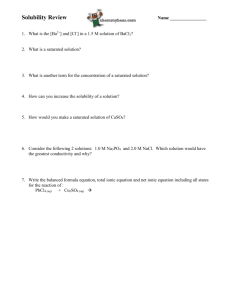
1(12) Aalto University Chemical Engineering EXTRACTION 1. General ............................................................................................................................................. 2 1.1 Symbols and notes ..................................................................................................................... 2 2. Theory .............................................................................................................................................. 2 2.1 Mass Fraction coordinates ......................................................................................................... 2 2.2 Phase Equilibrium ...................................................................................................................... 3 2.3 Calculation Models .................................................................................................................... 4 2.4 Mass transfer Ratio .................................................................................................................... 6 2.5 Calculating the operating line .................................................................................................... 6 2.6 Overall Efficiency ...................................................................................................................... 7 3. Equipment ........................................................................................................................................ 7 3.1 Column ....................................................................................................................................... 7 3.2 Measuring Equipment ................................................................................................................ 8 4. Operating the colunm ....................................................................................................................... 8 4.1 Arrangements ............................................................................................................................. 8 4.2 Starting the Work ....................................................................................................................... 8 4.3 Measurements ............................................................................................................................ 9 4.4 Finishing the Work..................................................................................................................... 9 5. Specification..................................................................................................................................... 9 6. Nomenclature ................................................................................................................................. 11 7. References ...................................................................................................................................... 11 8. Appendices ..................................................................................................................................... 11 15.9.2015 2(12) Aalto University Chemical Engineering 1. GENERAL In this work only continuous extraction is considered. Batch distillation, which is time dependent, is not handled. Extraction as a continuous and industrial unit operation is usually done in one unit, which is called an extraction column. After the extraction the solvent has to be separated from the products (usually by distillation), so the whole process includes several steps. Therefore distillation is often economical choice if it can be used. Extraction as a unit operation means separating the components of a mixture. Separation is based on the difference of solubility of components when a certain solvent is used. Notice the analogy between distillation and extraction especially when recycle flows are included. 