Brewery Process Modeling & Cycle Time Analysis with SuperPro
advertisement

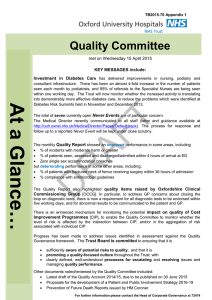
See discussions, stats, and author profiles for this publication at: https://www.researchgate.net/publication/342318331 Brewery (Beer Production) Process Modeling and Cycle Time Analysis with SuperPro Designer Preprint · June 2020 DOI: 10.13140/RG.2.2.23052.33927 CITATIONS READS 0 713 1 author: Demetri Petrides Intelligen, Inc. 114 PUBLICATIONS 715 CITATIONS SEE PROFILE Some of the authors of this publication are also working on these related projects: Biosurfactants Manufacturing - Process Simulation and Cost Analysis View project Bio-Materials Manufacturing Process Optimization View project All content following this page was uploaded by Demetri Petrides on 19 June 2020. The user has requested enhancement of the downloaded file. Brewery (Beer Production) Process Modeling and Cycle Time Analysis with SuperPro Designer® by Demetri Petrides This is the ReadMe file of a SuperPro Designer example that deals with process modeling, cycle time analysis and optimization of a generic brewery (beer production). The flowsheet of the process is appended to the bottom of this document. You may test-drive the model by downloading the functional evaluation edition of SuperPro Designer from the downloads page of our website (www.intelligen.com). The files of this example can be found in the Examples \ Food Processing \ Brewery folder. The default installation path of the SuperPro Designer Examples folder follows below. C:\ Users \ Public \ Public Documents \ Intelligen \ SuperPro Designer \ v11 \ Process Library \ Examples If you have any questions about this example and SuperPro Designer in general, please send an email message to dpetrides@intelligen.com INTELLIGEN, INC. Simulation, Design, and Scheduling Tools For the Process Manufacturing Industries www.intelligen.com Intelligen, Inc. Page 1 Introduction The brewery example simulates the operation of an industrial beer production and packaging facility. Barley malt (12,000 kg/batch) and corn grits (6,000 kg/batch) are converted to beer through the fermentation of starch-derived sugars by brewer’s yeast (Sachcaromycaes cerevisiae). The plant production scale is 126,000 L of beer per batch (5.0% alcohol by volume). Two SuperPro Designer files are included in this example: 1. Brewery_v11a.spf: This is the base case of the brewery example. It represents a production line with a single fermentor and conditioning tank. 2. Brewery_v11b.spf: This is the optimized case of the brewery example. Multiple production fermentors and conditioning tanks operating in staggered mode (out of phase) reduce the cycle time of the process and increase its throughput. Heat integration reduces its energy consumption. The brewery process is described and analyzed as part of the base case. The analysis includes information on material requirements and process scheduling. The optimized case provides information on cycle time reduction and throughput increase through the use of multiple equipment items operating in staggered mode. The results of the economic evaluation correspond to this case. A methodology for sizing of cleaning-in-place (CIP) skids and water supply systems is provided. The last section of the document, Miscellaneous Modeling Tips, presents a number of modeling tips and tricks that enhances the modeling experience with SuperPro Designer. Base Case (file Brewery_v10a.spf) For reporting purposes, the brewery process is separated into three sections, namely: ➢ The Brewhouse section ➢ The Fermentation & Aging section ➢ The Filling & Packaging section Flowsheet sections in SuperPro are simply sets of related unit procedures (processing steps). The unit procedure icons of the Brewhouse section are displayed in brown, while the icons of the Fermentation & Aging and Filling & Packaging sections are displayed in blue and green, respectively. The flowsheet of the entire process is appended to the bottom of this document. Process Description Brewhouse Section For the selected beer recipe, two different carbohydrate sources are employed, specifically malted barley and corn grits. They are represented with two mixtures whose composition is shown in Table 1. Information on mixture registration is available in the Miscellaneous Modeling Tips section of this document, as well as in Chapter 3 of the SuperPro manual. Intelligen, Inc. Page 2 Table 1 Composition of Barley Malt and Corn Grits Malt (% w/w) Corn Grits (% w/w) Starch 70 73 Proteins 11 8 Fibers 8 10 Fat 2 3 Minerals 1 1 Water 8 5 Initially, 12 metric tons (MT) of malted barley are grinded in Mill-1 and collected in the SB-101 solids bin. Likewise, 6 MT of corn grits are grinded in Mill-1 and collected in solids bin SB-102. The next step is the mashing stage. Mashing is the process of mixing the milled barley malt and cereal adjuncts (corn grits) with hot water and letting the mixture