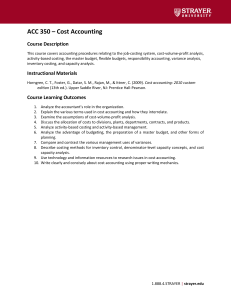
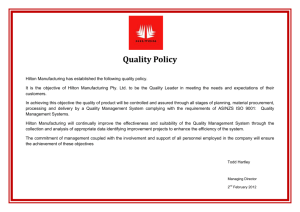
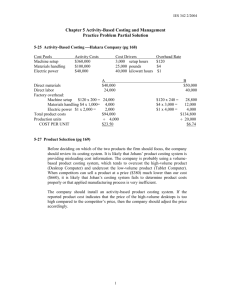
CHAPTER 16 MANAGING COSTS AND QUALITY ANSWERS TO REVIEW QUESTIONS 16.1 In many medium- to large-sized businesses, conventional planning and control systems are based on standard costing and budgeting. Each year an annual budget is prepared to describe the business’s plans in financial terms. The annual budgets for direct material and direct labour are based on the estimated production volume for each major product line and their standard costs. A flexible manufacturing overhead budget, which estimates both planned fixed and variable overhead costs, is prepared. In the non-manufacturing areas, departmental budgets are usually based on the costs for last year, adjusted for the expected effects of inflation and any other anticipated changes. The plans are implemented by the operating managers. The performance of the managers and their departments is assessed by comparing their actual results against the budget. In the manufacturing areas, monthly standard costing reports show material price and quantity variances for the major inputs, and labour rate and efficiency variances for the major production areas. The standard costing system also reports variable manufacturing overhead spending and efficiency variances and fixed manufacturing overhead budget and volume variances. In the non-manufacturing areas, control is based on a comparison of actual and budgeted costs for each department. Managers investigate the variances and decided what action to take to push their actual results back towards the planned outcomes or, possibly, what amendments need to be made to the plan. At the department level, the primary measures of performance are the cost variances both in the manufacturing and non-manufacturing areas. In addition, in the sales areas, variances from budgeted sales revenue are measured. For the business as a whole, profit and return on investment are key measures of performance. Cost management is different from the above approaches because it focuses on strategic goals and the costs that need to be incurred to meet them. In addition, there is emphasis on managed cost reduction consistent with the strategic direction. Rather than allocating cost, the key drivers of cost are found and the drivers of cost are managed. In particular non-value-added costs are eliminated by programs directed to them. Cost management also includes a process view where departments or cost centres are not viewed or managed in isolation, but attention is given to reducing cost across the whole business. Localised cost cutting may, in fact, increase costs or reduce revenue for the whole organisation. 16.2 Activity-based costing (ABC) is a methodology for measuring the cost of cost objects and the performance of activities. Activity-based management (ABM) refers to the process of using information from activity-based costing to analyse activities, cost drivers and performance so that customer value and profitability are improved. 16.3 Reducing costs through activity-based management involves following four steps: identifying the major opportunities for cost reduction determining the real causes of these costs developing a program to eliminate the causes and, therefore, the costs introducing some new performance measures to monitor the effectiveness of cost reduction efforts. 16.4 Activity cost drivers are the activities or factors that cause a cost to be incurred. Costs represent the consumption of resources, and these resources are consumed in the performance of activities or some other direct cause factor. In activity-based costing we recognise that activity costs are usually dependent on two different kinds of drivers: resource drivers that indicate the rate at which an activity consumes the resource, and activity drivers that measure the amount of activity consumed by or caused by a cost object. The resource driver is used to measure the cost of resources consumed by an activity and the activity driver is used to measure the cost of an activity consumed by (e.g. for a product) or, caused by (e.g. if the cost object is a manager), a cost object. Root cause cost drivers are the basic factors that cause activities to be performed and their costs to be incurred. In most cases, the root causes cost drivers are analysed in reducing non-value-added activities and their costs. Once the root cause cost drivers have been identified, management can develop a program for reducing costs by eliminating the root causes of these non-value-added activities. This program may involve a fundamental restructure of processes (called business process re-engineering). While activity cost drivers focus on costs, root cause cost drivers can be managed without conversion to costs. 16.5 Value-added activities add value for the customer or the business. Value-added activities in a motor vehicle Chapter 16 Solutions Manual to accompany Management Accounting: Information for Creating and Managing Value 6e by Langfield-Smith, Thorne and Hilton. Copyright 2012 McGraw-Hill Australia Pty Ltd 1 repair shop would include panel beating, replacing tyres and installing new windscreens. Non-value-added activities do not add value for the customer or the business. Non-value-added activities in a motor vehicle repair shop would include moving waiting vehicles from the parking bay to the repair bay, cleaning the repair shop and bringing parts from stores. 