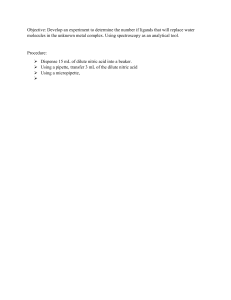
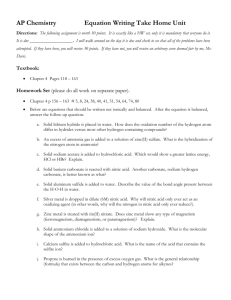
Technical Improvements in the Strong Nitric Acid Process Sumitomo's process becomes more economical when it incorporates a weak acid process for coproduction. Tetsuya Ohrui, Katsuo Ohkubo, and Osamu Imai Sumitomo Chemical Co. Ltd. Tokyo, Japan Sumitomo Chemical has developed a process to directly synthesize strong nitric acid from ammonia and air. Using technology developed over the past 40 years, in 1972 a plant was constructed to produce simultaneously 770 Mlb (350 metric t) of strong nitric acid and 165 Mlb (75 metric t) of weak nitric acid per day. Successful implementation of these processes required several plant modifications to deal with environmental regulations and some corrosion difficulties; these will be discussed in the second section of the article. Our processes for the direct synthesis of strong nitric acid are: 1) a high pressure oxidation-high pressure absorption process (also called Mono Pressure Process, MPP) and 2) low pressure oxidation-high pressure absorption (also called the Dual Pressure Process, DPP). The MPP becomes more competitive when it is used for the coproduction of strong and weak nitric acids. Mono Pressure Process Figure 1 shows the flow diagram of the simple production of strong nitric acid, which was improved based on our experience in operating the current 935 Mlb (425 metric t) per day plant. In the MPP, liquid ammonia is vaporized in the ammonia evaporator (1) and is mixed with compressed air (4) at a temperature of 390-480°F (200-250°C). The 10-11% ammonia contained in the reaction stream is oxidized to NO in the presence of a platinum-rhodium catalyst in ammonia burner (7) at a pressure of 128-143 psia (800-1000 kPa) and a temperature of 1,650-1,740°F. (900-950°C). The oxidation reaction formula is: and at the same time, NOx contained in the stream is partly converted to 40-50-wt% HNO3. To enrich the NOx content, 60-68-wt% weak nitric acid coming from the weak nitric acid rectifier (17) reacts with NO and is decomposed. The reaction formula is: NO + 2HNO3 -> 3NO2 + H2O The heat of 40-50-wt% recycled nitric acid at a temperature of 210-250°F ( 100-120°C) is recovered in the reboiler of the weak nitric acid rectifier (17). Excess water contained in the acid is discharged from the system through the weak nitric acid rectifier. Unreacted NO contained in the gaseous stream coming from the decomposer-condenser (9) is almost completely oxidized by 65-70-wt% HNO3 to NO2 in the vent absorber (11). NO2 gas from the vent absorber is sent to the NO2 absorber (14) where it is absorbed in about 85-wt% nitric acid at 32-68°F (0-20°C) to form red fuming nitric acid, with 1 2 3 4 5 G 7 S 9 10 AMMONIA EVAPORATOR AMMONIA SUPERHEATER AIR f ILTEH AÎH COMPRESSOR AMMONIA MIXiR MIXED GAS FILTER AMMONIA BURNER WASTE HEAT BOILER DECOMPOSER -COKDEHSER CONDENSER-COOLER 11 «HT ABSORBER 12 REACTOR 13 Na04 BLEACHER 14 NOa ABSORBER 15 STRONG NITRIC ACID RECTIFIER 16 STRONG MTRIC ACID BLEACHER 17 WEAK NITRIC ACID RECTIFIER 18 WEJK NITRIC ACtt> BLEACHER 19 20 21 22 NOx COMPRESSOR TAIL GAS HEATER CAÏM.YTIC COMBUSTOR GAS EXPANDER 23 STEAM TURBINE STRONG NITRIC ACtO 4NH3 + 502 -> 4NO + 6H2Û The yield is about 95%. By means of heat recovery in the waste heat boiler (8), the temperature of the NO-rich reaction stream goes down to about 390°F (200°C). The stream is cooled in the decomposer-condenser (9) to remove moisture, 164 mm N.TRIC ACID Figure 1. Strong nitric acid process: Mono Pressure Process. 