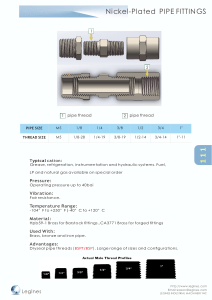
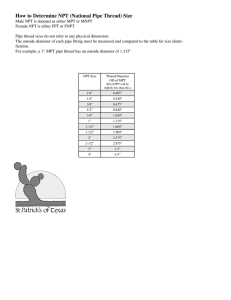
Runni unning ng Man ua l 3 Equipment Preparation Slips Sl ips a nd Elevat ors Saf ety Clam Clam ps Strap Wrenches Single Joint Compen Compen sato r Stabbing Guides Handling a nd Lifting Lifting Pl Plugs ugs Pow er Ton gs 5 Pre-Running Operations Drifting Pipe Pi pe Leng Leng th Mea sur surement ement Cleaning Vis isua ua l Inspection Inspection of Threa ds Bef ore Ma keke-up up Field Repa ir Index Field Repair on Coated Pipes Field Repair on Fiber Glass Lining Pipes Installation of Seal-Rings Pipes Lifting Lifting From Ra ck to Rig Floo Floo r 8 Running Operations on the Rig Floor Floor Threa d Compo und Applicat Applicat ion Recommend ed Thread Running Compound s Threa d Lock Applicat Applicat ion Stabbing Thread Enga gem ent Connection MakeMake-up up Ma keke-up up Speed 11 Running Pipes With Automated Rigs Make-up Torque Curve Pattern 12 Make-up Acceptance Criteria 13 Make-up Rejection Criteria 16 Visual Inspection After Make-up 17 Connection Break-out Inspection Re-Running 18 Running and Pulling Recommendations This ma nua l de ta il ilss th e recomm end ed pra ctic ctices es to a id in in t he success successful ful running a nd pu ll lling ing o f th e Tena ri riss fa mil milyy of premium conn ections. It It ha s bee n des ign ign ed t o pr ov ide ide a n ins ins igh igh t t o a v oi d t he m os t com com m o n c a uses uses of pi pe a n d c onnec t ion ion da m a ge s res res ult ult i ng fr om im pr oper pl a nn ing , i ncor ncor r ect ect r ig ig oper a t i ons , or ina ina ppr opr ia ia t e m a t er i a l ha nd l ing ing pr oc edur es. es. The The f ol low low ing section sec tion s de ta il th e specific specific pra pra ctic ctices es to b e perf orme d in ea ch ope rat ion. This This is a g ener a l m a nua l t ha t m us t b e used used t og et he r wi t h t he s pec ifi ifi c gui del ines ines of t he pr em i um conn conn ec t ion ion t o b e r un. Equipment Preparation All access ssor ory y and backup equipment, such as as cross-overs, sa safety fety subs,, fl subs float oat equi quipme pment and packer assembli mblie es, should should be inspe inspected to ensure they are in proper condition. Since accessories are obtained obt ained fro from m se several sources, care shoul hould d be taken taken to to ensure they were threaded with the correct connection. Only accessories threade threa ded by Tena Tenari ris s or one oneof the theiir li licensed repair repair shop facili facil iti tie es should shoul d be used. during the running of the fi first rst tubing and and casing casing conne conn ections and and during the pull pulling ing out of the last tubing and casing connection. Its condition should be inspected and worn parts replaced at the beginning of each operation. Slips and Elevators When maki When making ng up up corrosion re resista sistant nt alloys all oys (CRA (CR A) pipes, strap wrenches should be used after stabbing to make the pin up to the hand tight position or at minimum until a secure thread start has been achieved. All straps should be checked prior to start-up to ensure their proper diameter capability and their cleanness. Once straps become soiled and begin slipping, they Either slip or collar type elevators may be used for casing and tubing tubi ng stri strings ngs. The T heinsert rts s of the sli slips ps and sli slip p typeelevator tors s must be clean and sharp. Extra long slips and slip type elevators shall beused on long long and/or and/or he hea avy stri strings ngs. lf l f coll collar-type ar-type elevator tors s are used, the the be beari aring ng surf surface aceshall becare carefu fullly inspe inspected to ensurea smooth fl flat at beari bearing ng contact perpendicul perpendicular ar to the pulli pulling directi di rection. on. An uneve uneven beari bearing ng sur urface face can can damagethe coupli coupling and lead to a premature connection failure. Spider and elevator slips sli ps shall shall be examined to see seethat all all the surf urface aces contact the th e pipe pipe evenl nly y. Uneven contact contact can dent the pipe pipe or causeexcess slip-cutting. Theuseof high-d -de ensit ity y in ins sert rts s is recommended for cri rittic ica al servi rvice ce mate ateri rials. als. Safety Clamps Thesafety cla lam mp isused to suspend thecolu lum mn in caseof insuff nsuffiici cie ent grip gri p by the eleva vator. tor. T he safety clam clamp must be use used Strap Wrenches should be replaced. Single Joint Compensator A single joint compensator is recommended to be used during running running and and pull pulling ing of pipe and CRA CR A tub tubulars ulars to reduce the compression loads on the threads that are normally incurred during the stabbing, make-up and pull out process. Care must be taken to properly adjust the tension value of this compone component prior pri or to the fi first rst joint joi nt being being stab stabbe bed. d. Th T his will min inim imiz ize e cro ros ss-t -th hread damages and gallin lling g during the make-up and break out process. Running Manual 3 P o w er e r To n g - u p p e r v ie w Stabbing Guides Stabbing guides shall be used to guide the pin into the box and minimize mini mize dam damag age e to the the connecti ction on if if the joint joi nt is i s miss sstabbe tabbed. Thestabbin ing g guid ide e must be checked prio riorr to ru run nnin ing g to ensure proper fit f it an and d condition condition of the elastomeri ric c inserts. Handling and Lifting Plugs H