En
g
ine
Ea
sy E
eri
ng
ng
.ne
ine
t
eri
ng
.ne
Ea
t
syE
ngi
nee
rin
g.n
et
Ea
syE
ngi
nee
rin
g.n
et
Ea
syE
ngi
n
Downloaded
From
:the
EasyEngineering.net
Answers
to problems
labeled
(A)steps
are listed
appendix. conversion process?
6.17 Briefly
describe
the
two
in
theindigital-to-analog
6.18 What is the difference between a contact input interface and a contact output interface?
Sensors
6.19 What is a pulse counter?
Sec. 6.2 / Actuators
129
6.1 (A) During calibration, an iron/constantan thermocouple emits a voltage of 1.02 mV at
6.20 What is a pulse generator?
20°C and 27.39 mv at 500°C. The reference temperature is to be set to emit a zero voltThe mechanical power delivered by the motor is the product of torque and velocity,
age at 0°C. Assume the transfer function is a linear relationship between 0°C and 500°C.
as
defined
in the
equation:
Determine (a)
the following
transfer function
of the thermocouple and (b) the temperature correPROBLEMS
Bài tập tựsponding
động hóa
xuất
to a sản
voltage
output of 24.0 mV.
(6.10)
P = Tv
6.2 A digital tachometer will be used to determine the surface speed of a rotating workpiece
Answersin
tosurface
problems
labeled
(A)
are
in the appendix.
perin
sec.
Thelisted
tachometer
isTdesigned
to torque,
read rotational
speed
where
P meters
= power
N-m/sec
(Watts);
= motor
N-m; and
v in
= rev/sec,
angular velocbut
in
this
case
the
shaft
of
the
tachometer
is
directly
coupled
to
a
wheel
whose
outside
rim
ity,
rad/sec.
The
corresponding
horsepower
is
given
by
Sensors
1. Sensor:
is made of rubber. When the wheel rim is pressed against the surface of the rotating workthe tachometer
should
provide a direct
reading
in m/sec.
is
6.1 piece,
(A) During
calibration,
an iron/constantan
thermocouple
emits aspeed
voltage
of 1.02What
mV at
Tv of surface
HPtemperature
the
diameter
of the
rim that
provide
a=direct reading
speeda in
m/sec?
20°C
and 27.39
mv wheel
at 500°C.
The will
reference
is to of
besurface
set to emit
zero
volt- (6.11)
745.7
agerotary
at 0°C.
Assume
the transfer
function
is a spindle
linear relationship
between
and 500°C.
A
encoder
is connected
directly
to the
of a machine
tool to 0°C
measure
its roDetermine
(a) The
the transfer
of72the
thermocouple
and
corretational
speed.
encoder
generates
pulses
for each
revolution
of temperature
the spindle. In
one
where
the
constant
745.7 function
is
the conversion
factor
745.7
W(b)
= the
1hp.
sponding
toservomotor
a voltagegenerated
output
of 237
24.0pulses
mV.
reading,
the
encoder
in a directly
period ofor
0.25
sec. What
was the
rotational
The
is connected
either
through
a gear
reduction
to a piece
of the
spindle
(a) be
rev/min
anddetermine
(b)
6.2 speed
A digital
tachometer
will
used may
to
thepump,
surfacespindle,
speed of table
a rotating
workpiece
of
machinery.
Theinmachinery
berad/sec?
a fan,
drive,
or similar mein digital
surfaceflow
meters
per operates
sec.
tachometer
is
read
rotational
speed
rev/sec,
6.4 A
meter
by
emitting
a designed
pulse for
each
unit
volume
of fluid
flowing
chanical
apparatus.
TheThe
apparatus
represents
theto
load
that
is driven
byinthe
motor. The
3
but inrequires
this
shaft offlow
the meter
tachometer
is directly
coupled
to aiswheel
whose
outside
rim
through
it. case
The the
particular
interest
has athe
unittorque
volume
ofusually
50 cm
per
pulse.toIn
a
load
a certain
torque
to of
operate,
and
related
rotational
is madeprocess
of rubber.
When
the wheel the
rim flow
is pressed
against
the
surface
of during
the rotating
workcertain
control
application,
meter
emitted
3,688
pulses
a
period
speed in some way. In general, the torque increases with speed. In the simplestofcase, the
piece,
tachometer
provide
direct
of surface
speed
in m/sec.
is
Downloaded
From
: EasyEngineering.net
2.5
min.the
Determine
(a) should
the
total
volumea of
fluidreading
that flowed
through
the meter
andWhat
(b) the
relationship
is proportional:
the diameter
of the
wheel
rim that
willpulse
provide
a direct(Hz)
reading
of surface speed
in m/sec?
flow
rate of fluid
flow.
(c) What
is the
frequency
corresponding
to a flow
rate of
3
cmencoder
/min? is connected directly to the
6.3 60,000
A rotary
machine tool to measure its ro- (6.12)
TLspindle
= KLfor
vof aAutomation
Chap. 6 / Hardware Components
and Process Control
tational
speed.
The encoder
72 pulses
for each
revolutioninofa the
spindle.
In one
6.5 A
tool-chip
thermocouple
is generates
used to measure
cutting
temperature
turning
operation.
reading,
the=encoder
generated
237and
pulses
in
athe
period
of
0.25
sec.
What
wasand
the the
rotational
where
T
load
torque,
N-m;
K
=
constant
of
proportionality
between
The
two
dissimilar
metals
in
a
tool-chip
thermocouple
are
the
tool
material
work- torque
L
L
2. Actuator
speedangular
of the During
spindle
in (a)
rev/min
and (b)
rad/sec?
piece
metal.
the
turning
operation,
thefunctionality
chip from the between
work metal
junction
and
velocity,
N-m/(rad/sec).
The
KLforms
and aTL
may be other
EXAMPLE
6.1
DC of
Servomotor
Operation
the
rake
tool
toby
create
the depends
thermocouple
at exactly
thevelocity.
location
where
it is
than
proportional,
such
that
K
itself
on each
the
angular
For
example,
the
6.4 with
A digital
flowface
meterthe
operates
a pulse for
unit volume
of fluid
flowing
Lemitting
3
desired
to
measure
temperature:
the
interface
between
the
tool
and
the
chip.
A
separate
through
it.
The
particular
flow
of interest
has aKunit
volume
of
50
cm
per
pulse.
In
a
torque
to drive
a meter
fan
increases
approximately
as
the
square
of
the
rotational
=
0.095
N@m>A.
A required
DC
servomotor
has
a torque
constant
Its
voltage
cont
2
certainstant
process
control
the flow meter emitted 3,688 pulses during a period of
speed,
that is
is, K
TL
∝ vapplication,
.
v = 0.11 V> 1rad>sec2. The armature resistance is Ra = 1.6 ohms.
2.5 min.
Determine
(a) the total
volume
of fluid
that
flowed
through
theDetermine
meter
The
torque voltage
developed
by
the
torque
required
by and
the (b)
load
must be
A
terminal
of 24
Vthe
is motor
used
toand
operate
the
motor.
(a)the
the
flow
rate
of
fluid
flow.
(c)
What
is
the
pulse
frequency
(Hz)
corresponding
to
a
flow
rate
of operatbalanced.
That
is,
T
=
T
in
steady-state
operation
and
this
torque
is
called
the
starting
torque
generated
by
the
motor
just
as
the
voltage
is
first
applied,
(b)
L
60,000
cm3/min?
ing
point.
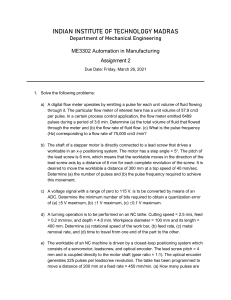
The motor torque relationship with angular velocity can be plotted as shown
6.3
130
6.5
the maximum speed at a torque
of zero,From
and :(c)
the operating point of the
Downloaded
EasyEngineering.net
A tool-chip
thermocouple
is
used to measure
in a figure
turningisoperation.
in
Figure
6.3,
called
torque–speed
Alsotemperature
shown
the
loadbytorque
motor
when
it the
is connected
to a curve.
loadcutting
whose
torque in
characteristic
isthe
given
The
two
dissimilar
metals
in
a
tool-chip
thermocouple
are
the
tool
material
and
the workrelationship.
intersection
of
the
two
plots
is
the
operating
point,
which
is
defined
TL = KThe
v
and
K
=
0.007
N@m>
1rad>sec2.
Express
the
rotational
speed
as by
L
L
piece
metal.of
During
the turning
operation, the chip from the work metal forms a junction
the
values
rev/min.torque and angular velocity.
with the rake face of the tool to create the thermocouple at exactly the location where it is
desired
measure
thecurrent
interfaceisbetween the tool and the chip. A separate
Solution:
(a)toAt
v = 0,temperature:
the armature
Torque T
Ia = Vin >Ra = 24>1.6 = 15 A.