1.1 SYMBOLS AND NOTES No recycle flow is used in this work, so the extraction apparatus looks like the schematic representation in figure 1. Va = extract water phase heavy product Vb = solvent water heavy feed La = feed Hac + MIK light feed Lb = raffinate MIK phase light product Figure 1. Extraction apparatus Notice that extract phase is V phase and its concentration is marked with y and raffinate phase is L phase and its concentration is marked with x (Treyball, 1980, p 477). In this special case the markings are a contrary to the general manner where the heavier phase is L and the lighter is V phase. If HAc or acetone was to be extracted from water with MIK as in McCabe et al. (1993) page 633 figure 20.10, MIK phase would be the extract phase and water phase the raffinate phase. Notice in figure 20.10 that equilibrium data does not define which phase is the extract phase but the direction where component A transfers. By definition, component A transfers from raffinate to extract (Treyball, 1980, p 477). 2. THEORY The following notions are assumed to be familiar: Ideal stage, ideal stage model, calculation of the amount of ideal stages Mass transfer ratio, equimolar, equimass Phase equilibrium Saturated flow 2.1 MASS FRACTION COORDINATES In this case the mass transfer is neither equimolar nor equimass so the operating line will not be straight in mole or mass fraction coordinates. The equilibrium data of the system under study is given in mass fractions (appendixes 1 and 2). Therefore mass fraction coordinates are used as base coordinates in this work. 15.9.2015 3(12) Aalto University Chemical Engineering The mass transfer ratio is defined analogically with mole fraction coordinates: z d (Vy ) dV z d ( Lx) , dL (1) where concentrations are in mass fractions and flow rates are total mass flows despite the markings. If only equations for the equilibrium line and operating line are used in calculations, as in this case, instead of molar studies relating to mass transfer and diffusion between components (actual multicomponent calculation), the use of mass fractions instead of mole fractions gives the same number of ideal steps. In general case this method is incorrect due to facts mentioned above. 2.2 PHASE EQUILIBRIUM Only three-component systems are discussed here. Equilibrium data of such a system can always be represented in triangular coordinates as in figure 20.10 in McCabe et al. (1993). Though, a more useful method to plot three-component data is to use rectangular coordinates as in figure 2. Tie lines in figure 2 connect extract and raffinate compositions, which are in equilibrium state together. A diagram based on these points gives the equilibrium line in the x,y-coordinates. Pure component A xA, yA Solubility line plait point Tie line pure solvent pure component B xS, yS Figure 2. Rectangular coordinates of three-component system. If all the flows in an extraction process are saturated and the solvent concentration of saturated extract and saturated raffinate is a linear function of concentration of component A, the mass transfer ratio is a constant in extraction. In order to use a constant mass transfer ratio in the model, the solubility line must be linearized. The easiest way to do this is shown in figure 3. xA, yA Solubility line linearization xS, yS Figure 3. Linearization of the solubility line. 15.9.2015 4(12) Aalto University Chemical Engineering Hence, the following equations are obtained for the solubility lines: yS M y y A By (2a) x S M x x A Bx (2b) 2.3 CALCULATION MODELS No recycle flow is used in the laboratory equipment so figure 1 represents the process and a normal ideal stage model shown in figure 4 can be used to calculate the process. ya Va V1 V2 Vn-1 L1 Ln-2 1 La xa L0 Vn n-1 Vn+1 n Ln-1 Vn+2 VN Ln+1 LN-1 n+1 Ln VN+1 yb Vb N LN Lb xb Figure 4. Ideal stage model The inner flows Ln and Vn+1 and the exiting flows Lb and Va are assumed to be saturated, that is they are on the solubility line. This is a very accurate assumption in this case and in mass transfer processes in general. The aim of mass and heat transfer between the phases is to make it as efficient as possible. If the operating and equilibrium line can be assumed to be straight lines, the amount of the ideal stages can be calculated from equation (3). ya ya* xa xa* ln ln yb yb* xb xb* N , ln S ln S (3) where the stripping factor S is the ratio of slopes of the equilibrium line and operating line. With the assumptions mentioned above, the stripping factor S is a constant and is defined as follows: S m m yb ya L /V xb xa (4) Since the solvent feed Vb is pure water