andli andling ng plugs are are not designe designed to support more than a si single stand stan d of pi pipe pe.. Handli H andling ng pl plug threads must beca cared red for and maiintai ma ntaine ned. d. T hreadsshoul should d be cleaned, inspe i nspected and and handle handled so as to pr pre event damage. To To ensure proper proper thread thread engage engageme ment nt,, both the handling plug and the pipe box threads should be free of an any y dirt, dir t, pa paint, int, an and d storage storagecompound. Plugs should should be doped and fully made-up by hand, then tightened by pushing it with wi th a bar. bar. Han H andli dling ng plugs plugs also also provide prote protection ction of the box threads from damage by tools or test equipment, which may be run inside the pipe. Lifti ting ng plugs are are de designe signed to support the enti ntire re weight of the string stri ng.. T he lift ftiing plugs must bedope doped d and full fully made made-up and power ti tight to shoulder to ac achi hie eveful fulll rated lift lift ca capac paciity. Proper Proper handling practices and sound judgement must be used at all time ti mes to maintai maintain n the rate rated d li lift ca capac paciity of the pl plug ug.. Dam Damag age ed lift ftiing pl plugs ugsshould not be used. At At the be beginni ginning ng of eac ach h 4 Running Manual Lo a d Ce ll In st a ll lla ti t i o n - si d e v i e w operations, operati ons, as we welll as in case case of he hea avy impact impact in the the lift ftiing plug throughout the operation, the lifting plug must be inspected vi visuall sually y and repl replace aced in in case case of dam damag age e. Power Tongs T he to Th ton ngs shou ould ld be in goo ood d con ond ditio ition n, wit with h ja jaws ws th tha at correctly fit the pipe. It is is recommende nded d to use tongswi with th back-up. back-up. Tongs Tongssha shalll be equi quippe pped d with with a rotation rotati on speed control control and shoul hould d decapable of operati ope rating ng at at a minim minimum of 3 rpm. It It is i s imperative that the themakeup torque torqueis accurate ccuratelly meas asured ured and control controllled. Torque Torque meas asuri uring ng equi quipme pment should should be in good work workiing order, cover the appropr app ropriiate range range, and a rece recent calibrati cali bration on cert certiifi fica cate te shoul should d be demanded from from the power tong contractor pri prior or to sta start rtiing thejob. When using tongs with built-in back-up, free motion should be possible between tong and back-up to ensure there is sufficient travel in the back-up to absorb the make-up loss and there is suff suffici icie ent fle fl exi xibil biliity in i n the tong/bac /back-up k-up to to compensate for a slight bend and the normal eccentricity between pin and box. I f a snub snub li line is use used, it i t should should be se set at a 90-degre 90-degree e angle angle to the arm of the tong. Pre-running Operations Drifting It is i s reque queste sted that eac each h le length of the tubul tubulars (casing, (casing, tubing, tubi ng, accessories) be drifted for its entire length just before running. Before drifting, make sure that the internal surface is clean and free from foreign matter that can prevent the correct running of the dri drift ft and can can bemixed wi with th make make-up -up compound duri during ng assembly assembl y. A PIST STA A N D A RD D RIFT M A N D REL SI SIZE (M IN .) PRO D U CTS & SI Z ES ( Ø ” ) Casing and Liners Sm a l l e r t h a n 9 5 / 8 ” 9 5 /8 ” t o 1 3 3 /8 ” La r g e r t h a n 1 3 3 / 8 ” Tubing 2 7 / 8 ” a n d sm a l l e r 3 1 / 2 ” a n d l a rg er LEN G TH D I A M ETER in . mm. in . mm. 6 12 12 152 305 305 d - 1 /8 d - 5 /3 2 d - 3 /1 6 d - 3 .1 8 d - 3 .9 7 d - 4 .7 6 42 42 1 ,0 6 7 1 ,0 6 7 d - 3 /3 2 d - 1 /8 d - 2 .3 8 d - 3 .1 8 d= N om inal pipe b od y interna nal ldiam et eter er T he drif Th riftt shall be handle led d wi with th carewhen in ins sert rte ed and when extracted from the pipe, and drifting should be preferably performed from the box side to the pin side to avoid damage on threads, seals and shoulders. It is recommended to perform drifting while the pipe is on the rack. Tubula Tub lars rs th tha at do not pass th the e drif riftt mandrel shall be mark rke ed with a reject paint band, and laid aside for further investigation. For CRA and coated material, it is recommended to use nonmetallic drift or a drift coated with plastic or with Teflon. M akesu sure re that the dri drift ft man andre drell OD conforms to the API 5CT specif cifiications or to the customer´s spe special cial dri drift ft purcha purchase se specification. When specified by the purchaser, casing can be "Special Drifted". Sizes are shown in API RP 5A5 "Recommended Practicefor T hread Inspe Inspection of new Cas Casing, Tubing Tubing and Plain End Drill Pipe", or special drift purchase specifications. Running Manual 5 Pipe Length Measurement T he le Th len ngth of each pie iec ce of casin ing g and tu tub bin ing g shou ould ld be measured prior to running. A calibrated steel tape should be used. T he mea easureme surement shoul should d be made fro rom m the outermostt face of the coupli outermos coupling ng or box to the outermost outermost face of the pin nose. If running is to be delayed, an appli applica cation tion of som ome e corros corrosion ion protecti protec tion on over the threadssh shoul ould d be conside considere red. d. If I f the connectio ction n is is cleane cleaned