20-30-wt% N2Û4. The N2Û4 is separated from the acid by air in the N2Û4 bleacher (13). Then, together with air, it is sent to the reactor (12), where it reacts with water contained in 70-75-wt% nitric acid from the vent absorber (11) at 100140°F (40-60°C). The reaction formula is: AMMONIA EVAPORATOR AMMONIA SUPERHEATER AIR FILTER AIR BLOWER AIR HEATER AMMONIA MIXER MIXED GAS FILTER AMMONIA BURNER WASTE HEAT BOILER NO.1 COOLER-CONDENSER 11 12 13 14 15 16 17 18 N0.2 COOLER-CONDENSER NO.1 GAS COMPRESSOR OXIDATION TOWER TAIL GAS HEATER NQ.3 COOLER-CONDENSER N0.2 GAS COMPRESSOR N0.4 COOLER-CONDENSER VENT ABSORBER 19 REACTOa 20 Na04 STRIPPER 21 MEDIUM KtTRIC ACtO BLEACHER 22 NOa ADSORBER 23 STRONG NITRIC ACID RECTIFIER 24 STRONG NITRIC ACID BLEACHER 25 SECONDARY AIR FILTER 26 SECONDARY AIR COMPRESSOR 27 NO, ABATER 28 GAS EXPANDER 29 STEAM TURBINE 2N2Û4 + 2H2O + Ü2 -> 4HNO3 As a result, the acid concentration reaches about 85 wt%. Since the produced acid contains 20 to 30-wt% N2Û4, it goes to the N2Û4 bleacher (13). Colorless, about 85-wt%, nitric acid is concentrated in the strong nitric acid rectifier ( 15) to over 98 wt%. Then, it is bleached again into the final strong nitric acid product. On the other hand, the exhaust gas from the NO2 absorber (14), containing about 1,000 ppm nitrogen oxides, is sent to the catalyst combustor (21 ) for removing nitrogen oxides by reduction with fuel. The exhaust gas from catalytic combustor (21 ) containing less than 50 ppm NOx is used for driving a gas expander (22) to recover its energy. After further heat recovery, the exhaust is vented to the atmosphere at 210 to 300°F(100-150°C). The nitrogen content in the waste water is as low as 0.21b/ Mlb HNO3 (0.2 kg/metric t HNO3) as N, and therefore, even when required, a simple after-treatment of the waste water is sufficient. In Figure 1, the dotted line indicates the flow of the weak nitric acid product. Weak and strong nitric acids can be coproduced simultaneously in this process, in case the coproduction ratio of weak acid to strong acid is less than 0.5. The lower the feed rate of 60-68-wt% nitric acid from the weak nitric acid rectifier (17) to the decomposer-condenser (9), the higher the coproduction ratio of weak acid to strong acid. By decreasing the bottom temperature of the decomposer-condenser, the coproduction ratio can be increased. Theoretically speaking, weak and strong nitric acids can be simultaneously manufactured at any coproduction ratio. According to our plant operation records, the coproduction ratio varied from 0.2 to 0.6. An economic assessment of the MPP is shown in Table 1. If the plant capacity is relatively small, the mechanical efficiency of steam turbines drops to increase utility consumption. It is desirable to coproduce weak nitric acid in view of improved steam consumption. Dual Pressure Process In the Dual Pressure Process (DPP) (Figure 2), ammonia gas is oxidized at the atmospheric pressure in the ammonia burner (8). The NO-rich reaction stream is fed to the cooler condensers (10) and (11) for removal of moisture. Since the concentration of nitric acid generated there is as low as l-3-wt%, the acid is discharged directly for water removal. Because of this, the DPP does not need a weak nitric acid rectifier and decomposer-condenser. Therefore, steam consumption in this process is considerably better than in the Mono Pressure Process. Compared with the Mono Pressure Process, the DPP also STRONG NITRIC ACID ACID CONDENSATES Figure 2. Strong nitric acid process: Dual Pressure Process. is characterized by the high pressure N2Û4 stripper (20), and atmospheric pressure medium nitric acid bleacher (21), used to easily separate N2Û4 from the red fuming nitric acid. NOx contained in the exhaust gas from the NO2 absorber (22) is removed by selective catalytic reduction with ammonia. Using this method, NOx content can be abated to less than 100 ppm. In this case, the nonselective reduction with fuel can be alternatively used. Table 1 shows