and since in the feed La there is no water at all or only a slight amount of it, the feed and solvent feed are unsaturated. However, all the flows in the model are assumed to be saturated so that the mass transfer ratio could be assumed to be constant in the process. This means that two internal flows Li and Vi must be added to the model in order to make the flows L0 and VN+1 saturated. The concentration of an internal flow is the same as that flow, from which it separates. So the state of flows Li and LN is the same and the state of flows Vi and V1 is the same. This specified ideal stage model is shown in figure 5 and the states of the flows are shown in figure 6. 15.9.2015 5(12) Aalto University Chemical Engineering ya Va V1 Vi yi La xa V2 Vn-1 1 L0 Vn n-1 L1 Ln-2 Vn+1 n Ln-1 Vn+2 VN n+1 Ln VN+1 N Ln+1 yb Vb LN-1 Li xi LN Lb xb Figure 5. Specified ideal stage model of the process. xA, yA Va, Vi L0 La Vn+1 Ln Lb, Li Vb VN+1 xS, yS Figure 6. The states of the flows in the process. The flow rates of the internal flows are obtained from the balances over them. For example: Overall balance: L0 La Vi Component A: L0 x0, A La xa, A Vi ya, A (5a) (5b) L0 x0, S La xa, S Vi ya, S (5c) Solvent S: Now, the flow Va = V1 is known to be saturated, so the concentrations ya are known and equal to the concentrations yi of the internal flow Vi. Since L0 is wanted to be saturated and the solubility line is linearized, by substituting xs from equation (2b) to equation (5c), equation (6) is obtained: L0 (M x x0, A Bx ) La xa, S Vi ya, S (6) By substituting equations (5a) and (5b) into equation (6) and solving Vi, we get Vi La xa , S ( M x xa , A Bx ) ( M x ya , A Bx ) ya , S (7) Analogically, for Li: Li Vb yb , S ( M y yb , A By ) ( M y xb, A By ) xb, S (8) 15.9.2015 6(12) Aalto University Chemical Engineering 2.4 MASS TRANSFER RATIO According to chapter 2.2 the mass transfer ratio is constant with certain assumptions and the mean mass transfer ratio is obtained as follows, if the solubility lines are linearized as in equation (2) and the flows are saturated (notify the signs): z B y Bx Bx B y d (Vy ) d ( Lx) dV dL My Mx My Mx (9) 2.5 CALCULATING THE OPERATING LINE If the mass transfer ratio z is constant or the mean mass transfer ratio can be assumed to be constant in the whole process, it is possible to calculate the operating line of the process, when feeds, products and constant mass transfer ratio of the process are known. The algorithm for the calculation is following: 1. Some values for concentration x or y are chosen: x 2. L or V is calculated from either end of the process with the help of z: L 3. (10) y z xa z xb La Lb zx zx z ya z yb Va Vb zy zy (11) The unknown V or L is calculated from the overall balance: V L D 4. V L V D (12) The concentration y or x corresponding to the chosen concentration x or y is calculated from the component balance: y L C x V V x V C y L L (13) D and C are defined as: D Va La Vb Lb C Va ya La xa Vb yb Lb xb (14) (15) 15.9.2015 7(12) Aalto University Chemical Engineering 2.6 OVERALL EFFICIENCY If the real process is a stage process, the change from the ideal stage model to the actual stage process is done with the efficiency ε of an actual stage. There are many different definitions for efficiencies but the simplest one is the overall efficiency εTOT, which is defined as: TOT N IDEAL N ACTUAL (16) 3. EQUIPMENT 3.1 COLUMN The extraction column used to this work is a York-Scheibel column. It is a countercurrent multistage extraction column developed by E. G. Scheibel in the late 40’s and made by Otto H. York Inc. in 1952. One mixing zone and one settling zone form one actual stage. According to the data sheet of the device the efficiency of an actual stage for MIK-water-HAc system was measured to be 0.5 – 0.9 when flow rate was between 0 – 0.06 m3 / sm2 and the diameter of the column was 12 in. The mixing speed was not told. According to Scheibel (1948) the mixing speeds of other substances have varied between 1000 and 1600 rpm. According to the data sheet the nominal capacity of a 1-inch (25 mm) column in MIK-water-HAc system is a gallon per hour or 1*10-6 m3 / s, which gives a liquid load of 0.02 m3/m2/s. Figure 7. Extraction equipment 15.9.2015 8(12) Aalto University Chemical Engineering 3.2 