stand at an appropriate temperature, while the enzymes degrade the proteins and starch to yield the malt extract (i.e., the wort) that is used as the substrate for fermentation. The corn grits are mashed-in first because of the higher temperature that is required for the gelatinization of corn starch. The contents of SB-102 are transferred into the mash vessel (MK-1) where they are mixed with hot water. A small quantity of barley malt (around 20% by weight of corn grits) is also added at this stage. After the completion of the adjunct mashing stage, sparge water of ambient temperature is added to the vessel to cool down the contents. The malted barley is then transferred into the mashing vessel and is mashed according to the following schedule: • Heat to 45°C and hold for 15 min. This stage represents the proteolysis reaction where the protein content is extracted from the malt and transferred into the wort. • Heat to 65°C and hold for 180 min. This stage represents the saccharification reaction where the starch is broken down to sugars which are dissolved in the wort. The conversion of starch into sugars is represented by the following mass stoichiometry: 9 Starch + 1 Water ➔ 10 Glucose In this case, Glucose represents a variety of fermentable and non fermentable sugars that are extracted from the malt into the wort (e.g., maltose, dextrins, maltotriose, glucose, fructose and sucrose). The extent of the reaction is set to 90% with respect to starch to indicate that, on average, 90% of the starch contained in the barley malt and corn grits is extractable. • Heat to 75°C and hold for 10 min in order to terminate enzyme activity reduce the viscosity and promote the coagulation of particles, thereby improving the fluidity of the mash. Next, the mash is transferred to the lauter tun (LT-1) where the separation of the wort from the solids is performed. The solid-liquid separation is represented in SuperPro Designer by a filtration operation accompanied by a recycling of the wort until a desired clarity is achieved. In the end, the solids bed that remains in the lauter tun is washed with sparge water in order to increase the yield of the process. Intelligen, Inc. Page 3 The clarified wort is then transferred back to the mash vessel (MK-1) where hops are added and the resulting mixture is boiled. The boiling of the wort serves a number of purposes including sterilization, extraction of the bittering and aromatic compounds (iso-α-acids) from the hops, as well as coagulation of excess proteins and other undesirable flavoring substances. The Mashing (P-5) and Wort Boiling (P-8) procedures utilize the same vessel (MK-1). This is indicated by the icon. Specification of equipment sharing by multiple procedures is explained in the Miscellaneous Modeling Tips section of this document. Before the fermentation stage, the hops and hot trub that are formed during wort boiling are removed by sedimentation in a Whirlpool (WhP-1). Fermentation and Aging Section The clarified wort from the whirlpool is cooled down to 18°C in Chiller-1 and then oxygenated in MX-101 to a dissolved oxygen concentration of 0.02 g/L. The oxygenated wort is transferred to a fermentor (FR-101) where brewing yeast is pitched to a concentration of 1 g/L (corresponding to approximately 6x109 cells/L). Yeast pitching is represented with a Pull-In operation (consult the Miscellaneous Modeling Tips section at the end of the document for additional information on the subject). The fermentation of sugars is represented by the following mass stoichiometry: 105.5 Glucose ➔ 5.2 Water + 49 Ethyl Alcohol + 46.3 Carbon Dioxide + 5 Yeast The stoichiometric coefficients used in the reaction have been taken from the literature (Charles Bamforth, 2003), with a slight adjustment that accounts for water production and the fact that Glucose represents a variety of sugars. The extent of the fermentation reaction is set to 88% to indicate that only a portion of the sugars contained in the wort are actually fermentable. Fermentation lasts for 5 days and the temperature is maintained at 22°C by flowing chilled water in the jacket of the fermentor. After the completion of fermentation, the immature (green) beer is cooled to 4°C in Chiller-2 during its transfer to the conditioning tank CT-101. The fermentor is cleaned using both caustic (NaOH) and acid (H 3PO4) solutions. Information on the specification of cleaning mixtures is available in the Miscellaneous Modeling Tips section at the end of this document. The conditioning and aging of the beer in CT-101 takes about a week. Next, the beer is diluted with water to 5% alcohol by volume prior to filtration in PFF-101. Beer dilution is represented with a custom mixer (MX102). The specified output stream alcohol concentration of 4% w/w is approximately equivalent to 5% alcohol by volume. The plate and frame filter (PFF-101) removes all the suspended solids. Filling and Packaging Section For