Metallogr. Microstruct. Anal. (2012) 1:199–207
DOI 10.1007/s13632-012-0036-6
TECHNICAL ARTICLE
Damage Analysis of Catalyst Tube of a Reformer Furnace Used
in Hydrogen Production
H. M. Tawancy
Received: 17 August 2012 / Revised: 17 September 2012 / Published online: 13 October 2012
Ó Springer Science+Business Media New York and ASM International 2012
Abstract A heat-resistant HP–Nb steel casting tube of a
reformer furnace used in hydrogen production was
designed on the basis of 100,000-h service life. However,
after about 400 h of operation at temperatures ranging from
about 950 to 750 °C, a problem was encountered involving
corrosion at the outer tube surface and formation of internal
cracks. A section of the tube was analyzed to determine the
cause of damage using various techniques including light
microscopy, scanning electron microscopy combined with
energy dispersive x-ray spectroscopy, as well as transmission electron microscopy and diffraction. It was concluded
that the tube was subjected to two separate types of damage: (i) heating the outer tube surface by burning a low
grade fuel contaminated with highly corrosive species such
as chlorine, which precluded the material from developing
and maintaining a surface protective oxide, and (ii) using a
heat of the alloy with Si content on the higher side of the
specifications stabilizing the detrimental Ni3Nb2Si Laves
phase precipitation of which at grain boundaries could lead
to intergranular cracking; however, the cracking could also
result from localized plastic deformation in relatively
‘‘soft’’ zones of c-phase (solid-solution) alongside grain
boundaries.
Keywords
Steel Corrosion Carbide Laves phase
H. M. Tawancy (&)
Center for Engineering Research, Research Institute, King Fahd
University of Petroleum and Minerals, P.O. Box 1639, Dhahran
32161, Saudi Arabia
e-mail: tawancy@kfupm.edu.sa
Introduction
In comparison with other fuels, hydrogen is characterized
by the highest energy content per unit weight [1]. Currently, hydrogen production relies mostly on fossil-based
materials such as methane and naphtha [2, 3]. The process
takes place in reformer furnaces where a mixture of
hydrocarbon and steam at a pressure ranging from 1.5 to
3.0 MPa passes through vertical tubes filled with Ni-based
catalyst to activate the following highly endothermic
reaction:
CH4 þ 2H2 O ! CO2 þ 4H2
To provide the heat necessary for the above reaction, the
tubes are heated from the outside by means of burners
using various types of fuels. During operation, the nominal
temperature inside the tubes ranges from about 950 °C at
the top to 750 °C near the bottom. Typically, the environment inside the tubes is moderately carburizing, and
oxidation takes place at a slow rate; however, in rare cases,
localized carburization and oxidation can be accelerated
leading to catastrophic failure [4]. Both the environmental
and high-temperature strength requirements for the application are mostly satisfied by a group of heat-resistant steel
castings with coarse grain structure, which can be columnar, equiaxed, or a combination of both [4, 5]. For severe
operational conditions, centrifugally or spun-cast materials
are the preferred choice particularly the HP-type alloys,
which contain high concentrations of Cr and Ni providing
higher strength and more resistance to high-temperature
corrosion as well as relatively high concentration of Si
(C1 wt.%) to improve the carburization resistance [6].
Typically, these alloys consist of austenitic dendrites surrounded by eutectic carbides in the interdendritic regions,
which provide the main source of creep strength.
123
200
Additional strengthening is provided by solid-solution of
transition metals such as Nb in the case of HP–Nb steels
where the primary NbC carbides have been shown to
assume a lamellar morphology [7].
A vertical catalyst tube (102 and 9 mm in internal
diameter) of a reformer furnace used in hydrogen production developed a combination of corrosion and cracking
problem during the early stages of operation. According to
design specifications, the tube was made of a grade of
HP–Nb heat-resistant steel casting on the basis of 100,000-h
service life. The tube was externally heated by means of
burners using a liquid by-product of a proprietary process
as a fuel and therefore, its composition could not be
specified. During operation, the tube temperature varied
from about 950 °C near the top to about 750 °C near the
bottom, and as per specifications, the internal pressure was
2.94 MPa (30 atm). However, after about 400 h of operation, a corrosion product continued to accumulate at the
external surface particularly near the top. Also, ultrasonic
field testing revealed the presence of internal cracks.