16.6 Spare capacity could relate to a variety of resources: staff time, wards, equipment and patient registration (admission) room are examples. If staff in the Emergency Department benefit from reduced waiting times and improved throughput, they would have more time to spend on complex cases and would see serious cases more promptly. This could result in their efforts being more effective, saving long-term complications and therefore saving costs elsewhere. Some hospitals now schedule elective surgery such that at least one surgery ward can be closed at weekends, saving staff costs, cleaning and power costs. Improved throughput times can reduce bed occupancy, which will reduce laundry and food costs. Reduced bed occupancy can also lead to the reassignment of staff to higher priority areas, the reconfiguring of roles and functions due to a change in patient mix, and changed rostering of nurses. 16.7 Performance measures are indicators of the work performed and results achieved. They are used to measure performance in areas that are critical to the success of the business. Activity-based performance measures can focus on cost drivers. By monitoring and managing cost drivers, a business can manage its costs. Monitoring the costs over time provides feedback on the managers’ performance in cost management. 16.8 Business process re-engineering (BPR) is the radical restructuring of processes in the organisation. The aim is to deliver strategic outcomes in the most efficient manner possible. It includes: establishing a business process map establishing goals reorganisation of work flows into coherent and efficient processes. While process improvement programs rely on gradual improvement and small changes to processes, BPR relies on the radical restructuring of the business. 16.9 The four major steps of business process re-engineering are: prepare a business process map establish goals reorganise work flow implementation. 16.10 Some examples of the life cycles of products are: computer chips: each generation, from Pentium 166, Pentium 3 and up to Intel Core and beyond, is getting shorter fans, long life cycle: the product changes very little but may eventually be abandoned microwave, long life cycle: no dramatic changes in technology CD player, medium life cycle: being taken over by MP4 players and other technologies. 16.11 Nearly all of a product’s cost is committed during the pre-production stages. At that time decisions are made about the quality of material to be used, the product’s features, the process to be used for manufacturing it, the equipment required and so on. Spending more on the design stage can produce significant savings during the production stage. However, too much could be spent on design and planning. Minimising the cost over the life cycle is the goal of life cycle management. 16.12 Target costing is an approach used to control product costs. In the product planning stage market research is used to estimate the price at which the product will need to be sold to attain a desired market share. The business’s required profit margin is then deducted from the selling price to give a target cost. During the design and development stage, engineers are required to design the product to meet the target cost. The design phase includes a review of alternative production processes to achieve the desired cost. Value analysis is used to eliminate any non-value-added aspects of the design. Once production is commenced, performance is assessed against the target cost. With its focus on the interrelationship between the design function and costs on the one hand, and the production costs and function on the other, target costing is a life cycle management tool. 16.13 Target costing is not ‘simply the outcome of setting a target selling price and a target profit margin’. The target cost is derived after defining the features and quality of the product, which determine the market in which it will be sold. These two parameters—quality and features—are used to indicate the narrow selling price range that prospective customers will be prepared to pay. The profit margin will relate to company policy with regard to the acceptable profitability of products. The difference between the target selling price and target profit margin Chapter 16 Solutions Manual to accompany Management Accounting: Information for Creating and Managing Value 6e by Langfield-Smith, Thorne and Hilton. Copyright 2012 McGraw-Hill Australia Pty Ltd 2 is used to set the desired/targeted cost. That is the first step in target costing, followed by cost reduction techniques such as value engineering (VE) that are designed to assist the achievement of that target cost. If the target cost cannot be achieved, the process has provided guidance with regard to the profitability of the proposed product, and whether it should be introduced or rejected. 16.14 Value engineering (VE) is a method of achieving target cost without sacrificing customer value. It involves analysing the product’s design and the production process and modifying the design of some components to make them easier to manufacture and maintain, substituting more cost-effective material which does not reduce customer value and improving the efficiency of the production processes. 16.15 Under the theory of constraints, the rate of production is limited to the capacity of the bottlenecks. It is these bottlenecks that need to be identified and removed. Preventing bottlenecks ensures that inventory does not build up, preventing or reducing the associated costs of storage and of hidden poor quality. Improving efficiency at a non-bottleneck will have no impact. From a cost management perspective, therefore, resources should be concentrated at bottlenecks to improve financial performance overall. 