until until twe twelve lve hours before the joint joi nt is i s run, a ligh li ghtt oil oi l sh shoul ould d be app applilie ed by meansof a brush or a spray spray appli ap plica cator. tor. If If it wil willl be more tha than n twelve hours until a joint is is to be run, some storage compound and clean thread protectors should be re-applied. T he Ef Th Effe fecti tiv ve Le Len ngth (E (EL) L) of each jo join intt is th the e To Tota tall Le Len ngth (TL (T L ) minus minus theM ak ake e-up loss (M (ML L). Care must be taken to ensure that the the cl cle eani aning ng proce process ss does not ca cause useenvironmental pol pollluti ution. on. Cleaning Visual Inspection of Threads Before Make-up It is essential that no hard foreign matter is present on the threads or seals during make-up. Cleaning should be performed just before use, especially in corrosi cor rosive ve atmosphe tmosphere. re. Before the make-up on the rig floor, all threads will be submitted to visual inspection. Pipe should be on a rack allowing enough space for 360° Remove threads protectors from pin and box ends. revolution for inspection to assure that each connection is: Clean all thread or storage compounds with any suitable cleaning process, such as non-metallic bristle brushes and steam or a quick-drying solvent-type cleaner (without chlorine). • • • • • Che heck ck and clean clean inside i nside thetubulars to to eliminate eli minate any fore foreign material that may fall into the box while stabbing. If compressed air is available, apply the air jet from box to pin. Themost desirable appro roa ach would be to cle lea an th the e connecti tion on at a temperature above 10°C (50°F) so as to remove all traces of moisture and/or extraneous matter. Clean and dry threa thread protec protector tors s. 6 Running Manual Well cleaned Free Fre e fr from om rust rust due to a long and/or and/or incor incorre rect ct storage storage Free Fre e from handli handling ng dama damages Free Fre e from longitudi longitudinal nal cuts and scratc scratche hes s in the the seal area Free from burrs or wear wear M inor anom anomali alie es on thread thread and torque shoul shoulde derr surface surf aces can can be field repaired. Damage on seal surfaces, other than mild oxidation, is cause for rejection (see Field Repair). After repairing, threa thr eads must be re-cl clea eaned and dri dried. Exposed seal surfaces, such as pin nose areas, are particularly susceptible to handling damage. Special care should be taken in inspecti ction on of thes these e are areas as for di dings ngs, dents, and/or ma mashe shed ends. ends. Fiel ield d Repair If necessary, sli slight thread thread repai repairs by # 400 400emery cloth cloth or fi fille, can be pe perf rfor orme med by Tenari naris s personnel or or by certi tiffied personnel of a thir pa part rty y compa pany ny. Sli ght repai Slight repairs can bemadeonl only y on the thread or on on the shoul shoulde derr area, but not on the seal area. Only mild oxidation is alloyed to be removed from from the the seal by means of a Scotch Brite. Bri te. Repairs must not changethe shape shapeof the original original surface. Seal ring (Normal and Collapsed) When the damages cannot cannot be sol olve ved by fi field repair, the joi joint must be reje rejected. Field Repair on Coated Pipes Any damageon the the coatings must be repaired either by the coati coa ting ng com compa pany ny or by cert rtif ified ied personnel of a third pa part rty y company. Fiel ield d Repair Repair on on Fib iber er Glass Lini Lining ng Pip Pipes es When tubulars with fiber glass lining are to be run, no damages areall allowe owed to be field repaired. Installation of Seal Rings If requ requiired by the cus custome tomer, seal ri ringsca can n beinsta nstallled in in the mill prior pri or to applica applicati tion on of thre thread ad com compound pound and and protectors. protectors. Otherwi therwise se, seal ri rings ngs must be securely packaged and for forwarde warded d to a locati location on designated by the custo custome mer. Prior to Prior to ins install tallation, ation, seal rings ringsiden identi tifi fica cati tion on shall shall beveri rifi fie ed. Appropriate seal rings shall be obtained through the Tenaris Licensee Support Gr Group. oup. Visually inspe Visua inspect the seal ri ring ng groove groove/l /location ocation for cleanli nline ness ss. Remove all grease, oil, metal shavings, or other contaminants before theinstallati installation on of a se seal ring. ring. Dry Dr y theseal ring ri ng groove/location before installing the seal ring. For seal rings installation, compress the seal ring with the fingers, so that it partially collapses into the inside diameter of the pipe. Place the collapsed seal ring into the seal ring groove and release it. Firmly seat the seal ring into the groove by applying applyi ng di direc rectt pressure pressureto the the face of the ri ring ng for the enti ntire re circumf ci rcumfere erence nce (360 degrees degrees). A to tool ol to seat the the se seal ri ring ng may be made made fro rom m a hammer handle,, an axe handle handle handle,, or other simil similar devi device ce,, de depe pending nding on the O D of the con conne nection. The T he end of the tool shall shall be shape sha ped d to contac contactt the the face of the se seal ri r ing square squarelly (metall talliic tools are not acceptable). L everagethe tool ag against ainst the faceof the box box to apply pressure pres sure to the the face of the