The corresponding
is
therefore
torqueT = KtIa = 0.0951152 = 1.425 N@m
Downloadedtorque
From : Starting
EasyEngineering.net
Downloaded From : EasyEngineering.net
(b) The maximum speed is achieved
Motorwhen the back-emf Eb equals the terminal
voltage Vin.
147
Problems
Load
Eb = Kvv = 0.11v = 24 V
Operating
point of tool material and work
calibration procedure must be performed for each
combination
v =of24>0.11
218.2
metal. In the combination
interest =
here,
therad>sec
calibration curve (inverse transfer function) for a particular grade of cemented carbide tool when used to turn C1040 steel is the
No-load speed
N = 601218.22 >2p = 2,084 rev , min
following: T = 48.94Etc - 53, where T = temperature, °C;
and Etc = the emf output of
the thermocouple, mV. (a) Revise the temperature equation so that it is in the form of
w
The load
torque
is given
by the
equation
TSpeed
0.007v
L =(6.3).
a(c)
transfer
function
similar
to that
given
in Equation
What is the sensitivity of this
The
motor
torque
equation
is
given
by
Equation
(6.9).
Usingthe
theemf
given
data,of the
tool-chip thermocouple? (b) During a straight turning operation,
output
Figure
6.3
Torque–speed
curve
of
a
DC
servothermocouple was
9.25
mV. What
the corresponding
temperature?
T =
0.095124
- was
0.11v2
>1.6 = 1.425 cutting
- 0.00653v
motor (idealized), and typical load torque relaThe for
intersection
ofvthe
plots
is the
Setting T = TLtionship.
and solving
v results in
= two
105.3
rad>sec
operating
point.
Converting this
to rotation
speed, N = 601105.32 >2p = 1,006 rev>min
Actuators
6.6
(A) A DC servomotor has a torque constant of 0.075 N-m/A and a voltage constant of
0.12 V/(rad/sec). The armature resistanceDownloaded
is 2.5 Ω. A terminal
voltage of 24 V is used to
From : EasyEngineering.net
operate the motor. Determine (a) the starting torque generated by the motor just as the
EXAMPLE 6.2 DC Servomotor Power
voltage is applied, (b) the maximum speed at a torque of zero, and (c) the operating point
of
when
it is connected
a load
whose
torque characteristic
In the
themotor
previous
example,
what istothe
power
delivered
by the motorisatproportional
the oper- to
speed
with a constant
proportionality
= Watts
0.0125 and
N@m>(rad>sec).
ating point?
Expressofthe
answer as (a)
(b) horsepower.
6.7 In the previous problem, what is the power delivered by the motor at the operating point in
Stepper:
Solution: units
At vof=(a)
105.3
rad>sec, and using the load torque equation,
Watts and (b) horsepower?
6.8
0.0071105.32
0.737
N@m
A DC servomotor is usedTLto =actuate
one of the=axes
of an
x–y positioner. The motor has
a torque constant of 10.0 in-lb/A and a voltage constant of 12.0 V/(1,000 rev/min). The
(a) Power P = Tv = 0.7371105.32 = 776 W
armature resistance is 3.0 Ω. At a given moment, the positioning table is not moving and
a(b)
voltage
of 48 V isHP
applied
to the motor=terminals.
Horsepower
= 77.6>745.7
0.104 hpDetermine the torque (a) immediately
after the voltage is applied and (b) at a rotational speed of 500 rev/min. (c) What is the
maximum theoretical speed of the motor?
6.9
A DC servomotor generates 50 W of mechanical power in an application in which the
yE
ngi
nee
rin
g.n
et
The inside diameter of the cylinder is 3.5 in. The piston rod has a diameter of 0.5 in. The hydraulic power source can generate up to 500 lb/in2 of pressure at a flow rate of 1,200 in3/min
to drive the piston. (a) Determine the maximum velocity of the piston and the maximum
Downloaded From : EasyEngineering.net
force that can be applied in the forward stroke. (b) Determine the maximum velocity of the
piston and the maximum force that can be applied in the reverse stroke.
148
Chap. 6 / Hardware Components for Automation and Process Control
Analog–Digital Conversion
6.14 The shaft of a stepper motor is directly connected to a leadscrew that drives a worktable
6.18 (A) A continuous voltage signal is to be converted into its digital counterpart using an
in an x–y positioning system. The motor has a step angle = 5°. The pitch of the leadscrew
analog-to-digital converter. The maximum voltage range is {30 V. The ADC has a 12-bit
is 6 mm, which means that the worktable moves in the direction of the leadscrew axis by
capacity. Determine (a) number of quantization levels, (b) resolution, and (c) the quantia distance of 6 mm for each complete revolution of the screw. It is desired to move the
zation error for this ADC.
worktable a distance of 275 mm at a top speed of 20 mm/sec. Determine (a) the number of
6.19 pulses
A voltage
signal
with afrequency
range of required
0 to 115toVachieve
is to bethis
converted
by (c)
means
an ADC.
and (b)
the pulse
movement.
Howofmuch
time
Determine
the
minimum
number
of
bits
required
to
obtain
a
quantization
errorare
of
is required to move the table the desired distance at the desired speed, assuming there
(a)delays
{5 Vdue
maximum,
(b) {1 V maximum, (c) {0.1 V maximum.
no
to inertia?
6.20 AAsingle-acting
digital-to-analog
converter
uses
reference
voltage
120 diameter
V DC and
6.15
hydraulic
cylinder
witha spring
return
has an of
inside
of 95has
mm.eight
Its
binary
digit
precision.
In
one
of
the
sampling
instants,
the
data
contained
in the
application is to push pallets off of a conveyor into a storage area. The hydraulic power
3
binarycan
register
= 01010101.
a zero-order
used
to of
generate
Downloaded
:MPa
EasyEngineering.net
source
generate
up From
to 2.5If
of pressurehold
at a isflow
rate
100,000 the
mmoutput
/sec to signal,
drive
determine
the
voltage
level
of
that
signal.
3. ADC
the piston. Determine (a) the maximum possible velocity of the piston and (b) the maxi-
6.21 mum
A DAC
reference
voltage
of apparatus.
80 V and has
In four successive
samforceuses
thatacan
be applied
by the
(c) 6-bit
Is thisprecision.
a good application
for a hydrauSec. 7.4 / Analysis of Positioning
Systems
173
pling
periods,
long, the binary
data
contained in the output register were 100000,
lic
cylinder,
or each
would1 sec
a pneumatic
cylinder
be better?
011111,
011101,
and
011010.
Determine
the
equation
for
the
voltage
as
a
function
of
time
6.16 (A) A double-acting hydraulic cylinder has an inside diameter of 80 mm. The piston rod
between
sampling
3 and
4 using
(a) a zero-order
and (b)
The
required
pulse
train
frequency
topower
drive
the table
at
a specified
linear
travel
rate
has
a diameter
of 15instants
mm. The
hydraulic
source
canhold
generate
up atofirst-order
4.0 MPa
ofhold.
pres-
Ea
syE
ng
fp:
can
obtained
by combining
Equations
(7.9)
and
(7.10)
and
rearranging
to
solve
6.22be sure
In the
suppose
that
second-order
hold
used
toforgenat aprevious
flow
rateproblem,
of 125,000
mm3/sec
toadrive
the piston.
(a) were
Whattoarebe
the
maximum
6.17
erate the
output
signal.
Theandequation
for the
second-order
is in
the
possible
velocity
of the
piston
the maximum
force
that can be hold
applied
thefollowing:
forward
2
vt n s rE
fstarting
Nspiston
nbeginning
Nm ns of
g 0 =possible
r n s rg velocity
s rg and the
E(t) = (b)
E0 What
+ at +arebtthe
, where
at the
the
of the
time interval.
voltage
stroke?
maximum
maximum
force
fp =
=
=
=
(7.11)
(a) For
theapplied
binary in
data
the60p
previous problem,
determine
the values of a and b
that
can be
thegiven
reverse
60p in stroke?
60
60
would be used
in the equation
the time
interval
between
sampling
instants 3robot.
and 4.
Athat
double-acting
hydraulic
cylinder for
is used
to actuate
a linear
joint
of an industrial
(b)
Compare
the
first-order
and
second-order
holds
in
anticipating
the
voltage
at
the
4th
The inside diameter of the cylinder is 3.5 in. The piston rod has a diameter of 0.5 in. The hyinstant.