16.16 Three performance measures are used: throughput, inventory and operating expense. Throughput is defined as the rate at which a business generates money through sales. Inventory is defined as all the money that the business spends in buying things that it intends to sell. Operating expense covers all the money that the business spends in turning inventory into throughput. Advantages: These measures help managers to identify and eliminate constraints. Because of their clearly defined relationship with profitability, these measures can be used to guide decision making and assess performance. The problem of linking operational measures to business profitability does not exist because the operational measures are financial. Disadvantages: Throughput accounting concentrates on the short term. Performance should not be guided and assessed solely by short-term considerations. To survive, a business must identify strategic objectives, which should form the basis for identifying key success factors and related performance measures. 16.17 Quality refers to the degree to which a product meets customers’ needs and expectations. The quality of design is the degree to which the product’s design specifications meet customers’ expectations. The quality of conformance is the degree to which the product meets its design specifications. This dual classification can be applied to services as well as products. In determining quality costs, we focus on the costs of the quality of conformance. 16.18 If appraisal costs increase, a higher percentage of defects will be identified earlier in the manufacturing process, reducing failure costs. Higher appraisal costs also reduce the percentage of failures that reach the customer, thus making even greater savings in failure costs. If prevention costs increase there is an expectation that fewer defects will arise, hence failure costs will decrease. Usually the decrease in failure costs is greater than the increase in prevention costs. In cost management an increase in appraisal costs and prevention costs is often undertaken for the purpose of reducing quality costs overall. However, there is usually a lag between investing in prevention and reducing external failure costs (which are related to past period production) so total quality costs may rise initially. 16.19 Six Sigma is similar to total quality management in that they are both aimed at meeting customers’ requirements by achieving continuous improvement in product quality. Six Sigma is a more structured approach to managing quality, involving rigorous data analysis, with a focus on identifying, measuring, analysing, improving and controlling business processes. The method involves collection and analysis of data in the design of both existing processes and new products or processes. Six Sigma also uses its unique team-based structures and systems to lead and implement process improvements. In contrast,, total quality management provides a more general framework, or philosophy, for managing quality. 27.20 Quality accreditation is formal recognition that quality standards such as those in ISO 9000 have been met. Total quality management differs from quality accreditation in that it is an internal management approach to improving quality. Total quality management is not a formal certification process. Chapter 16 Solutions Manual to accompany Management Accounting: Information for Creating and Managing Value 6e by Langfield-Smith, Thorne and Hilton. Copyright 2012 McGraw-Hill Australia Pty Ltd 3 SOLUTIONS TO EXERCISES EXERCISE 16.21 (25 minutes) Non-value-added activity: service firms Note: For all three examples, there is a fine line between providing a level of service which the customer expects and having facilities, staff or other resources lying idle. There is therefore no hard and fast list of activities and students may come up with many other examples. 1 Library: Repairing damaged returned books. Searching for requested book on shelf that is nowhere to be found. This could be the result of a keying error by the librarian in the first place The movement of returned books from a temporary storage shelf to the permanent bookshelf. This doesn’t add value to the services provided to the library users. Numerous calls or letters to inform borrowers of overdue books. This could be costly if the borrower’s contacts are not verified and are incorrect. 2 Pizza delivery company: Resolving customer complaints regarding prices charged being different to those in advertisements. The prices in advertisements could be wrong or the revised offers could be incorrect in the computer. Time may be wasted on the telephone resolving the amount to be charged and the reason for the difference between customer expectations and the computed amount. Further orders may be lost while customers cannot get through on the telephone. If errors continue to occur, customers will shop elsewhere. Cleaning used pizza trays. This doesn’t add value to the product from the customer’s perspective, can be time-consuming and thus adds costs. More orders could be filled during this time, or staff may be employed specifically to maintain a continuous supply of trays. Providing refunds for incorrect orders delivered. This does not add value for customer or the business and can lead to customer dissatisfaction and loss of sales. The cause of the errror needs to be determined to prevent it recurring. The delivery person may have delivered two orders to the wrong addresses, or the order may have been written down incorrectly but was delivered to the right person, or the kitchen may not have made the pizza on the order. Opening the outlet for 24 hours a day when there are no customers between 2 am and 4 am. This is clearly a wasted cost if it is not valued by customers. The outlet may choose to close for those hours. 