International Journal of Trend in Scientific Research and Development (IJTSRD)
Volume 5 Issue 4, May-June 2021 Available Online: www.ijtsrd.com e-ISSN: 2456 – 6470
Analysis of Technological Schemes for Producing
Bars by Forging on Radial Crimping Machines
Tilavov Yunus1, Danilenko Anjela2, Urokov Komol1, Elmurodov Nuriddin1
1Karshi
2Belgorod
State University, Karshi, Uzbekistan
State National Research University, Belgorod, Russia
How to cite this paper: Tilavov Yunus |
Danilenko Anjela | Urokov Komol |
Elmurodov Nuriddin "Analysis of
Technological Schemes for Producing
Bars by Forging on Radial Crimping
Machines" Published
in
International
Journal of Trend in
Scientific Research
and
Development
(ijtsrd), ISSN: 24566470, Volume-5 |
IJTSRD42586
Issue-4, June 2021,
pp.1509-1512,
URL:
www.ijtsrd.com/papers/ijtsrd42586.pdf
ABSTRACT
This article examines the analysis of technological schemes for the production
of rods by forging on radial swaging machines that allows you to select the
structural material and geometric dimensions of the workpiece and tool and
technological parameters, the feed rate of the workpiece, the parameters of
the reduction cycle of the forging process of refractory metals on radial
swaging machines that ensure the production of bars good quality, sufficiently
high plasticity.
KEYWORDS: bar, billet, technological schemes, recrystallization, annealing,
drawing
Copyright © 2021 by author (s) and
International Journal of Trend in Scientific
Research and Development Journal. This
is an Open Access article distributed
under the terms of
the
Creative
Commons Attribution
License
(CC
BY
4.0)
(http: //creativecommons.org/licenses/by/4.0)
1. INTRODUCTION
In order to determine the optimal design parameters of the
technological tool of the radial crimping machine (ROMe)
and the choice of its material, which ensures reliable
performance during deformation of bars made of refractory
metals, the authors have developed a mathematical model of
the thermal and thermally stressed state of the workpiecetool system.
2. Methods
It is known that during the deformation of refractory metals
and alloys based on them (for example, molybdenum and its
alloys are deformed at 1000-1100 0С) on radial crimping
machines, the technological tool is exposed to large thermal,
mechanical and dynamic loads, which often cause the
destruction of the tool [1 , 2]. In this regard, the use of
computational methods [3, 4] for determining the stress
state, choosing the material of the tool and assessing its
performance is of great scientific importance.
3. Results and Discussion
Hot-pressed rods of molybdenum grades MChVP and MCh
with a diameter of 52-65 mm and a length of 350-400 mm,
pre-annealed at a recrystallization temperature (Tm = 10001100 0C for 1 hour), are used as initial blanks for obtaining
rods with a diameter of 12-16 mm. It is recommended to
forge the initial blanks at a heating temperature of 900 ±
500C, and with a diameter of 25-30 mm at 600 ± 500C. Before
forging at Tn = 600 ± 500C, the rods should be subjected to
recrystallization annealing in a hydrogen atmosphere for 40@ IJTSRD
|
Unique Paper ID – IJTSRD42586
|
60 minutes. The basic technological scheme for forging
molybdenum rods with a diameter of 52-65 mm to rods with
a diameter of 12-16 mm on a radial crimping machine
(POMe) is shown in table 1.
The authors proposed a methodology and performed
calculations of energy-force and deformation parameters for
forging molybdenum blanks on a VV4032Ts radial crimping
machine, the equipment of which is currently installed at the
Moscow Refractory Metals and Hard Alloys Plant [1, 2].
The total force P at radial compression is recommended to
be determined by the formula:
P = q⋅F
(1)
where, q − specific effort, F − contact area of the striker
with the workpiece, and the specific effort q according to
the following formula:
2 l
q = σ s 1 + µ 0
3 dn
where,σ s − tensile
(2)
strength
at
compression
temperature, µ − coefficient of friction,
l o − length of the
deforming part of the striker,
Volume – 5 | Issue – 4
|
d n − forging diameter.