the economic assessment data on the DPP. This process is superior in steam consumption to the MPP, which is preferable in terms of environmental protection. Local conditions and environmental regulations will dictate which process should be employed. It is less economical to coporduce weak nitric acid in the DPP. Coproduction increases economy Since a relatively high coproduction ratio of weak acid to strong acid can eliminate the need for removing excess water from the reaction system, the weak nitric acid rectifier and decomposer-condenser are not necessary in the coproduction process. A higher coproduction ratio than 1.5 is satisfactory for generating 60-wt% and 98-wt% nitric acid. The process flow differs somewhat, depending upon the coproduction ratio. Figure 3 shows the process flow for a coproduction ratio of 2-3. A strong acid process can be easily added to the existing conventional weak acid plant by AMMONIA SUPERHEATER ABU FILTER AIR COMPRESSOR AMMONIA MIXER MIXED GAS FILTER MMQNiA BURNER WASTE HEAT BOtLER 10 ABSORBER 11 12 13 14 19 NOa ABSORBER REACTOR MaO« BLEACHER STRONG WTRtC AfitD RECTIFIER STRONG NITRIC ACID BLEACHER 16 VENT SCRUBBER 17 TAIL GAS HEATER 18 CATALYTIC CQMBUSTOR 19 GAS EXPANDER 20 STEAM TURBINE WEAK NITRIC ACID -«-! j -«»CESS WATER STRONG NITRIC ACID Figure 3. Coproduction process: physical absorption. 165 Table 1. Economie assessment data on Sumitomo strong nitric acid process Coproduction of Strong and Weak Nitric Acids Strong Nitric Acid (98% HNO3) Process Mono Pressure Process Dual Pressure Process Mono Pressure Process Dual Pressure Process** Oxidation pressure (psia) 133 - 147 15 -30 133 - 147 133 - 147 Absorption pressure (psia) 133 - 147 133 - 147 133 - 147 133 - 147 Plant capacity (Mlb/d) (as 100% HNO3) 770 265 Installed cost (ISBL)* in billions of yen 2.8 1.85 Ammonia (Ib) 288 288 284 288 288 Catalyst (10-6lb) 250 250 45 250 250 0 0 0 0 200 270 0 0 0 0 0.05 0.1 220 260 210 220 190 210 Electricity (kWh) 25 70 150 25 9 7 Fuel (Ib) 38 38 0 38 38 265 1.8 98% HNO3: 770 70% HNCh: J 165 98% HNO3: 330 60% HNOJ3: 660 98% HNO3: 330 60% HNOJ3: 660 2.45 SlOmillion *** 3.2 Consumption per Mlb HNO3 Process water (Mlb) Steam (630 Ib/in2, 752 F) (Mlb) Boiler feed water (Mlb) Cooling Water (Mlb) NOx abatement system NOx in tail gas (ppm) 0.1 -470 0.52 Nonselective catalytic reduction < 200 Selective < 200 < 200 < 200 < 0.2 0.6- 1.5 < 0.2 0 N in waste water (lb/Mlb-HNO3) Nonselective *Excluding piling, license fee, engineering fee and catalysts **Integration of 330 Mlb/d SNA to the existing 990 Mlb/d WNA plant ***Additional installed cost (excluding electricity and instrument) and additional consumptions Applicable metric conversions: l psi = 6.895 kPa l Ib = 0.4536 kg l Ib/mlb = l kg/ton l mlb/ = 0.4536 ton 166 1 ,390 0 branching the NO-rich reaction stram from the cooler-condenser (9) to link the two. Since a coproduction ratio higher than 4 increases the absorption temperature of NO2 gas with about 85-wt% nitric acid at the NO2 absorber, the process removes the need for refrigeration facilities, further improving its economic advantage. The most noticeable feature of our technology is that, by minor modification of the exising weak nitric acid plant (e.g., modifying the absorber) it becomes possible to also produce strong nitric acid easily, as indicated in Figure 3. With this technology, it is possible to manufacture strong acid directly without a previous concentration stage of weak acid with sulfuric acid or magnesium nitrate. Table 1 shows the economic data on our coproduction process. The minimum economic capacity for the simple production of strong nitric acid is about 110 Mlb/d (50 metric t/d). In case of simultaneous production, the minimum capacity for strong acid goes down to 22 