this example, it is assumed that 20% of the produced beer is packaged in 50L kegs while the remaining 80% is bottled in 0.5L glass bottles. The beer of the keg-line is pasteurized in bulk form while the pasteurization of the bottled beer is performed inside the bottles. The filled and pasteurized bottles are labeled and then packed in dozen-bottle cartons. Material Requirements Table 2 displays the material requirements in kg/batch for the base case (file Brew8_5a.spf). The output of a single batch is approximately equal to 126,000 L of beer. The table below is an extract from the Streams & Intelligen, Inc. Page 4 Mat. Balance report file which can be generated by selecting ReportsMaterials & Streams. Aluminum, Glass, and Paper account for the packaging materials which can be recycled. Table 2 Material requirements for the entire process Material kg/batch Water 211,828 Barley Malt 12,000 Hops 150 Corn Grits 6000 Brewing Yeast 106 NaOH (2.5% w/w) 20,084 H3PO4 (0.2M) 19,971 Aluminum 1,506 Glass 20,081 Paper 355 Total 292,080 Process Scheduling The operations Gantt chart presents an overview of the entire schedule for a single or multiple batches. It can be generated by selecting ChartsGantt ChartsOperations GC. Figure 1 displays an extract of the operations Gantt chart for the base case file, illustrating the scheduling of operations in procedures P-1 to P6. SuperPro can export its scheduling data to MS Project by selecting FileExport to MS Project. Consult the SuperPro manual or its Help facility for information on the two exporting options. Likewise, SuperPro can export its recipe data to SchedulePro by selecting FileExport to SchedulePro’s Recipe DB. SchedulePro is a resource management, production planning and scheduling tool marketed by Intelligen. The Gantt chart enables users to visualize in detail the execution of a batch process. It also facilitates editing of batch recipes. Double clicking on any of its bars brings up the dialog of the corresponding entity (e.g., operation, procedure, recipe, etc.). The simulation calculations can be redone and the chart updated by clicking on the refresh button of the chart Intelligen, Inc. . Page 5 Figure 1 Operations Gantt chart As mentioned in the previous section, the solids milling equipment (Mill-1) is shared by procedures P-1 and P-3. In order for this sharing to be feasible it must be specified that the two procedures do not require a simultaneous use of the equipment. Indeed, as shown in Figure 1, the Grinding operation in procedure P-3 is scheduled to start after the end of the Grinding operation in procedure P-1. This is done by visiting the scheduling tab of the Grinding operation in procedure P-3, selecting the Start Time specification Relative to Another Operation in Another Procedure,and assigning P-1(in Mill-1) as the procedure and Grind-1 as the operation in the respective drop-down lists (see Figure 2). It is also possible to open the dialog for a procedure or an operation by double-clicking on the respective bar in the Gantt chart. Intelligen, Inc. Page 6 Figure 2 The scheduling tab of the Grinding operation in procedure P-3 An additional scheduling constraint that must be satisfied is that the Transfer to Lauter Tun operation (in procedure P-5) and the Receive Mash (filtration) operation (in procedure P-6) must have an equal duration. This is necessary in order to ensure that the transfer to the Lauter tun is not performed neither too fast nor too slow relatively to the filtration operation which is the slowest. In other words, we want to set the duration of the Transfer to Lauter Tun operation as a slave of the Receive Mash operation. This can be done by visiting the Oper. Cond’s tab of the Transfer to Lauter Tun operation and setting its duration to be specified by a Master/Slave Relationship, with the master being the Receive Mash operation in procedure P-6 (see Figure 3) Intelligen, Inc. Page 7 Figure 3 The Oper. Cond’s tab of the Transfer to Lauter Tun operation The Equipment Occupancy chart displays information on equipment occupancy as a function of time for a single or multiple batches and it enables users to readily visualize cycle time bottlenecks. The chart is generated by selecting ChartsEquipment OccupancyMultiple Batches. Figure 4 displays the Equipment Occupancy chart for four consecutive batches (to adjust the number of batches, right click in the open area of the chart and select Set Number of Batches). Under the conditions of this scenario (base case), the cycle time (i.e., the time between consecutive batches) is 8.57 days, which allows for a maximum of 37 batches per year and an annual throughput of 4,670,000 L of filtered beer. This information is also available by selecting TasksRecipe Scheduling Information (see Figure 5). Through this dialog it is also possible to adjust various top-level scheduling parameters, such as the number of batches per year, the recipe cycle time, etc. Intelligen, Inc. Page 