2
3
draulic power source can generate up to 500 lb/in of pressure at a flow rate of 1,200 in /min
ine
eri
ng
Ea
.ne
syE
t
ng
ine
eri
ng
.ne
t
drive the piston. (a) Determine the maximum velocity of the piston and the maximum
4. NCtoaccuracy
force that can be applied in the forward stroke. (b) Determine the maximum velocity of the
EXAMPLE
7.1 the
NC
Open-Loop
Positioning
piston and
maximum
force that
can be applied in the reverse stroke.
The worktable of a positioning system is driven by a ball screw whose
Downloaded
: EasyEngineering.net
Analog–Digital
pitchConversion
= 6.0 mm. The screw is connected
to From
the output
shaft of a stepper motor
through a gearbox whose ratio is 5:1 (five turns of the motor to one turn of
6.18 (A) A continuous voltage signal is to be converted into its digital counterpart using an
the screw).converter.
The stepper
hasvoltage
48 steprange
angles.
TheV.table
a disanalog-to-digital
Themotor
maximum
is {30
The must
ADC move
has a 12-bit
tance
of
250
mm
from
its
present
position
at
a
linear
velocity
=
500
mm/min.
capacity. Determine (a) number of quantization levels, (b) resolution, and (c) the quantiDetermine
(a)ADC.
how many pulses are required to move the table the specified
zation
error for this
distance
and
(b)
required
motor
speed
pulse rateby
to means
achieveofthe
6.19 A voltage signal with athe
range
of 0 to
115 V
is toand
be converted
an desired
ADC.
table
velocity.
Determine the minimum number of bits required to obtain a quantization error of
(a) {5
maximum, (b)
{1 V maximum,
(c) the
{0.1screw
V maximum.
Solution:
(a)VRearranging
Equation
(7.7) to find
rotation angle As corresponding
6.20 A digital-to-analog
uses a reference voltage of 120 V DC and has eight
to a distance x converter
= 250 mm,
6.21
6.22
binary digit precision. In one of the sampling instants, the data contained in the
3hold
6012502
binary register = 01010101. If a zero-order
is used to generate the output signal,
3 60x
= 15,000°
s = signal. =
determine the voltage level ofAthat
p
6.0
A DAC uses a reference voltage of 80 V and has 6-bit precision. In four successive sam48 each
step 1angles,
each
angle
plingWith
periods,
sec long,
the step
binary
data is
contained in the output register were 100000,
011111, 011101, and 011010. Determine the equation for the voltage as a function of time
3 60
between sampling instants 3 and 4 usinga(a)
= a zero-order
= 7.5°hold and (b) a first-order hold.
48
In the previous problem, suppose that a second-order hold were to be used to generateThus,
the output
signal.ofThe
equation
forthe
thetable
second-order
the number
pulses
to move
250 mm ishold is the following:
E(t) = E0 + at + bt 2, where E0 = starting voltage at the beginning of the time interval.
(a) For the binary data given
ingthe previous
problem, determine the values of a and b
3 60xr
Asrg
15,000152
npthe
= equation =
= 1 0 ,0sampling
0 0 pulses
= interval between
that would be used in
for the
time
instants 3 and 4.
a
pa
7.5
(b) Compare the first-order and second-order holds in anticipating the voltage at the 4th
instant.
(b) The rotational speed of the screw corresponding to a table speed of
500 mm/min is determined from Equation (7.10):
vt
500
= 8 3 .3 3 3 rev/min
=
p
6
Downloaded From : EasyEngineering.net
Equation (7.6) is used to find the motor speed:
Ns =
Nm = rgNs = 5183 .3 3 3 2 = 4 1 6 .6 6 7 rev/min
The applied pulse rate to drive the table is given by Equation (7.11):
fp =
vt n s rg
60p
=
5001482152
= 3 3 3 .3 3 3 Hz
60162
Ea
syE
ngi
nee
r
ing
Ea
.ne
syE
t
ngi
nee
rin
g.n
Ea
syE
et
ng
ine
eri
ng
.ne
t
PROBLEMS
through a gearbox whose ratio is 5:1 (five turns of the motor to one turn of
the screw). The stepper motor has 48 step angles. The table must move a distance of 250 mm from its present position at a linear velocity = 500 mm/min.
Answers to problems
labeled
(A)
are many
listed in
the appendix.
Determine
(a)
how
pulses
are required to move the table the specified
distance and (b) the required motor speed and pulse rate to achieve the desired
CNC Machining
tableApplications
velocity.
Solution:
Rearranging
(7.7) istoto
find
screw
angle A
7.1 (A) A(a)
machinable
gradeEquation
of aluminum
be the
milled
on rotation
a CNC milling
machine
with a
s corresponding
25-mmtodiameter
four-tooth
end
mill. Cutting speed is 100 m/min and feed is 0.075 mm/
a distance
x = 250
mm,
tooth. To program the machine tool, convert these values to (a) rev/min and (b) mm/min,
3 6012502
3 60x
respectively.
7.2
As =
= 15,000°
=
p on a CNC
6.0 machine using cemented carbide inA cast-iron workpiece is to be face milled
serts. The cutter has 12 teeth and its diameter is 100 mm. Cutting speed is 180 m/min and
Downloaded
From
: EasyEngineering.net
48 step angles,
each
step
is tool, convert these values to (a) rev/min
feed isWith
0.08 mm/tooth.
To program
the angle
machine
and (b) mm/min, respectively.
3 60
a =a CNC =
7.5°
7.3Positioning
An end milling
operation is performed on
Sec. 7.4 / Analysis of
Systems
48 machining center. The total length of175
travel is 800 mm along a straight path. Cutting speed is 1.5 m/sec and chip load is 0.09 mm.
mill
hasnumber
two
teethofalong
and
itsthe
diameter
=the
12.5
mm.
Determine
Thus,
the
pulses
toaxis,
movemm
table
mm is (a) feed rate in rev/
whereThe
∆xend
=
distance
moved
(in);
n250
p and ns are defined above; and
min and (b) time to complete the cut.
p = screw pitch, mm/rev (in/rev).
3 60xrg
Asrgon a 15,000152
speed = 2.2operation,
m>sec,
A
turning
operation
Cutting
The
velocity
of the worktable,
which
thelathe.
feed=rate
nisp to
= be performed
1 0 ,0in0 a0 machining
pulses
= is normally
= CNC
feed
=
0.25
mm>rev,
and
depth
of
cut
=
3.0
mm.
Workpiece
diameter
=
90
mm
and
a
pa
7.5
is determined by the rotational speed of the screw, which in turn is driven by the servomotor:
7.4
length = 550 mm. Determine (a) rotational speed of the workpiece, (b) feed rate, and (c)
The
rotational
speed
of tothe
to a table speed of
time to(b)
travel
from
one end of
the part
thescrew
other.Ncorresponding
mp
vt = fr = Ns p =
(7.15)
500
mm/min
is determined
Equation
(7.10):
A CNC
drill
press drills
four 10.0 mmfrom
diameter
holesrgat
four locations on a flat aluminum
plate in a production work cycle. Although the plate is only 12 mm thick, the drill must
vt (in/min);
500 and fr = feed rate, mm/min (in/min);
wheretravel
vt =a worktable
velocity,atmm/min
full 20 mm vertically
each
to allow
clearance above the plate and
Ns =hole location
=
8 3 .3 3 for
3 rev/min
=
p m =of 6motor
Ns = breakthrough
screw rotational
N
rotational
speed,the
rev/min;
rg =
gear
of thespeed,
drill onrev/min;
the underside
the plate.
Time to retract
drill from
each
reduction
hole isratio.
one-half the feeding time. Cutting speed = 0.5 m>sec and feed = 0.10 mm>rev.
(7.6)
is used
findrate
the given
motor
At theEquation
worktable
velocity
ortofeed
Equation
Coordinates
of the
hole
locations
are:
hole by
1speed:
at x = 25(7.15),
mm, y the
= 25pulse
mm; frequency
hole 2
at by
x =the
25 encoder
mm, y = is
150
mm;
hole 3 at x = 150 mm, y = 150 mm; and hole 4 at
emitted
the
following:
Nm = rgNs = 5183 .3 3 3 2 = 4 1 6 .6 6 7 rev/min
x = 150, y = 25 mm. The drill
starts out at point (0, 0) and returns to the same position after
f r n s moving from one coordinate position
v tthe
n s table
the work cycle is completed. Travelfrate
of
= in
p = the table
The
applied
pulse
rate
to
drive
isdeceleration,
given by Equation
(7.11): for (7.16)
60p and
60p
to another is 600 mm/min. Owing to acceleration
and time required
the
control system to achieve final positioning, a time loss of 3 sec is experienced at each stop of
5001482
t n s rg Hz;
wherethefptable.