se seal ri r ing. Seal rings installed in the seal ring grooves shall not protrude beyond be yond the internal diam diameter of the coupli coupling ng or the lini li ning ng.. Th T his shall be be verifie rified d wit with h a str tra aig igh ht edge pla lac ced on th the e internal diameter. I f the seal ring ri ng pops out of the coup coupliling ng internal diame diamete ter, r, verify the seal ring size and seal ring groove dimensions. Pipes Lifting from Rack to Rig Floor During the transportation to the rig floor, the thread protectors must be kept installed. For CR C RA materi rials, als, the use useof a pick-up/la pick-up/l ay-down equipme equipment with travelling basket coated with rubber or with other soft materi ma terials als is is reque requeste sted. M etal to metal contact is is not acceptable for CRA materials. For standard materials, load and unload using certified textile slings. Single joint elevators are recommended for all materials. On the rig floor, the pipe string shall be sustained by a device that must not leave incisions or dents on the external surf su rfac ace e of the pipe pipe.. Running Manual 7 Running Operations on the Rig Floor Thread Compound Application While the pipe is in the travel basket or laid on the "V" door, remov ove e the threa thread d protector protector of the box/coupl box/coupliing, wipe with with a clean cl cloth the box/coupl box/coupliing or blow blow it with wi th a jet of com compres pressed air and appl apply y the proper proper amount of of threa thread d compound as as per pipe pi pe manufactur manufacture er recom recomme mendati ndations. ons. Thre Thr ead sto tora rag ge compou oun nd shall be th thor oro oughly removed fr from om the connection before applying running thread compound. While the pin is lifted up in vertical position, remove the protector and wipe wipe the thread thread with with a jet of com compres pressed air. coveri ring ng the seal surface surfaceand torque shoulder of pi pin n or box (as per connection manufacturer recommendation). Do not overdope, the thread pattern should still be evident after doping. Inspect the the thread to as assure sure that it i t has not been damage damaged and it has been properly cleaned. Apply the the proper proper amount amount and type of threa thread d compound as as per the pipe pipe manufactur manufacture er recom recomme mendati ndations. ons. Stab the pin into Stab i nto the the box of the previo vious us pipe, make them up and run them into the hole. 8 Running Manual Appl pply y an even coat of ma manufactur nufacture er re recommended connection connectio n thread thread compound (se (see Recomm Recomme ended Thread T hread Running Compound) Compound) fi filllling ing the full thre thread ad are area a and and Recommended Thread Running Compounds R U N N IN G TH R EA EA D C O M PO U N D * TYPE APPROVED TRADE MARK API Modified A n y certified A PIm o d ified Th read Thread Compound C o m p ou ou nd nd . Environmentally Safe Jet-Lu Lub b e-En e-Envi viro -Sa Saf f B est-O -Life PT PTC C Tot otal alPrem ium C om poun d *Fo r other run ning thread co m po un ds, please con sult us. Keep the dope well mixed, and stir it very well before using. If the compound compound is too thick thick be beca cause useof the low external external tempe peratur rature e, it i t can bewarme warmed d up to a maxi maxim mum of 30 30°C °C and mixed up. N ever useoi oill or solve solvent nt to di dillute thethrea thread d compound. Keep the dope container covered in order to avoid contamination from dust, water, or other dangerous elements. Use new brushes with clean and soft bristle; never use metallic brushes or spatulas. Use mustache type brush for box end and plain type bruch for pin end. Apply thread compound in a continuous film all over the surface surf aceof thr thre eads and seals as per the connectio connection n manufactur manufacture er recommendations. When automatic dope applicator is used, try to check the dope weight sprayed by collecting it and putting it on a scale. Set up the dope applicator until the minimum weight is reached. When a brush is used, weigh the minimum reque req ueste sted d quantity quantity of dope with a scale scale,, to to have an an ide idea a of the dope volume. Special care should be taken to make sure that quantity quantity of of dope does does not exceed the maxi maxim mum specified. Excessive thread dope may affect the connection performance. Thread Lock Application When thread lock is required, both pin and box connections must be clea cleane ned, d, dri dried, and free freeof contaminants nants.. Apply A pply threa thread d lock to the the pin thre thread ad end only only (not the se seal area area of the pin) pin).. This wi will ll reduce th the e possib ibilit ility y of th the e th thre read lo loc ck pro rog gressin ing g into the ID. A unifor uniform m coat coat should should be appli pplie ed, a full full 360 degrees, cove coveri ring ng al all the thre thread ads s of the upper ha hallf of the pin. Then, apply th thre read compou oun nd to th the e in inte tern rna al seal of th the e box, coveri ring ng 360 360 degree degrees. T he connecti connection on shall be made-up as soon soon as possible after the thread lock and thread compound have bee be en applie appli ed. A tor torque que in excess of the maxi axim mum ma make-up ke-up torque may be required to shoulder the connections. Stabbing Stabbing and initial thread engagement is the most critical aspe as pect ct of runni