8 CIP-Skid-1 CIP-Skid-2 Mill-1 SB-101 MK-1 Main Equipment & CIP Skids SB-102 LT-1 GT-1 WhP-1 Chiller-1 MX-102 FR-1 Legend B# 1 B# 2 B# 3 B# 4 Chiller-2 CT-101 MX-101 PFF-101 FBT-1 PZ-101 KF-1 Chiller-3 BF-1 GBX-101 LB-101 BX-101 h day 96 192 288 384 480 576 672 768 864 960 1056 1152 4 8 12 16 20 24 28 32 36 40 44 48 Figure 4 The equipment occupancy chart for 4 consecutive batches of the base-case process Figure 5 Recipe Scheduling Information dialog for the base-case process. Intelligen, Inc. Page 9 Optimized Case (file Brewery_v11b.spf) As mentioned in the previous paragraph, the Equipment Occupancy chart is a valuable tool for identifying scheduling bottlenecks and performing appropriate adjustments in order to reduce the cycle time of a batch process and increase its throughput. By definition, the equipment with the longest occupancy time (in this case the conditioning tank CT-101) is identified as the scheduling bottleneck. In the base case (file Brew8_5a.spf), it is clear that the brewhouse equipment and the filling lines are underutilized (i.e., they remain idle most of the time). It is possible to reduce the cycle time of the process and increase its throughput by installing additional fermentors and conditioning tanks operating in staggered mode (out of phase). To specify extra units of equipment in stagger mode, visit the Equipment Data dialog of a unit procedure by right clicking on its icon and selecting Equipment Data, set the ‘Stagger Mode’ option to ‘On’, and type in the number of extra units of equipment (see Figure 6). Notice that the total number of equipment units available to the procedure will be equal to the number of units in stagger mode, plus one. Figure 6 Addition of stagger mode equipment for the conditioning tank CT-101 Notice that when debottlenecking a batch process, the extra units of equipment should be added to the equipment that is the scheduling bottleneck. Once an extra conditioning tank (i.e., CT-102) is introduced, the bottleneck is ‘shifted’ to the fermentor FR-1. Consequently, an extra fermentor (i.e., FR-2) is specified to Intelligen, Inc. Page 10 operate in stagger mode which in turn ‘returns’ the bottleneck back to the conditioning equipment and so forth. CIP-Skid-1 CIP-Skid-2 Mill-1 SB-101 WT-1 MK-1 SB-102 LT-1 GT-1 WhP-1 HX-1 Chiller-1 MX-102 Main Equipment & CIP Skids FR-1 FR-2 Legend FR-3 B# 1 B# 2 B# 3 B# 4 B# 5 B# 6 B# 7 B# 8 B# 9 B# 10 B# 11 B# 12 B# 13 B# 14 B# 15 B# 16 B# 17 B# 18 FR-4 FR-5 FR-6 Chiller-2 CT-101 CT-102 CT-103 CT-104 CT-105 CT-106 CT-107 CT-108 CT-109 CT-110 MX-101 PFF-101 FBT-1 FBT-2 PZ-101 KF-1 Chiller-3 BF-1 GBX-101 LB-101 BX-101 h day 48 96 144 192 240 288 336 384 432 480 528 576 624 672 720 768 816 864 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38 Figure 7 depicts the equipment occupancy chart for a process with 6 fermentors (FR-1 to FR-6), 10 conditioning tanks (CT-101 to CT-110) and 2 filtered beer tanks (FBT-1 and FBT-2) operating in stagger mode (file Brew8_5b.spf). Intelligen, Inc. Page 11 CIP-Skid-1 CIP-Skid-2 Mill-1 SB-101 WT-1 MK-1 SB-102 LT-1 GT-1 WhP-1 HX-1 Chiller-1 MX-102 Main Equipment & CIP Skids FR-1 FR-2 Legend FR-3 B# 1 B# 2 B# 3 B# 4 B# 5 B# 6 B# 7 B# 8 B# 9 B# 10 B# 11 B# 12 B# 13 B# 14 B# 15 B# 16 B# 17 B# 18 FR-4 FR-5 FR-6 Chiller-2 CT-101 CT-102 CT-103 CT-104 CT-105 CT-106 CT-107 CT-108 CT-109 CT-110 MX-101 PFF-101 FBT-1 FBT-2 PZ-101 KF-1 Chiller-3 BF-1 GBX-101 LB-101 BX-101 h day 48 96 144 192 240 288 336 384 432 480 528 576 624 672 720 768 816 864 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38 Figure 7 The equipment occupancy chart for 18 consecutive batches of the advanced-case In this case the Minimum Cycle Time of the process has been reduced to 20.93 hours (see Figure 8). The Recipe Cycle Time has been set to 24 h resulting in 315 batches per year and an annual throughput of 39,758,000 L of filtered beer. This represents a throughput increase of 750% compared to the base case. In this example it was assumed that the brewery is dedicated to manufacturing a single product throughout the year. In reality, most breweries are multi-product facilities that campaign production. Modeling, capacity analysis, production planning and scheduling of multi-product facilities can be handled with SchedulePro (Intelligen’s production planning and scheduling tool). Functional evaluation versions of both SuperPro Designer and SchedulePro can be downloaded from www.intelligen.com. Intelligen, Inc. Page 12 Figure 8 Recipe Scheduling Information dialog for the optimized case Energy Integration An additional feature of the optimized case (file Brewery_v10b.spf) is the energy integration. More specifically, the water that is used to pre-cool the wort coming out of the whirlpool is collected in a vessel (WT-1) and utilized for the mashing of the malt and for sparging in the lauter tun. The water is retained in the vessel for a substantial period of time resulting