= frequency
the
pulsevtrain,
andtotal
the152
constant
60 convertsand
worktable
All movesofare
made
cycle
unloadingvefp =so as to minimize
=
= time.
3 3 3 .3If3 3loading
Hz
locitythe
or plate
feed take
rate20
from
mm/sec
(in/sec)
to mm/min
(in/min).
60p
60162
sec (total
handling
time),
determine
the time required for the work cycle.
7.5
The pulse train generated by the encoder is compared with the coordinate position and feed rate specified in the part program, and the difference is used by the MCU
Analysis of Open-Loop Positioning Systems
Bài
tập: a servomotor, which in turn drives the worktable. A digital-to-analog converter
to drive
(Section
6.3.2)
is ofused
to convert
digital
signalssystem
used isby
the by
MCU
a continu7.6 (A) One
axis
the worktable
in athe
CNC
positioning
driven
a ballinto
screw
with a
ous analog
powers
the by
drive
motor.
Closed-loop
NCstep
systems
of the
type
7.5-mm current
pitch. Thethat
screw
is powered
a stepper
motor
which has 200
angles using
a 3:1
gear reduction
turns of thewhen
motorafor
each turn of force
the ballresists
screw).the
Themovement
worktable is prodescribed
here are(three
appropriate
reactionary
of the
Downloaded
From path
: at
EasyEngineering.net
to movemachine
a distancetools
of 400that
mm perform
from
its present
position
a travel
speed
of 1,200 mm/
table.grammed
Metal cutting
continuous
cutting
operations,
such
min.
(a)
How
many
pulses
are
required
to
move
the
table
the
specified
distance?
(b) What is
as milling and turning, fall into this category.
the required motor rotational speed and (c) pulse rate to achieve the desired table speed?
7.7
One axis of an open-loop positioning system is driven by a stepper motor, which is connected to a ball screw with a gear reduction of 2:1 (two turns of the motor for each turn of
NC closed
loop positionning
the screw). The ball screw drives the positioning table. Step angle of the motor is 3.6°, and
pitch of the
screw
is 6.0 mm. The
table is required to move along this axis a distance
EXAMPLE
7.2 ball
NC
Closed-Loop
Positioning
of 600 mm from its current position in exactly 25 sec. Determine (a) the number of pulses
AntoNC
worktable
operates
by closed-loop
positioning.
The
system speed
consists
required
move
the specified
distance,
(b) pulse frequency,
and (c)
rotational
of of
a servomotor,
screw, and optical encoder. The screw has a pitch of 6.0 mm
the motor
to make the ball
move.
and is coupled to the motor shaft with a gear ratio of 5:1 (five turns of the drive
motor for each turn of the screw). The optical encoder generates 48 pulses/
rev of its output shaft. The table has been programmed to move a distance of
250 mm at a feed rate = 500 mm/min. Determine (a) how many pulses should
be received by the control system
to verify
that
the table has moved exactly
Downloaded
From
: EasyEngineering.net
250 mm, (b) the pulse rate of the encoder, and (c) the drive motor speed that
corresponds to the specified feed rate.
Solution: (a) Rearranging Equation (7.14) to find np,
np =
2501482
∆xns
= 2 ,0 0 0 pulses
=
p
6.0
(b) The pulse rate corresponding to 500 mm/min is obtained by Equation (7.16):
fp =
5001482
fr ns
=
= 6 6 .6 6 7 Hz
60p
6016.02
Downloaded From : EasyEngineering.net
net
table that positions
the PC board
uses
a stepper
motor
directly
linked
to a ball screw for
of the
screw).
optical
encoder
generates
(c) Motormotor
velocity
(feed
rate) The
divided
by screw
pitch,
corrected48 pulses/
speedfor
= each
table turn
each axis
(noitsgear
reduction).
Screw
The motor step
pitchhas
= been
5.0 mm.
angle =distance
7.2°, andof
rev
of
output
shaft.
The
table
programmed
to
move
for gear
ratio:frequency = 400 Hz. Two components are placed on the PC board,aone
the pulse
at
250 mm at a feed rate = 500 mm/min. Determine (a) how many pulseseach
should
positions
(25,
25)
and
(50,
150),
where
coordinates
are
mm.
The
sequence
of
positions
is
be received by the
system to verify that the table has moved exactly
rg frcontrol
515002
(0, 0), (25, 25), (50,
150),
(0,
0).
Time
required
to
unload
the
completed
board
and
load
the
= pulse= rate of the
= encoder,
4 16 .6 6 7 rev
Nmthe
250 mm, (b)
and/min
(c) the drive motor speed that
p table6.0
next blank onto the machine
= 3.0 sec. Assume that 0.25 sec is lost due to acceleracorresponds
to
the
specified
feed
rate.
tion and deceleration on each move. What is the hourly production rate for this PC board?
Comment: Note that motor speed has the same numerical value as in
Solution:
(a) Rearranging
.14) to find
n , to drive the leadscrews for x–y posi7.10 Two stepper
motors areEquation
used in an(7
open-loop
system
Example 7.1 because the table velocity and motorp gear ratio are the same.
tioning. The range of each axis is 550 mm. The shafts of the motors are connected directly
∆xnsThe 2501482
to the leadscrews (no gear n
reduction).
mm, and the number of
2 ,0 0is0 5.0
pulses
= leadscrew =pitch
p =
p How closely
step angles on each motor is 120. (a)
6.0 can the position of the table be controlled, assuming
there are
no mechanical
errors in the positioning system? (b) What are
Downloaded
From
: EasyEngineering.net
(b) Therotational
pulse ratespeeds
corresponding
to 500motor
mm/min
obtained by Equation
.16):
the in
required
of each stepper
andiscorresponding
pulse train(7
freDownloaded
From
:
EasyEngineering.net
7.4.3
Precision
Positioning
Systems
Downloaded From : EasyEngineering.net
quencies to drive the table at 300 mm/min in a straight line from point (x = 0, y = 0) to
5001482
fr ns
point (x = 330 mm, y = 220 fmm)?
234
/ Industrial
6 6 .6Chap.
6 7 Hz8system
p =a work =
To accurately machine or otherwise process
part,
an NC=positioning
must Robotics
60p
6016.02
6
Chap.
7 each
/ Computer
Numerical
Control
7.11
(A)
The
two
axes
of
an
x–y
positioning
table
are
driven
by
stepper
g Systems From
177can be defined for an motors
possess
a high degree of precision. Three measures of precision
NC conDownloaded
: EasyEngineering.net
nected
to
ball
screws
with
a
4:1
gear
reduction
(four
turns
of
the
motor
for
each
8.6 ROBOT
ACCURACY
REPEATABILITY
positioning
system:AND
(1) control
resolution, (2) accuracy, and (3) repeatability. These terms turn of
the
ball
screw).
The
of step angles
each
stepper by
motor
is 100.
Each
screw has a
(c)
Motor
velocity
(feedon
rate)
divided
screw
pitch,
corrected
speed
=number
tablecomponents,
= control resolution
of theexplained
electromechanical
mm
(in);
are most readily
by considering
a single axis
of the
positioning system, as depitch
=
7.5
mm
and
provides
an
axis
range
=
600.0
mm.
There
are
16
bits
in
each
for
gear
ratio:
Chap.
7
/
Computer
Numerical
Control
The capacity
of
a robot
to position
andto
orient
the end
of its wrist
withtoaccuracy
andbinary
repeatew pitch, mm/rev
ns =Control
number
of
stepsrefers
per
revolution;
and
picted in(in/rev);
Figure
7.14.
resolution
the control
system’s
ability
divide the
register
used by the controller to store position data for the two axes. (a) What is the conisaxis
anthe
important
attribute
in nearly
all
industrial
applications.by
Some
assembly
tio between the
motor
shaft
and
screw ascontrol
defined
in Equation
(7.6).
The
total
rangeability
of the
movement
into
closely
spaced
points
that
can
be
distinguished
the
trol resolution of each axis? r(b)
are
the required
rotational
speeds of each stepper
515002
g fr What
Downloaded
From
: EasyEngineering.net
Motor
velocity
(feed
rate)
divided
byas
screw
pitch,
speed
=MCU.
table
applications
require
thatsystem.
objects
located
within
(0.002
in).
Otherinapplications,
sion can
be used
for Control
a closed-loop
positioning
resolution
is
defined
thebedistance
separating
two
adjacent
addressable
4 0.05
16 .6the
6mm
7table
rev
/min
N
= corrected
motor
and
corresponding
pulse
frequencies
to=drive
at 800 mm/min
a straight
m =
ppoints
6.0
ear
suchaxis
as
spot
welding,
usually
require
accuracies
of
0.5–1.0
mm
(0.020
–0.040the
in). Several
condratio:
factor that
limitsincontrol
resolution
is
the
number
of
bits
used
by
the
MCU
points
the
movement.