May-June 2021
Page 1509
International Journal of Trend in Scientific Research and Development (IJTSRD) @ www.ijtsrd.com eISSN: 2456-6470
When forging with cut radius strikers, there are two zones of
contact areas of the forging with four strikers:
a) for the conical deforming zone of the striker
Fд =
(
)
sin
θ
1 2
2
D3 − d n2
4
tgβ
(3)
where, θ − angle / coverage / working radius surface of the
striker from the workpiece being processed;
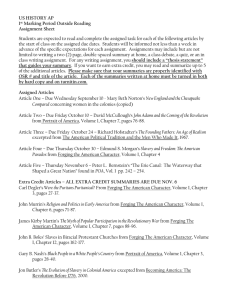
T abl e 1 .Flow chart for the production of cast molybdenum rods using the forging process at POM.
Electric arc melting
Preparation of blanks and forging at ROM
Cut to length. Heat treatment, mechanical
processing
Mechanical restoration
Heating the workpiece in a vacuum
or hydrogen atmosphere
Тn=1300÷1350 0C
Heating billets up to 900 0С and forging
on POM from Ø 36÷44 mm→25÷30 mm
Ingot pressing
Тn=1200÷1250 0C
µ= 4
VTGP
Тn=800÷1150 0C
µ= 6÷12
dno= 16÷40 mm
Mechanical processing
hammer forging
Тn=1250±50 0C
Annealing the bars
Rotary forging at
Тn=1250±50 0C
Ø20…10 mm
Cut to length
OTK
Annealing the rods at Тn=900±1000
0C for 40-60 min. Heating at 600±50
0C and forging at POM
from Ø 25÷30 mm→ Ø 18÷22 mm
Heating of workpieces up to 600±50
0C. Forging on ROM
from Ø 18÷22 mm→ 12÷16 mm
Mechanical processing, trimming of
ends, cutting to length.
b) for the calibrating cylindrical area of the striker
Fк = d nlk sin
θ
(4)
2
Specific effort q is determined:
- for the conical deforming zone of the striker
2 D −d
2
n
q = Ơ s 1 − µ 3
⋅
2
3
2tgβ
D3 − d n2
(5)
- for the calibrating cylindrical area of the striker
2 l
qk = Ơ s 1 + µ k
3 dk
(6)
The total force at radial compression of molybdenum by four strikers is determined from the expression:
P = q Д ⋅ F Д + q K ⋅ FK
(7)
At the indicated heating temperatures of workpieces (molybdenum at Тn = 900 0С and Тp = 600 0С equal to 90-110 kN and
single reductions from 30% to 75%, the total force is 1000-1600 kN) [3, 4].
To ensure that the specific loads on the strikers do not exceed the limiting values (80-85 kN), it is advisable to forge
molybdenum rods at 300 0C in two passes with hoods µ = 2,0 − 2,5 , and at a heating temperature of 600 ± 50 0C - with hoods
µ = 1,37 − 2,0 .
The maximum permissible feed rate of the workpiece into the strikers is calculated by the formula:
Vn =
π ⋅ n ⋅ H ⋅ (1 − cosϕ 0 )
60 ⋅ (2π − ϕ 0 )tgβ
@ IJTSRD
|
Unique Paper ID – IJTSRD42586
(8)
|
Volume – 5 | Issue – 4
|
May-June 2021
Page 1510
International Journal of Trend in Scientific Research and Development (IJTSRD) @ www.ijtsrd.com eISSN: 2456-6470
where, n-striker strokes frequency per minute, n = 800 rpm, H-full stroke of the striker, mm; H=6 mm, ϕ 0
the crank shaft, the limiting value of which is 30-400, ϕ 0
− loading angle of
= 400, β − the angle of the lead-in cone of the striker, which is equal
to 120.
For forging molybdenum rods, the feed rate of the workpiece into the strikers should not exceed the values:
π ⋅ n ⋅ H ⋅ (1 − cos ϕ 0 ) 3,14 ⋅ 800 ⋅ 6(1 − cos 40 0 ) 15072(1 ⋅ 0,8) 3014,4
Vn =
=
=
=
= 40,52 mm ;
s
60 ⋅ (2π − ϕ 0 )tgβ
74,4
60 ⋅ (2 ⋅ 3,14 − 40 0 )tg12 0 60 ⋅ 6,2 ⋅ tg12 0
The working speed of rapprochement of the strikers is determined by the formula:
π ⋅ n ⋅ H (1 − cos ϕ0 )
60(2π − ϕ 0 )
Vc =
(9)
When forging molybdenum, the working speed of drawing the strikers together is 8.1 mm/s, and the maximum permissible
speeds for POM VV4032Ts at and will be equal;
Vn =
(
)
n ⋅ H ⋅ (1 − cos ϕ 0 ) 800 ⋅ 6 1 − cos 40 0
4800 ⋅ 0,2
=
=
= 49,52 mm ;
s
ϕ0
40
0
,
8
60 2 − tg12 0
60 ⋅ 2 − tgβ
60 2 ⋅
⋅ 02
π
π
3,14
(
)
n ⋅ H ⋅ (1 − cos ϕ 0 ) 800 ⋅ 6 1 − cos 40 0
and Vс =
=
= 10,53 mm ;
s
ϕ0
40 0
60 ⋅ 2 −
60 2 −
π
3,14
the average speed of the strikers convergence should always be less than the average speed of the striker Vδ
=
n⋅ H
because
60
forging of the workpiece is carried out by the flywheel drive-stroke of the striker, and not by bringing it together.