MEASURING EQUIPMENT Feed rotameters are attached to the laboratory equipment. When the rotameter reading is higher than 6, the flow rate is: Water: Flow rate (g/s) = 0,0429reading - 0,1921 MIK+HAc: Flow rate (g/s) = 0,0301reading - 0,1323 Also A stopwatch Tachometer for defining mixing speeds NaOH-burette for defining concentrations + NaOH solution and an indicator. Magnetic mixer and a magnet 3 x 100 ml Erlenmeyer-bottles for titration 2 x 500 ml Erlenmeyer-bottles for defining the flow rates 4. OPERATING THE COLUNM 4.1 ARRANGEMENTS Water is used to extract acetic acid (HAc) from methyl isobutyl ketone (MIK). So, the extracted component is HAc, the diluent is MIK and water is the solvent: component A component B solvent S = HAc = MIK = water The continuous phase is the water phase into which the MIK phase is dispersed by mixing. Water is led to the column from top and MIK-HAc mixture from the bottom. Flow from the feed tanks to the column is achieved with compressed air. The feed rates are controlled with valves and measured with the rotameters. The phase boundary is adjusted to the upper part of column, below the exit point of the lighter phase. Adjusting is done with an overflow pipe. The solvent fed to the system is pure water, so yS,b = 1.0. The feed is a mixture of pure MIK and pure HAc. CAUTION! MIK-HAc mixture is corrosive! Watch out for skin contact. Use safety gloves if needed! 4.2 STARTING THE WORK Define the concentration of NaOH solution with 0,1 M HCl solution. Define the concentration of the HAc-MIK feed twice. Open the pressure air valve and adjust the pressure to 0,3 bar. Remove the air from the rotameters by opening the feed valves almost completely open for a moment. Fill up the column with water so that the water level is about 10 cm below the water feeding point. 15.9.2015 Aalto University Chemical Engineering 9(12) Adjust both the feed flow rates to their desired values. Switch the mixer on. Keep the phase boundary between the uppermost settling zone and the exit point of the lighter phase. 4.3 MEASUREMENTS Calculate the amount of ideal stages. Assistant gives the flow rates and the mixing speed. Adjust the feed rates and the mixing speed to their desired values. Take a sample every 10 minutes from the extract phase and define its HAc concentration. When the HAc concentration is not changing remarkably, take the other measurements: Take samples from the products and titrate them. Define the product rates by collecting a sample at least for 10 minutes and by weighting it. Check and note the mixing speed. Adjust the feed rates and the mixing speed to their desired values and repeat the measurements. 4.4 FINISHING THE WORK Show your results to the assistant and after permission: Close the pressure air valve and the feed valves. Empty the column to the canister in the fume cupboard. Empty the collector bottles of the extract and raffinate to the same canister. Clean up the surroundings. 5. SPECIFICATION Specification is done as told in general instructions. The both members of work pair take care of one stabilized state measurements of the column. 1. 2. 3. 4. Show the stabilization of column graphically. Match the measured balances with workbook tasmays.xls. Summarize the results. Use mass fraction coordinates. Ignore following facts: Mass transfer is not equimass Equilibrium is not linear Feed and solvent are not saturated Assume that the operating line is a straight line between points (xa, ya) and (xb, yb) in mass fraction coordinates and assume a straight equilibrium line in the same coordinates. 4.1. Draw the equilibrium line points and linearize the equilibrium line. Define the constants m and b of the linearized equilibrium line. Draw the end points of the operating line (xa, ya) and (xb, yb) and draw a straight line between them. Define the number of ideal stages NG1 graphically by stepping off the column. 4.2. Define numerically (and in this case analytically) the number of ideal stages NN1. 15.9.2015 Aalto University Chemical Engineering 10(12) 5. Use mass fraction coordinates. Notify the facts: Mass transfer is not equimass Equilibrium is not linear Ignore the facts: Feed and solvent are not saturated. So, assume that all flows in the process are saturated including feed flow and assume that the mass transfer ratio is a constant. 