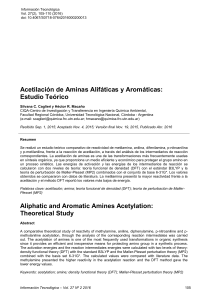
SIMULACION DEL PROCESO DE HIDROGENACIÓN DE NITROBENCENO PARA LA PRODUCCIÓN DE ANILINA a Andrea Esperanza Perico García , Karen Piñeros González Departamento de Ingeniería Química y ambiental b RESUMEN El presente trabajo tiene por objetivo el análisis del proceso de hidrogenación de nitrobenceno a anilina utilizando paladio como catalizador. Por lo cual, se trabaja con la cinética de la forma Langmuir-Hinshelwood reportada en la literatura a partir de datos experimentales. Asimismo, se plantea la simulación de un reactor de flujo pistón con diferentes configuraciones utilizando como refrigerante agua, con el fin de comparar la mejor disposición y establecer la mejor conversión de acuerdo a unas condiciones preestablecidas de presión, temperatura y características del catalizador. Palabras Clave— Hidrogenación, análisis de sensibilidad, anilina, cinética Langmuir –Hinshelwood (LHHW). OBJETIVOS Realizar la simulación de un reactor del proceso de hidrogenación de nitrobenceno para diferentes configuraciones (refrigerante flujo infinito, refrigerante en paralelo, refrigerante en contracorriente, adiabático y temperatura de la mezcla rea ccionante constante) en Aspen HYSYS™ y Aspen PLUS™. Realizar el análisis termodinámico, respecto a la presión, la temperatura y la conversión de acuerdo a la longitud del reactor para cada una de las configuraciones propuestas. Realizar el análisis cinético, respecto a la presión, la temperatura, dimensiones del reactor y carga de reactivos, de acuerdo a la longitud del reactor para cada una de las configuraciones propuestas. Determinar los perfiles de temperatura tanto de la mezcla reactiva como del refrigerante en cada una de las configuraciones propuestas. Realizar la purificación del producto requerido, anilina, mediante separaciones sucesivas de los productos obtenidos. Realizar la validación del paquete termodinámico utilizado mediante datos experimentales y la base de datos del simulador para saber si hay consistencia termodinámica. Realizar la estimación de propiedades de un componente desconocido, en este caso anili na comparada con la que tiene en la base de datos del simulador. INTRODUCCIÓN La anilina es un compuesto orgánico compuesto por un grupo fenilo unido a un grupo amino, conocida como la tipia amina aromática. Siendo el precursor de gran cantidad de industrias químicas, donde su principal uso se encuentra en la fabricación de precursores de poliuretano. Al igual que la mayoría de aminas volátiles, la anilina posee un olor algo desagradable y es fácilmente inflamable. La anilina se produce comercialmente esencialmente por reducción de nitrobenceno o por aminación de clorobenceno. La hidrogenación catalítica puede llevarse a cabo de diferentes maneras por lo tanto, es necesario considerar todos los factores que intervienen en el diseño de un proceso seguro y eficiente. En la industria, las aplicaciones más importantes son: la construcción (34%), productos de caucho, incluyendo antioxidantes, antiozonantes y aceleradores, estabilizadores, vulcanizadores y activadores (11,7%), transporte a aepericog@unal.edu.co, Estudiante de Pregrado en Ingeniería – Ingeniería Química, Universidad Nacional de Colombia kpinerosg@unal.edu.co, Estudiante de Pregrado en Ingeniería – Ingeniería Química, Universidad Nacional de Colombia b (9,4%), bienes de consumo (9,1%), los adhesivos / sellantes (8%), envases (5%), la agricultura (4%), textil (2,6%), revestimientos (2,6%), la industria manufacturera (2,3%), fotografía (2,1%), productos farmacéuticos (1,1%), electrónica (0,5%) y de celulosa y papel (0,5%) Sin embargo, su principal uso es a través del metil-di-p-fenilen isocianato (MDI), utilizado principalmente en las espumas rígidas de poliuretano (PU) y elastómeros, representando el 4% del consumo total. DEMANDA Y PRODUCCIÓN La capacidad global fue de 4.98 millones tonelada /año en el 2006, con 1.62 millones de toneladas/año en Europa occidental, 1.38 millones de toneladas/año en estados unidas, 1.15 millones de toneladas/año en Asia, 316.500 toneladas/año en Europa oriental y 70.000 toneladas/año en América Latina.