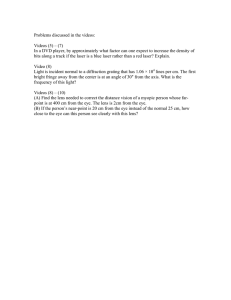
LASER DISPLACEMENT SENSOR TECHNOLOGY BOOK Innovative Measurement Accurac y and Stabilit y LK-G SE R I E S T EC HN O LO G Y B O O K BASICS OF LASER DISPLACEMENT SENSORS 1 Basic principle of triangulation Measurement at a reference distance Measurement at a shorter distance Light-receiving element Light-receiving element Light-receiving element Semiconductor laser Semiconductor laser Transmitter lens Measurement at a longer distance Transmitter lens Receiver lens Semiconductor laser Transmitter lens Receiver lens Receiver lens Light-receiving element Light-receiving element Light-receiving element As the figures above show, a laser beam emitted from the semiconductor laser is applied to the target. The light reflected from the target is collected by the receiver lens and focused on the light-receiving element. When the distance to the target changes, the angle of the reflected light passing through the receiver lens changes, and the light is focused at a different position on the light-receiving element. 2 Measurement accuracy influences The measurement accuracy of the laser sensor utilizing triangulation is greatly affected by the following two factors: Optical design Stability of received light intensity and waveform This section explains how these factors affect measurement accuracy. 2-1 Optical design (receiver lens aberration) Measurement at a reference distance Light-receiving element Measurement at a shorter distance Received light waveform Light-receiving element Measurement at a longer distance Received light waveform Light-receiving element Received light waveform With a single receiver lens, the spot diameter formed on the light-receiving element becomes larger when the measuring distance is shorter or longer than the reference distance, due to the lens aberration. When the spot diameter on the light-receiving element becomes larger, the measurement accuracy factors, such as "resolution", "linearity", and "scan resolution", become poorer than those obtained at the reference distance. Consequently, it is necessary to develop an optical design which ensures a constant spot size regardless of the measuring distance. STABLE MEASUREMENT ACCURACY – POINT 1 It is necessary to develop an optical design that ensures a constant spot size on the light-receiving element. 2 The high-precision Ernostar lens solves the problem! Check page 4! 2-2 Stability of received light intensity and waveform As described in "1. Basic principle of triangulation", a laser displacement sensor calculates the distance to a target by focusing the light reflected from the target on the light-receiving element. If the light reflected from the target changes due to the color, gloss, surface condition (roughness, tilt) of the target surface, the condition of the beam spot formed on the light-receiving element (received light waveform) also changes. Such a change in the beam spot condition (received light waveform) affects the measurement accuracy of laser displacement sensors. ❙ Examples of beam spot conditions (received light waveform) Received light intensity Received light intensity Received light waveform Received light waveform Received light waveform obtained with a mirror-surfaced target Received light intensity Received light waveform obtained with a black rubber target Received light waveform obtained with a white ceramic target Received light waveform As the figures above show, the condition of the beam spot formed on the light-receiving element changes depending on the surface condition of the target, which affects the measurement accuracy. ❙ Factors which affect the beam spot condition (received light waveform) Color (color irregularity), luster, gloss of a target Surface condition of a target (roughness, tilt) Material of the target (such as translucent plastics) ❙ Measures to ensure sufficient received light intensity To achieve stable measurement accuracy with laser displacement sensors, it is necessary to obtain optimal received light intensity for the CCD. There are various methods for adjusting received light intensity. For the laser displacement sensors used in actual production lines, not only is the ability to adjust the received light intensity important but the "speed of the adjustment" is also important. Adjustment of laser emission power Adjustment of laser emission time Adjustment of sensitivity of light-receiving element Adjustment of light receiving time (exposure time) STABLE MEASUREMENT ACCURACY – POINT 2 It is necessary to be able to obtain optimal received light intensity for the CCD. This adjustment should be done quickly. ABLE control solves the problem! Check page 6! In summary, the measurement accuracy of laser displacement sensors is greatly affected by an optical design (lens aberration) and the stability of the intensity and waveform of the light focused on the light-receiving element. As for the LK-G Series, unprecedented high accuracy is achieved through various techniques. The subsequent sections introduce each of the techniques 3 LK-G SE R I E S T EC HN O LO G Y B O O K TECHNOLOGIES FOR IMPROVING MEASUREMENT CAPABILITIES The LK-G Series has achieved unprecedented high accuracy through KEYENCE's techniques optimizing "optical design" and "stable received light intensity and waveform", which are two major factors affecting measurement accuracy. This section introduces these technologies. 