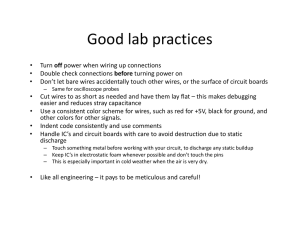
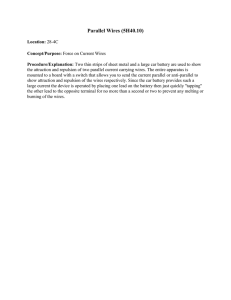
See discussions, stats, and author profiles for this publication at: https://www.researchgate.net/publication/224944632 Mechanical properties of MgB2 hollow wires Conference Paper · June 2010 DOI: 10.1063/1.3402317 CITATIONS READS 6 563 7 authors, including: Luca Saglietti Alessandro Figini Albisetti Edison Spa Edison Spa 14 PUBLICATIONS 95 CITATIONS 44 PUBLICATIONS 433 CITATIONS SEE PROFILE SEE PROFILE Paola Bassani Giovanni Giunchi Italian National Research Council Università degli Studi dell'Insubria 93 PUBLICATIONS 996 CITATIONS 168 PUBLICATIONS 2,214 CITATIONS SEE PROFILE Some of the authors of this publication are also working on these related projects: Microwave response of coaxial cavities made of superconductors View project Micro-structured metals by Equal Channel Angular Pressing View project All content following this page was uploaded by Giovanni Giunchi on 13 December 2013. The user has requested enhancement of the downloaded file. SEE PROFILE CEC-ICMC Conference, Tucson (AZ) , July 2009. To be published in Adv. in Cryogenic Eng. MECHANICAL PROPERTIES OF MgB2 HOLLOW WIRES L. Saglietti1, E. Perini1, A. Figini Albisetti1, G. Ripamonti1, E. Bassani2, P. Bassani2, G. Giunchi1 1 EDISON SpA, R&D Dept. Milano, Italy 2 CNR-IENI Lecco, Italy ABSTRACT The peculiar morphology of the MgB2 wires resulting from the reactive liquid Mg infiltration technology (Mg-RLI), characterized by an annular distribution of the superconducting material, originates a peculiar mechanical behaviour. Monofilament wires of different size and different thickness of the superconducting material have been subjected to tensile and flexural deformation, in order to gain a comprehensive description of the mechanical behaviour of the superconducting material. A model based on a simplified description of the mechanical behaviour in term of few parameters aids the interpretation of the various experimental measurements and represents a tool to evaluate the mechanical behaviour of different specifically sized wires. Other variables entering in the mechanical model take into account the filling of the internal hole with the metallic Mg and the strength of the external metallic sheath. The present mechanical analysis gives hints on the limits of applicability of the react-and-wind process in magnet manufacturing with this kind of wires. A further output of the study is to find the variation of the intrinsic mechanical properties of the MgB2 material as a function of the Carbon doping, obtained via SiC doping. KEYWORDS: MgB2, superconducting wires, mechanical properties, infiltration process PACS: 74.70.Ad INTRODUCTION The most used superconducting wires are based on NbTi alloy, a Low Temperature Superconductor (LTS) metallic in nature (Tc = 9 K) which is quite easily drawn to obtain wires of micrometric diameter. Their ductile characteristics and their mechanical strength allow a multiplicity of stranded cabling options and also greatly favour the magnet manufacturing. On the contrary, all other superconducting materials, up until today discovered, have very poor mechanical properties. Among the A15 superconductors family, intermetallics in nature, the Nb3Sn material, even if very useful for its relatively higher critical temperature (Tc = 18 K) and higher critical magnetic field, has an intrinsic brittleness that curbs a wide use of this material. Indeed the brittleness of Nb3Sn prevents the drawing operations in the superconducting state and forces its use, in magnet manufacturing, by the “wind-and-react” technique. With the advent of the High Temperature Superconductors (HTS), ceramic in nature, the same issue of the brittleness raised, even if it was mitigated from the introduction of the Powder in Tube (PIT) process. All the cuprate wires derived by PIT process use silver sheaths and have very limited mechanical strength, so also in this case the strength issue remains unsolved. With the advent of the MgB2, a material which allows a PIT process with more robust metallic sheaths, like steel or nickel or nickel-copper alloy, the mechanical issues are greater reduced with respect to the HTS cuprates. Some mechanical properties of the MgB2 PIT wires have been reported in the literature, with particular emphasis to the effect of the thermal treatment. Some attempt to make industrial-like magnets by the “react-and-wind” process