(Chemical Profile: Aniline. , 07 january 2008) Tosoh, 3.2 Shanxi , others, 2.1 14.59 Lanzhou , 1.9 Singpu , 3.1 BASF, 19 Bayer, 12.2 Hunsts man, 18.1 Sumito moBayer, Sumito mo 2.1 Mitsui , 1.9 Borsodc hem, 3.1 DuPont, 13.8 Dow , 4.9 Figura 1. Mercado Global Anilina 2006. El consumo mundial de anilina creció a una tasa promedio anual de 3% durante 2006 a 2010, el resultado de una economía mundial cada vez mayor durante 2001-2008, disminuye durante la recesión económica de 2009 y la recuperación en 2010, y el crecimiento debido al aumento de la capacidad de MDI. El consumo mundial de anilina alcanzara 6,2 millones de toneladas en 2015, según un nuevo informe de Global Industry Analysts, Inc. Figura 2. Consumo Mundial de Anilina 2010. Se pronostica que el consumo mundial de anilina crecerá a una tasa promedio anual de 3.8% durante 20102015. Continuando un rápido crecimiento de la demanda en algunas regiones, en particular en China, otros países de Asia y Europa, principalmente como resultado de la continua expansión de las unidades de nitrobenceno / anilina / MDI integradas, se equilibrarán moderado crecimiento en mercados como el Americano. Tomado en cuenta los bajos precios de la anilina y de acuerdo a la demanda de productos y precios de 73.000 toneladas / año en América Latina y las previsiones del aumento de esta en los próximos años, se propone diseñar el proceso para producir el 10% (10.000 toneladas / año), con el objetivo de satisfacer la oferta regional de este producto. CINÉTICA DE REACCIÓN Para el proceso de selección, la hidrogenación de nitrobenceno a anilina, puede ser expresada por: Ec. 1 Ec. 2 Ec. 3 De acuerdo con la a proximación de Langmuir-Hinsshelwood, el paso determinante como una ley de la velocidad inicial es: ( ) Ec. 4 Así, la cinética se encuentra distribuida de la siguiente forma (Amon B, 1999) ][ ] [ [ ] Ec. 5 Donde () [( ) ( ) Ec. 6 ∏ ∏ *∑ ( )+ Así, Ec. 8 Ec. 7 El reactor más adecuado para llevar a cabo esta reacción es un reactor multitubular catalítico de lecho fijo, la necesidad de intercambio de calor hace que el reactor tenga muchas similitudes con un intercambiador de carcasa y tubos, que afectan el cálculo de diseño mecánico, pero este reactor nos trae el posibilidad de una operación continua, produciendo el volumen indicado. Algunos autores recomiendan las siguientes condiciones de operación, la temperatura de producción de la anilina es de 305°C y presión alrededor de 2atm. Así, Ec. 9 Ec. 10 De acuerdo a la estequiometria presentada por la reacción, Ec. 11 Conociendo el flujo de anilina y la conversión del 95%, es posible establecer el valor del flujo inicial de nitrobenceno Ec. 12 De esta forma el flujo de hidrogeno es, Ec. 13 Sin embargo, al incrementar el contenido de hidrogeno en la corriente de alimentación, se tiene un efecto favorable en el tiempo de vida del catalizador. Así, el valor de entrada total de hidrogeno es el doble del mínimo. DIMENSIONAMIENTO DEL REACTOR El área transversal de transferencia de calor Ec. 14 El área transversal de transferencia de calor de un tubo Ec. 15 Así, el número total de tubos es Ec. 16 1.1 Longitud del Reactor Ec. 17 Ec. 18 ANÁLISIS TERMODINÁMICO Con el fin de realizar un análisis termodinámico que permita reconocer las mejores condiciones de operación para el proceso de hidrogenación de nitrobenceno se realiza la simulación de un reactor de Gibbs. El cual calcula las composiciones de las corrientes de salida correspondiente a las del equilibrio químico del sistema reaccionante minimizando la energía libre de Gibbs de la corriente de entrada, por lo cual solamente es necesario especificar