1 Optical design 1-1 The high-precision Ernostar lens A new receiver lens has been designed to collect the light reflected from a target and focus it on the Li-CCD. A newly developed high-accuracy Ernostar lens system drastically reduces spot distortion caused by aberrations. Moreover, the sensor head-integrated, special die-cast housing provides high rigidity. Measurement at a reference distance Light-receiving element Received light waveform Measurement at a shorter distance Light-receiving element Measurement at a longer distance Received light waveform Light-receiving element Received light waveform The lens unit consisting of four lenses minimizes the influence of lens aberrations. The spot formed on the CCD remains the same size regardless of whether a target is at the reference distance or at other distances. What is an Ernostar lens? An Ernostar lens is a lens unit which is used as a high-quality camera lens and consists of four lenses. It provides high image-forming ability with minimized aberrations. Structure of high-accuracy Ernostar lens Li-CCD 4 1-2 Newly developed delta cut technology! ❙ Comparison with conventional model (10 times higher sensitivity achieved) When delta cut is used When delta cut is not used CCD CCD Out of focus Sharp focus High-accuracy Ernostar lens Attenuation caused by surface reflection Filter glass Refraction caused by the angle between the filter glass and optical axis * LK-G155/G405/G505 (Series) The new housing design reduces the reflection on the filter glass surface in the receiver unit to allow the CCD to reliably receive the light reflected even from a distant target. 1-3 Newly developed Li-CCD (Linearized CCD)! ❙ Output comparison with a conventional CCD Light received at the center of a pixel Light received near the edge of a pixel Light received by the adjacent pixel Reflected light CCD A conventional CCD output The position of the reflected light in a pixel cannot be detected. As a result, gradation changes are generated near the edge of the pixel, resulting in measurement errors. Li-CCD output The output of the adjacent pixel changes according to the position of the reflected light in a pixel, providing more linear characteristics. Since a CCD has digital output characteristics for each pixel, the errors caused by gradation outputs generated at the edge of the pixel were the barrier to higher accuracy. As a countermeasure, KEYENCE has developed an Li-CCD that can detect the position of reflected light in a pixel, achieving excellent accuracy that is two times higher than conventional models. In addition, the dedicated sensor design has achieved a speed that is 25 times faster and sensitivity 10 times better than conventional models. ❙ Measurement data sample Linearity obtained with a white ceramic target Linearity data obtained with a white ceramic gauge (Typical) Linearity of ±0.05%, which is two times higher than conventional models, has been achieved! Linearity range of ±0.1% (conventional models) Measurement position (μm) 5 LK-G SE R I E S T EC HN O LO G Y B O O K 2 Stability of received light intensity and waveform With the "ABLE technology", KEYENCE's LK-G Series laser displacement sensor has achieved extremely high accuracy. 2-1 ABLE control (outline) ABLE Mirror-surfaced plate (ABLE=Active Balanced Laser control Engine) Black rubber Reflectance High Low Emission power Laser power: Low Laser power: High Emission time: Short Emission time: Long ❙ Range of light intensity adjustment ❙ High-speed real-time control (90 times max. compared with conventional models) LK-G Series Conventional model This is a function that senses the surface of a target and adjusts the intensity of laser light to an optimal level. The high performance CPU allows the real time control of the three elements, laser emission time, laser power, and gain (CCD amplification factor). (120 times compared with conventional models) Laser power Emission time Adjustment range 8 times 1662 times (0.6 to 997 μs) 13296 times - 150 times (3.2 to 480 μs) 150 times Sampling time Adjustment time LK-G Series 20μs 0.06ms Conventional model 512μs 7ms ❙ Effect of ABLE control <Received light waveform obtained with a black rubber target> Received light waveform 2-2 STEP 1 When ABLE is used Received light intensity Received light intensity When ABLE is not used Received light waveform Even with a black rubber target, which reflects almost no light, the ABLE control provides the same level of received light intensity as a white ceramic target. ABLE control mechanism The received light intensity which offers optimal sensitivity for the CCD is stored in the controller as "optimal light intensity". (This is necessary because accuracy deteriorates not only when the light intensity received by the CCD is low but also when it is too high, due to the saturation of the received light waveform which makes the spot on the CCD larger.) W: Received light intensity P Difference from the optimal intensity Ws: Optimal intensity T "P x T x G" is calculated, where P is the laser power, T is the emission time, and G is the amplification factor, and the received light intensity (W) for the case is measured. Then the received light intensity (W) is compared with the optimal intensity (Ws) to calculate the multiplication factor. 