Therefore, the tube was removed from service, and a section near the top was submitted for analysis to determine
the most probable cause of the observed damage. Also,
samples of the same material never used in service were
included in the study. The present investigation was
undertaken to determine the cause of observed damage
with emphasis on whether the corrosion attack could have
an adverse effect on the useful life of the tube and if there
was also a correlation between the internal cracks and
corrosion attack.
Experimental Procedure
Specimens were machined from the as-received section of
the tube as well as the material never used in service to
characterize their microstructures and also the stressrupture life for the material never used in service. The
chemical composition of the material was measured by
inductively coupled plasma atomic energy spectroscopy
(ICP-AES) with the exception of carbon, which was measured by combustion calorimetry (CC). Various techniques
used to characterize the microstructure included light
microscopy, scanning electron microscopy combined with
energy dispersive x-ray spectroscopy, employing a windowless detector, and transmission electron microscopy
and diffraction. To reveal the grain structure and primary
carbides, metallographic specimens were etched in Murakami’s reagent (10 g potassium ferricyanide, 10 g potassium hydroxide, and 100 ml water). Specimens for
scanning electron microscopy were examined at an accelerating voltage of 20 keV. Thin foils for transmission
electron microscopy were prepared by the jet polishing
123
Metallogr. Microstruct. Anal. (2012) 1:199–207
technique in a solution of 30% nitric acid in methanol by
volume. All foils were examined at an accelerating voltage
of 200 keV. The stress-rupture tests were carried out at
950 °C for up to 1000 h, and the results were extrapolated
to 100,000 h.
Results and Discussion
Table 1 shows the nominal composition of HP–Nb steel
used in the application in comparison with the results of
chemical analysis by ICP-AES and CC. It is observed that
the measured composition is consistent with that of HP–Nb
steel verifying that the tube was manufactured from the
same steel as specified.
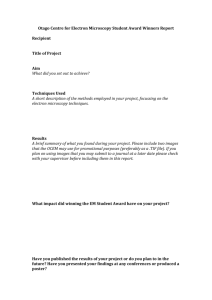
Figure 1a shows a schematic of a cross section of the
furnace tube illustrating the orientations of the circumferential (r1) and longitudinal (r2) tensile stresses resulting
from the pressure P exerted on the tube walls. A schematic
of the temperature distribution as provided by the proponent is shown in Fig. 1b. Light micrographs showing typical microstructures along the cross section of the tube are
shown in Fig. 1c–e. Evidence for corrosion attack is evident at the outer surface, however, with the exception of a
few localized pits, there was no marked thinning of the
tube wall. Also, the maximum depth of the pits was
observed to be about 80 lm as shown in Fig. 1c. However,
intergranular cracks were scattered along the entire cross
section as shown in Fig. 1c–e. As shown later, these cracks
were found to be unrelated to the corrosion problem
observed at the outer surface.
As the ratio of tube internal diameter (di) to wall
thickness (t) is 11.3 [ 10, the stresses r1 and r2 in Fig. 1a
could be estimated on the basis of a thin-walled cylinder,
e.g., [8]. In this case, the maximum principal stress r1
(circumferential stress) in Fig. 1a, which tends to produce
longitudinal rupture is given by: r1 = Pdi/2t = 16.7 MPa,
which is to be compared with the 100,000-h rupture
Table 1 Comparative chemical composition of HP–Nb steel (wt.%)
Element
Nominal
Measured
(ICP-AES)
Measured
(CC)
Fe
Balance
Balance
Ni
23–25
24.37
Cr
24–26
25.65
Nb
1.4–1.8
1.71
Si
0.5–1.5
1.42
Mn
1 (a)
0.36
C
S
0.25–0.35
0.03 (a)
0.012
0.31
P
0.03 (a)
0.010
(a)Maximum
Metallogr. Microstruct. Anal. (2012) 1:199–207
201
Fig. 1 General characteristics
of the furnace tube illustrating
the service conditions and the
problem encountered during
operation. (a) A schematic of a
cross section of the tube
illustrating the stresses
generated by the internal
pressure, (b) a schematic
illustrating the temperature
profile during operation,
(c) light micrograph of a cross
section near the outer surface,
(d) light micrograph of cross
section near the middle of the
tube, and (e) light micrograph of
a cross section near the inner the
surface
Fig. 2 Stress-rupture life of the
tube material (HP–Nb steel) at
950 °C extrapolated to
100,000 h (specimens never
used in service)
strength of about 34 MPa at 950 °C as shown in the data of
Fig. 2. Furthermore, the maximum localized thinning of
the tube wall as a result of corrosion attack at the outer
surface (80 lm) as shown above amounts to an increase in
circumferential stress from 16.1 to 16.8 MPa, which still
remains well below the inherent strength of the material
(Fig. 2). Therefore, up to the time the tube was removed
from service, the observed cracking could not be related to
higher than normal operating pressure with no indication of
significant creep damage.