in heat losses to the environment (a 10 oC temperature drop). The representation of heat losses in a vessel is described in detail in the Miscellaneous Modeling Tips section at the end of the document. Cost Analysis SuperPro Designer performs thorough cost analysis calculations, estimating Capital (CAPEX) as well as Operating (OPEX) costs. The results are presented in three different reports, namely the Economic Evaluation Report (EER), the Cash Flow Analysis Report (CFR), and the Itemized Cost Report (ICR). Table 3 displays the Executive Summary of the Economic Evaluation Report (it corresponds to the Brew8_5b.spf case file) which can be generated by selecting ReportsEconomic Evaluation (EER). It is possible to specify the desired format (e.g., PDF, RTF, XLS, etc.) of any report by selecting ReportsOptions. The total capital investment for a plant of this capacity (39,758,000 L of filtered beer) is around $60.9 million while the estimated annual operating cost is $24.2 million, which translates to a unit cost of $0.61/kg of filtered beer. The numbers for the calculation of the Return-On-Investment, Payback Time, etc., are based on a selling price of $6 per twelve half-liter-beer-bottle cartons and of $20 per 50 L beer kegs. These prices can be specified through the Stream Classification window available from TasksStream Classification. Intelligen, Inc. Page 13 Table 3 The Executive Summary of the EER Total Capital Investment Capital Investment Charged to This Project Operating Cost Main Revenue Other Revenues Total Revenues Cost Basis Annual Rate Unit Production Cost Unit Production Revenue Gross Margin Return On Investment Payback Time IRR (After Taxes) NPV (at 7.0% Interest) 60,954,000 60,954,000 24,257,000 31,628,000 3,162,783 34,791,000 39,552,596 0.61 0.88 30.28 19.25 5.20 11.80 19,592,000 $ $ $/yr $/yr $/yr $/yr kg UPRF/yr $/kg UPRF $/kg UPRF % % years % $ Figure 9 displays the annual operating cost breakdown, which is a part of the EER. As can be seen through the chart, the facility-dependent cost is the most significant expense, accounting for 44% of the overall operating cost. This cost item accounts for the depreciation and maintenance of the facility and other overhead expenses. Labor is in the second position, accounting for 27% of the overall cost. The cost of raw materials is the third most important, accounting for 21% of the overall cost. To include such charts in the EER, visit the ReportsOptions and activate the Include Charts option on the lower left corner of the dialog. Figure 9 The annual operating cost breakdown pie chart of the EER The Cash Flow Analysis report includes a detailed financial analysis for the entire life of the project. It provides information on the Net Present Value (NPV) of the project for three different discount interests and the Internal Rate of Return (IRR) is calculated and reported based on cash flows before and after taxes. Intelligen, Inc. Page 14 The Itemized Cost Report provides detailed breakdowns of costs. Table 4 below is an extract of the ICR and displays costs per section and per item. The Fermentation section is the most expensive (62% of total) because of its significant facility and labor costs. The brewhouse section is the second most important (22% of total) due to its major facility and materials costs (the costs of the malt, corn grits and hops are charged to the brewhouse section). Table 4 Cost analysis breakdown per section and per item ($1000/year) Materials Facility Labor 1,513 3,120 359 Lab/ QC/QA 54 993 6,416 6,117 Filling 2,569 1,184 TOTAL 5,075 10,720 Section Brewhouse Fermentation 190 Waste Trt/Dsp 78 918 600 0 15,044 62.02 106 16 23 0 3,899 16.07 6,583 987 813 78 24,257 100.00 Utilities TOTAL % 5,315 21.91 Equipment Utilization The Equipment Utilization chart of SuperPro facilitates throughput analysis and debottlenecking studies. It can be generated by selecting ChartThroughput Analysis ChartUtilization Factors. This chart displays by default equipment that is in Rating Mode (i.e., equipment whose size has been specified by the user). Figure 10 depicts this chart for the optimized case (file Brew8_5b.spf). The cyan bars represent size utilization for equipment with storage capacity or throughput utilization for throughput-type of equipment. The orange bars represent time utilization and the magenta bars represent the combined utilization (size utilization x time utilization). Fermentor FR-1 is identified as the most likely throughput bottleneck because it has the highest combined utilization. Intelligen, Inc. Page 15 Figure 10 The equipment utilization chart for the optimized case CIP Skid Sizing SuperPro Designer facilitates the sizing of CIP skids utilized in a process. More specifically, it enables users to estimate the required size of the CIP tanks used for preparing the cleaning solutions and the required rate of the pumps used to transfer the cleaning solutions to the main equipment. Figure 