Addressable
are
locations
along
the
axis
to
which
line from point (20, 20) to point (350, 450)?
must
be defined
inthat
the context
of
this
discussion:
(1) control
resolution,
e axis coordinate
value.terms
Forbe
example,
this
limitation
may
be
thecontrol
worktable
can
specifically
directed
to
go. It
isimposed
desirable
for
resolution
to
be(2)
asasaccuracy,
Comment:
Note
motor
speed
has by
the
same
numerical
value
in
rg fand
515002
r If (3)
apacity of thesmall
controller.
B
=
the
number
of
bits
in
the
storage
register
for
repeatability.
These
terms
have
the
same
basic
meanings
in
robotics
as
they
have in
as
possible.
This
depends
on
limitations
imposed
by
(1)
the
electromechanical
comthe table velocity and motor
gear
ratio
are
the
same.
= 7.1
4 16 because
.6 6 7 rev /min
Nm =
= Example
divided
=characteristics
2B. used by the
n the number ponents
of control
points
into
whichsystem
the axis
range
can
benumber
pofnumerical
control
(Section
7.4.3).
Inthe
robotics,
the
arecontroller
defined attothe end of
6.0
the
positioning
and/or
(2)
of
bits
Analysis of Closed-Loop Positioning Systems
at the controldefine
pointsthe
are
separated
within the
then
the
wrist
andequally
in the
absence
of range,
any end
effector attached to the wrist.
axis
coordinate
location.
ment: Note that motor speed has the same numerical value as in
Control
resolution
refers
toaxis
theaffect
capability
of to
the
positioning
system
to diA number
of
electromechanical
factors
control
resolution,
including
screw
7.12 In
a CNC
milling machine,
the
corresponding
therobot’s
feed rate
uses a DC
servomotor
mple 7.1 because the table velocity and
motor gear ratio are the same.
Ldrive
the
range
of
the
joint
into
closely
spaced
points,
called
addressable
points,
to
which
as
the
drive
unit
and
a
rotary
encoder
as
the
feedback
sensing
device.
The
motor
is
geared
pitch, gearvide
ratio
in
the
system,
and
the
step
angle
in
a
stepper
motor
for
an
openCR2 = B in Positioning Systems
(7.18)
to
leadscrew
with aby
10:1
reduction
(10 turns
the
for each
turn
of the
the leadscrew).
2 1moved
thePrecision
bebetween
the
Recall
from
Section
7.4.3
that
capability
to
loop7.4.3
system
orjoint
thea can
angle
slots
incontroller.
an encoder
diskoffor
amotor
closed-loop
system.
For
an
Ifan
theaxis
leadscrew
pitch
is 6by
mm,
and the
encoder
emitson
60
pulses
perbe
revolution,
determine
divide
range
into
addressable
points
depends
(1)
limitations
of
the
electromeopen-loop
positioning
system
driven
a
stepper
motor,
these
factors
can
combined
= control resolution
the computer
control
system, mm
(in);aand
L part,
= axis
To of
accurately
machine
or speed
otherwise
process
anofNC
system
mustrate
(a) the
rotational
of
the
motor
and
(b) pulse
rate
the positioning
encoder
to (2)
achieve
feed
chanical
components
that
make
up
each
joint-link
combination
and
the acontroller’s
intoresolution
an expression
that
defines
control
resolution
aswork
in). The control
of
the
positioning
system
is
the
maximum
of
the
possess
a
high
degree
of
precision.
Three
measures
of
precision
can
be
defined
for
an
NC
of
300
mm/min.
nhat
inis,
Positioning Systems
bit storage capacity for that joint.
p accuracy, and (3) repeatability. These terms
positioning
system:
(1)
control
resolution,
(2)
7.13 A
is used
toCR
drive
oneorthogonal
of the table axes
a CNC
machine.
The motor or
If DC
theservomotor
joint is linear
(type
L)
or
(typeofO)
andmilling
consists
of(7.17)
a leadscrew
1 =
na
rgsingle
areCR
most
explained
by
considering
axis
of the positioning
system,
as de= readily
Max
5CR
, CR
(7.19)
susing
isa coupled
a ball
screw
for
the the
axis
amethods
gear
reduction
turns of the
motor
1to
2 6repeatibility,
achine or otherwise
process
work
part,
an
NC
positioning
system
must
ball
screw
drive
mechanism,
then
same
used of
for8:1an(eight
NC positioning
system
Control
resolution,
accuracy
of
NC
picted
in
Figure
7.14.
Control
resolution
refers
to
the
control
system’s
ability
to
divide
the
for
each
turn
of
the
screw).
The
ball
screw
pitch
is
7.5
mm.
An
optical
encoder
attached
to the
egree
of
precision.
Three
measures
of
precision
can
be
defined
for
an
NC
can
be
used
to
determine
the
control
resolution
for
the
robot’s
linear
axis,
CR
.
However,
rable criterion is total
CR2 range
… CRscrew
that
the per
electromechanical
system
is motor
1
1, meaning
pulses
revolution
of
the screw.
Thethat
at a top speed
1,000
theemits
axis 120
movement
into
closelyThese
spaced
points
canrotates
be distinguished
byofthe
m: (1) that
control
resolution,
(2)of
accuracy,
and
(3)
repeatability.
terms
determining
CR
for
a
robot
manipulator
is
confounded
by
the
fact
that
there
is a wider
factor
determines
control
resolution.
The
bit
storage
capacity
of
a
mod1
rev/min.
Determine
(a)
controlasresolution
of theseparating
system,
based
onadjacent
mechanical
limits of each
MCU.
Control
resolution
is
defined
the
distance
two
addressable
Distribution
single
axistypes
of the
positioning
system,
as
variety
of(b)
joint
used
inpulse
robotics
than situations.
in deNC
machine
tools. And
itthe
is servomotor
not possible
erexplained
controllerby
is considering
sufficient
to asatisfy
this
criterion
except
intrain
unusual
of
mechanical
axis,
frequency
ofAddressable
the
emitted
the
optical
encoder
whento
points in
the
axis
movement.
points
areby
locations
along
the axis
which
the
7.14.
Control
resolution
refers
to
the
control
system’s
ability
to
divide
the
Addressable
errors
to
analyze
the
mechanical
details
of
all
of
the
types
here.
Let
it
suffice
to
recognize
that
of 0.0025 mm (0.0001 in) areoperates
within at
the
current
state
CNC
technology.
full
speed,directed
and
(c)oftravel
rate
of
the
table at for
the top
speedresolution
of the motor.
worktable
can
be
specifically
to
go.
It
is
desirable
control
to
be
points
eility
axisof
movement
into closely
spaced
points
thatlimit
can be
distinguished
by divide
the de-the range of each joint-link as
there
is
a
mechanical
on
the
capacity
to
system
a
positioning
system
to
move
the
worktable
to
the
exact
location
Downloaded From
: EasyEngineering.net
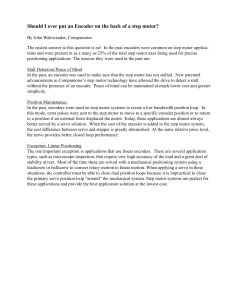
7.14
(A) TheThis
worktable
of on
a CNC
machine
tool is driven
closed-loop positioning
small
as
possible.
depends
limitations
imposed
by (1) by
theaelectromechanical
com-sysresolution
is defined
the
distance
separating
two
adjacent
addressable
Desired
ven addressable
pointasis
limited
by
mechanical
errors
that
due
various
into
addressable
points, and
that
thisare
limit
isto
given
byand
CR1rotary
.
tem
which
consists
of
a
servomotor,
leadscrew,
encoder.
The
leadscrew
ponents of
the positioning
system
and/or
(2)
number
of bits used by the controller to
position
s movement.
Addressable
points
are imperfections
locations
along
the
axis
tothe
which
thebit
ns
in the mechanical
system.
These
include
play
the
The
second
on
control
resolution
is motor
the
storage
capacity
theThe
controller.
and
is coupled
directly
tobetween
the
shaft
(gear
ratio = of
1:1).
encoder If
pitch
= 8 mmlimit
define
the
axis
coordinate
location.
eSystems
specifically
It
is
desirable
for
control
resolution
to
be
as
177
he
worktable, directed
backlashto
ingo.
the
gears,
and
deflection
of
machine
components.
B
=
the
number
of
bits
in
the
bit
storage
register
devoted
to
a
particular
joint,
generates
pulses per leadscrew
revolution.