using MgB2 PIT wires have been also performed [1,2], even if the wires performances, in term of critical currents, were not optimal. An alternative process to the MgB2 PIT manufacturing is represented by the Liquid Mg Reactive Infiltration (Mg-RLI) process [3], which leads to special hollow wires. The critical current density of this kind of wire is quite high, due to the high density and connectivity of the superconducting material. The mechanical properties of this kind of wire are very important to choose the technology needed for the production of windings for magnets and other applications. In this paper we present the first measurements of the mechanical strength of these peculiar wires, both in form of unreacted precursors and as full reacted superconducting wires. The aim is to find the range of applicability of the friendlier “react-and-wind” process for this class of wires. THE MgB2 HOLLOW WIRES MANUFACTURING The Mg-RLI technology was successfully applied to produce MgB2 superconducting wires that, among their interesting superconducting properties, have the peculiar characteristics to be hollow [4]. With regard to wires manufacturing, the Mg-RLI technology includes the drawing of a precursor billet made by an internal Mg rod surrounded by boron powders, and encased in a metallic sheath. The draw ability of this peculiar billet, even in presence of a quite brittle metal like Mg, has been proved to be feasible at least up to diameters of the order of few tenth of mm, with a good reproducibility of the starting ratio between the components and of their circular morphology [5]. At laboratory level, we can obtain prototype precursor wires, several hundred meters long. Some attempt to draw multifilamentary (7 filaments) wires with the same process was successful, even if more critical processing conditions are involved in order to obtain long length wires of this kind. A thermal treatment of about 1 hour, at temperatures ranging from 680° C to 800° C (in Ar atmosphere to prevent oxidation of the external sheath) transforms the precursor in a superconducting wire. Such a treatment can be done either batch wise or in a continuous way. In the past years we have elucidated the key parameters which govern the superconducting quality of these wires [6]. Among others we recall: a) the type of the boron powders, generally amorphous, but of various degree of purity and of grain size; b) the presence of additional doping powders, mainly carbonaceous species; c) the Mg to B ratio. In the present study we consider two typical wires, that we can consider representative of the actual state of the art of the Mg-RLI technology. The wires were produced in our lab starting from a billet of 25 mm of diameter, drawn to submillimeter size. The type A) wires are made up by almost pure reactants Mg (rod) and B, inserted in the billet constituted by the external Monel 400 metallic sheath and by an internal thin lining of Nb. For the type B) wires, the pure B powder is mixed with 10wt% nanosized SiC powders. The metallic lining is the same as for type A). The reaction was performed in a tubular furnace on a wire length of about 1 m and at temperatures of 680°, 710° and 800° C, for about 1h. Codes A0, A1, A2, A3 and B0, B1, B2, B3 are used here to identify the wires where the letter categorizes the type of wire and the number indicates its state and diameter, according to: 0 = precursor; 1 = reacted, 0.35(A) or 0.38(B) mm ; 2 = reacted, 0.8 mm; 3 = reacted, 1.1(A) or 1.0(B) mm. A typical cross section of the reacted wires is reported in FIGURE 1. The percentages of the various area components of the precursor and of the reacted wires are given in TABLE 1. These values can be considered as mean values due to the variability of the processing. THE MECHANICAL TESTS Tensile We have used a MTS dynamometer equipped with a mechanical extensometer and a load cell of 2 kN as maximum force. The tested wire specimens have been cut from the longer wires in pieces 100 mm long. The samples have been mounted on the dynamometer with pneumatic clamps; the tests were displacement-controlled, with a rate of 0.3 mm/min. Flexural Three-point flexural measurements on wires with large diameter (0.8 mm or larger) were performed employing the MTS dynamometer. A DMA apparatus was utilized for the smaller diameter wires. FIGURE 1 – An optical image of the MgB2 hollow wire, resulting from the Mg-RLI process: A-type wire (A3 of