3 Veterinary clinic: Rescheduling a patient’s appointment when the vet is called out to attend to an emergency situation on a farm. Waiting for a cage to be cleaned out after an animal has been discharged before another surgical procedure can be undertaken. Owners and their pets arriving late for clinic appointments, causing a long queue of patients in waiting room. Following up errors in client contact details on file. Chapter 16 Solutions Manual to accompany Management Accounting: Information for Creating and Managing Value 6e by Langfield-Smith, Thorne and Hilton. Copyright 2012 McGraw-Hill Australia Pty Ltd 4 EXERCISE 16.22 (40 minutes) Non-valued added activity: restaurant 1 Activity description 2 Value-added or non-value-added 3 Root cause Taking reservations VA Customer desires reservation Customers waiting for a table NVA An error was made in reservation; service is slow; customers are slow; customers arrive without reservations Seating customers VA Customer’s reservation (or turn in line) comes up; table becomes ready Taking orders VA Kitchen staff need to know what to prepare Serving meals to customers VA Meals are ready; customers are hungry Returning meal to kitchen for revised preparation NVA An error was made in explaining the menu; there is an error in the printed menu description; meal was prepared incorrectly; customer is picky Customers eating meal VA Customers are hungry Clearing the table VA Customers are finished Delivering bill to table VA Customers need to know amount of bill Collecting payment VA Restaurant needs to collect payment for services rendered Chapter 16 Solutions Manual to accompany Management Accounting: Information for Creating and Managing Value 6e by Langfield-Smith, Thorne and Hilton. Copyright 2012 McGraw-Hill Australia Pty Ltd 5 EXERCISE 16.23 (20 minutes) Activity-based management; non-value-added activity; cost drivers; performance measures: manufacturer 1&2 Non-value-added activities Possible root-cause cost drivers Store material No JIT system; suppliers unable to deliver at short notice; unable to predict production requirements accurately. Move raw materials to production Factory layout, inadequate material movement equipment; lack of JIT system Set up extruding machine Production scheduling, lack of training, equipment that is difficult to set up. Move product to assembly area Factory design Inspect and test helmet Poor quality control in production area, poor quality materials, lack of employee training Move finished helmet to shipping 3 Factory layout, inadequate material movement equipment We need to identify root causes of this activity—that is, the causes of the defects, such as the number of defects due to defective materials or poor workmanship—and measure these causes. As such we would focus on the performance of ‘supplier’ activities that cause the inspection activity, such as extruding, assembling and labelling activities, to identify causes of the defects. The ‘customer’ activity is the packaging. A relevant measure would focus on the time for helmets to move into packaging, that is, the time taken to inspect and test the helmet, and the percentage of helmets that failed inspection. Other possible performance measures would include the inspection cost per helmet. EXERCISE 16.24 (30 minutes) Activity-based management; cost driver analysis; performance measures: manufacturer 1 The activities ‘inspect handles’ and ‘rework handles’ can be classified as non-value-added activities as they do not add value for the customer. If the handles were made properly in the first place, they would not require inspection or rework. (Students may argue that the customers are better off with the ‘inspect handles’ activity as this helps to ensure that customers receive good quality paint brushes. However, under optimal conditions the handles would not require inspection). 2 Possible root cause cost drivers for these two activities might include: 3 inspect handles: saw or lathe not set up properly, poor workmanship on the lathe or saw, poor quality timber rework handles: similar drivers to ‘inspect handles’. If the activities ‘inspect handles’ and ‘rework handles’ are caused by faulty workmanship in operating the lathe, performance measures such as percentage of good output or number of defects might help eliminate these two subsequent non-value-added activities. EXERCISE 16.25 (20 minutes) Business process re-engineering; internet search Research into the implementation of BPR in financial institutions includes a description of the implementation of BPR Chapter 16 Solutions Manual to accompany Management Accounting: Information for Creating and Managing Value 6e by Langfield-Smith, Thorne and Hilton. Copyright 2012 McGraw-Hill Australia Pty Ltd 6 in Chase Manhattan Bank. (Shin, N and Jemella, DF, Business process reengineering and performance improvement, Business Process Management Journal, Vol. 8, No.4 2002); http://www.brittenassociates.com/documents_articles/BPR %20and%20performance%20management_Chase%20case%20study.pdf accessed 4 July 2011) Step 1 As outlined in the chapter Steps undertaken by Chase Manhattan Prepare business process map Energise (about 10% of time): provide motivation and vision to make change possible: - make a ‘case for action’ - define project organisation and the teams - prepare project plan - establish communication plan 2 Establish goals Focus (about 30% of time): analyse current situation for purpose of understating it thoroughly: - assess process performance, business and customer context - identify characteristics of environment that can be changed, built upon or expanded during next stage—where change will bring greatest benefit - quick hits—process improvement ideas that can be quickly implemented 3 Reorganise workflow Invent (40% of time): determine