11 shows the Oper. Cond’s tab for the CIP operation in the fermentation procedure. Notice that in order for a cleaning step to be included in the calculations for a selected CIP skid, the Consider in Skid Sizing option should be checked. For this example, this option was activated for the caustic and acid wash steps of all CIP operations in the various procedures. A report with the necessary information for CIP skid sizing can be generated by selecting ReportsCIP Skid (CSR). The report presents a separate table for each CIP skid with information on volumes and flow rates of materials required for the cleaning steps of a particular CIP operation utilizing a specific skid (see Table ). It must be highlighted that the maximum volume is a useful parameter for calculating the CIP skid tank size, while the maximum flow rate serves as a base for sizing the CIP skid pumps. Notice that in this example, the caustic and acid wash solutions are recirculated three times and consequently, the total required volume of the acid and caustic wash solutions is equal to: (Volume) = (Flowrate) x (Duration) / (Recirculation Times) Intelligen, Inc. Page 16 Simultaneous Cleaning of Pasteurizer and Keg Filler For this example it was assumed that the bulk pasteurizer (PZ-101) and the keg filler (KF-1) are cleaned simultaneously (as a single equipment) using the same cleaning materials. A regular CIP operation was added to the keg filling procedure (P-21). The simultaneous cleaning of the pasteurizer was represented with a Hold operation which has the same duration and runs in parallel with the CIP operation in P-21. This representation captures the occupancy of the pasteurizer during cleaning without contributing to the amounts of cleaning materials. Figure 11 The CIP operation dialog window Intelligen, Inc. Page 17 Table 5 CIP Skid report for CIP skids 1 & 2 CIP-Skid-1 Procedure P-14 P-14 P-16 P-16 P-18 P-18 Max. Values Main Equipment FR-1 FR-1 CT-101 CT-101 PFF-101 PFF-101 Operation CIP-1 CIP-1 CIP-1 CIP-1 CIP-1 CIP-1 Volume (L) Caustic Wash 4,238.95 Acid Wash 4,238.95 Caustic Wash 4,075.75 Acid Wash 4,075.75 Caustic Wash 3,155.40 Acid Wash 3,155.40 4,238.95 Flowrate (L/h) 25,433.73 25,433.73 24,454.52 24,454.52 18,932.38 18,932.38 25,433.73 Duration (min) 30.00 30.00 30.00 30.00 30.00 30.00 Recirculation Times 3.00 3.00 3.00 3.00 3.00 3.00 Volume (L) Caustic Wash 4,341.14 Acid Wash 4,341.14 Caustic Wash 2,000.00 Acid Wash 2,000.00 Caustic Wash 2,000.00 Acid Wash 2,000.00 4,341.14 Flowrate (L/h) 26,046.82 26,046.82 12,000.00 12,000.00 12,000.00 12,000.00 26,046.82 Duration (min) 30.00 30.00 30.00 30.00 30.00 30.00 Recirculation Times 3.00 3.00 3.00 3.00 3.00 3.00 CIP-Step CIP-Skid-2 Procedure P-19 P-19 P-21 P-21 P-23 P-23 Max. Values Main Equipment FBT-1 FBT-1 KF-1 KF-1 BF-1 BF-1 Operation CIP-1 CIP-1 CIP-1 CIP-1 CIP-1 CIP-1 CIP-Step Material Storage Units Material storage units in SuperPro Designer may be conceived as virtual tanks (i.e., in the sense that they are not displayed in the flowsheet) that handle the supply or receiving of materials during a process. A receiving storage unit with the name Liquid Waste Tank was added to the Brew8_5b.spf case in order to collect all waste (classified as aqueous waste) from the CIP operations of the process. Storage units can be added to a SuperPro file by selecting TasksOther ResourcesMaterial Storage Units and clicking on the Add New Receiving Storage Unit button (i.e., the button with the magic wand icon). Selecting a storage unit and clicking on the spectacles button brings up a dialog through which the user can view and modify its properties. The properties dialog includes several tabs. The first is the Properties tab through which the user can specify the name of the unit, classify the type of waste contained, and provide other information such as the cost for waste treatment. The second tab corresponds to the Availability Limits of the storage unit. The third tab is the Inventory Data tab (which is discussed in detail below) and the final tab is the Locations tab which displays the procedures/operations and streams that utilize the unit. A receiving storage unit may be used to receive the material of output streams and the waste generated by cleaning-in-place (CIP) operations. To associate an output stream to a storage unit, right click on the stream to access the context menu, select the option Assign Receiving Storage Unit and select the desired storage unit from the drop down menu (see Figure 12 Assignment of an output stream to the receiving unit Liquid Waste Tank. Intelligen, Inc. Page 18 Figure 12 Assignment of an output stream to the receiving unit Liquid Waste Tank To send the output material of a CIP operation to a receiving unit, open its dialog and select the desired unit from the drop down list in the Waste frame on the bottom of the Oper. Cond’s tab (see Figure 13). When a receiving tank is selected, the waste is automatically