Typical microstructural features of HP–Nb steel never
used in service are summarized in Fig. 3. As shown in the
light macrograph of Fig. 3a, most of the grains assume
columnar morphology. Primary carbides assuming lamellar
morphology within the interdendritic regions of austenite
are shown in the scanning electron microscopy image of
123
202
Fig. 3b. A corresponding energy dispersive spectrum is
shown in Fig. 3c illustrating that Fe, Ni, and Cr are the
major elemental constituents with smaller concentrations
of Nb and Si as expected. However, the microstructure of
tube was rather inhomogeneous. Some regions of the tube
exhibited similar microstructural features to that of the
material never used in service as illustrated in the example
of Fig. 4a. The primary carbide was identified by microchemical analysis and electron diffraction to be NbC (NaCl
structure with a = 0.447 nm). The elemental composition
of the carbide is illustrated in the energy dispersive x-ray
spectrum of Fig. 4b. Figure 4c shows a dark-field transmission electron microscopy image of an NbC lamella.
Corresponding electron diffraction patterns consistent with
NaCl structure (B1-type superlattice) in [211] and [111]
orientations are shown in Fig. 4d, e, respectively. However, as will be shown later, the microstructure in other
regions showed evidence for decomposition of primary
NbC carbide during exposure at elevated temperatures.
Figure 5 is an example illustrating the morphology and
composition of the scale observed at outer surface of the
tube. As shown in the secondary electron scanning electron
microscopy image of Fig. 5a, the scale has a porous
structure. Also, spallation is noted at various locations
revealing the underlying scale layer. Figure 5b shows the
elemental composition of the outermost scale layer (region
marked 1 in Fig. 5a) suggesting that it consists of Ni-rich
oxide containing Fe and a smaller concentration of Cr. In
contrast, Fe is observed to be the major metallic constituent
of the underlying scale layer with relatively high
Fig. 3 Verification of the tube
material (specimen never used
in service). (a) Light
macrograph showing the grain
structure, (b) backscattered
electron image showing the
grain structure as observed on
the scale of scanning electron
microscopy, and
(c) corresponding energy
dispersive x-ray spectrum
showing the elemental
composition
123
Metallogr. Microstruct. Anal. (2012) 1:199–207
concentration of Cr and smaller concentration of Ni as
illustrated in Fig. 5c (region marked 2 in Fig. 5a) suggesting an oxide spinel of the type Ni(Fe,Cr)2O4.
A typical microstructure along a cross section of the
scale and into the substrate is illustrated in the backscattered scanning electron microscopy image of Fig. 6a
showing that the tube material was subjected to internal
oxidation particularly along the grain boundaries. Also, the
discontinuity of the outermost scale layer is noted as
indicated by the arrow. Figure 6b shows the elemental
composition of the internal oxide consistent with Cr2O3based scale. Previous studies have shown that internal
oxidation along grain boundaries is favored by large grain
size and relatively lower temperature favoring short-circuit
diffusion of oxygen along grain boundaries [9, 10]. It is
noted that the scale contains a marked concentration of Si,
which is known to increase the thermodynamic stability of
Cr2O3 [11]. Also, within the detection limit of the technique (about 0.2 wt.%), there was no evidence for incorporation of any impurities from the fuel such as chlorine
into the oxide scale. Although internal oxidation can lead
to intergranular embrittlement [12], the effect appeared to
be insignificant up to the time at which the tube was taken
out of service.
