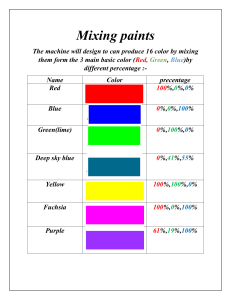
Mody and Marchildon: Chemical Engineering Process Design Chapter 16 MIXING AND AGITATION P:/CEPDtxt2007/CEPDtextCh16 In the production and processing of materials it is very common to have to bring components together into a mixture of some sort. The components may be miscible fluids and can be dispersed in each other down to the molecular level, with the issues being how fast the mixing can be accomplished, how much power is required, and how uniform the proportions are across the bulk of the mixture. The components may be immiscible phases: the issues are still speed, power and uniformity of mixing but also the scale down to which dispersion can be and has to be achieved. Two general situations requiring mixing are Bringing components together for inter-phase mass transfer (immiscible components) or for chemical reaction (components may be reactants or catalysts) Blending components together to make a product. We identify, and will look at, six different combinations of components that may have to be mixed 1. 2. 3. 4. 5. 6. miscible liquids immiscible liquids gas and liquid solid particles in liquid solid particles with each other solid particles and gas. General references (text books) Uhl V W and Gray J B, editors (1966, 1967, 1981) Mixing Theory and Practice, three volumes, Academic Press, New York. Nagata S (1975) Mixing Principles and Applications, John Wiley & Sons, New York. Harnby N, Edwards M F and Nienow A W, editors (1985) Mixing in the Process Industries, Butterworths, London UK. Tatterson G B (1991) Fluid Mixing and Gas Dispersion in Agitated Tanks, McGraw-Hill, Inc., New York. Hemrajani R R (1995) ‘Mixing and Blending’, volume 16, p.844-887 in Kirk-Othmer Encyclopedia of Chemical Technology, Fourth Edition, John Wiley & Sons, New York. Marchildon K and Mody D (2004 January) ‘Fluid Flow, Mixing and Heat Transfer’, professional development course, EPIC-CSChE, Mississauga Ontario Canada. Other references Oldshue J Y (1997 March) ‘Heed This Advice in Scaling Up Mixers’, Chemical Engineering Progress p.70-73. Dietsche W (1998 August) ‘Mix or Match: Choose the Best Mixers Every Time’, Chemical Engineering p.70-75. Dickey D S (2000 May) ‘Facing the Challenge of Mixing Problem Fluids’, Chemical Engineering p.68-75. Noble T (2000 September) ‘Mystery Moves Out of Mixing’, Chemical Engineering Progress p.11-13. In the mid-1970’s, staff at Chemineer Inc published a 12-part series of articles in Chemical Engineering magazine, dealing with agitation of low viscosity liquids using turbine mixers. These articles present some very useful detailed design procedures and are probably still available as a set in reprint form from the magazine. Authors Gates L E, Fenic J G, Henley T L Dickey D S and Fenic Dickey and Hicks R W Hicks, Morton J R and Fenic Gates, Morton and Fondy P L Hicks and Gates Hill R S and Kime DL Ramsey W D and Zoller G C Meyer W S and Kime Rautzen R R, Corpstein R R and Dickey Hicks and Dickey Gates, Hicks and Date 1975 Dec. 8 1976 Jan. 1976 Feb.2 1976 April 26 1976 May 24 1976 July 19 1976 Aug.2 1976 Aug.30 1976 Sept.27 1976 Oct. 25 Title How to select the optimum turbine 1976 Nov.8 1976 Applications analysis for turbine agitators Dimensional analysis for fluid agitation systems Fundamentals of agitation How to design agitators for desired process response Selecting agitator systems to suspend solids in liquids How to select turbine agitators for dispersing gas into liquids How to specify drive trains for turbine agitators How the design of shafts, seals and impellers affects agitator performance Cost estimation for turbine agitators How to use scale-up methods for turbine agitators Application guidelines for turbine pages 110114 139145 93-100 102110 144150 141148 89-94 101108 109112 119126 127133 165- Dickey Dec.6 agitators 170 16.1. Miscible Liquids The requirement is to bring two or more liquids together and form a single phase. The mixture is intended to be permanent, unlike other mixing situations where the phases are combined into a mechanical mixture, which can subsequently separate or be separated. There are two general cases 1. the entering liquids are different from one another and the resulting mixture is different from any of the feeds, 2. the liquid is a single stream which may have fluctuations in its properties, and it is the intent of the mixing to attenuate this variability. Examining the second case briefly, it can be shown mathematically that if an entering stream with a regular fluctuation of frequency f in some property is blended in a fullymixed vessel of residence time then the amplitude of the fluctuation is attenuated by the factor 1 / square root [ 1 + (2 )2 ( f . )2 ]. For example f . 