classified according to the type of waste which has been defined for it (e.g. aqueous waste, organic waste, etc.). If the Remove Contents as Waste with Disposed Agent box is checked for a CIP step, any material present in the equipment prior to the CIP operation is removed as CIP waste. In the optimized case (file Brewery_v10b.spf), the Trub stream of the Whirpool (P-9) and all waste generated by the CIP operations of the various procedures was assigned to the Liquid Waste Tank receiving unit. The inventory, charge and discharge rates and times of storage units can be viewed by selecting ChartsStorage UnitsReceiving InventoryMultiple Batches. The properties of storage units can also be accessed through the “SUs” tab of the Process Explorer pane. The Process Explorer pane is displayed by selecting ViewProcess Explorer or by clicking on the Process Explorer button ( Intelligen, Inc. ) on the main toolbar. Page 19 Figure 13 Assignment of a CIP operation to the receiving unit Liquid Waste Tank Resource Tracking and Sizing of Water Systems SuperPro is able to create charts that show the demand of different resources (i.e., materials, heat transfer agents, labor and power) as a function of time. For example, to generate a Material Demand chart select ChartsMaterialsEnteringMultiple Batches and then pick the material of interest from the list in the dialog that appears (e.g., Water). Figure 14 displays a portion of the Water consumption chart for 24 consecutive batches (for the Brewery_v10b.spf file). To change the number of batches displayed in the chart, right-click in the open area of the chart and select Set Number of Batches. The red and blue lines of the chart (corresponding to the left y-axis) represent the instantaneous and 6-h averaged water demand, respectively. The green line (corresponding to the right y-axis) represents the cumulative demand for 6-h intervals. This chart is useful for sizing water systems during the design of new facilities. A water system typically consists of a line that generates purified water (e.g., a sequence of media filtration, activated carbon, ion Intelligen, Inc. Page 20 exchange and membrane filtration), a surge tank, and a circulation loop for delivering the material around the plant. The chart of Figure 14 provides reasonable estimates for the size of the purification line, the surge tank, and the pumping capacity of the circulation loop. More specifically, the instantaneous demand peak (red line) indicates the minimum pumping capacity for the system since this capacity needs to meet the peak demand (175,000 kg/h). The cumulative demand peak (green line) can be used to size the surge tank as it must be large enough to maintain capacity during peak cumulative demand (115,000 kg). Finally, the highest averaged demand (blue line) indicates the size of the purification line (20,000 kg/h). The trade-off between purification line capacity and surge capacity can be examined by changing the averaging time interval. Selecting a longer interval predicts a larger surge tank and a lower purification line rate. Figure 14 Portion of the water consumption chart for 24 consecutive batches (6-h averaging) Figure 15 displays the inventory profile of water in the surge tank (dark lines) for a tank size of 115,000 kg and a purification line capacity of 20,000 kg/h (as indicated by the findings of Figure 14). The purification line is turned on when the level in the tank falls below 40% and it remains on until the tank is full. The operation rate and frequency of the purification line is depicted by the light blue step-function lines. This chart can be generated by selecting ChartsMaterialsEntering, InventoryMultiple Batches. The tank size, line capacity, opening inventory and on/off triggers can be specified by clicking on the Supply Info button (the one with the truck icon). Obviously, there are an infinite number of combinations of tank size and purification line capacity that constitute a solution. The larger the purification line capacity, the smaller the required tank size. However, it should be noted that combinations that involve large line capacity and small surge tank size lead to high on/off operation frequency for the purification line which in turn leads to wearing of equipment. Intelligen, Inc. Page 21 Figure 15 Portion of the water inventory chart for 24 consecutive batches Miscellaneous Modeling Tips Equipment Sharing by Multiple Procedures The icon that appears under an equipment icon in the flowsheet indicates that two (or more) procedures are sharing the same equipment. For example, in the brewery flowsheet it has been specified that procedures P-1 and P-3 share the same grinder (Mill-1), while procedures P-5 and P-8 share vessel MK-1. The assignment of shared equipment between procedures is created by right-clicking on the procedure icon; selecting Equipment Data and choosing the equipment to be shared from the selection list (see Figure 16). Intelligen, Inc. Page 22 Figure 16 Assignment of shared equipment between procedures Charging a Material up to Given Concentration As described in the Fermentation and Aging section, it is desired to charge the appropriate amount of yeast in the fermentor so that the initial concentration is 1 g/L. This can be achieved in the context of batch vessel procedures by employing a Pull-In operation. To do this, select the Other option from the Amount frame in the Oper. Cond’s dialog of this operation, click on Advanced Options and set the concentration of Brewing Yeast equal to 1 g/l (see Figure 17). The same can be accomplished with streams using custom mixers (see MX-101 and MX-102). Figure 17 Specification of the initial concentration for the charging (Pull-In) of yeast in the fermentor Heat Losses in a Vessel Due to the extended residence time in the water tank (WT-1), it was assumed that the water temperature is reduced from 84.9°C to 75°C as a result of heat losses to the environment. This can be represented in SuperPro using a Cooling operation where the final temperature is set to 75°C and the Ignore Cooling Utility option is checked (see Figure 18). Intelligen, Inc. Page 23 Figure 18 Representation of temperature drop due to heat loss in the water collection tank (WT-1) Adjusting the Volumetric Coefficient of a Component SuperPro by default calculates volumes and densities of mixtures by assuming volume additivity for the various constituents of a mixture. When highly soluble solids are added into solvents (e.g., Glucose or NaCI added into Water), this assumption leads to underestimation of the density of a mixture and overestimation of its volume. This in turn leads to oversizing of vessels that are in design mode or to warnings about overfilling of vessels that are in rating mode (whose size has been specified). Such estimations can be improved by modifying the Default Volumetric Coefficient of selected solutes through the Physical (Constant) tab of the Pure Component Properties dialog which is displayed by selecting TasksPure ComponentsRegister, Edit/View Properties. (see Figure 19). A value of 0.55 for Glucose leads to a density of 1,060 g/L for the fermentor wort stream (S-120) which is in agreement with literature data for mixtures of 11 Plato units (11% w/w sugar content). Intelligen, Inc. Page 24 Figure 19 Stream content dialog of S-120 (wort to be fermented) Creating a Stock Mixture of a Given Molarity In order to create a new mixture (e.g., a 0.2M H3PO4) with a desired composition select TasksStock MicturesRegister, Edit/View Properties. Click on the Add a New Stock Mixture button and in the dialog that appears, fill in the desired name of the new mixture (the Trade Name and Local Name fields will be automatically completed) and click OK (see Figure 20). Next, highlight the newly created (0.2M H3PO4 ) mixture and click on the View/Edit the selected stock mixture properties button . Switch to the composition tab and add the required ingredients of the mixture (Water and Phosphoric Acid) by selecting them from the list of available components and clicking on the add ingredient button Intelligen, Inc. (see Figure 21). Page 25 Figure 20 Definition of a new stock mixture Figure 21 Creation of a new mixture from its components To specify the desired concentration click on the Target Concentration Calculator button and in the dialog that appears check the concentration Set by User box for Phosphoric Acid, set its concentration to 0.2 M and click on the Calculate button (see Figure 22). Finally, click OK and the new calculated concentration will be automatically assigned to the newly created mixture. Intelligen, Inc. Page 26 Figure 22 Calculation of the concentration for a new mixture Copying Operations between Procedures To copy an operation into a procedure from another procedure, visit the Add/Remove Operations dialog of the destination procedure and click on the Show/Hide Operation Clipboard button . Select the relevant procedure and operation to be copied from the drop down lists and finally click on the Add a Copy or Insert a Copy button (see Figure 23). This is a useful utility for initialization of CIP, reaction and other complex operations. Copying of operations within a procedure is accomplished using the Copy / Paste / Insert buttons on the bottom of the Operation Sequence frame of the same dialog (see Figure 23). Copying of entire procedures in the context of a single or multiple SuperPro files is also possible. Please note that if you copy procedures from one file into another, the application will create a union of materials, heat transfer agents, power, and labor resources in the destination file. Intelligen, Inc. Page 27 Figure 23 Copying an operation from another procedure REFERENCES [1] Charles Bamforth, “BEER – Tap Into the Art and Science of Brewing,” Oxford University Press, 2003. Intelligen, Inc. Page 28 View publication stats