Vδ =
n ⋅ H 800 ⋅ 6
=
= 80 мм
с
60
60
Vδ ⟩ Vc
Selecting the angular velocity of the workpiece.
In the general case, the angular velocity of the workpiece during its processing is determined by the dependence
W=
θ
tц
=
where, n3
π ⋅ n3
(10)
30
n ⋅θ
n ⋅θ
and n3 = C ⋅ П
2π
2π
=
θ − the angle of coverage by the striker of the workpiece at the end of the stroke, n3 − workpiece revolutions. С – the
coefficient of overlap of the deformed surface, which is taken equal to 0.1-0.6.
θ≤
360 360
=
= 90 C-takes =0,2.
Ζ
4
where, Ζ − number of strikers in the car Ζ
n3 =
W=
= 4.
800 ⋅ 90 72000
=
= 11465 rpm
2 ⋅ 3,14
6,28
π ⋅ n3
30
⋅C =
3,14 ⋅ 11465 ⋅ 0,2 7200
=
= 240 s −1 .
30
30
The number of revolutions of the workpiece during processing in the hot state is taken in the range nз.г=(0.125…0.05) rpm, nз.г
= 0.1x11465 = 1146.5 rpm.
This technology for the production of rods from molybdenum and the method for calculating the forging forces, as well as the
thermo mechanical parameters of forging of molybdenum blanks, adopted for implementation at the Moscow Refractory Metals
and Hard Alloys Plant and will be implemented with the commissioning of a radial swaging machine model VV4032Ts.
@ IJTSRD
|
Unique Paper ID – IJTSRD42586
|
Volume – 5 | Issue – 4
|
May-June 2021
Page 1511
International Journal of Trend in Scientific Research and Development (IJTSRD) @ www.ijtsrd.com eISSN: 2456-6470
4. Conclusions
1. A new highly efficient process and thermomechanical
modes of forging on a radial swaging machine have been
developed to produce small-diameter bars from
refractory metals, which provides an increase in product
quality, an increase in equipment productivity and an
improvement in working conditions.
2.
A highly efficient technology for the production of rods
from molybdenum ingots has been created, which
includes hot pressing, high-temperature hydro-pressing
and forging on a radial crimping machine, provides the
production of small-diameter rods with a welldeveloped structure, improved quality and with an
increased (by 15-20%) level of mechanical properties.
References
[1] Tilavov Y. S. Development and implementation of lowwaste technology for the production of rods from
molybdenum and niobium. - Diss. for the degree of
candidate of technical sciences. - M .: 1994. 285 p.
@ IJTSRD
|
Unique Paper ID – IJTSRD42586
|
[2]
А. P. Kolikov, Yu. S. Tilovovidr. Matematicheskaya
model
termonapryajennogosostyaniyatexnologicheskogoins
trumentaprikovketrudnodeformiruyemixmaterialov.
Dep. VINITI. № 5. 1994.
[3]
А. P. Kolikov, I. А. Levitskiy, Yu. S. Tilovovidr.
Matematicheskaya
model
teploobmenaitermonapryajennogosostyaniya
v
sistemezagotovka
–
rabochiyinstrumentapriobrabotketugoplavkixmetallo
v. Izv. Vuzov. Chernayametallurgiya. – 1994. № 9.
[4]
А. А. Vardiyashvili, Yu. S. Tilovov, К. Х. Urokov.
Аnalizrezultatovraschetaparametrovtemperaturnogoi
termonapryajennogosostoyaniyavsistemezagotovkainstrumentpriradialnoykovke.
Nauchno–
texnicheskiyjurnalFerPI. 2020., Tom 24. №5. s. 213216.
Volume – 5 | Issue – 4
|
May-June 2021
Page 1512