6 STEP 2 The result of P x T x G and the received light intensity is stored for each sampling and compared with the optimal intensity. Ws: Optimal intensity W’: Received light intensity P T’ The multiplication factor calculated in STEP 1 is fed back to decide the emission time of the next sampling, and the resulted received light intensity (W') is compared with the optimal intensity. Finally, fine adjustment is made during the next sampling. 2-3 Effects of ABLE control Emission time adjustment resolution The laser emission time is adjusted in units of "100 ns". Such fine adjustment ensures stable measurement of every kind of target. Real-time control by a high-speed CPU All of three parameters of laser power, emission time, and amplification factor, are digitized. A high-speed CPU processes the digital data for real-time calculation and correction to control the optimal setting instantly. This high-speed processing has achieved higher accuracy for all targets. Original algorithm for optimal intensity adjustment 2-4 KEYENCE original algorithm provides feedback of light intensity on the non-linear light-receiving characteristic of the CCD. This ensures stable measurement of every target. More effects of ABLE control ❙ Angle characteristics Not all targets have a flat and level surface. When a target with a curved or tilted surface is measured, the received light intensity decreases. Excessively low intensity may disable measurement. The ABLE control is effective in this case. <Shape measurement of a 10 mm diameter pin gauge> Conventional model Target shape When ABLE is used [Ultimate laser displacement sensor] Measured value [mm] Measured value [mm] When ABLE is not used [Conventional model] Ultimate laser displacement sensor Position [mm] Position [mm] 10 mm diameter pin gauge ❙ High-speed With a moving target, the received light intensity changes affecting scanning resolution. The laser reflection from connector pins or patterned glass boards, moving at high speeds, can change to the point where the measurement may not be performed properly. The ABLE control corrects these problems. <Measurement of IC pins warpage> Since the sensor cannot follow the quick changes in the received light intensity, it cannot detect the first edge of the IC pin, resulting in lack of data. When ABLE is used [Ultimate laser displacement sensor] The high-speed response of the light intensity control allows proper measurement of all IC pins without lack of data. Moving distance [μm] Measured value [mm] Each IC pin has a different width. Not a single pin was detected properly. Measured value [mm] When ABLE is not used [Conventional model] Moving distance [μm] IC pins 7 LK-G SE R I E S T EC HN O LO G Y B O O K TECHNOLOGIES FOR IMPROVING ABILITIES FOR VARIOUS TARGETS Conventional laser displacement sensors may fail to measure targets which do not cause diffuse surface reflections, such as transparent glass or translucent plastic targets. The LK-G Series can offer accurate measurement even for these targets using its special measurement algorithms. 1 Technology for improving ability for transparent target measurement (Multi-ABLE control) When a transparent target is measured from a normal position, the laser beam passes through the target, resulting in failed measurement. The measurement may also fail if there is another object in the background of the target, due to the difference in the intensity of the reflection from the front surface and back surface. This section introduces techniques and measurement algorithms effective for these targets. 1-1 Sensor head position When the sensor head is positioned perpendicular to the target The receiver cannot receive the reflected light. Received light intensity Light-receiving element Semiconductor laser Transmitter lens Receiver lens No waveform because the receiver cannot receive the reflected light. Specular reflection Transparent target Light-receiving position on the CCD Front surface Back surface Light-receiving element Light passing through the target When the laser beam is applied perpendicular to the transparent glass target as shown on the left, no light reflects from the glass surface to the receiver, resulting in failed measurement. When the laser application angle is adjusted Measurement is possible because the receiver can receive the reflected light. Light reflected from the front surface of the glass target Receiver lens Specular reflection Transparent target Light passing through the target 8 Front surface Back surface Light-receiving element Received light intensity Light-receiving element Light reflected from the back surface of the glass target The receiver receives the light reflected from both the front and back surfaces. Light-receiving position on the CCD When the laser application angle to the transparent glass target is adjusted as shown on the left, the light reflects from the glass surface to the receiver, resulting in a successful measurement. 