Mlb/d (10 metric t/d). Special stainless stee! "SN-1" The development of the strong nitric acid process has kept pace with the development of construction materials. To select the most suitable construction material for the strong nitric acid plant, we conducted corrosion tests on a number of materials. However, the initial corrosion test periods were too short, causing us to overlook the acceleration of corrosion over a period of time, a fatal defect in stainless steel. For example, in the case of SUS 304L, after 4,000 hr fieldtesting at 85-wt% and 75°C, corrosion accelerated to 3-4 times the initial rate. Though not as dramatic as this example , similar phenomena appeared in other parts of the plant. To overcome the problem various steps were taken. Aside from reducing carbon content of the materials, we developed methods of predicting long-term corrosion resistance with short-term evaluation of artificially corroded material samples. Construction materials such as aluminium, titanium, high silicon cast iron and glass-lining have been used for the strong nitric acid process. However, none of them could satisfactorily protect a plant from corrosion in the long run. Even conventional stainless steel is seriously corroded by strong nitric acid at a high temperature. This phenomenon is called "transpassive". As a result of intensive research and development conducted jointly with Nippon Stainless Steel Co., Ltd., a special stainless steel has been developed. Named "SN-1," the material has excellent corrosion resistance against any concentration of nitric acid over long periods of commercial plant operation. The chemical composition of SN-1 is: 0.03-wt% C; 4.00-wt% Si; 17.50-wt% Cr; 14.00-wt% Ni; 1.00-wt% Mn; P and S at less than 0.03 wt%; plus some other additives. Its characteristic features are summarized here: (1) It contains 4-wt% Si to improve corrosion resistance against strong nitric acid. (2) Content of C is curbed to a relatively low level in order to prevent the intergranular corrosion caused by me sensitization of the material. (3) Another element is added for stabilizing the C component and making the microstructure of the material more fine. Si plays the most important role in improving resistance against strong nitric acid. Si content is controlled within a narrow range around 4 wt%, taking into account the relationships among corrosion resistance, hot workability, fabricability, weldability, etc. The contents of Cr and Ni are set at 17.5 wt% and 14 wt%, respectively, to keep the austenitic microstructure and to maintain sufficient corrosion resistance and the mechanical properties of the material when Si content is 4 wt%. Accordingly, SN-1 can be machined and fabricated in the same manner as common stainless steel. Further, SN-I reqires no annealing, which is necessary for other stainless steels having chemical compositions similar to SN-1. SN-1: strong and corrosion resistant In contrast with ordinary stainless steel, corrosion of SN-1 does not accelerate over time. Figure 4 shows an iso-corrosion rate curve of SN-1. The corrosion rate of SN-1 is below 3.9 x 10"3 in/y (0.1 mm/y) against nitric acid at any concentration, when the storing temperature is 140°F (60°C) or less. Further, against 88-95wt% nitric acid, SN-1 still shows excellent corrosion resistance, up to the boiling point. 120 90 100 Figure 4. Iso-corrosion chart of SN-1 vs. nitric acid. SN-1 and SUS 304L are sensitized materials. Corrosion rate is the larger value in the lab test data for the liquid phase and the gas phase. 167 c 2 i u — ~a S u c o u s CO •c cd 01 o '> <_ l* Ou B O •s ^ /•«> 1 1 «N j--! r- o\ <N —^ </"> ro\ ffs 01 (U <U .a .a m uu O "c -c ca U c3 ON ON oo •^f •* «O r~ r- t~~ ON ON ON (N r^; I-ON -^ — r^ oo OO ró [ —. ON ^ ON OO t^ r-ON CO CO CO CO m co CO CO CO CO CO CO CO OO OO 00 ro t-^ r- rON ON fN O O U C-ON D D D D fs| [-«. ^ ON f>: 00 ON r— t-ON <-^s m ro f--^ ON U .