what redesigned business system should look like: -responsiveness to executive goals - rethink how work is done 4 Implementation Launch (20%): draw roadmap to implementation - evaluate risk factors - build blueprint Note that Chase Manhattan seeks to begin by minimising the resistance to change mentioned in Step 4 of the chapter. This case study relates six successful applications of BPR by Chase Manhattan, using this approach. A useful discussion could cover whether the differences (both those seen above, and those seen between this and the cases related by students) reflect a different philosophy, whether they exist because the applications are in a financial institution, and whether there are differences due to the cases being ten or more years old—have there been advances in the meantime, as seen in students’ examples? Chapter 16 Solutions Manual to accompany Management Accounting: Information for Creating and Managing Value 6e by Langfield-Smith, Thorne and Hilton. Copyright 2012 McGraw-Hill Australia Pty Ltd 7 EXERCISE 16.26 (20 minutes) Life cycle costing: manufacturer 1 At this stage BRII appears to have a gross profit margin of $150 (400 – 150 – 100), but many costs are not included and we could question the reliability of the manufacturing overhead costs. 2 The important point here is that there are many costs associated with a product other than its manufacturing costs. These include the costs of research and development, product and process design, tooling, marketing, distribution and customer support. Over its life cycle BRII appears to offer a margin on manufacturing costs of approximately $4 500 000 [30 000 units ($400 – $250)]. This means that the estimated non-manufacturing costs would have to be greater than this amount before the product was not viable. (Although the company is likely to require a profit margin rather than just cover its costs!) The non-manufacturing costs which we should include are research and development costs, product planning, finance costs, marketing costs, after sales support costs, and additional administration costs. (Students should be warned that this is just a rough guide.) More work needs to be done to assess the overhead costs (both manufacturing and non-manufacturing) of BRII, possibly using ABC. Also any analysis should take account of the time value of money. EXERCISE 16.27 Target costing and activity-based management: manufacturer 1 The target cost for the Glammaglob gadget would be $200 ($250 selling price – $50 profit). 2 The target profit is $50. 3 The target price is $250 4 If the estimated unit cost of the gadget is $230, then our cost reduction objective is $30 (the amount by which the estimated cost exceeds the target costs). In order to apply the concept of target costing to achieve the objective, the company should set up a cross-functional team to investigate possible cost savings in the area of product design, manufacturing process and material costs and obtain a commitment from each functional department about the amount of cost saving they can achieve to help lower the current cost to the target cost. EXERCISE 16.28 Target costing; internet search Samsung has launched a new product called Smart TV. It has new features that include: Smart Hub—with 3D sound, easy to download apps, a better 3 D experience, 3D converting that converts 2D to 3D, and many other advantages over the previous model. Search All—facilitates searching on the web, through files such as videos and photos on your PC, searching for content relating to the program being watched or VOD, Apps and Social Networking Services. Your Video—analyses your movie preferences to recommend movies. Web Browser—allows you to search the web on the big screen instead of a PC, and includes bookmarking. Social TV—allows you to watch TV with others who are not physically with you as you can be connected to blogging and chatting services while watching live TV. All Share—wirelessly connects to all compatible mobile devices, such as phones. Samsung could use target costing in the design of this product. There would be a problem identifying the likely initial sales price. They are likely to sell it for far more as a new release than their old TVs, and then reduce the price later as competing products are introduced. Copy products normally hit the market in 3 to 6 months after a truly innovative product. The initial price must be high enough to take advantage of the novelty value but not so high that it is prohibitive for people who like to lead the way in their possession of household gadgets. Samsung would hope to have enough circulating for their product to be promoted by word of mouth as well as through formal advertising and store Chapter 16 Solutions Manual to accompany Management Accounting: Information for Creating and Managing Value 6e by Langfield-Smith, Thorne and Hilton. Copyright 2012 McGraw-Hill Australia Pty Ltd 8 demonstrations. Forecasts of sales numbers and sales price over a long period can provide an average price per set. The normal profit margin can then be deducted to find the target price. An analysis of all costs to be incurred would be derived and targets for each element drawn up so that the final product will achieve acceptable profitability. Decisions would need to be made very early about the trade-off between extra research and development costs and the quality and depth of advance in the technology to be incorporated. Samsung appear to have decided to put enormous amounts of investment into taking very large strides forward in the technology, to achieve a goal of being market leader, at least for a while. They must believe that this will earn high margins, at least at first, and also establish