The tableresolution,
has been programmed
tothen
movethe
A number
of 200
electromechanical
factors
affect
control
Linear including
B screw
e.ical
This
depends
limitations
imposed
by
(1)
the
electromechanical
comerrors
are on
assumed
to
form
an
unbiased
normal
statistical
distribution
a
distance
of
350
mm
at
a
feed
rate
=
450
mm>min.
(a)
How
many
pulses
are
received
by
of addressable
points
inand
thatthe
joint’s
range
of
isaxis
given by
. The
control
Repeatability
pitch,number
gear
ratio
inAccuracy
the drive
system,
step
angle
in motion
a stepper
motor
for2 an
openositioning
(2)
the
number
of
bits
used
by
the
controller
to
pointsystem
whose and/or
meanof
m
=
0.
It
is
further
assumed
that
the
standard
devia=ntrol
control
resolution
the
electromechanical
components,
mm
(in);
resolution
is therefore
defined
as in
the
adjacent
addressable
=disk
3 ! for a
CR between
loop system
or the
slots
andistance
encoderbetween
closed-loop
system. points.
For an This
= angle
3!
oordinate
distribution
is constant
over
the
of+ the
underper
consideration.
w
pitch, location.
mm/rev
(in/rev);
ndetermined
=range
number
ofaxis
steps
revolution; Given
and
can
be
as
2
s
open-loop
positioning
system
driven byincluding
a stepperscrew
motor, these factors can be combined
electromechanical
factors
control
resolution,
ptions,
nearly
of theshaft
mechanical
(99.73%)
are
{ 3s
oofbetween
theallmotor
andaffect
theerrors
screw
as defined
incontained
Equation
(7.6). The
Control
resolution
= CR within
into
an
expression
that
defines
control
resolution
as
R ininpoint.
the drive
system,
andinthe
steppositioning
anglefor
inaaportion
stepperofmotor
forDownloaded
an openolon
This
is pictured
Figure
7.14
the axis
range
that
can
be
used
for a closed-loop
system.
From : EasyEngineering.net
CR2 = B
(8.6)
he
angle
between
slots
in an resolution
encoder disk fornumber
a closed-loop
system.
For
an
2 MCU
- system
1
ontrol
points.
ond
factor
that limits
control
used
bypthe
Figure 7.14 isAthe
portion ofof
a bits
linear
positioning
axis,
with
CR1be= combined
(7.17)
ioning
system
driven
byFor
a stepper
these error
factors
can
definitions
ofFrom
control
resolution
andmotor,
mechanical
distribution
now
nscan
rg and
axis coordinate
value.
example,
this
limitation
may
be
imposed
by
thebe
Downloaded
: EasyEngineering.net
definition
of
control
resolution,
accuracy,
repeatability.
where
CR
=
control
resolution
determined
by
the
robot
controller;
and
R
=
range of
2
on
thatofdefines
control
resolution
asnumber of
e accuracy
repeatability
positioning
system.
is defined
pacity
theand
controller.
If B of
= athe
bits inAccuracy
the storage
registerunder
for
the
joint-link
combination,
expressed
in
linear
or
angular
units,
depending
on
whether
B
nditions
in which
the desired
point lies
therange
middlecan
between
two adjacent
= 2 .
the
number
of control
pointstarget
into
which
theinaxis
be divided
p
the
joint
provides
a
linear
motion
or
a
rotary
motion.
The
control
resolution
of
each
jointCR
(7.17)
Chap. to
7within
/ Computer
Numerical
Control
points.
Since the
table
can
only
one
orthe
therange,
other
of the addressable
1 = be moved
Distribution
t the control
points
are
separated
then
nsrgequally
link
mechanism
will
be
the
maximum
of
CR
and
CR
,
that
is,
1
2
will be an error in the final position of the worktable. This is the maximum of mechanical
Addressable
errors
tioning
error,
because
if of
thethe
target
were closer
to either
one
of
addressable
lity refers
to the
ability
positioning
system
to return
to
aMax5CR
given
adL
CR
= the
(8.7)
points
1, CR
26
Downloaded
From
: EasyEngineering.net
CR
=
(7.18)
2
the
be moved to
the2closer
point
and
the
error
would
be
smaller.
It
B
thattable
has would
been previously
programmed.
This
capability
can
be
measured
1
Desired
Distribution
In worst-case
the-discussion
of NC
control
resolution,
it was noted that it is desirable for
e to define
accuracy
under this
scenario.
Theto
accuracy
of any given
ocation
errors
encountered
when
the system
attempts
position
position itself at
of
mechanical
CR
…
CR
,
which
means
that
the
limiting
factor
in
determining control resolution is the
control
resolution
of
the
computer
control
system,
mm
(in);
and
L
=
axis
2
1
tioning
system is the
maximum
possible errorofthat
can
occur between
Addressable
point. Location
errors
are a manifestation
theerrors
mechanical
errorsthe
of desired
the
points
mechanical
system,
not
the
computer
control
system.
Because the mechanical structure of
n).
The
control
resolution
of
the
positioning
system
is
the
maximum
of
the
and
actual
position
takendistribution,
by the system.
equation
form,
CR=max(CR1,CR2)
em, the
which
follow
a normal
as In
assumed
previously.
Thus, the
Linear
at is,
a Desired
robot manipulator
is
much
less
rigid
than
that
of
a
machine
tool, axis
the control resolution
Accuracy
any given axis of a positioningCR
system is
{3 standard deviations ofRepeatability
the
position
for
each
joint+of3s
a robot
will
almost
certainly
be
determined
by
mechanical
factors 1CR1 2.
=
3
!
Ac
=
(7.20)
CR
CR =with
Maxthe
5CR
(7.19)
or distribution associated
This
= 2 6 can
+ 3 !be written as
1, CR
2 axis.
Similar
to the
2case of an NC positioning system, the ability of a robot manipulator
Linear
able
criterion
is CR
CR
meaning
that
electromechanical
system
is
to
position
giventhe
joint-link
mechanism
at
the exact
location defined by an addressRe
{3s any
(7.21)
accuracy,
mm
(in);
CR
==1,control
resolution,
mm
(in);
and s==CR
standard
2 …
Control
resolution
axis
Accuracy
actor
that
determines
resolution.
The
storage
capacity
a modable
point
isRepeatability
limited
bybit
mechanical
errors inofexpressed
the
joint and associated links. The mechanithe error
distribution.control
Accuracies
in
machine
tools
are generally
= 3!
CR mm (in).
peatability,
+is3 sufficient
! travel, cal
controller
to errors
satisfy
this{
criterion
except
unusual
situations.
arise
from
factors
as
gear
backlash,
link
deflection,
hydraulic fluid leaks,
range= of table
for
example,
0.01 mm
for such
250in
( { 0.0004
in. for
Figure
7.14
A
portion
ofmm
a linear
positioning
system
axis, with
2
f 0.0025
arevarious
within
the
current
state
of
CNC
technology.
le
travel.mm (0.0001 in)and
other
sources
that
depend
on
the
mechanical
construction
of the given jointdefinition of control resolution, accuracy, and repeatability.
Control resolution = CR
ity of a positioning
system
to move the worktable
to the exact
location
link combination.
If the mechanical
errors
can bedecharacterized by a normal distribution
Resolution,
Repeatability
NCare due to various
enControl
addressable
point is Accuracy,
limited byand
mechanical
errorsin
that
ure
A portionsystem.
of a linear
positioning
systeminclude
axis, with
in 7.14
the mechanical
These
imperfections
play between the
pose
mechanical
inaccuracies
inand
therepeatability.
open-loop positioning sysnitionthe
of control
resolution,
accuracy,
e worktable, backlash in the gears, and deflection of machine components.
of Example 7.1 are describedDownloaded
by a normal
distribution
with standard
From
: EasyEngineering.net
cal errors are assumed to form
an unbiased
normal
statistical
distribution
Downloaded
: EasyEngineering.net
Downloaded
: EasyEngineering.net
ation = 0.005 mm. The range of the worktable axis is 1,000 mm,
and
thereFrom From
trol point whose mean m = 0. It is further assumed that the standard devia16 bits in the binary register used by the digital controller to store the
Ea
syE
ngi
Ea
nee
syE
rin
ngi
g
nee
.ne
t
rin
g.n
EEaas
s
e
y
y
t
En EEnng
En gin gininee
gin eer
e
e
r
r
i
i
eer ng ningg.
ing .ne .nneet
t
.ne t
t
En
gin
ee
mechanical
error
distribution
associated
with
the
axis. This
Thisball
canscrew,
be written
written
as encoder.
mechanical
error
distribution
associated
axis.
can
be
as
7.15 A CNC
machine
tool table
is poweredwith
by athe
servomotor,
and optical
and=
connected to the motor shaft with a gear (7.21)
ratio
The ball screw has a pitch = 6.0 mmRe
Re
=is{3s
{3s
of 16:1 (16 turns of the motor for each turn of the screw). The optical encoder is connected
whereto
Rethe=
=ball
repeatability,
mm (in).