0 0.1 0.2 0.5 1.0 2.0 5.0 Attenuation factor 1.0 0.85 0.62 0.30 0.16 0.08 0.03 This application relies on the presence of ‘back mixing’ or axial mixing. In some other applications the requirement is only for radial uniformity. Mixing choices can be considered according to the following scheme: Type of Mixing Required Full: axial plus radial. Radial only Stirred vessel In-line mixer Turbulent Liquid Viscous Liquid Turbine or propeller Wall wiping Static Dynamic 16.1.1. Turbine Impellers These mixing elements are mounted on a shaft rotating about a vertical axis and, for liquid blending, the element has a downward pumping action. The ‘severity’ of the mixing task is increased by disparities between feed liquid viscosities and between feed liquid densities. Drury and Gates (2001) present a sequence of calculations to determine vessel dimensions, impeller diameter, power requirement and other quantities of interest. The calculations are based on an initial estimate of whether the mixing needs to be mild, medium or violent, which is a decision that a vendor can help with. Axial Flow pattern Hicks R W, Morton J R and Fenic J G (1976 April 26) ‘How to design agitators for desired process response’, Chemical Engineering p.102-110. Drury S F and Gates L E (2001 February) ‘Mixer Specification à la Spreadsheet’, Chemical Engineering p.62-69. Wilkens R J, Henry C and Gates L E (2003 May) ‘How to Scale-Up Mixing Processes in Non-Newtonian Fluids’, Chemical Engineering Progress p.44-52. 16.1.2. Wall-Wiping Impellers For viscous liquids a completely different type of agitator is used. In the absence of turbulence it is necessary to move the liquid directly instead of relying on momentum imparted just at the centre of the vessel. Two styles are shown below. Bakker A and Gates L E (1995 December) ‘Properly choose mechanical agitators for viscous liquids’, Chemical Engineering Progress p.25-34. Gibson w D (1999 April) ‘Impelling mixers to move viscous fluids’, Chemical Engineering p.49-57. Helical-ribbon agitator Anchor agitator 16.1.3. In-Line Mixers In-line pipeline mixers are dedicated to the task of ensuring uniformity across the crosssection of the flow. Typically they are used after two streams have been brought together. The mixer may be dynamic, with a rotating element within the flow or it may be static or motionless, making use of fixed deflectors to bring about inter-change of streamlines. Some types of dynamic mixers are described in Perry & Green (1997). Static mixers add extra pressure drop to the line in which they are located, so they are using the energy of the stream itself to bring about mixing. Several varieties of static mixers are on the market. Godfrey (1985) compares the pressure drop and the effectiveness of various offerings. One can choose between a device with high effectiveness and high pressure gradient or a device with less effectiveness per unit of length but lower pressure gradient. Unfortunately some mixers have low effectiveness and high pressure gradient. Relative to dynamic mixers, static mixers have the great advantage of having no external drive and requiring no seals. Perry and Green D W (1997) Perry’s Chemical Engineers’ Handbook, seventh edition, chapter 18, p.20-21 Godfrey J C , ‘Static mixers’, in Harnby N, Edwards M F and Nienow A W, editors (1985) Mixing in the Process Industries, Butterworths, London UK. Myers K J, Bakker A and Ryan D (1997 June) ‘Avoid Agitation By Selecting Static Mixers’, Chemical Engineering Progress p.28-28. Bayer T, Himmler K and Hessel V (2003 May) ‘Don’t Be Baffled By Static Mixers’, Chemical Engineering p.50-57. 16.2. Immiscible Liquids Immiscible liquids are brought together for one of four reasons: 1. to extract a component out of one phase into the other phase 2. to react components contained separately in different phases 3. to cool a phase by direct contact with another phase 4. to create a permanent emulsion of one phase in another. In cases 1, 2 and 3, the phases are subsequently separated from one another: care may have to be taken not to disperse so finely that a permanent emulsion results. In case 4 , separation is undesirable. Turbine agitators are again suitable. For dispersing one liquid in another the agitator blades are held parallel to the axis of rotation. The objective is to convert power of rotation into comminution of droplets. Radial Flow pattern The drop size created by an agitator of specific size, shape and speed depends on the properties of the liquids. Coalescence of small droplets may be taking place simultaneously, so agitation must be carried on continuously while mass transfer and/or chemical reaction is taking place. In-line mixers are not suitable for this application because the residence time in the mixer is too short. If the objective is to create a permanent emulsion, then an in-line device is suitable. Several designs of equipment are on the market, generally under the heading of homogenizers. Cohen D (1998 August) ‘How to Select Rotor-Stator Mixers’, Chemical Engineer p.7679. Myers K J, Reeder M F, Ryan D and Daly G (1999 November) ‘Get a Fix on High-Shear Mixing’, Chemical Engineering Progress p.42. Pandolfe W D (2000 August) ‘Milking More from Homogenizers’, Chemical Engineering p.119-122. Light phase Heavy phase Agitated column for liquid-liquid extraction Light phase Heavy phase 16.3. Gas and Liquid Gases are dispersed as bubbles in liquids and liquids are dispersed as sprays in gases, for such purposes as cooling, mass transfer, and chemical reaction. An adequate dispersion of gas in liquid may be attained simply