their reputation in the supply of quality TVs. The design of the TVs will commit Samsung to most of the costs over the life of the TV. They can use target costing to guide their acceptance of production processes as once they have determined a particular production process and selected production equipment they cannot readily changed them over the life of the product. Components are likely to be outsourced so negotiation with suppliers will take place and long-term contracts for supply at set prices (perhaps with adjustment for a cost of living index) can be entered into. EXERCISE 16.29 (15 minutes) Life cycle management and target costing: manufacturer 1 2 3 The cost for XRP to remain competitive and meet the requirements of Solarcare’s parent company would be 72 cents per unit. target selling price to remain competitive = $1.50 – ($1.50 x 20%) = $1.20 target cost to achieve a 40 per cent return on sales = $1.20 (1 – 0.40) = $0.72 Solarcare could examine the distribution of expected costs over the remainder of XRP’s life cycle. The aim should be to examine each stage of the life cycle, to identify ways in which non-value-added activities can be removed. It may be possible to spend more money in the design phase and reduce costs in subsequent stages, such as manufacturing costs, or customer warranty claims. It may also be feasible to spend more money during manufacturing, for example, to improve quality, and reduce subsequent costs, such as customer warranty claims. Solarcare could use value engineering to achieve the target cost while maintaining or increasing customer value. For example, in applying value engineering, the design team at Solarcare could substitute a more cost-effective material for the XRP Lens or improve the efficiency of the production processes. EXERCISE 16.30 (15 minutes) The theory of constraints: manufacturer This question shows the importance of identifying constraints (or bottlenecks) and removing them to improve the overall rate of production, or throughput. Improvements in non-bottleneck areas will not increase the rate of output. 1 Current output is 35 units per hour. Throughput after efficiency drive in department B is 52.5 units per hour (35 units plus 50 per cent improvement). Support proposal. 2 Current output is 60 units per hour. Throughput after efficiency drive is still 60 units per hour. Efficiency drive in department B does not improve throughput. It would be better to increase efficiency in department A. 3 Current output is 50 units per hour. Throughput after efficiency drive is still 50 units per hour. Efficiency drive in department B does not improve throughput. It would be better to increase efficiency in department C. Chapter 16 Solutions Manual to accompany Management Accounting: Information for Creating and Managing Value 6e by Langfield-Smith, Thorne and Hilton. Copyright 2012 McGraw-Hill Australia Pty Ltd 9 EXERCISE 16.31 (15 minutes) The theory of constraints: fast(?) food outlet 1 2 The number of customers per hour that cannot be served is 10 (30 less 20), so by 8 pm there are 40 customers waiting. The last customer will get his cold hamburger at 10 pm! 3 They need to get production up to at least 30 customers per hour, although there is potential to increase it to 40 per hour if Mick and Daisy can increase their throughput to keep up with Donald. So both Mick and Daisy need some assistance. They could buy an automatic toaster! Alternatively, Minnie could help support them as she only takes an order every two minutes. Chapter 16 Solutions Manual to accompany Management Accounting: Information for Creating and Managing Value 6e by Langfield-Smith, Thorne and Hilton. Copyright 2012 McGraw-Hill Australia Pty Ltd 10 EXERCISE 16.32 (30 minutes) Cost of quality report: manufacturer 1 Hills Metals Ltd Quality cost report for the month of April Current month’s cost Internal failure costs: Cost of faulty goods that are scrapped $4 200 Cost of rewelding faulty joints discovered during processing 1 900 6 100 External failure costs: Repairs of faulty products returned by customers 3 000 Costs of recalling product 5 000 Legal fees related to product recall 900 8 900 Prevention costs: Cost of sending machine operators to a three-week quality training program 2 900 Costs to confirm a supplier’s quality accreditation 300 3 200 Appraisal costs: Operating an X-ray machine to detect faulty welds 2 700 Product inspection into finished goods warehouse 1 700 4 400 Total quality costs $22 600 2 Percentage of total 18.6 8.4 27.0 13.3 22.1 4.0 39.4 12.8 1.3 14.1 12.0 7.5 19.5 100 It is difficult to make definitive statements about this without some idea of planning performance. However, the failure costs appear too high. The company needs to spend more on prevention and appraisal. Increased appraisal should bring down external failure costs as more failures will be detected internally. Increased prevention costs should help to bring down both the internal and external failure costs and, in the longer term, reduce the need for appraisal. Chapter 16 Solutions Manual to accompany Management Accounting: Information for Creating and Managing Value 6e by Langfield-Smith, Thorne and Hilton. Copyright 2012 McGraw-Hill Australia Pty Ltd 11 EXERCISE 16.33 (35 minutes) Cost of quality report: manufacturer 1 Universal Circuitry Quality cost report for the month of May Current month’s cost Internal failure costs: Costs of rework on faulty instruments $30 000 31.7 Costs of defective parts that cannot be salvaged ....9 000 39 000 41.2 External failure costs: Replacement of instruments already sold, which were still covered by warranty 12 000 12.7 12 000 Prevention costs: Training of quality control inspectors 16 500 17.4 16 500 Appraisal