Figure 7 shows a typical morphology and elemental
composition of the scale observed at inner surface of the
tube. The morphology shown in the secondary electron
scanning electron microscopy image is typical of a protective layer of Cr2O3 with fine oriented grains consistent
with the composition shown in the energy dispersive x-ray
Metallogr. Microstruct. Anal. (2012) 1:199–207
203
Fig. 4 Identification of the
carbide phase in the tube
material. (a) Backscattered
scanning electron microscopy
image showing primary carbide
delineating the austenite grains,
(b) energy dispersive x-ray
spectrum illustrating the
elemental composition of the
NbC carbide, (c) dark-field
transmission electron
microscopy image illustrating a
lamella of NbC carbide,
(d) [211] electron diffraction
pattern derived from the carbide
phase, and (e) [111] electron
diffraction pattern derived from
the carbide phase
Fig. 5 Morphology and
composition of the scale
observed at the outer tube
surface. (a) Secondary electron
scanning electron microscopy
image showing the scale
morphology, (b) energy
dispersive x-ray spectrum
illustrating the elemental
composition of the outermost
scale layer (region marked 1 in
a), and (c) energy dispersive
x-ray spectrum illustrating the
elemental composition of the
underlying scale layer (region
marked 2 in a)
spectrum of the inset. Also, it appeared that the larger
grains were formed from the smaller grains by shared
crystal faces. These morphological features are typical of
Cr2O3 scale formed at temperatures in the range of
900–950 °C [13, 14].
The above observations indicated that the environment
created by burning the liquid fuel had precluded the outer
tube surface from developing and maintaining a protective
surface layer of Cr2O3-based scale. Therefore, internal
oxidation occurred faster than the rate of scale formation as
123
204
Fig. 6 Microstructure along a cross section of the scale formed at the
outer surface and into the substrate. (a) Backscattered scanning
electron microscopy image showing internal oxidation along grain
boundaries: the discontinuity of the outermost scale layer is indicated
by the arrow; and (b) energy dispersive x-ray spectrum illustrating the
elemental composition of the internal oxide
Fig. 7 Secondary electron scanning electron microscopy image and
corresponding energy dispersive x-ray spectrum illustrating the
morphology and elemental composition of the scale formed at the
inner tube surface
demonstrated by the results of Figs. 5 and 6, where a
Ni-rich non-protective oxide had overgrown a less-protective spinel-type oxide. In contrast, the inner tube surface
was able to develop a protective surface oxide as can be
seen by comparing the oxide morphologies shown in
Figs. 5a and 7.
Although no impurities from the fuel could be detected
in the oxide scale to provide a clue about the mechanism
responsible for accelerating the oxidation rate at the outer
123
Metallogr. Microstruct. Anal. (2012) 1:199–207
surface, the effect resembles that produced by chlorinecontaminated environment. Several studies have shown
that Cr2O3-based surface scale loses its protective nature in
the presence of chlorine because of the formation of highly
volatile metal chlorides and/or metal oxychlorides, e.g.,
[15–17]. Therefore, it is possible that the liquid fuel was
contaminated with highly corrosive species such as chlorine; however, because of the formation of volatile chlorine-containing compounds, any remaining chlorine could
be present in amounts below the detection limit of energy
dispersive spectroscopy (about 0.2 wt.%). It would be
expected that with continuous operation, localized thinning
due to metal wastage to corrosion product could ultimately
lead to catastrophic failure. In effect, the corrosion attack is
very likely to have an adverse effect on the useful life of
the tube. This problem could be compounded by the
intergranular cracks observed in Fig. 1. Reference to
Fig. 1c–e shows that the intergranular cracks are scattered
throughout the tube’s cross section including the vicinity of
the inner surface where no corrosion problem was
encountered indicating that a separate mechanism was
involved as demonstrated below.