the text) TABLE 1 - Geometrical parameters of the wires Area Fill factor Wire Area Area Area Area Hole (%) type Monel+Nb (%) B (%) Mg (%) MgB2 (%) A0 60-70 20-15 15 A1 60-70 25-15 15 ~ 25-15 B0 55-60 30 15-10 B1 55-60 30-25 (*) 15-20 ~ 30-25 (*) In the doped wires part of the MgB2 sector is occupied from the residues of the doping compound (i.e. Mg2Si in our case), so that the real MgB2 content can be estimated to be about 90% of the given values. These tests were displacement- and load-controlled, respectively. The length adopted for the specimens was about 15 mm because the distance (L) between the two external fixed points was 10 mm (FIGURE 2). To evaluate the stress and strain from the measured flexural forces F and from the arrow, u, which describes the reached curvature of the sample wire, the following relations have been used: 2 ⎛L⎞ 2 ⎜ ⎟ +u 2 bending radius: R = ⎝ ⎠ 2u ; bending strain: ε ≈ stress values, respectively: σ max,flex = FL ⎛d⎞ π⎜ ⎟ ⎝2⎠ 3 and σ ≈ d 2R ; σ max d 4t where d is the wire diameter and t is the thickness of the Monel+Nb+MgB2 wall. The last relation is only an approximate evaluation of the stress actually acting on the rim of Monel+Nb+MgB2. RESULTS Tensile tests The typical tensile curves for a precursor wire and a reacted wire are shown in FIGURE 3. Unreacted precursors The precursor wires behave elastically, with Young modulus ranging between 100 and 120 GPa, until the yielding stress, whose value is of 600-700 MPa. The plastic region is limited if compared with Monel’s one, and the strain to rupture is generally below 1%. u L = 10 mm FIGURE 2 – Flexural tests equipments: MTS dynamometer (top); scheme of the DMA apparatus (bottom). Note that the same support and loading anvil were employed for both equipments. This phenomenon can be due to the hardening of the sheath consequent to the drawing process. The annealing process of the precursor wire (400° C, 30 minutes) only partially enhances the wire ductility. The mechanical behaviour of the precursor wires is independent by the wire diameter, and well follows the rule of mixtures: Etot = E1f1 + E2f2 + E3f3 where Ei and fi are the Young modulus and the fraction of area occupied by the Monel sheath, the boron powder and the inner magnesium. The calculated values well fit the experimental data if the contribution of the boron powder (i.e. its modulus E) is assumed to be equal to zero. The reacted superconducting wires As well depicted in FIGURE 3, the behaviour of the reacted hollow wires differs from the previously described one: in this case, the linear elastic region is followed by a sudden change in the slope of the curve, which corresponds to a region of damaging of the inner MgB2. The Young modulus values for the reacted wires spread from 50 to 110 GPa: this scattering of values may be due to the different monel/MgB2 areas ratio and to the presence of residual Mg in the hole. The correlation between the modulus and the area percentages of the components still exists, but the rule of mixtures does not fit very well, in particular for the thinner wires, whose Young modulus are far lower than predictable. This behaviour can be due to the hollow configuration, which may be associated to a high radial striction of the reacted wires with respect to the unreacted, more pronounced for the thinner wires. 700 unreacted precursor 600 stress (MPa) 500 400 300 reacted wire 200 100 0 0 0,5 1 1,5 strain (%) FIGURE 3 – Stress-strain curves for unreacted precursor and reacted hollow wires. 260 stress (MPa) 240 225 220 220 elastic limit 200 215 210 205 180 200 160 195 0 0,5 1 0,2 strain (%) (a) (b) (c) FIGURE 4 – (a) Criterion to define the stress and strain elastic limit; (b) detail of the σ(ε) curve, around the elastic limit and at the first crack of the wire; c) SEM micrographs of a cracked wire In order to define an empirical parameter useful to describe a reacted wire and its range of use, we chose to replace the conventional yield stress (0.2% yielding) with a more general “elastic limit”: this stress/strain limit is defined (FIGURE 4) as the intersection between the curve and a vertical line moving from the point where the tangents to the two regions (elastic and non-elastic) of the stress-strain curve meet up. The values for the assumed stress limit (evaluated by following this criterion) range between 150 and 210 MPa, while the strain limits go from 0.2 - 0.3%, for the large diameter wires, to 0.4 - 0.5% for