la estequiometria. Así, al minimizar la energía libre de Gibbs se produce la reacción más probable, siendo un proceso espontaneo de la naturaleza. El reactor de Gibbs permite establecer la naturaleza de la reacción ya sea endotérmica o exotérmica. Así, se plantea un primer caso donde el reactor trabaja a una temperatura constante de 275°C arrojando los siguientes valores. Figura 3. Corrientes Resultantes. Reactor Gibbs temperatura 305°C. En el segundo caso planteado se establece un proceso adiabático, es decir, es analizado el cambio de temperatura producido estrictamente por la reacción química Figura 4. Corrientes Resultantes. Reactor Gibbs Adiabático. Utilizando un reactor de Gibbs con una presión constante de 2 atm y una temperatura de 305°C se obtiene una conversión igualmente de 100% pero una mayor concentración de anilina (0.166 vs 0.155 en paralelo). SIMULACIÓN Figura 5. Diagrama de equipos en Aspen Hysys Tabla 1. Corriente Final. Todas las Configuraciones ADOUT PAROUT RCTEOUT REFCOUT GIBOUT Temperature C 1402.56 1203.95 305.000 1024.94 305.000 Pressure bar 2.02650 2.02650 2.02650 2.02650 2.02650 1 1 1 1 1 Mole Flow kmol/hr 82.7862 85.4454 85.4454 85.4569 82.5042 Mass Flow kg/hr 1867.59 1867.52 1867.52 1865.85 1901.66 Volume Flow cum/hr 5691.64 5178.211 2026.79 4551.27 1957.03 0.537097 0.534949 -0.72093 0.261071 -1.04551 Vapor Frac Enthalpy Gcal/hr Mole Flow kmol/hr NITRO-01 0 2.65916 2.65916 2.65699 1.77E-32 HYDRO-01 41.3431 49.3223 49.3223 49.3709 40.2171 ANILI-01 13.8144 11.1546 11.1546 11.1430 14.0957 WATER 27.6287 22.3093 22.3093 22.2860 28.1914 De acuerdo a lo presentado en la tabla 1, es posible establecer que el reactor adiabático es el que presenta mayor conversión con el 100%, mientras que las disposiciones en paralelo, con flujo de refrigerante constante y temperatura de la mezcla reactiva constante presentan una conversión del 80%. Sin embargo, al trabajar con una reacción altamente exotérmica, es recomendable controlar la temperatura a lo largo del reactor, evitando la degradación del catalizador. VALIDACIÓN DEL PAQUETE TERMODINÁMICO Puesto que el proceso de hidrogenación de nitrobenceno es realizado en fase gaseosa, se utiliza en este caso el modelo termodinámico NTRL para la fase líquida y la ecuación de Peng-Robinson para la fase vapor, debido a que estos se comportan adecuadamente para mezclas orgánicas en presencia de agua (líquida) y por tratarse de gases a altas presiones es mejor utilizar un modelo de gas real. De igual manera es aplicable para mezclas multicomponentes. Así, con el fin de justificar esta elección se realiza la regresión de datos experimentales de equilibrio de fases encontrados en la literatura. De esta forma, para la fase vapor se establece el paquete termodinámico Peng-Robinson y para la fase líquida NRTL. De acuerdo a los datos experimentales presentados por Zharikov, L. K.; Krylova, K. S.; Kopylevich, G. M.; c Tikhonova, N. K.; Oparina, G. K.; Serafimov, L. A. Zh. Prikl. Khim. (Leningrad), 1975, 48(6), 1249. El equilibrio liquido – vapor de la mezcla agua – anilina se encuentra representado de la siguiente for ma c TRC Databases for Chemistry and Engineering Copyright (c) by the Thermodynamics Research Center of the Texas Engineering Experimental Station, Texas A&M University System. All Rights Reserved Figura 19. Equilibrio Liquido-Vapor mezcla Agua – Anilina Figura 20. Diagrama de Fases para el sistema Binario Anilina – Agua Así, el test de consistencia termodinámica de Herrington es usado con el fin de confirmar que la isotérma, isobárica ecuación de Gibbs-Duhem se encuentre satisfecha. Donde el valor de Herrington D debe ser a una temperatura constante, asimismo, el valor de H errington J debe ser a presión constante. En este caso se trabaja a una presión de 99.33 kPa y a temperatura variable, obteniendo como resultado y . El resultado obtenido, no satisface termodinámicamente