running ng premium conne connecti ctions. ons. A sta stabbing bbing guide sha shalll be used on the pipe box thread to prevent damage to thread and seal surf surfaces. The T he pi pipe pe mus mustt be properly posit positiioned and and under complete contr control ol be befo fore re stabbin tabbing g is conduct conducte ed. T he pi pipe pe must be in true true verti tical cal ali alignment over the the box. M ovement or or sway sway of the pipe should be limited to the minimum extent possible. Personnel on the rig floor and the stabbing board should always control stabil biliity and mov movement of the pipe. pipe. Only O nly afte after the pipe pipe is stabilized and properly positioned, lower the pipe slowly to avoid thread thread dam damage age. Once O nce the face of the pin is i s even with with the the face of the box, box, the pin connecti connection on should be lowered lowered very slowly into into the box. box. T his processwi willll all allow ow the stab flank of the pi pin n threads to al align wi with th the fl flank ank threads threads of the box and reduce redu cethe poss possiibil biliity of miss misstab tabbi bing, ng, or cross threa threading. ding. Running Manual 9 Ali ligg n the pipe w ith t he coupling axis The sta bb ing o pera tion is pa rtic rticularly ularly cri critical tical w ith high hi gh a l loy loy s t eels eels t ha t ha v e a t enden cy t o ga ll. Thread Engagement Remove Rem ovestabbing guide after stabbing. T he hen n rotate rotate the pipe by ha hand nd or man manua uall wre wr enc nch h for a couple couple of turns. If the weight we ight of the pipe prohibi prohibits ts turning by ha hand, nd, turn it i t very slowly with tongs (connection should be free running without torque required) to ensure proper thread engagement. Crossthre thr eadi ading ng and mi misa sallignm gnme ent may may be corre corrected now. T he stabber must not rock the pipe during initial stab or make-up. I n case caseof a mi miss sstab tab,, rotati rotating ng the conne connecti ction on countercounterclockwise 1/4 to 1/2 turns will correct the misalignment and give proper thread engagement. Re make-up following the previous indications. When making up corrosion resistant alloys (CRA) pipes, strap wrenches should be used after stabbing to make the pin up to the hand tight position or at minimum until a secure thread start has been achieved. Connection Make-up Power tongs are required. Pipe wrenches, rig tongs or spinning chain make-up are not recommended. A back-up tong may be required until sufficient string weight is developed to prevent the joint from turning in the slips. Set the power tong and the back-up tong as close as possible to prevent bending during duri ng make-up. The T he bac back-up k-up tong tong should should be of a suff suffici icie ent width to prevent crushing the pipe body. Do not set the backup tong over the box threads. Do not latch the elevators on the pipe until unti l the connecti connection on is i s made ade-up -up complete completelly. 10 Running Manual During power make-up operations, the torque shall be continuously monitored. T he usa usageof Torque vs Turns make make-up monitoring system with a valid calibration is requested. Th T he accura rac cy of tu turn rn measurement shall be hig igh her th tha an 1/100 of a turn. A com compute puterr disp display lay is re required quired to monit monitor or the make ma ke-up, -up, and shall shall be capable of pri printi nting ng hard hard copies of make-up graphs to be kept on file. A make-up torque graph shall be generated for every connection. connection. In the event a graph is is not produced or is lost, the connection shall be considered as rejected. When combini When combining ng diffe differe rent nt wei weigh ghts ts (i.e (i. e. 5” x 15lb/ft wi with th 5” x 18 lb/f b/ft) t) or or diff di ffe erent grades (i.e. (i.e. L80 L 80 and P110), use the torque corre corr esponding to the li lightest wei weight and the lowe lowest grade. grade. Before starting the running, the equipment must be set up with the following values provided by the connection manufacturer: • • • • • • M ini inim mum mak ake e-up torque torque Optimu ptimum m make-up torque M axim aximum um mak ake e-up torque torque M inimu inimum m shou houlde lderr torque M axim aximum um shoulder torque torque Refere rence ncetorque Make-up Speed After stabbing, the first 1 or 2 turns must be performed at low speed to assure prope proper made-u made-up. p. Then T hen a hi highe gher rot rotati ation on speed can be applied, and at the last 1 or 2 turns, the speed must be reduced again to a low value. Running Pipes with Automated Rigs When thestri strings ngsare run by me means of autom automate ated ri rigs, the running runni ng procedure va vari rie es dueto the lack of pe peopl ople e operating around the rotary area. Tongs are remotely operated from a safe distance from the working area. Aft fte er that, the arm of the au automa tomati tic c equipment will will pick each each joint joint up and it wi willl deposit themon the tray tray to be transported to the rotary area. Besides the pre-running operations (thread cleaning, T hereis no need fo Th forr perf rfor orm min ing g any manual op ope era ratio tion n from fr om thi this s poi point, nt, as the off offiicer in in cha charge rge of dri driving ving the drifting drifti ng,, visu visual al ins i nspe pection, seal ring ring ins install tallation, ation, pipe leng length th measurement), the thread compound (or thread lock) must