the thinner wires. This behaviour of the thinner wires represents the only evident correlation between the tensile properties and the diameter of the wires coming out of the measurements. Nevertheless, the tensile strength seems to be correlated to the reaction temperature, as an increase in T induces a decrease in the stress/strain limits (FIGURE 5). The adopted criterion identifies the point in which the curve leaves the linearity, corresponding to a region in which the phenomena of the yielding of the sheath and cracking of the MgB2 are starting. The MgB2 breaks stepwise (Fig. 4b), and the development of cracks is well visible in the curves after the elastic limit (sudden strain increments with reduction of the load). Regions in which the MgB2 has failed correspond to the localized yielding of the external sheath. The peaks corresponding to the cracks are not detectable in the curves before reaching the elastic limit. The failure of the wires (FIGURE 4c) is due to ductile failure in the external Monel sheath. Flexural tests Flexural measurement data, obtained in terms of force vs. displacement, have been converted in stress-strain curves, in order to compare the flexural behaviour with the tensile. The typical stress-strain flexural curves for the unreacted and the reacted wires are reported in FIGURE 6. The strain reported is related to the outermost lamina of the wire. Flexural stress values are larger than the ones from tensile tests. This can be explained because the latter are engineering stresses (loads divided by the total wire area, hole included) while the former are calculated as mean values, acting over the effective area of Monel+MgB2. The relative behaviour of the unreacted and reacted wires mimics that one of the tensile tests, even if the elastic area for reacted wires seems to be reduced. Flexural measurements have been exploited mainly for the calculation of the minimum bending radii the wires can undergo without damaging (TABLE 2). 250 250 s tres s (MP a) s tres s (MP a) TT 200 200 150 150 wire B : 1 mm diam. wire B : 1 mm diam. 100 100 0 0 0,2 0,2 0,6 0,6 s train (% ) s train (% ) 0,4 0,4 0,8 0,8 1 1 FIGURE 5 - Dependence of the tensile stress from the reaction temperature of the wire B3 (1mm diam.) 1600 1400 unreacted wires <stress> (Mpa) 1200 1000 800 hollow wires 600 400 200 0 0 0,5 1 1,5 2 2,5 3 3,5 Strain (%) FIGURE 6 – Flexural test for an unreacted wire and for a reacted wire The minimum bending radius has been obtained for each wire from the critical displacement value corresponding with an irreversible damage of the wire. In the case of precursor wires, this damage has been linked to the plastic deformation, while for reacted wires the displacement considered is the one of the first crack. As predictable, the minimum bending radius increases with the wire diameter. The measurements also indicate that an increase of the reaction temperature leads to a weakening of the wires, with the resulting increase in the minimum bending radius values. Doping seems also to have a negative influence, as mean values for wire B are higher than for wire A. Jc MEASUREMENTS Critical current measurements have been performed at 4.2 K, in a liquid He bath, with 4 points method. Due to the high disturbances of the V(I) curves, caused by recovered flux jumping we have used, as approximate criterion for Ic, the current which corresponds to the irreversible quenching of the wire. For these current values, generally the electric field is of the order of several µVolt/cm. TABLE 2 – Minimum bending radius, derived from the flexural tests . minimum bending radius (mm) reacted 680° C (**) reacted 710° C (**) 35 50 80 85 wire precursor (*) reacted 800° C (**) A-0.35 30 A-0.8 32 A-1.1 46 115 B-0.38 30 55 65 B-0.8 34 80 120 B-1.0 45 87 105 140 (*) bending radii shorter than reported values lead the precursor to go beyond its elastic limit. (**) as for reacted wires, bending radii shorter than reported values correspond to fractures in the MgB2. TABLE 3 - Critical current dependence from the tensile load applied to the wire before the measurement. WIRE B, 1 mm diam T = 800° C as reacted σ = 76 MPa σ = 127 MPa σ = 152 MPa σ/σ LIMIT 0 0.6 1 1.2 IC (A) (*) @ 4.2K S.F. 450 380 350 280 TABLE 4 - Mechanical properties of different Nb3Sn and MgB2 wires Wire Nb3Sn E (GPa) 110-125 σy(MPa) 20-30 εy (%) 0.025 ε MAX (%) <0.5 Ref. 7 MgB2 –PIT (ex situ - Fe sh.) MgB2 –PIT (in situ - Fe sh.) MgB2- RLI (in situ– Monel) 120-150 110-140 0.2 - 8 60 200 0.2 0.5 9 60-100 150-200 0.2 – 0.4 0.4 As reported in TABLE 3, the degradation of Ic already starts before reaching the elastic limit: for stress corresponding to the assumed stress limit, the Ic decrease is anyway moderate, but it increases to almost 40% for stresses 20% higher than the stress limit. COMPARISON WITH OTHER SUPERCONDUCTORS The comparison between the mechanical properties of MgB2 hollow wires and of other superconducting wires, in particular commercial Nb3Sn and PIT-MgB2, allows understanding the peculiarity of the MgB2 wires obtained by the Mg-RLI process. In particular (TABLE 4), the yielding stress for Nb3Sn wires is greatly lower than for MgB2 wires, and RLI wires show to have similar mechanical strength to the PIT-MgB2 wires; the strain εy is not conventionally fixed at 0.2% in the present study, as it can vary corresponding to the maximum strain the wires can bear. CONCLUSIONS The given mechanical analysis of the precursor wires and of the reacted hollow MgB2 wires, produced by the Mg-RLI process, has elucidated several important applicative characteristics. The precursor wires can withstand stresses of the order of 500 MPa, without exceeding the elastic limit and, in the same limit, their minimum bending radius is of about 30 mm, for a thickness of 0.35 mm. This means that for a lower bending radius some plastic deformation of the external sheath can be foreseen, but without catastrophic damage of the wires, at least up to 1% of strain. The reacted wires, characterized by the presence of dense MgB2 of annular shape, show a fragile behaviour after the elastic limit that brings to discontinuities in the stressed wires. This damage can be easily detected by eyes as ripples on the metallic external sheath, in correspondence of the sharp MgB2 fractures. The elastic limit of the reacted wires has a large spreading of values in the stresses as well as in the strains. The main correlation extracted by the tensile measurements, on a large number of samples, is that the higher strain limits, of the order of 0.5%, can be associated to the smaller diameter wires and the limiting stresses are inversely proportional to the reaction temperature of the wires. This last behaviour evidences once more that the mechanical characteristics of the wires are largely dominated by the metallic external sheath. Indeed the Monel, used as sheath material for these wires, presents a well known reduction of its tensile strength as a function of the annealing temperature. The minimum bending radius, corresponding to the elastic limit of the reacted MgB2 wires having diameters of the order of 1 mm, is about 140 mm, indicating that a “react & wind” process for the magnet manufacturing can be safely applied at diameters of the order of 400 – 500 mm. The elastic limit of the wires, here defined, appears a valid parameter also to characterize the superconducting transport properties of these wires. We have verified that for applied tensile loads 20% larger than the wires’ limiting stress, more than 50% of their initial critical current can be measured. In comparison with other competing superconducting materials, we can underline far better mechanical characteristics of the MgB2 wires with respect to Nb3Sn and, among the MgB2 materials obtained by PIT process, a substantially similar behaviour. REFERENCES 1. G Grasso, A Malagoli, C Ferdeghini, S Roncallo, V Braccini, MR Cimberle and AS Siri Appl.Phys. Lett. 79 (2001) 230. 2. MD Sumption, M Bhatia, M Rindfleisch, M Tomsic and EWCollings,, Supercond. Sci. Technol. 19, 155–160 (2006). 3. G Giunchi, S Ceresara, G Ripamonti, A Di Zenobio, S Rossi, S Chiarelli, M Spadoni, R Wesche, PL Bruzzone Supercond. Sci. Technol., 16, (2003) 285-291 4. G Giunchi, G Ripamonti, E Perini, T Cavallin, E Bassani, U Gambardella, Y Yang, E Young, M Bianchetti, C Beduz Recent Advances in Superconductivity, edited by L. Civale, C. Cantoni, M. Feldman, X. Obradors (Mater. Res. Soc. Symp. Proc. 946E, Warrendale, PA,2006) Paper N. 4.3 5. G Giunchi CERN Proceedings Workshop WAMSDO, May 19 -23 2008, Geneve, (2009) p 88-93 6. G Giunchi, G Ripamonti, E Perini, T Cavallin, E Bassani IEEE Trans. on Appl. Superconductivity, 17(2) (2007) 2761 -2765 7. K Osamura et al. SuST, 21, (2008) 045006 8. K Yamamoto et al. SuST, 16, (2003) 1052-1058 9. M Hanna et al. J. of Mater. Processing Technol. 181 (2007),44-47 View publication stats