el sistema propuesto aun reconociendo el buen ajuste que presentan los datos en la fase vapor. ESTIMACIÓN DE PROPIEDADES DE UN COMPONENTE DESCONOCIDO La comparación llevada a cabo en el simulador Aspen Properties se realiza para la sustancia principal del proceso (Anilina) la cual será comparada con la base de datos NIST. Esta simulación requiere el ingreso de datos específicos como el punto de ebullición y el peso molecular, en este caso 184.1°C y 93.13 g/mol. Asimismo, es ingresada la presión líquido a través de la ecuación extendida de Antoine como parámetro dependiente de la temperatura. Los datos utilizados para la estimación de este parámetro se encuentran registrados en el Manual del Ingeniero Químico Perry 8° Edición, Tabla 2.6 Vapor Pressure of Inorganic and Organic Liquids, de acuerdo a la siguiente ecuación [ ] Donde la presión se encuentra en Pascales y la Temperatura en Kelvin Tabla 2. Parámetros Ecuación de Antoine Extendida Tabla 3. Resultados Obtenidos Estimación Anilina Los valores reportados por la base de datos NIST para el componente Anilina se presenta a continuación Tabla 4. Valores obtenidos para el componente Anilina. Base de datos NIST TRABAJO : SIMULACI N DEL PROCESO DE HIDROGENACI N DE NITROBENCENO PARA LA PRODUCCIÓN DE ANILINA MATERIA: MODELAMIENTO Y SIMULACIÓN DE PROCESOS QUIMICOS GRUPO NÚMERO DEL TRABAJO REV. HOJA 09 02 01 25DE26 Comparación Aspen Plus – Aspen Hysys Tabla 6. Porcentaje Fracción Molar. Reactor en Paralelo Tabla 7. Flujo Molar. Reactor en Paralelo REACTOR REACTOR % molar Aspen plus Aspen Hysys Kmol/h Aspen plus Aspen Hysys Anilina 16.64 16.75 Anilina 13.82 13.94 Agua 33.27 33.17 Agua 27.63 27.61 0.28 0.37 0.23 0.31 Nitrobenceno Nitrobenceno Tabla 8. Porcentaje Fracción Molar. Decantador Tabla 9. Flujo Molar. Decantador DECANTADOR DECANTADOR % molar Aspen plus Aspen Hysys Kmol/h Aspen plus Aspen Hysys Anilina 98.24 60.31 Anilina 13.77 13.79 Agua 0.121 38.32 Agua 0.017 8.77 1.63 1.36 Nitrobenceno 0.23 0.31 Nitrobenceno Tabla 10. Porcentaje Fracción Molar. Torre de Destilación 1 Tabla 11. Flujo Molar. Torre de Destilación 1 TORRE 1 TORRE 1 % molar Anilina Aspen plus Aspen Hysys Kmol/h 99.15 97.66 Agua 0.13 0.1 Nitrobenceno 0.71 2.24 Tabla 12. Porcentaje Fracción Molar. Torre de Destilación Purificación anilina Anilina Agua Nitrobenceno Anilina Agua Nitrobenceno Aspen plus Aspen Hysys 12.526 13.522 0.017 0.013 0.09 0.31 Tabla 13. Flujo Molar. Torre de Destilación Purificación anilina TORRE 2 % molar Aspen plus TORRE 2 Aspen Hysys Kmol/h 99.85 99.84 0.13 0.1 0.016 0.07 Aspen plus Aspen Hysys Anilina 12.52 13.39 Agua 0.017 0.013 Nitrobenceno 0.002 0.0089 TRABAJO : SIMULACI N DEL PROCESO DE HIDROGENACI N DE NITROBENCENO PARA LA PRODUCCIÓN DE ANILINA MATERIA: MODELAMIENTO Y SIMULACIÓN DE PROCESOS QUIMICOS GRUPO NÚMERO DEL TRABAJO REV. HOJA 09 02 01 26DE26 BIBLIOGRAFÍA [1] B. Amon, H. Redlingshöfer, E .Klemm, E. Dieterich, G. Emig. Kinetic investigation of the deactivation by coking of a noble metal catalyst in the catalytic hydrogenation of nitrobenzene using a catalytic reactor. Chemical Engineering and Processing 38 (1999) 395-404. [2] Z. Arab Aboosadi, M.R. Rahimpur, A. Jahanmiri. A novel integrated thermally couple configuration for methane-steam reforming and hydrogenation of nitrobenzene to aniline. International Journal of Hydrogen Energy 36 (2011) 2960-2968. [3] R. Meschke. W. Hartung. Palladium Catalyst. IX. Kinetic Studies. Journal of Organic Chemistry, 1960, 25 (1) 137-140. [4] E. Gelder. S. Jackson. M. Lok. A study of nitrobenzene hydrogenation over palladium/carbon catalysts. Catalyst Letters Vol. 84. Nos. 3-4, December 2002 [5] http://www.icis.com/Articles/2008/01/07/9089893/chemical-profile-aniline.html [6] PRIMO Eduardo. Química Orgánica Básica y Aplicada de la molécula a la industria. Tomo 1. Universidad Politécnica de Valencia. Editorial Reverté S.A. Pagina 439