Detailed microstructural characterization showed evidence for decomposition of primary MC carbide during
service as observed in other high-temperature alloys [18,
19]. An example is given in Fig. 8 showing a backscattered
scanning electron microscopy image and corresponding
energy dispersive x-ray spectra. Three phases are distinguished by their contrast in the backscattered image of
Fig. 8a and their characteristic elemental compositions
shown in Fig. 8b–d: (i) phase 1 exhibiting gray contrast with
Ni, Nb, and Si as major elemental constituents; (ii) phase 2
exhibiting black contrast and containing C with Cr as a
major metallic constituents; and (iii) phase 3 exhibiting
white contrast and containing C with Nb as a major metallic
constituent. It is to be noted that in the case of Ni-based
superalloys, MC carbides tend to decompose into the Cr-rich
M23C6 carbide (M stands for metal) and the intermetallic
c0 -phase [19]. By analogy, a similar trend is found in the
present case as shown in Fig. 8 and further confirmed in the
transmission electron microscopy results of Fig. 9. The
Ni–Nb–Si phase 1 in Fig. 8a is identified as Laves phase
(hexagonal; a = 0.48 nm, c = 0.78 nm). Similar to other
phases with complex close-packed layer structures, the
Laves phase is distinguished by high density of stacking
faults as shown in the bright-field transmission electron
microscopy image of Fig. 9a illustrating a particle of Laves
phase (marked 1) at a grain boundary. Figure 9b shows the
corresponding electron diffraction pattern in [0001] orientation. Streaking of diffraction maxima along\1-010[and
\01-10[ directions could arise from stacking faults on
{1-010} and {01-10} planes. Although the binary Ni–Nb
Laves phase is thermodynamically unstable, it can be
Metallogr. Microstruct. Anal. (2012) 1:199–207
205
Fig. 8 An example
demonstrating the tendency of
the primary NbC carbide to
decompose during service into
Cr-rich carbide and Si-stabilized
Laves phase. (a) Backscattered
scanning electron microscopy
image illustrating the
co-existence of three phases
marked 1, 2, and 3; (b) energy
dispersive x-ray-spectrum
showing the elemental
composition of the phase
marked 1 in (a) suggesting a
Si-stabilized Laves phase of the
type Ni3Nb2Si; (c) energy
dispersive x-ray spectrum
showing the elemental
composition of the phase
marked 2 in (a) suggesting a
Cr-rich carbide of the type
M23C6; and (d) energy
dispersive x-ray spectrum
showing the elemental
composition of the phase
marked 3 in (a) suggesting
residual NbC carbide
stabilized by Si giving rise to a ternary phase of the type
Ni3Nb2Si [20]. The Cr-rich phase 2 in Fig. 8a was identified
as the Cr-rich M23C6 carbide (cubic structure) such as the
particle marked 2 in Fig. 9a, and its corresponding electron
diffraction pattern shown in Fig. 9c. It is well known that
M23C6 carbide precipitated in high-temperature alloys
maintains a partially coherent relationship with the matrix
phase with lattice constant three times that of the matrix
giving rise to characteristic reflections at every one-third
position of the matrix reflections [21] as shown in the [110]
diffraction pattern of Fig. 9c. Evidently, phase 3 in Fig. 8a
exhibiting white contrast corresponds to residual NbC carbide
constituent with its composition shown in Fig. 8d. Therefore,
based on the above observations, the decomposition reaction
of the Nb-rich NbC carbide can be expressed as
NbC carbide þ matrix c-phaseðausteniteÞ
! Cr-rich M23 C6 carbide þ N3 Nb2 Si Laves phase
As Laves phase is well known to be extremely hard and
brittle [20], its precipitation at grain boundaries could
contribute to the observed intergranular cracks. However,
at the time when the tube was removed from service, it is
obvious that the precipitation of Laves phase had occurred
during the earlier stages as indicated by its relatively small
amounts resulting in no significant creep damage as noted
earlier. It is also noted that decomposition of primary MC
carbides at grain boundaries may leave behind unreacted
‘‘soft’’ zones of c-phase (solid-solution) alongside the
boundaries [18]. These zones could act as loci for localized
plastic deformation providing another contributing factor
to the observed cracking.
Conclusion
Based on the results of this study, two sources for damaging the furnace tube were identified, which could have
adverse effect on the useful life of the tube: (i) using a lowgrade fuel contaminated with highly corrosive species
accelerating the oxidation rate at the outer tube surface, and
(ii) using a heat of the HP–Nb steel with Si content on the
higher side of the specification stabilizing the extremely
hard and brittle Ni3Nb2Si Laves phase precipitation of
which at grain boundaries could contribute to intergranular
123
206
Metallogr. Microstruct. Anal. (2012) 1:199–207
Fig. 9 Identification of Laves
phase and M23C6 carbide at a
grain boundary of the tube
material. (a) Bright-field
transmission electron
microscopy image showing
particle of Laves phase (marked
1) attached to particle of M23C6
carbide (marked 2); the
hexagonal Laves phase is
distinguished by high density of
stacking faults as reflected by
the characteristic fringe
contrast. (b) [0001]hcp electron
diffraction pattern derived the
Laves phase particle; streaking
of the diffraction maxima
corresponds to stacking faults
on the respective planes.
(c) [110]fcc electron diffraction
pattern derived from the M23C6
carbide particle showing
characteristic reflections at
every one-third an all equivalent
positions of the fundamental fcc
reflections
cracking. Also, the cracking could result from localized
plastic deformation in ‘‘soft’’ zones of c-phase produced by
decomposition of primary carbides.
Acknowledgments It is a pleasure to acknowledge the continued
support of King Fahd University of Petroleum and Minerals.