1-2 Received light waveform of transparent target measurement As described in the previous section, a transparent glass target generates two types of reflection, the reflection from the front surface and the one from the back surface, resulting in two peaks of light intensity on the light-receiving element. The position of the glass surface can be detected by measuring just one of these peaks, and the thickness of the target can be measured by measuring the difference between the peaks. During actual measurement, however, the reflected light intensity may be different between the front and back surfaces, because that a metal or other glossy object exist in the background of the glass, or that the target is tinted glass. In these cases, the received light waveform becomes similar to the shape in the figure below, resulting in an unstable peak condition and a failed measurement. When a metal object exists in the background The receiver receives a light reflected from the surface of the metal object. Light-receiving element Receiver lens Specular reflection Transparent target metal objec Front surface Back surface Light reflected from the metal object Received light intensity Light reflected from the front surface of the glass target Light-receiving position on the CCD Light-receiving element When a tinted glass exists in the background The intensity of the light reflected from the back surface decreases. Light-receiving element Received light intensity Light reflected from the front surface of the tinted glass target Receiver lens Specular reflection Transparent target Light passing through the target POINT Front surface Back surface Light-receiving element Light reflected from the back surface of the tinted glass target Light-receiving position on the CCD To ensure stability of the measurement accuracy for a transparent target: 1. It is necessary to correct light intensity individually for each peak of the received light waveform. 2. It is necessary to be able to specify the peak(s) used for measurement in the received light waveform. Multi-ABLE control solves these problems! 9 LK-G SE R I E S T EC HN O LO G Y B O O K 1-3 Multi-ABLE control ❙ Waveform synthesized by the multi-ABLE control Saturation level Received light intensity Received light intensity ❙ Waveform obtained by optimizing the peak of the first surface with the ABLE control Light-receiving position on the CCD Received light intensity ❙ Waveform obtained by optimizing the peak of the second surface with the ABLE control 1-4 Light-receiving position on the CCD The multi-ABLE control is effective for the cases described in the previous sections, where the peak conditions of the light focused on the light-receiving element vary, because a metal object exists in the background of a glass target, or because the target is tinted glass. This function individually corrects the peaks of the received light waveform to create an optimal waveform (synthesized waveform) as shown above. Light-receiving position on the CCD Effects of the multi-ABLE control Individual light intensity correction for each peak of the received light waveform Since the light intensity of each peak of the received light waveform can be corrected to optimal levels individually, the measurement is stable even when the reflectance of the target varies. Up to four peaks of a waveform can be corrected. New applications can be handled such as the measurement of a gap in a layered glass plate (for example, between the second and third surfaces) by increasing the number of peaks to be corrected. 1st 2nd 3rd 4th surface surface surface surface Received light intensity ❙ Received light waveform obtained with a transparent target Gap Gap 1st surface 2nd surface 3rd surface 4th surface Light-receiving position on the CCD More effects of the multi-ABLE control Light-receiving position on the CCD Measurement data Measurement is impossible because no light is received from the 2nd surface. Position (mm) 10 Optimal waveform Light reflected from the back surface of the tinted glass target Measurement data Measurement (µm) Measuring the thickness of a tinted glass target Light reflected from the front surface of the tinted glass target ❙ When multi-ABLE is used Received light intensity Optimal waveform Received light intensity ❙ When multi-ABLE is not used Light reflected from the front surface of the tinted glass target Light reflected from the back surface of the tinted glass target Light-receiving position on the CCD Measurement (µm) 1-5 Position (mm) Technology for improving the measurement ability of translucent targets (RPD algorithm) With a translucent target, the measurement is sometimes not stable because the laser beam penetrates the target. This section introduces a measurement algorithm effective for these targets. 