(in).
where
Re
repeatability,
mm
screw and generates
120 pulses/rev of the screw. The table must move a distance
of 250 mm at a feed rate = 300 mm>min. (a) Determine the pulse count received by the
control system to verify that the table has moved exactly 250 mm. Also, what are (b) the
pulse rate and (c) motor speed that correspond to the specified feed rate?
Ea
s
Ea yEn
syE gin
ng eer
ine ing
eri .ne
ng t
.ne
t
EXAMPLE 7.3
7.3 Control
Control Resolution,
Resolution, Accuracy,
Accuracy, and
and Repeatability
Repeatability in
in NC
NC
EXAMPLE
7.16
7.17
A DC servomotor coupled to a leadscrew with a 4:1 gear reduction is used to drive one
Suppose
the
mechanical
inaccuracies
in the
the has
open-loop
positioning
inaccuracies
in
open-loop
positioning
sysof theSuppose
table axesthe
of a mechanical
CNC
milling machine.
The leadscrew
1.5 threads/cm.
An optical
encoder
to the leadscrew
emits 100 pulses/rev.
The motor
rotates at
a maximum
temattached
of Example
Example
7.1 are
are described
described
by aa normal
normal
distribution
with
tem
of
7.1
by
distribution
with
standard
speeddeviation
of 800 rev/min.
Determine
(a) range
the control
resolution
of the
expressed
lindeviation
= 0.005
0.005
mm. The
The
range
of the
the
worktable
axissystem,
is 1,000
1,000
mm, and
andinthere
=
mm.
of
worktable
axis
is
mm,
ear travel
distance
of
the
table
axis
and
(b)
the
frequency
of
the
pulse
train
emitted
by
are
the
are 16
16 bits
bits in
in the
the binary
binary register
register used
used by
by the
the digital
digital controller
controller to
to storethe
optical
encoder
when
the
servomotor
operates
at
maximum
speed.
programmed
programmed position.
position. Other
Other relevant
relevant parameters
parameters from
from Example
Example 7.1
7.1 are the
A milling
operation
is 6.0
performed
a between
CNC machining
center.
following:
pitch
mm,
motor
and
screw
= 5.0,
following:
pitch =
=
6.0
mm, gear
gearonratio
ratio
between
motor shaft
shaft
andTotal
screw travel
distance
=
430
mm
in
a
direction
parallel
to
one
of
the
axes
of
the
worktable.
and
(a) conand number
number of
of step
step angles
angles in
in the
the stepper
stepper motor
motor =
= 48.
48. Determine
Determine the
theCutting
speedtrol
= 1.25
m>sec and
load = and
0.05 (c)
mm.
The end milling
cutter
has four teeth
and
resolution,
(b)
accuracy,
of
system.
trol
resolution,
(b)chip
accuracy,
and
(c) repeatability
repeatability
of the
the positioning
positioning
its diameter = 20.0 mm. The axis uses a DC servomotor whose output shaft is coupled to a
Solution:
(a)
is
greater
of
CR
CR
by
Equations
Solution:
(a) Control
Control
resolution
is the
the
greater
ofthe
CRmotor
and for
CReach
as defined
defined
byleadscrew).
Equations
leadscrew
with a 5:1resolution
gear reduction
(five
turns of
turn
of the
11 and
22 as
The leadscrew
is 6.0 mm. An optical encoder which emits 80 pulses per revolution is
(7.17)
(7.18).
(7.17) and
andpitch
(7.18).
attached to the leadscrew. Determine (a) feed rate and time to complete the cut, (b) rotational speed of the motor, and (c) pulse
of
pp rate 6.0
6.0the encoder at the feed rate indicated.
7.18
CR
CR =
=
=
=
=
= 0.025
0.025 mm
mm
A DC servomotor drives the11 x-axis
CNC
milling machine table. The motor is counnssrrggof a 4815.02
4815.02
pled to a ball screw, whose pitch = 7.5 mm, using a gear reduction of 8:1 (eight turns
1,000
1,000
1,000
1,000
of the motor to one turn of the ball
screw). An
optical encoder is connected to the ball
CR
=
=
CR22 =
= 16
=
= 0.01526
0.01526 mm
mm
16
screw. The optical encoder emits
per revolution. To execute a certain pro65,535
65,535
22 75--pulses
11
grammed instruction, the table must move from point (x = 202.5 mm, y = 35.0 mm) to
Max50.025,
0.015266
CR =
=mm)
Max50.025,
0.015266
=at0.025
0.025
mm
point (x = 25.0 mm, y = CR
rate = 300 mm>min.
250.0
in a straight
line path=
a feedmm
For the x-axis, determine (a) the control resolution of the system, (b) rotational speed
Accuracy
is
given
(7
.20):
(b)
Accuracy
is frequency
given by
by Equation
Equation
(7.20):
of the(b)
motor,
and (c)
of the pulse
train emitted by the optical encoder at the
desired feed rate. (d) How many pulses are emitted by the x-axis encoder during the move?
Ac
Ac =
= 0.510.0252
0.510.0252 ++ 310.0052
310.0052 =
= 0.0275
0.0275 mm
mm
(c)
(c) Repeatability
Repeatability Re
Re =
= {310.0052
{310.0052 =
= {0.015
{0.015 mm
mm
Precision
of
Positioning
Systems
Bài tập:
7.19
(A) A two-axis positioning system uses a bit storage capacity of 16 bits in its control mem-
ory for each axis. To position the worktable, a stepper motor with step angle = 3.6° is
7.5
7.5 NC
NC PART
PART PROGRAMMING
PROGRAMMING
connected to a leadscrew with a 6:1 gear reduction (six turns of the motor for each turn
of the
leadscrew). consists
The
leadscrew
pitch is and
7.5 mm.
The range the
of the
x-axis is of
600processing
mm and
NC
programming
of
documenting
sequence
NC part
part
programming
consists
of planning
planning
and
documenting
the
sequence
of
processing
the
range
of the by
y-axis
is 500
mm. Mechanical
accuracy
of the
worktable
can
be repre-of
steps
to
be
performed
an
NC
machine.
The
part
programmer
must
have
a
knowledge
steps to be performed by an NC machine. The part programmer must have a knowledge
sented by
a normal distribution
with standard
deviation
= 0.002 mm
for both axes. For
machining
machining (or
(or other
other processing
processing technology
technology for
for which
which the
the NC
NC machine
machine is
is designed),
designed), as well as
each axis of the positioning system, determine (a) the control resolution, (b) accuracy, and
geometry
and
geometry
and trigonometry.
trigonometry. The
The documentation
documentation portion
portion of
of part
part programming
programming involves
involves the
(c) repeatability.
input
medium
used
to
transmit
the
program
of
instructions
to
the
NC
machine
control
input medium used to transmit the program of instructions to the NC machine control unit.
7.20 Stepper motors
are used todating
drive the two
axes first
of a component
placement
machine 1-in
usedwide
for
The
The traditional
traditional input
input medium
medium dating back
back to
to the
the first NC
NC machines
machines in
in the
the 1950s
1950s is
is
electronic assembly. A printed circuit board is mounted on the table and must be positioned
punched
tape.
recently,
magnetic
tape,
disks,
and
portable
solid-state
memory
punched
tape. More
More
recently,
magnetic
tape, floppy
floppy
disks,
andRange
portable
solid-state
accurately
for reliable
insertion
of components
into the
board.
of each
axis = 700 mm.
5. BàiThe
tậpleadscrew
giải bàiused
toántođộng
robot
tự do
drive học
each ngược
of the two
axeshai
hasbậc
a pitch
of 3.0
6.
mm. The inherent
mechanical errors in table positioning can be characterized by a normal distribution with
deviation = 0.005 mm. If the required accuracy for the table is 0.04 mm, determine
Bàistandard
tập giải
thích các câu lệnh lập trình robot
(a) the number of step angles that the stepper motor must have, and (b) how many bits are
From
:: EasyEngineering.net
required in the control memory for each Downloaded
axis
to uniquely
identify
each control position.
Downloaded
From
EasyEngineering.net
7. Tính toán số xe cần thiết giữa các vị trí làm việc
Downloaded From : EasyEngineering.net
c
294
ability, (2) traffic congestion, and (3) efficiency of manual drivers in the case of manually
Network
showing
material
between
operated Figure
trucks. 10.13
Availability
A isdiagram
a reliability
factor
(Sectiondeliveries
3.1.1) defined
as the proload/unload
stations.