5.1. Linearize the solubility line. 5.2. Calculate the mean mass transfer ratio. 5.3. Draw the equilibrium line. Calculate and draw the operating line. Define the number of ideal stages NG2by stepping off the column. 5.4. Calculate numerically the number of ideal stages NN2 between points (xa, ya) and (xb, yb). This can be done with a spreadsheet (Excel). 6. Use mass fraction coordinates. Notify the facts: Mass transfer is not equimass Equilibrium is not linear Feed and solvent are not saturated. Assume that only the flows inside the process are saturated and the mass transfer ratio is constant. 6.1. Calculate the internal flows Vi and Li and the flow rates and concentrations of VN+1 and L0. 6.2. Calculate numerically the number of ideal stages NN3 between points (x0, y1) and (xN, yN+1) for example with a spreadsheet program. 7. Compare the numbers of ideal stages (NG1 with NG2, NN1 with NN2, NN3 with others, graphically defined with numerically defined, and actual number of stages with all others). 8. Calculate the overall efficiency. 9. Incorrect estimate Estimate the errors in balances quantitatively. Estimate gross and systematical errors qualitatively. 10. Conclusions What can you say about the results? Why the results are like they are? Do the results fit the theory? If not, why? Errors of the results are not discussed here. 15.9.2015 Aalto University Chemical Engineering 11(12) 6. NOMENCLATURE b B C D f g L m M V x y z Constant of the linearized equilibrium line (y*=mx+b) Constant of linearized solubility line, dimensionless Net flow of component into the direction of V phase, usually for component A, kg/s total net flow into the direction of V phase, kg/s function of the operating line function of the equilibrium line, y*=g(x) and x*=g-1(y) total mass flow in the raffinate, kg/s slope of the linearized equilibrium line (y*=mx+b) Constant of linearized solubility line, dimensionless total mass flow in the extract, kg/s mass fraction in raffinate, usually for component A, dimensionless mass fraction in extract, usually for component A, dimensionless mass transfer ratio of component A, dimensionless Subindexes a the end of the device where L phase is fed b the end of the device where V phase is fed A component A B component B i internal flow n tray n S solvent x raffinate y extract Superscripts x* Equilibrium value of x 7. REFERENCES McCabe, W.L., Smith, J.C. and Harriot, P., Unit Operations of Chemical Engineering, 5th ed., McGraw-Hill, 1993. Treyball, R.E., Mass-Transfer Operations, 3rd ed., McGraw-Hill, 1980 8. APPENDIXES 1. The solubility and equilibrium data of the HAc-MIK-H2O –system. 2. Matching the balances of extraction 15.9.2015 APPENDIX 1 1 The solubility and equilibrium data for HAc – MIK – water system. A HAc C2H4O2 60.05 B MIK C6H12O 100.16 SOLUBILITY w A B 0.000 0.020 0.242 0.053 0.286 0.073 0.311 0.094 0.329 0.125 0.342 0.172 0.341 0.254 0.333 0.322 0.322 0.402 0.312 0.432 0.295 0.492 0.279 0.535 0.260 0.580 0.237 0.624 0.217 0.661 0.193 0.698 0.167 0.741 0.136 0.790 0.000 0.977 S water H2O 18 S 0.980 0.705 0.641 0.595 0.546 0.486 0.405 0.345 0.276 0.256 0.213 0.186 0.160 0.139 0.122 0.109 0.093 0.074 0.023 w = weight fraction wy= weight fraction in water phase wx= weight fraction in MIK phase Linearization of the solubility line Relative % relative S(calc) difference difference difference 0.98 0.00 0.00 0.11 0.70 0.01 0.01 0.97 0.65 0.01 0.01 0.90 m= -1.17 b= 0.98 0.17 0.15 0.14 0.13 0.12 0.10 0.09 0.01 m= 0.56 b= 0.01 Relative % relative difference difference difference 0.02 0.11 11.15 0.01 0.03 3.37 0.00 0.02 1.96 0.01 0.07 6.98 0.01 0.07 7.41 0.01 0.11 10.52 0.01 0.15 15.05 0.01 0.61 61.12 EQUILIBRIUM wx wy 0 0 0.069 0.091 0.126 0.153 0.229 0.256 0.276 0.301 0.308 0.324 0.324 0.338 Source: Othmer, D.F., White, R.E., Trueger, E., Liquid-liquid Extraction data, Ind. Eng. Chem. 33(1941) 1240-8 15.9.2015 APPENDIX 1 2 Solubility of HAc-MIK-H2O -system 1.000 0.900 0.800 0.700 w(HAc) 0.600 0.500 0.400 0.300 0.200 0.100 0.000 0.000 0.100 0.200 0.300 0.400 0.500 0.600 0.700 0.800 0.900 1.000 w(water) 15.9.2015 APPENDIX 1 3 Equilibrium of HAc-MIK-H2O -system 1 0.9 0.8 w(HAc) water-phase 0.7 0.6 0.5 0.4 0.3 0.2 0.1 0 0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1 w(HAc) MIK-phase 15.9.2015 APPENDIX 2 MATCHING THE BALANCES This workbook contains the following sheets: MENU This sheet. BASIC CASE Protected therefore Solver does not work. EXCTRACTION Protected therefore Solver does not work. BINARY DISTILLATION Protected therefore Solver does not work. MACRO Contains the macros. 