be appli pplie ed while whil e joints joi nts are on the racks. racks. automatic equipme equipment will wi ll positi position on the pipe in a vert vertiica call way and will make-up the connection according to the desired rotary speed and torque value. Make-up Torque Curve Pattern Running Manual 11 Make-up Acceptance Criteria Themake-u -up p shall be accepted whenever thecurveresult ltin ing g fr fro om the make-u -up p operation operation adjusts adjusts to the patterns shown below: Slig h t o scilatio n s in thr th rea ead d in terferen ce len g th are accep ac cep tab tabl le. 12 Running Manual Make-up Rejection Criteria Make-up Torque Under Minimum or Over Maximum Specified Value If the mini minim mum specif cifiied make-up torque torque is not reac reache hed, d, or the maxi aximum mumspeci ciffied make-up make-up tor torque que is exceeded, the connectionthe connection shall be broken out, cleaned, inspected and and if if it is i s not damaged, re redoped and and re-made re-madeup. up. Torque Shoulder not Defined Thereis hig igh h th thre read/s /se eal in inte terf rfe erence befo fore reshould lde ers get in touch touch.. Possibl sible ereasons • • • • • M isali isalign gnm ment betwe twee en pin and box box T hreads not clea clean Wron rong g torq torque ue N ot enoug enough h thread compound Torquecell not properly calibrated Consequences • Ris Risk k of le lea akin king g • Ri Ris sk of acc ccide identa ntall un uns scr cre ewing Theconnecti tion on shall be bro rok ken out, cle lea aned, in ins spected, and if it is i s not damaged, red redope oped d and re-made deup up.. Running Manual 13 Torque Shoulder Below or Above the Specified Window Thereis lo low w or hig igh h th thre read/s /se eal in inte terference. Possible blereasons • Wr Wrong ongtorq torque ue • Wrong thre thread ad compound • Torque cell not properly cali calibrate brated Consequences • Ris Risk k of le lea akin king g • Ri Ris sk of acc ccide identa ntall un uns scr cre ewing Thecon onn necti tion on shall be bro rok ken out, cle lea aned, in ins spected, and if if there is no damag damage e, re redoped and re-made re-madeup. Connection’s Plastic Deformation This may happen when th the e fin fina al to torrque exceeds th the e connection yield torque. Theconnecti tion on shall be bro rok ken out and th the e pin and box connection shall be rejected and marked accordingly. 14 Running Manual Severe Deviations Prior to Shouldering Po ssib le cau se: excesive d o p e am o u n t. Po ssib le cau se: g allin g o r cro ssth read . Thecon onn nectio tion n shall be bro rok ken ou out, t, cle lea aned, in ins spected and if it is i s not damaged, red redope oped d and remade-up. Tong or Backup Dies Slipping on Pipe Body Possi sibl ble ereasons • N on-s on-suita uitable ble die dies s on tong tong or backu backup p • Dirty or or worn worn dies • H ydraulic press pressure in backup backup too low Possibl ble e consequences • Dam Damag age on pipe body • Wrong diagrams even with with correc correctt make make-up -up Theconnecti tio on shall be bro rok ken ou out, t, cle lea aned, in ins spected, and if there is no damag age e, re redoped and and re-madeup. Po ssib le ca cau u se: dies slip p in g . General Note Conne onnecti ctions ons that do not produce an acce acceptab ptablle graph withi within n thre thr eema make-ups ke-ups shall be rejected and ide identi ntiffied accordingl accordingly y. Connections that show visible damage and that can not be fie fi eld repai repaired shall shall be rejecte cted d and ide identi ntifi fie ed accordingly accordingly. Running Manual 15 Visual Inspection after Make-up Subseque quent nt to to each each make ke-up, -up, the area of the pipe/coupli pipe/coupling that was gri gripped pped by the power tongs/backtongs/back-up up devi device ce, as well as thesli slip p area, shall shall be visuall visually y inspecte cted d to determine if the pi pipe pe/coupl /coupliing has bee been damaged. lf there are excessive tong gouges on eithe eitherr the pipe pipeor coupl coupliings, the the gouge ouges s shall be eva valluated in accordance with wi th API API Spec 5CT (seetab tablle). PERM ISSIBLE D EPT EPTH H O F IM PERF PERFEC EC TIO N S IN C O U PL PLI IN G S (A PI5C T) D I A M ET ER PRO D U CTS & SI ZES Tubing Sm a l l e r t h a n 3 1 / 2 ” 3 1 /2 ” t o 4 1 /2 " Sm a l l e r t h a n 6 5 / 8 ” Casing 6 5 /8 ” to 7 5 /8 ” La r g e r t h a n 7 5 / 8 ” G 1 , G2 G2 ( EX CEPT C9 0 A N D T9 5 ) & G 3 PITS AND ROUNDED MARKS Running Manual GRI P M A RK S A N D SHARP PATTERN ALL in. mm. in . mm. in . mm. 0 .0 3 0 0 .0 4 5 0 .0 3 5 0 .7 6 1 .1 4 0 .8 9 0 .0 2 5 0 .0 3 0 0 .0 3 0 0 .6 4 0 .7 6 0 .7 6 0 .0 3 0 0 .0 3 5 0 .0 3 0 0 .7 6 0 .8 9 0 .7 6 0 .0 4 5 0 .0 6 0 1 .1 4 1 .5 2 0 .0 4 0 0 .0 4 0 1 .0 2 1 .0 2 0 .0 3 5 0 .0 3 5 0 .8 9 0 .8 9 G 1: All Allcasing an and d tub ing in G rad ades es H , J, K an and d N. G 2: A llcasing an and d tubi tub ing in G rad ades es C , L, M and T. G 3: A llcasin g and a nd tu bin g in G rad e P. G 4: All Allcasing in G rad ade eQ. 16 G 2 ( C 9 0 A N D T9 5 ) & G 4 Connection Break-out To break out th the e Tenaris fa fam mily of premiu ium m con onn nectio tion ns, th the e same equipment used to make them up will be required. be stopp stoppe ed before before additi additional onal turning turning of the connection is continued. If stri string ng has has been in in servi rvice cefor some ti tim me, the the breakk-out out torque will likely be higher than the torque required to makeup the