costs: Inspection of electrical components purchased from outside suppliers 21 000 22.2 Tests of instruments before sales 6 1006.4 27 100 28.6 Total quality costs $94 600 99.9 Percentage of total 9.5 2 It is difficult to make definitive statements about this without some idea of planned performance. However, it appears that the high appraisal costs could be providing future benefits, since the bulk of the failure costs are internal failure costs. This reduces the impact from losing future sales due to upsetting customers. The company could spend more on prevention to reduce the incurrence of some of the failure costs. Perhaps investment on better equipment or higher quality inputs would reduce defects. Ultimately, the increased prevention costs should help to bring down both the internal and external failure costs and, in the longer term, reduce the need for appraisal. 3 The external failure costs are likely to be underestimated as they do not include the lost contribution on the goods that had to be replaced, nor the contribution on future sales that are likely to be lost due to the company’s poor reputation. They also omit the costs of servicing these customer complaints. Chapter 16 Solutions Manual to accompany Management Accounting: Information for Creating and Managing Value 6e by Langfield-Smith, Thorne and Hilton. Copyright 2012 McGraw-Hill Australia Pty Ltd 12 SOLUTIONS TO PROBLEMS PROBLEM 16.34 (60 minutes) Key features of activity-based costing and activity-based management: manufacturer To: The Managing Director From: I. M Student, Management Accountant Re: Activity-based costing Activity-based costing (ABC) overcomes a number of weaknesses inherent in our existing costing system. This report describes these weaknesses, outlines the key features of ABC and describes how ABC could be used in improving control at Runmoe. 1 Problems with existing information for control: (a) The nature of the standard costing variances: The standard costing variances are not timely and too aggregated, particularly the overhead variances which embody the effects of many different costs. The real problem is that the standard costing variances are not actionable as they reported the consequences not the causes of problems. (b) The manufacturing overhead variances: The manufacturing overhead variances are based on budgeted variable overhead costs, which are assumed to be driven by the volume of production (direct labour hours), and budgeted fixed overhead costs, which are assumed to be fixed regardless of the volume of production. In the modern business environment, like ours, it is likely that manufacturing overheads are a major cost and that a large part of manufacturing overhead is not volume driven. (c) The non-manufacturing variances: Non-manufacturing variances are difficult to interpret as the items in the budget often include a number of different costs bundled together as line items. Also, past inefficiencies are embodied in the budgeted figures and many of the costs reflect rough allocations rather than accurate assignments. (d) The control system focuses on costs and cost variances. The company’s strategic plan includes other elements such as quality and delivery, as well as cost competitiveness. Standard costing can erode performance as well as cost in these other areas, by encouraging the purchase of poor quality inputs and the purchase and production of excessive inventories. 2 Key features of the two dimensional ABC model: The model has two dimensions: costing and activity management. Costing is used to calculate the cost of cost objects, such as products. The activity management dimension provides a dynamic view that reports what is happening or has happened in the business. There are five new terms in this activity-based costing model: (a) Activity attributes. These are simply characteristics of individual activities that managers need to know about and wish to manage. In most cases they will include cost drivers and performance measures, as well as the classification of activities as value added or non-value-added. (b) Root cause cost drivers. These are the basic factors that cause an activity to be performed and activity costs to be incurred. (c) Non-value-added activities. These are activities that do not add value. in the eyes of the customer or do not meet the needs of the business. Non-value-added activities can be eliminated without any adverse effect on customer value or on the business. (d) Performance measures. These are indicators of the work performed and results achieved. They are used to measure performance in areas that are critical to the success of the business. (e) Processes. A process is a series of activities that are linked together to achieve a specific objective. Focusing on processes ensures that the business is managed using a supplier–customer perspective. Also, it can simplify the management process by focusing on whole processes rather than individual activities. 3 The difference between activity-based costing and activity-based management: Sometimes there is some confusion between activity-based costing and activity-based management. Twodimensional activity-based costing provides information about activities, cost drivers and performance, as well as about the costs of cost object such as products. Activity-based management (ABM) refers to the process of using information from activity-based costing to analyse activities, cost drivers and performance so that Chapter 16 Solutions Manual to accompany Management Accounting: Information for Creating and Managing Value 6e by Langfield-Smith, Thorne and Hilton. Copyright 2012 McGraw-Hill Australia Pty Ltd 13 customer value and profitability are improved. Overall activity-based costing offers our company significant benefits in improved product costing as well as improved information for control. However, ABC is much more complex than our existing system. I recommend a detailed evaluation of the costs and benefits of ABC for Runmoe. 