1 8.4.2005 Color codes GIVE MATCHED CONSTRAINTS TARGET FUNCTION GENERAL PRINCIPLE OF MATCHING THE BALANCES The sum S = SUM( Pi * ((xi-Xi) / xi)^2 ) is minimized xi = measured value of quantity i Xi = matched value of quantity i Pi = weighting coefficient of quantity i so that total and component balances hold true and the sum of mole fractions is one. The task at hand is a constrained optimization task, which constraints are the balances and the sum of mole fractions and the minimized function is the weighted sum of relative differences of matched and measured values. There is no universal algorithm to solve a problem like this, which would always lead to a solution. Therefore matching should be done with few different initial values. INSTRUCTIONS 0 Go to sheet and use the macro CopyPage to make an unprotected sheet. 1 Give the measured values to cells: MEASURED 2 If needed give the weigthing coefficients to cells: WEIGHT The greater the weighting coefficient the smaller is the difference between matched and measured values. Weighting coefficient of an accurate measument should be large. Weighting coefficient of an inaccurate measument should be small. Weighting coefficient can be in the range (0, positive infinity). Here the coefficients should be >= 1. If there is no special need for weighting, use 1. 3 Give initial values (e.g. measured values) to cells: INITIAL VALUES Leave all other cells UNTOUCHED! 4 Choose Tools / Solver / Solve: Solver starts the optimization. The target cell of the optimization becomes active. The constraints are: Balances hold true, in other words the cells IN-OUT = 0 Sum of mole fractions equals to 1, cells SUMx = 1 All matched values are positive, MATCHED >= 0 5 If the result is not reasonable, try other initial values or change the weighting coefficients. Notice that the best result is obtained only by trial and error. 6 If a reasonable result is not found, save the result and restart solver. If a reasonable result is not found after a few times, return to 5 and try other initial values. 7 Extraction: Substance A (component to be extracted) = HAc Substance B (diluter) = MIK Substance S (solvent) = vesi if HAc, of which the feed is made, contains water p -weight %, feed contains xB=1.0-(1.0+p/(100-p))xA, since xS/xA is always p/(100-p) in feed, which is made by adding substance B In the solvent yS=1.0 because it is pure water. Raffinate and extract are saturated, so xS is obtained from the saturation curve. In raffinate xS=0.56*xA+0.01 and in extract xS=-1.17*xA+0.98. In both xB=1.0-xA-xS Extra constraint: in raffinate and extract xA >= 0.001 8 Binary distillation Notice that xB=1.0-xA MENU 15.9.2015 APPENDIX 2 2 MATCHING THE BALANCES EXTRACTION (A: HAc - B: MIK - S: water) Extract Solvent PROCESS Feed Water in HAc= Raffinate 20.000 weight% WEIGHTING COEFFICIENTS IN Feed TOTAL xA xB xS COLOR CODES GIVE MATCHED CONSTRAINTS TARGET FUNCTION OUT Solvent 1.0 Raffinate 1.0 Extract 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 MEASURED IN Feed TOTAL xA xB xS SUMx 0.200 0.750 0.050 1.000 Solvent 2.000 0.400 1.500 0.100 0.000 0.000 1.000 1.000 2.000 0.000 0.000 2.000 OUT Raffinate 3.000 0.300 0.900 0.522 1.566 0.178 0.534 1.000 Extract 0.300 0.071 0.629 1.000 3.000 0.900 0.213 1.887 IN-OUT -2.000 -1.400 -0.279 -0.321 4.400 1.936 0.417 2.047 IN-OUT -4.400 -2.904 -1.037 -0.459 MATCHED IN Feed TOTAL xA xB xS SUMx 0.110 0.863 0.028 1.000 Solvent 1.100 0.121 0.949 0.030 0.000 0.000 1.000 1.000 2.200 0.000 0.000 2.200 OUT Raffinate 3.300 0.330 1.089 0.475 1.568 0.195 0.643 1.000 Extract 0.440 0.095 0.465 1.000 RELATIVE DIFFERENCE IN Feed TOTAL xA xB xS TOTAL xA xB xS 0.450 0.450 -0.150 0.450 Solvent -0.100 OUT Raffinate Extract -0.100 -0.467 -0.100 -0.467 0.090 -0.335 -0.094 0.260 WEIGHTING COEFFICIENT * SQUARE OF RELATIVE DIFFERENCE IN OUT Feed Solvent Raffinate Extract 0.203 0.010 0.010 0.218 0.203 0.010 0.218 0.023 0.008 0.112 0.203 0.009 0.068 SUM 1.293 15.9.2015