connections. M aintai aintain n a stea steady dy, control controllled speed until until the pin jum jumps ps inside the box. A single joint elevator is recommended to reduce misallignment duri misa during the lift liftiing process. A we weiight compe compensa nsator tor is recommended to be used to reduce thread galling during break-out. For coupled connecti ctions, ons, the backback-up up tong tong shoul should d alwaysbe set on the coupling central area during breaking-out, so it is necessary to prepare the back-up tong die for the coupling size. H ammeri ring ng thecupli cupling ng or connecti connection on is is not allowe all owed. Stop rotation immediately when the pin jumps inside the box. A stabbing guide shall be used prior to lifting the pin out of the box. T age The heepin mus must betica care ca reful l ifte lif ted dwei out ofpipe to n avoi oid d damag dam . T his i stcriti is cri cal l fully only hea vy we ight pithe pebox or when whe pullling double or tr pul triipl ple e stands stands.. Remov ove e the power tong before lif ifti ting ng the pin out of the box. Do not lif l iftt the exposed pin threads through the tong. Before moving the pipe further, prote prot ect the threads threads by installi install ing a cl clean, dry dry thre thread protector or lift plug as appropriate. For flush fl ush conne connecti ctions, ons, the useof sa safety fety cl clam amps ps is highly recommended. Inspection O ncethe conn conne ection is i s broke broken, n, a brief ins nspe pection ction of seal and threads threa ds of both pin pin and box should be conducte conducted. d. All connections should be broken out and rotated out in low gear only. To break-o k-ou ut th the e con onn nectio tion ns, unla latc tch h th the e ele lev vato tors rs befo fore re breakout. bre akout. L ocate the conne connecti ction on to be broken broken out at a comfortable working height above the slips. Set the power tong and the backup tong or slips as close as possible to preve pre vent bending during during breakout. breakout. M aintai aintain n verti tica call alignm ali gnment and control of pi pipe pe.. T hi his s is ac accom compl pliished by a ma man n on the stabbing board. Slowly apply the torque required to break the connecti connection. on. (N (Ne ever use a ham hamme mer or or other other hard obje obj ect to be beat at on a connecti connection. on. T he resultant resultant damage damage could lead to a failure.) Depending on the torque required, the upper end end of the pipe may may start mo movi ving. ng. Pipe Pi pe movement shall Particular attention must be paid to: • • • • • Seals for evide evidenc nce e of ga gall lling ing T hre hread ads s for evide evidenc nce e of ga gall lling ing Pipe Pi pe for damag age e cau cause sed by powe power tong tong or back-up back-up tong dies Pipe Pi pe for damag age e cau cause sed by el eleva vator tor or sli slip p die dies Any forei foreign mate materi rial al in i n the thre thread ads s or in i n the torque shoulde shoul der/ r/se seal area of the box member Re-Running To re-ru -run n a str trin ing g of Te Ten naris Pr Pre emiu ium m Con Conn nectio tion ns, th the e same procedure as in the initial running should be followed. Running Manual 17 Running and Pulling G en era l Rec eco o mm en d a t io ns - Summ a r y Running Pulling • Remov ove e threa thread d protectors from from pi pin n and and coupling coupli ng ends nds.. • Cl Cle ean the connection with wi th a non-me non-metall tallic ic bristle bri stle brush and steam or a quick drying solvent type cleaner (without chlorine). • Clean and and dry thre thread protector protectors s. Re Reject damag age ed protectors. • M akesu sure re that the interna internall su surf rfac ace e of the pipe pipes s is clea clean n • Use of weight compe compensa nsator tor systemis requested, special ciallly in the cas case e of CRA gra grade des. • For coupled connections break-out, the theba back-up ck-up tong sha shalll beset on the coupling middle position. • T hebre break-out ak-out torque wi willll lilike kely ly be higher than thetorque required to make up the connections. • All conn conne ections should should be broke broken n out and and rotated out in in free from foreign material. • and Che heck ck and clean cl (by air jet) ins inside ide the tubulars to eliminate any any fore foreign mate materi rial. al. • Pas Pass s drift drift from from the coup couplling or box end end to the pin end end avoid voidiing damage damages s on thr thre eads and shoulders. shoul ders. • Tubulars that that do not pass pass thedri drift ft man andre drell sh shall all be marked ma rked with with a re reject paint band and laid laid aside. aside. • For CR CRA and coate coated materi rial, al, usea non-metall tallic ic drift dri ft or a drift coated with plastic or Teflon. • M easure the Total Le L eng ngth th of eac ach h piece pieceof ca casing sing / tubing / accessory. • Calculate the Ef Effec fective tive L eng ngth th of eac ach h joint joi nt by de deduc ducti ting ng the M ake ake-up -up Loss L oss fr from om the Tot Total al Le L ength. • Vi Visua suallly inspect inspect the conne connecti ction on to assure assure the they y are: gear only. • low N eve r use a ham hammer or or other other hard object to beat beat on a connection. • M aintain a ste stead ady y, controll controlled spe speed until the pin jum jumps ps ins nsiide the coupling coupling (av (avoi oid d bumping). • Stop rotation rotation imme immedi diate ately whe when n thepi pin n jumps