by sparging the gas into the liquid. If a finer dispersion is desired (e.g., to obtain greater interfacial surface area), then a rotating agitator may be used. The same style of flat-bladed impeller is used as for dispersing immiscible liquids. A problem arises in that the cloud of bubbles may overwhelm the action of the agitator and make it ineffective. Hicks and Gates (1976) and also Van Essen (1998) provide predictive equations for this effect and for how it may be overcome. Hicks R W and Gates L E (1976 July 19) ‘How to select turbine agitators for dispersing gas into liquids’, Chemical Engineering p.141-148. Von Essen J (1998 August) ‘Gas-Liquid-Mixer Correlation Avoids Flooding’, Chemical Engineer p.80-82. Lee S-Y and Tsui Y P (1999 July) ‘Succeed at Gas/Liquid Contacting’, Chemical Engineering Progress p.23-49. Agitator speed too low Agitator speed adequate The other type of gas-liquid mixing is the dispersion of a liquid into a gas, generally by means of atomization. The main example is spray drying. Other applications are cooling of gases, scrubbing of particulates, humidification, absorption of vapours, and chemical reaction. All of these phenomena rely on a high ratio of surface-to-volume. Ondrey G (1995 December) ‘Models Demystify Spray Drying’, Chemical Engineering p.30-31. Welander P and Vincent T L (2001 June) ‘Select the Right Spray Nozzle’, Chemical Engineering Progress p.75-79. 16.4. Solid Particles in Liquid Some situations where solid particles need to be suspended in a liquid are heterogeneous catalysis dissolution of solids preparation of a slurry. Assuming a turbulent liquid, the agitator of choice is a turbine with blades pitched to produce a component of axial flow. The flow pattern is as shown in section. 3.7.1.1. The speed and power of the agitator is a function of the terminal velocity of the particles and the degree of suspension required. Obviously, the greater the terminal velocity the harder it is to keep the particles suspended. Particles that are small and/or similar in density to that of the liquid are easier to keep in suspension. The degree of suspension refers to the uniformity of solids concentration in the vessel: is it enough just to sweep particles periodically off the bottom of the vessel or must there be uniformity almost right to the top. If a slurry is being prepared, then the height to which uniformity must extend is dictated by the point of slurry draw-off. Gates L E, Morton J R and Fondy P L (1976 May 24) ‘Selecting agitator systems to suspend solids in liquids’, Chemical Engineering p.144-150. Shaw J A (1992 May) ‘Succeed at Solids Suspension’, Chemical Engineering Progress p.34-41. 3.7.5. Solid Particles with Solid Particles Probably most cases of particle mixing have the objective of removing or blending out non-uniformities. The operation may be batch or continuous. Particle blenders come in different styles. The tumbling blender rotates, causing particles to tumbling over one another, hopefully in a random manner. Convective blenders are stationary and have an internal rotating system of paddles or a screw to impart motion to the particles. Fluidized beds use a gas to move particles relative to one another. A recirculating vessel with multiple staggered down-comers can rearrange particles. To Vacuum Elutriator Vacuum Breaker Downcomers Air Filter Some considerations in particle mixing: 1. extra effort is required to mix particles that have a tendency to agglomerate 2. tumble mixing typically takes 10-15 minutes 3. a fluidized bed gives the fastest mixing 4. particles of different size or density have a tendency to settle relative to one another. The mixer must overcome this action 5. the speed of mixing needs to be restrained if particles are fragile. Also, rapid mechanical agitation may raise the temperature. Clump C W, ‘Mixing of Solids’, in Uhl V W and Gray J B, editors (1967) Mixing Theory and Practice, volume II, Academic Press, Inc., New York. Williams J C, ‘Mixing of Particulate Solids’, in Uhl V W and Gray J B, editors (1986) Mixing Theory and Practice, volume III, Academic Press, Inc., Orlando, Florida. Harnby N, ‘The selection of powder mixers’, in Harnby N, Edwards M F and Nienow A W, editors (1985) Mixing in the Process Industries, Butterworths, London UK. 16.6. Solid Particles and Gas. Some reasons why a solid may be mixed with a gas are to be conveyed to be reacted to be dried or otherwise treated to catalyze a reaction. Conveying (e.g., by air) is carried out in one of two modes: dilute-phase or dense-phase. As indicated by the nomenclature, the ratio of solids to gas is quite different in the two modes. In dilute-phase, the particles are mixed into the gas stream simply by being dropped in; a rotary feed valve is needed if the gas system is under pressure. In densephase, the solids are assembled and then gas is introduced to start moving them. If the objective is mass transfer or chemical reaction then intimate mixing can be done in a fluidized bed. The bed is designed in accordance with well-established fluidization technology. High rates of surface transfer are achieved relative to say a packed or slowly moving bed.