References
1. C.Y. Yu, D.W. Lee, S.J. Park, K.Y. Lee, K.H. Lee, Study on
catalytic membrane reactor for hydrogen production from ethanol
steam reforming. Int. J. Hydrogen Energy 34, 2947–2954 (2009)
2. A.J. Vizcaino, J.A. Calles, Hydrogen production by ethanol steam
reforming over Cu–Ni supported catalysts. Int. J. Hydrogen
Energy 32, 1450–1461 (2007)
3. A. Haryanto, S. Fernando, N. Murali, S. Adhikari, Current status
of hydrogen production techniques by steam reforming of ethanol: a review. Energy Fuels 19, 2098–2106 (2005)
4. T.L. daSilveria, I. LeMay, Damage assessment and management
in reformer furnaces. Trans. ASME J. Press. Vessel Technol. 119,
423–427 (1997)
5. J. Blackburn, Carburization in steam reformer and steam cracking
processes, In Carburization in High Temperature Process Plant
Materials, ed. by J. Notron (Commission of the European
Communities, Luxembourg, 1981), Publication No. EUR 7773,
pp. 7–12
123
6. J. Huber, D. Jakobi, Centricast materials for high-temperature
service, In Proceedings of 2011 International Conference on
Nitrogen and Syngas (CRU Publishing Ltd., London, 2011),
pp. 117–121
7. M. Garbiak, B. Piekarski, Phases in austenitic cast steels. Defect
Diffus. Forum 326/328, 215–220 (2012)
8. H.M. Tawancy, A. UI-Hamid, N.M. Abbas, Practical Engineering Failure Analysis (Marcel Dekker, New York, 2004),
pp. 132–134
9. F.S. Pettit, G.H. Meier, Design of alloys for high temperature
applications. Metall. Mater. Trans. A 36A, 3371–3383 (2005)
10. M.F. Rothman, I.J. Storey, Reliability and Longevity of Furnace
Components as Influenced by Alloy Construction (Haynes International Company, Kokomo, IN, 2005), Publication No. H-3124
11. G.Y. Lai, Sulfidation-resistant nickel-base alloy. J. Met. 47,
21–23 (1989)
12. H.M. Tawancy, On the intergranular embrittlement of a solidsolution strengthened Fe-base alloy by internal oxidation.
J. Mater. Sci. 42, 2899–2902 (2007)
13. E.A. Polman, T. Fransen, P.J. Gellings, Oxidation kinetics of
chromium and morphological phenomena. Oxid. Met. 32,
434–447 (1989)
14. M.J. Bennett, D.P. Moon, Effect of active elements on the
oxidation behavior of Cr2O3-formers, In Role of Active Elements
in the High Temperature Oxidation Behavior of Metals and
Alloys, ed. by E. Lang (Elsevier, New York, 1989), pp. 111–130
15. G.Y. Lai, High Temperature Corrosion and Materials Applications (ASM International, Materials Park, OH, 2007),
pp. 157–181
Metallogr. Microstruct. Anal. (2012) 1:199–207
16. J.M. Oh, M.J. McNallan, G.Y. Lai, M.F. Rothman, High temperature corrosion of superalloys in an environment containing
both oxygen and chlorine. Metall. Trans. A 17A, 1087–1094
(1986)
17. M.H. Rhee, M.J. McNallan, M.F. Rothman, Long term corrosion
studies of high temperature alloys in chlorine contaminated
environments, in High Temperature Corrosion in Energy Systems, ed. by M.F. Rothman (TMS-AIME, Warrendale, PA, 1985),
pp. 483–499
18. A.S. Chaus, M. Beznak, Diffusion in MC carbides in steels during
high temperature treatments. Defect Diffus. Forum 297/301,
1065–1070 (2010)
207
19. E.W. Ross, C.T. Sims, Nickel-Base Alloys, In Superalloys II ed.
by C.T. Sims, N.S. Stoloff, W.C. Hagel, (Wiley, New York,
1987) pp. 115–117
20. G. Wallwork, J. Croll, A review of the strengthening mechanisms
in iron and nickel-based Fe–Ni–Cr alloys used at high temperatures. Rev. High Temp. Mater. 3, 108–112 (1976)
21. H.M. Tawancy, Structure and Properties of High Temperature
Alloys: Applications of Analytical Electron Microscopy (KFUPM
Press, Dhahran, 1993), pp. 116–120
123