. In this case, it is very important that the information is immediately passed on to Chemco operators so that they can make adjustments to their process. However, it often happens that complaints are not forwarded on the spot but on the following day. Every year the two production units agree on a date for the annual shutdown, which takes place over two or three weeks and allows each unit to do the equipment cleaning and necessary maintenance and repairs. Questions 1 Map the supply chain management process, indicating the physical product flows. 2 What information flows should ideally underpin the physical flows? 3 What are the potential failure modes within the Wheatco–Chemco relationship? Wheatco Ltd and Chemco Ltd (A) 359 CASE 37 Case date 2001 Supply chain relationships: Wheatco Ltd and Chemco Ltd (B) Marie Koulikoff-Souviron, Alan Harrison and Jaques Colin This case study should only be used after Supply chain relationships: Wheatco Ltd and Chemco Ltd (A) which gives background information on the businesses and the issues involved in the Wheatco–Chemco relationship. About eight years ago, shortly after the Chemco facility was built and the partnership was set up, joint ‘team days’ had been organised on two occasions to allow employees from each production unit to meet and get to know each other. This allowed people to ‘put a face to a name’ and thus make it easier to collaborate on the technical process. However, since these early days, such meetings have no longer been organised, and yet a number of reorganisations within Wheatco have introduced new faces, especially within the Building 150 operating room. In 1997, a new very large production process was established on the Wheatco site. All of the operators who had originally installed the Building 150 production unit were promoted to shift manager status. A completely new team of operators was appointed. Moreover, Wheatco recently put in place a new procedure of ‘operator cross-training’ in order to increase the number of personnel who were qualified to operate each of the three production processes. Building 150 operators now rotate from one process to another instead of being dedicated to a single production process. There have been two impacts of these changes on employees at Chemco: on the one hand the new Building 150 operators are unfamiliar, and on the other hand they have to deal with more than one person during a shift, so they complain about a lack of follow-up in communication. Moreover, they have the feeling that the Building 150 process is a kind of training ground for new operators who, once they are suitably experienced, are moved to other, more strategic production units on the Wheatco site. There is another cause of tension among production operators. Over the last two years a new incentive scheme has been put in place at Chemco, which is based on the performance of the additive A1 production process. Thus if the process is stopped, for whatever reason, the Chemco bonus is reduced. The Chemco operators blame the Building 150 operators for not being committed and capable of running their process, and in cases of shutdowns, they use the ‘bat phone’ to ask when the process will be running again. This annoys the Building 150 operators, who are busy looking for the cause of the problem. A Wheatco engineer comments: ‘The Chemco operator will ring up our operator and say, “Are you ready yet?” And our operator will say, “No, we won’t be ready for 12 hours”. Another hour later, the phone 360 Part 5 • Supply networking rings again: “Aren’t you ready yet? What? Are you the same person I talked to an hour ago?” Clunk (as the phone goes down).’ Several quality issues have recently arisen in regard to the supply of additive A1 from Chemco to Building 88. Thus during meetings in March, it appeared that some testing procedures had not been properly followed by the Chemco quality department. The Wheatco production engineer has become very upset: ‘I can’t trust them any more!’ ● The new situation The situation with regards to the Wheatco–Chemco partnership is currently very tense. It is being described as ‘not a smooth supply chain at the moment’. Although Chemco has had its fair share of technical failures in the past, the current situation seems to be better with regards to the Chemco side of the supply chain ‘loop’. Over the last four or five months it has been Building 150 which has been the source of most of the problems. This lack of reliability is due to the fluid bed reactor, whose temperature can rise beyond the 300°C limit and cause the reactor to ‘trip’ (cut out). It’s usually possible to start up the reactor again without further problems. When this is not the case, it can take up to several days to succeed in starting up again (the number of these trips has been estimated at about 50 per year). These problems are a cause of tension and conflict. In the words of a Building 150 operator: ‘Through a 12-hour shift, the feed trips then you put them back online, then it trips again and it does wear you down if you’re constantly having to start the plant up again.’ When either of the two production units (Chemco or Building 150) shuts down, it has to carry the blame for the shutdown of the entire supply chain. Several causes have been envisaged for the reactor hot spots. One solution has been identified, which engineers estimate would have an 80 per cent chance of success, but this requires purchasing a piece of equipment, which is on order but which will not be available until March 2002. Michael Bond was made Director of the Chemco facility in March 2000. He has a solid experience of plant management at other Chemco sites. However, it is the first time that he has had to face the task of managing such an intricate partnership. His challenge is to manage his own plant performance, whilst being aware that it is very dependent on an external company. Upon arriving at the Chemco facility, Michael Bond found the relationship with the Wheatco site very open and honest with excellent information sharing between both firms at management level. However, he is very much aware of tensions existing at other levels, especially among production operators. Beside this he is under pressure because the decision to extend the site has been put on hold by the US corporate management because of the current unreliability of the Wheatco process. The final decision will be made in March 2002. Michael knows that he has no other alternative than to collaborate with his partners – but the situation is difficult and conflicting at various levels. Moreover, problems within his own quality organisation are such that Michael is mulling over changes within his own organisation to reinforce the quality drive within Chemco. Wheatco Ltd and Chemco Ltd (B) 361 At Wheatco, a new Supply Chain Manager for the Basic Chemicals SBU – Jonathan Price – was also appointed in March 2000 to coordinate the partnership with Chemco. He has a very good experience of the Wheatco–Chemco relationship because nine years ago he was an Area Manager within Basic Chemicals – where Building 150 is located. He is very aware of the strategic problem caused by Wheatco to Chemco. Indeed Chemco’s long-term development is threatened by lack of reliability of the Building 150 process. Jonathan has to convince Chemco that Wheatco has been channelling a lot of resources in order to resolve the technical issues encountered within Building 150. Could it be that a better collaboration between both firms with regard to human resource management could help resolve the numerous sources of conflict that exist at various levels? What could be done? Questions 1 How can Michael Bond and Jonathan Price face the crisis situation within both firms, which is expressed through the lack of trust and conflicts that make the relationship difficult to manage? 2 How can Michael Bond manage the internal difficulties within Chemco, with most of his employees questioning the level of priority that Wheatco grants to Chemco? How convincing is the Wheatco position? 3 How different would the situation be if the two organisations were 200km apart instead of being on the same site? Focus in particular on the human issues involved in the case, and ignore the likely increases in stocks and transportation costs. 362 Part 5 • Supply networking