§• i £> % vO S-»a 2 •§ « CO j5 OP i Î3 i i 'S? Ofi u ex cC £l CO O z J i E T) N 1) M t-l u ëu ë •§ J 0 1 S w Ö 1-1 ^ § 1 ö OH B J 1 > •a — Du öu <u G Jjj OO ON U iii r- —, r- 'S 'S 'S H H H ü _>< J OO ex Ë ft, OO (N . —H ft, (N (N \o t-- ft, ft, s OO O (N S O CO (N DC ~4 l r •ë•e OO ON m > ftl on i a OO ON 168 § i ÖD g A! c >^ f> CO K OO ON 10 ON S K «R OO ON D.ÇJ - Table 2 shows the performance of SN-1 in commercial operation. No abnormality has been recorded to date. For example, in the case of a 1.76 MMlb (800 metric t) storage tank of 98-wt% nitric acid made of SN-1 alone, very good performance was observed. We already had two 1.10 MMlb (500 metric t) aluminium product storage tanks. Aluminium is not suitable for larger tanks ( 1.76 MMlb or 800 metric t) because of relatively poor mechanical strength and the difficulty of making thick plate. SN-1 is about six times as strong as aluminium, and even thin plates guarantee enough strength. In addition, unlike aluminium, SN-1 is free from corrosion, even if 98-wt% nitric acid is diluted while stored. Therefore, SN-1 was used for the new 1.76 MMlb (800 metric t) tank, though the construction cost was slightly higher. Field corrosion tests for 98-wt% nitric acid to compare the corrosion rate of SN-1 with that of aluminium. As a result, the corrosion rate of SN-1 was found smaller than that of aluminium: Corrosion rate in liquid phase In our field test, as the ratio of the oxygen concentration necessary for complete combustion of fuel to oxygen concentration in exhaust gas goes up, fuel stoichio goes up, NOx content in the gaseous stream from the catalytic combustor drops. But, as the contents of unburnt hydrocarbons (i.e., paraffins such as methane and ethane) increase, so does carbon monoxide generated by incomplete combustion. The increase in content of CH4, €2^6 and CO are in proportion to the fuel stoichio. In normal operation, the fuel stoichio is usualy set around 110% as the fuel composition fluctuates. NOX content in the exit gas is about 40-50 ppm and HCN or NH3 formed is less than Ippm. Assuming that the local emission control regulations on hydrocarbons will become more strict, we tested the hydrocarbon abater after the catalytic combustor. In this case, the same catalyst as in the catalytic combustor was used and space velocity was set at 200,000 h' '. From test results, CoiTosion rate in gas phase Test period SN-1 (material welded) 0.00097 in/y (0.0247 mm/y) 0.00098 in/y (0.0249 mm/y) 14,616 h Al (material base) 0.00166 in/y (0.0422 mm/y) 0.00166 in/y (0.0422 mm/y) 10,608 h 100 We can say that the current stable operation of our strong nitric acid commercial plant is in large part due to the successful development of SN-1. NOx abatement methods OOOh-i,480°F 8 90 o ë «o While NOx content in the gas from the top of the NO2 absorber is 1,000-2,000 ppm in conventional nitric acid plants, it reaches only 700-1,000 ppm in our 935 Mlb/d (425 metric t/d) nitric acid plant. Among various methods for NOx abatement, the following two are particulary effective: 1 ) nonselective catalytic reduction — with fuel (generally, hydrocarbon) and 2) selective catalytic reduction — with ammonia. In Sumitomo's nonselective catalytic reduction process, off-gas from the ethylene plant is used as fuel. A platinum catalyst of honeycomb type is used as the catalytic combustor. Operating conditions are: Space velocity: 60,OOph-1,660°F 75,000h-l Catalyst layer inlet temperature: 750 - 840°F (400 - 450°C) Catalyst layer outlet temperature: 1290 - 1380°F (700 - 750°C) < O S ui 70 K m 60 50 0.5 0.7 0.9 1.1 1.3 INLET NH3/NOX MOLE RATIO (-) Pilot test conditions SV=60,000 (ft3/hr)/(m ft3 cat) and 100,000h" P =100 psia T = 600°F and 480°F inlet NOX= 600 ppm O2 = 2.6% Treated gas = Outlet gas from absorber NH3 breakthrough (ppm) NH3 leak ratio = inlet NOy (Ppm) Figure 5. NOx removal efficiency and NHs leak ratio vs. inlet NH3/NOX mole ratio. 