Nodes
represent
the
load/unload
stations,
andor being
portion of total shift time that the vehicle is operational and not broken down
repaired. arrows are labeled with flow rates, loads/hr, and distances m.
To deal with the time losses due to traffic congestion, the traffic factor Ft is defined
as a parameter
for estimating
thecan
effect
these losses
on systemthe
performance.
Sources
of
Mathematical
equations
be of
developed
to describe
operation of
vehicleinefficiency
accounted
for
by
the
traffic
factor
include
waiting
at
intersections,
blocking
based material transport systems. It is assumed that the vehicle moves at a constant veof
vehicles
(as in anitsAGVS),
andand
waiting
a queue
at load/unload
stations. If these
situlocity
throughout
operation
that in
effects
of acceleration,
deceleration,
and other
ations
do
not
occur,
then
F
=
1.0.
As
blocking
increases,
the
value
of
F
decreases.
Ft of
is
t
t
speed differences are ignored.
The time for a typical delivery cycle in the
operation
affected
by
the
number
of
vehicles
in
the
system
relative
to
the
size
of
the
layout.
If
there
a vehicle-based transport system consists of (1) loading at the pickup station, (2) travel
istime
onlytoone
in station,
the system,
no blocking
occur, station,
and theand
traffic
be
thevehicle
drop-off
(3) unloading
at should
the drop-off
(4)factor
emptywill
travel
1.0.
For
systems
with
many
vehicles,
there
will
be
more
instances
of
blocking
and
congestime of the vehicle between deliveries. The total cycle time per delivery per vehicle is
tion,
givenand
by the traffic factor will take a lower value. Typical values of traffic factor for an
AGVS range between 0.85 and 1.0 [4].
For systems based on industrial trucks,
hand trucks and powered
Ld includingLboth
e
Tc =workers,
TL + traffic
+ TU congestion
+
trucks that are operated by human
is probably not the (10.1)
main
vc
vc
cause of low operating performance. Instead, performance depends primarily on the
whereefficiency
Tc = delivery
cycle time,
to load
at load
station,asmin;
work
of the operators
whomin/del;
drive theTtrucks.
Worker
efficiency
is defined
the
L = time
Ld = work
distance
vehicle
travels
between
loadtoand
station,
m (ft);
vc =
carrier
actual
ratethe
of the
human
operator
relative
the unload
work rate
expected
under
standard
velocity,
(ft/min);Let
TU E
=w time
to unload
at unload
station, min; and Le = distance
or
normalm/min
performance.
symbolize
worker
efficiency.
the vehicle
travels
emptydefined,
until thethe
start
of the next
m (ft). can now be exWith these
factors
available
timedelivery
per hourcycle,
per vehicle
The
Tc calculated
by by
Equation
(10.1)
mustis,
be considered an ideal value, because
pressed
as 60
min adjusted
A, Ft, and
Ew . That
it ignores any time losses due to reliability problems,
traffic
congestion,
and other
fac10 / Material
Transport
Systems
AT
60AFtEChap.
wnot all delivery cycles are the (10.2)
tors that may slow down a delivery.
In=addition,
same.
number time,
of vehicles
AGVs,
carts, etc.)
to satisfy
A trolleys,
= availability;
whereThe
ATtotal
= available
min/hr(trucks,
per vehicle;
Ft =needed
traffic factor,
anda
specified
totalefficiency.
delivery schedule
Rf in theA,
system
canEwbedo
estimated
first
calculating
Ew = worker
The parameters
Ft, and
not takeby
into
account
poor the
vetotal
workloadpoor
required
and then
dividing
by management
the availableof
time
vehicle.
Workload
hicle routing,
guide-path
layout,
or poor
the per
vehicles
in the
system.
is
defined
as the
totalbe
amount
of work,
expressed
in terms
of time, that
accomThese
factors
should
minimized,
but if
present they
are accounted
for must
in thebevalues
of
plished
the
material
transport
system
in
1
hr.
This
can
be
expressed
as
L d, L e, Tby
,
and
T
.
L
u
Equations for the two performance parameters of interest can now be written. The
WL = Rf Tc
(10.4)
rate of deliveries per vehicle is given by
where WL = workload, min/hr; Rf = specified flow rate of total deliveries per hour for
the system, deliveries/hr; and Tc = delivery cycle
AT time, min/del. Now the number of veR dv =
(10.3)
hicles required to accomplish this workload
canTcbe written as
WLdeliveries/hr per vehicle; Tc = delivery
where R dv = hourly delivery rate per vehicle,
n =
(10.5)
cycle time computed by Equation (10.1), cmin/del;
AT and AT = the available time in 1 hour,
adjusted for time losses, min/hr.
where nc = number of carriers (vehicles) required, WL = workload, min/hr; and
AT = available time per vehicle, min/hr per vehicle. Substituting Equations (10.3) and
(10.4) into Equation (10.5) provides an alternative way to determine nc:
nc =
Rf
Rdv
(10.6)
where nc = number of carriers required, Rf = total delivery requirements in the system,
deliveries/hr; and Rdv = delivery rate per vehicle, deliveries/hr per vehicle. Although the
traffic factor accounts for delays experienced by the vehicles, it does not include delays
by a load/unload station that must wait for the arrival of a vehicle. Because
Víencountered
dụ:
of the random nature of the load/unload demands, workstations are likely to experience
waiting time while vehicles are busy with other deliveries. The preceding equations do
not consider this idle time or its impact on operating cost. If station idle time is to be minimized, then more vehicles may be needed than the number indicated by Equations (10.5)
or (10.6). Mathematical models based on queueing theory are appropriate to analyze this
more complex stochastic situation.
EXAMPLE 10.1 Determining Number of Vehicles in an AGVS
Consider the AGVS layout in Figure 10.14. Vehicles travel counterclockwise around the loop to deliver loads from the load station to the unload station. Loading time at the load station = 0.7 5 min, and unloading time at the
unload station = 0.50 min. The following performance parameters are given:
vehicle speed = 50 m>min, availability = 0.9 5, and traffic factor = 0.9 0.
Operator efficiency does not apply, so Ew = 1.0. Determine (a) travel distances loaded and empty, (b) ideal delivery cycle time, and (c) number of
vehicles required to satisfy the delivery demand if a total of 40 deliveries per
hour must be completed by the AGVS.
mized, then more vehicles may be needed than the number indicated by Equations (10.5)
or (10.6). Mathematical models based on queueing theory are appropriate to analyze this
more complex stochastic situation.
EXAMPLE 10.1
Determining Number of Vehicles in an AGVS
Consider the AGVS layout in Figure 10.14. Vehicles travel counterclockwise around the loop to deliver loads from the load station to the unload station. Loading time at the load station = 0.7 5 min, and unloading time at the
unload station = 0.50 min. The following performance parameters are given:
vehicle speed = 50 m>min, availability = 0.9 5, and traffic factor = 0.9 0.
Operator efficiency does not apply, so Ew = 1.0. Determine (a) travel distances loaded and empty, (b) ideal delivery cycle time, and (c) number of
vehicles required to satisfy the delivery demand if a total of 40 deliveries per
hour must be completed by the AGVS.
Solution: (a) Ignoring effects of slightly shorter distances around the curves at corners
of the loop, the values of Ld and Le are readily determined from the layout to
be 110 m and 80 m, respectively.
Sec. 10.3 / Analysis of Material Transport Systems
295
Unld
Man
AGV
AGV guide path
20
55
40
20
Load
Man
Direction of
vehicle movement
Figure 10.14 AGVS loop layout for Example 10.1.
Key: Unld = unload, Man = manual operation,
dimensions in meters (m).
(b) Ideal cycle time per delivery per vehicle is given by Equation (10.1):
Tc = 0.7 5 +
110
80
+ 0.5 0 +
= 5.05 min
50
50
(c) To determine the number of vehicles required to make 40 deliveries/hr,
compute the workload of the AGVS and the available time per hour per
vehicle:
WL = 4015 .05 2 = 2 02 min>hr
AT = 6 010.9 5 210.9 0211.02 = 5 1.3 min>hr per vehicle
Therefore, the number of vehicles required is
nc =
2 02
= 3.94 vehicles
5 1.3
This value should be rounded up to 4 vehicles, since the number of vehicles
must be an integer.
Determining the average travel distances, Ld and Le, requires analysis of
the particular AGVS layout and how the vehicles are managed. For a simple loop
layout such as Figure 10.14, determining these values is straightforward. For a complex AGVS layout, the problem is more difficult. The following example illustrates