inside the coupling. • A stab tabbing bing guide guide sh shall all beus use ed prior to li lifti fting ng the pin out of the coupling. • T hepin mus mustt be ca care refull fully y lifte li fted d out of the bo box x av avoiding to damage it. • Be Befor fore e moving the pipe further further,, protec protectt the threads threads by installing a clean and dry thread protector. • Oncethe connection is is broke broken n out, a bri brie ef visua visuall ins i nspe pection of both pin and coupli coupling ng should be conduc conducte ted. d. Particular Particular attenti atte ntion on must must be paid to: to: - Fre Free e fro from m dus dustt dueto a long and/or and/or incorre incorrect ct storage. - Free Free fro from m han handli dling ng and and transport transport damag age es. - Fre Free e from bu burrs rrs or we wear ar.. • N ever attempt to repai repair the se seal area area of the conne connecti ctions. ons. • Sli Slight ght repair repairs s can can be made by # 400 emery cloth or fi fille only on the threads or on the shoulder area. • After repair repairiing, threads threads must beclea cleane ned d aga agaiin and dri drie ed. • Dur During ing pipe mov oving ing to the ri rig g flfloor, thread thread prote protectors ctors must be kept installed. • Use of we weiight compe compensa nsator tor sy syste stem m is reque queste sted, d, special ciallly in the ca case seof CRA gra grade des s. - T hreads for evidenc nce e of gall lling ing.. - Pi Pipe pe body for damage damages caus cause ed by power tong, tong, backup tong, elevator or slip dies. - Any foreign materi ria al in the threads or in i n the torque sh shoulde oulderr of the coup coupliling ng.. • If thestri tring ng is pulled out out in i n stan stands ds,, pin thread prote protectors ctors should be on straight and tight. • Sta Stands nds should be properly tie ti ed with with a band band to preve prevent bending. N o te: thi his s section do es no t rep lace the Ten aris Runn Ru nn ing M an u al. It sh allb e u sed to g ethe ether r w ith it. 18 Running Manual Tenari aris m ak akes es avai ava ilab le this M an u al fo r in form atio n al p u rp o ses on ly an d in n o w ay assum a ssum es resp espo o n sib ility or o r liab ility fo fo r an y Ten lo ss ss, , d am ag age, e, or in jury resul resultin g from the use o f in form atio n an d da ta he her rein . Th e tech echn n ical in form ation con tain ed he rein shou ld n ot be con strue ued d as a recom m en enda dat tion . A ltho ug h reason reason ab abl le eff efforts ha have ve been m ad ade e to to m aintain the accuracy accuracy and reliab ility of o f its con ten t you sho u ld o n ly rely on o n its con clu sio n s at you r ow n risk. Yo u sho u ld n o t rely on o n d escrip tive p ro d u ct d ata or other othe r in form atio n in th is M an u al w ith ou t p ro fession al en gin eering ad vice. Managing Director J im Aiv Aiva alis jaiv ja ivalis lis@ @tenaris.c .co om (1) 713 7674400 tel (1) 713 767 4444 fax Product Qualification & Technical Support Support M ario Vespa mvespa@tenaris.com (1) 713 7674400 tel (1) 713 767 4444 fax Licensee Support Rolando Lange rlange@tenaris.com (54) 3489 435124 tel tel (54) 3489433090 fax fax ARGENTINA Buenos Air Aire es Gabrie Gabri el Domecq gdomecq@tenaris.com (54) 3489 433826 tel (54) 3489 433090fax BOLIVIA Santa Cruz de la Sierra Rich Ri chard ard M ariaca rmariaca@tenaris.com (591) 3 312 0603 tel (591) 3 312 0602fax BRAZIL Sao Paulo José Jos é Rey Me Men ndez jreymendez@confa fab b.c .co om.b .brr (55) 12 244 9001 tel (55) 12 244 9004fax CANADA Calgary Blair Bla ir M ackie bmackie@tenaris.com (1) 403 262 6804 tel (1) 403 290 0619fax CASPIAN SEA Baku & Atyrau Claudio Casais ccasais@tenaris.com (994) 1292 1411 tel (994) 1297 1023fax CHINA Beijing COLOMBIA Bogota Edgard Agua Aguado eaguado@tenaris.com (57) 1 636 2920 tel (57) 1 6234780 fax ECUADOR Quito Roberto Amuchástegui ramuchastegui@tenaris.com (593) 2 298 6240 tel (593) 2 298 6250fax EGYPT Cairo K hali halill H esham Reda kheshamreda@tenaris.com (20) 2 2686 991 tel (20) 2 2686990 fax ITALY Bergamo Giuseppe Della Pina gdellapina@tenaris.com (39) 035 560 3960 tel (39) 035 560 3464fax JAPAN Kanto M arcelo Ram Ramos mramos@tenaris.com (81) 44 328 3400 tel (81) 44 3283456 fax MALAYSIA Kuala Lumpur MEXICO Veracruz Victor Durán vduran@tamsa.com.mx (52) 229 989 1228 tel (52) 229 989 1119 fax fax NIGERIA Port Harcourt Valerio Maus M aussier vmaussier@tenaris.com (234) 8461 0299 tel (234) 8461 1859fax NORWAY Stavanger Arnt Ar nt Oxaas Oxaas aoxaas@tenaris.com (47) 51 44 3440 tel (47) 51 44 3441fax RUSSIA M osc oscow ow Fernando Cadena fcadena@tenaris.com (7) 095 502 1630 tel (7) 095 937 7713 fax SINGAPORE Singapore Soon Tee Sia stsia@tenaris.com (65) 6395 9000 tel (65) 6222 4090fax UAE Dubai Alejandro de la Serna adelaserna@tenaris.com (86) 10 6437 6744 tel (86) 10 6437 6746 fax fax A manu anugan gan Manno M anno amanno@tenaris.com (603) 216 48115 tel (603) 216 48117 fax Luis Acevedo lacevedo@tenaris.com (971) 4 2725 394 tel (971) 4 2725 392fax www.tenarisconnections.com Ve r sio n 01/Se p t e m b e r 2003. © Te n a r is. All r ig h t s r e se r ve d . UK Aberdeen John Joh n Me Men nnie jmennie@tenaris.c .co om (44) 1224 587 889 tel (44) 1224 587 422fax USA Houston M ario Vesp spa a mvespa@tenaris.com (1) 713 767 4400 tel (1) 713 767 4444fax VENEZUELA Caracas Alejand lejandro ro Cas C assu sullllo o acassullo@tenaris.com (58) 212 902 3969 tel (58) 212 902 3937fax Tena ris Marketing Commun ications t m c@t e n a r is. co m