2-1 Waveforms obtained with translucent targets When an opaque target is measured When a translucent target is measured Light reflected inside the target Opaque target Transparent target Light-receiving element Received light waveform Light reflected inside the target Light-receiving element Rreceived light waveform As shown in the figure above, with an opaque target, the diffuse reflected light of from the target surface forms a spot on the light-receiving element. With a translucent target, however, the light reflected inside the target also forms a spot on the light-receiving element, resulting in a broader and more gradual waveform. This leads to a larger spot diameter on the light-receiving element, which affects the measurement accuracy. RPD algorithm (RPD: Real Peak Detect) With a translucent target, the received light waveform becomes broader as shown in the figure. Consequently, using a barycentric (center of mass) value of the received light intensity higher than the threshold value as a measurement point may result in an error in the measured value. Peak value Received light intensity 2-2 Barycentric value Common received light waveform Received light intensity t hreshold value Received light waveform of a translucent target Light-receiving position on the CCD In order to not generate the measurement error above, the RPD algorithm detects the true peak of the received light waveform and uses it as the measured value. Consequently, it eliminates measurement errors even for translucent targets. Peak value Received light intensity 2 Light-receiving position on the CCD 11 LK-G SE R I E S T EC HN O LO G Y B O O K 3 Technology to improve measurement ability for targets generating multiple reflection (MRC algorithm) If a target has microscopic projections or a V-shaped groove, multiple reflections occur which make measurements unstable unstable. This section introduces a measurement algorithm effective for these targets. 3-1 What are multiple reflections? When a target surface is flat When a target surface has a V-shaped groove Reflected light with multiple reflections Reflected light with multiple reflections Target with a V-shaped groove Opaque target Light-receiving element Light-receiving element Received light waveform Received light waveform If a metal or other glossy target has a V-shaped groove or a sharp rise, the laser beam may cause irregular reflection on the target surface, and the reflection may be received by the CCD as shown above. When the CCD receives the reflection from the area other than the point where the laser beam reflects (multiple reflection), the measurement accuracy deteriorates. 3-2 MRC algorithm (MRC: Multiple Reflection Cancel) Before measurement, the detected received light waveform is compared with the previous waveform and the peak which has the most similar shape to the previous waveform is recognized as a "correct received light waveform". Consequently, the errors caused by the multiple reflections can be eliminated. Received light intensity Canceling multiple reflection Received light intensity Light-receiving position on the CCD Dissimilar received light waveform (multiple reflection) Similar received light waveform Light-receiving position on the CCD 12 Previous waveform (dotted line) 4 Technology for improving measurement stability for rough-surfaced targets A target that appears to have a flat surface may actually have an unexpectedly rough surface when magnified. If the surface condition of a target greatly varies due to roughness, the measured value may fluctuate because the laser traces the surface roughness while the target moves. This section introduces wide spot laser effective for these targets. ❙ Samples of the surface condition of targets Bearing outer ring (300x) 4-1 Ceramic plate (1500x) Principle of the wide spot laser Measurement with small spot laser Measurement with wide spot laser Semiconductor laser Semiconductor laser Cylindrical lens The small spot erroneously traces the surface roughness of a target as shown above. 4-2 The broad laser spot generated with a special cylindrical lens measures a target by averaging the surface roughness. Effect of the wide spot laser ❙ Measurement data sample Brushed meta Abrasive pad Wide spot Wide spot Small spot Small spot 13 Specifications are subject to change without notice. CALL TOLL FREE www.keyence.com TO CONTACT YOUR LOCAL OFFICE Fax : 201-930-0099 1 - 8 8 8 - 5 3 9 - 3 6 2 3 KEYENCE CORPORATION OF AMERICA Corporate Office ■ Regional offices AL Birmingham CA N.California CA Los Angeles 50 Tice Blvd., Woodcliff Lake, NJ 07677 CO FL GA IL Denver Tampa Atlanta Chicago IN KS KY MA Indianapolis Kansas City Louisville Boston Phone:201-930-0100 Fax:201-930-0099 E-mail:keyence@keyence.com MI MI MN MO Detroit Grand Rapids Minneapolis St. Louis NJ NY NC NC KEYENCE CANADA INC. Head Office Phone:905-696-9970 Fax:905-696-8340 Montreal Phone:514-694-4740 Fax:514-694-3206 Woodcliff Lake Rochester Charlotte Raleigh OH OH OR PA Cincinnati Cleveland Portland Philadelphia SC TN TN TX Greenville Nashville Knoxville Dallas VA WA Richmond Seattle KEYENCE MEXICO S.A. DE C.V. E-mail:keyence@keyence.com Phone:+52-81-8220-7900 Fax:+52-81-8220-9097 Email:keyencemexico@keyence.com KA1-0038 © KEYENCE CORPORATION, 2008 LKG-TechBook-KA-L-E 0058-1 600308 Printed in Japan