169 we can say that emission of hydrocarbon is easily controlled at less than 300 ppm, as CH^. Selective catalytic reduction is also used at our plant. The research and development of catalysts for NOX removal with ammonia was started in 1972. We have operated quite a few denitration facilities such as boiler and heating furnaces including seven units with a larger capacity than 3 MMft3/h (85000 m3/h). Figure 5 shows the results of a pilot test in which the catalyst we developed was used for the outlet gas from an NO2 absorber. It is clear that the activity of the catalyst slightly drops when the reaction temperature goes below 480°F (250°C), and it gives high denitration efficiency within the temperature range of 480°F (250°C) to 750°V (400°C). Since the ammonia content in the outlet gas after denitration is as low as 10 ppm or less, there is no secondary pollution problem. It is confirmed that the catalyst life is more than two years. Recommendations Generally speaking, the optimal process for manufacturing strong nitric acid differs depending upon local conditions of the material, utility costs, and environmental regulations. The strong nitric acid process discussed here becomes more economical when it incorporates the weak acid process, and by settling the corrosion problem, our strong acid process can be easily added to the existing weak acid process for economical coproduction. It is also possible to employ various methods for NOX removal in our Sumitomo process. For the production of strong nitric acid, it is of vital importance to select the process best suited for the local conditions, while considering the feasibility of the coproduction of weak nitric acid. # DISCUSSION hans-JOACHIM VOELKER, UHDE, Germany: What is the normal pressure used in Sumitomo's mono pressure process? HIROMU KORi, Sumitomo Chemical: The pressure is about 8-9 kg/cm2g. VOELKER: And in the dual pressure process, what is the pressure in ammonia burner? KORE: The pressure is about 2 kg/cm2 g for the dual pressure process. VOELKER: Is the NO2 absorber (number 14 in Figure 1) a special contraption, or is it a normal sieve tray apparatus as used in conventional process? KORI: The NOa absorber is a rather conventional type. But this facility has special construction materials. Some parts are constructed with SN-1. VOELKER: Is this the only difference of material? KORI: That is the main difference. VOELKER: The next question is about the reactor, number 12 in the Figure 1. Is this reactor liketheone used for the direct process? KORI: Yes, I think so, but the reactor also has special construction materials. 170 VOELKER: I have some doubts concerning the availability of SN-1, due to high silicon content. Does availability compare with that of a normal 304 materials? KORI: We can handle SN-1 just like 304 and 304L. VOELKER: When you carried out your corrosion tests with SN-1 and with 304 L, did you continually renew your nitric acids, during the test? KORE: We used two methods. One was in the actual plant, and the other, laboratory tests. We find no difference between the two test results. We have now developed a special test method to shorten the corrosion test. VOELKER: In the laboratory test for SN-1 and 304L, did you renew nitric acid several times? KORI: Yes. ELLIS: Du Pont: Did you test the susceptibility to stress corrosion cracking of this material while you were at it? KORI: Yes, and we have not observed any stress corrosion cracking.