4 How ABC could be used to improve Runmoe’s control: Costs can be controlled by identifying non-value-added activities and reducing or eliminating them by working on their root-cause cost drivers. Other sources of value, such as delivery or quality, can be controlled through activity performance measures relevant to these key success factors. The ABC system can be set up to monitor any relevant activity attribute. Process analysis helps by identifying cost drivers and appropriate performance measures by focusing on the major customers and suppliers for each activity (or process). Also using processes can simplify the planning and control system as, in many cases, it may be possible to manage fewer aggregated processes rather than many detailed activities. PROBLEM 16.35 (50 minutes) Cost drivers; non-value-added costs: manufacturer budgeted manufacturing overhead 1 Predetermined overhead rate = = = Chapter 16 budgeted direct - labour hours $768 000 40 000 hours $19.20 per hour Solutions Manual to accompany Management Accounting: Information for Creating and Managing Value 6e by Langfield-Smith, Thorne and Hilton. Copyright 2012 McGraw-Hill Australia Pty Ltd 14 2 & 3 There are several possible answers to this question. Requirement 2 Requirement 3 Candidate for elimination Cost pool/ overhead costs Cost Pool A Factory supplies Grinding wheels Drill bits Waste collection Inspection of finished goods Packaging Cost driver Production units Cost Pool B Depreciation on trucks and forklifts Depreciation on raw material warehouse Depreciation on finished goods warehouse Depreciation on material conveyors Purchasing Wages of material handlers Fuel for trucks and forklifts Raw material cost Cost Pool C Natural gas (for heating) Property taxes Insurance Building depreciation Custodial labour Factory space Cost Pool D Electrical power Machine maintenance—labour Machine maintenance—materials Depreciation on manufacturing equipment Lubricants Machine hours Cost Pool E Setup labour Number of production runs Cost Pool F Shipping Number of shipments of finished goods Cost Pool G Inspection of raw materials Receiving Number of shipments of raw materials Cost Pool H Number of different raw material and parts used in a product X X X X X X X X X Supervision Wages of parts clerks (find parts for production departments) Telephone service Cost Pool I Chapter 16 X Engineering specifications and change orders Solutions Manual to accompany Management Accounting: Information for Creating and Managing Value 6e by Langfield-Smith, Thorne and Hilton. Copyright 2012 McGraw-Hill Australia Pty Ltd 15 Engineering design 4 Total costs: Receiving Inspection of raw material............................................................................. Total Pool rate = budgeted cost budgeted level of cost driver = $20 000 = $50 per shipment $10 000 10 000 $20 000 400 PROBLEM 16.36 (30 minutes) Activity-based management; cost cutting: manufacturer 1 Activity-based management refers to the use of activity-based costing information to analyse activities, cost drivers and performance to improve profitability and customer value by improving processes and eliminating non-value-added costs. A non-value-added activity is an activity that does not add value to a product from the customers’ perspective or for the business. Such activities can be eliminated without harming overall quality, performance or perceived value of a product. 2 Cost of non-value-added activities: Warehousing: 550 moves x $80a $44 000 Outgoing shipments: 250 shipments x $30b $ 7 500 Total $51 500 a Warehouse: $720 000 ÷ 9000 inventory moves = $80 per move b Outgoing shipments: $450 000 ÷15 000 shipments = $30 per shipment 3 Extra inventory moves in the warehouse may be caused by books being shelved (i.e. stocked) incorrectly, poor planning for the arrival and subsequent placement/stocking of new titles and other similar situations. Extra shipments would likely be the result of errors in order entry and order filling, goods lost in transit, or damaged merchandise being sent to customers. 4 As the following figures show, the elimination of non-value-added activities allows Alligator.com to achieve the target cost percentage for software only. Cost driver Cost driver Cost driver quantity: quantity: Activity quantity Books Software Books Software Incoming receipts 2 000 70% 30% 1 400 600 Warehousing 9 000 80% 20% 6 650* 1 800 Outgoing shipments 15 000 25% 75% 3 750 11 000** * (9 000 moves x 80%) – 550 ** (15 000 shipments x 75%) - 250 Activity Books Software Incoming receipts 1400 purchase orders x $ 300a $420 000 600 purchase orders x $ 300 $180 000 Warehousing 6650 moves x $ 80 $532 000 1800 moves x $ 80 $144 000 Outgoing shipments 3750 shipments x $ 30 $112 500 11000 shipments x $ 30 $330 000 Total cost $1 064 500 $654 000 Cost as percentage of sales: 13.65%b 12.58% b a Incoming receipts: $ 600 000 ÷ 2000 purchase orders = $300 per purchase order. b $1 064 500 ÷ $7 800 000; $654 000 ÷ $5 200 000. Chapter 16 Solutions Manual to accompany Management Accounting: Information for Creating and Managing Value 6e by Langfield-Smith, Thorne and Hilton. Copyright 2012 McGraw-Hill Australia Pty Ltd 16 5 Additional cost cutting of $50 500 is needed for books to achieve the 13 per cent target of $1 014 000 ($7 800 000 x 13 per cent). Tools that the company might use include customer-profitability analysis, target costing, value engineering, benchmarking and business process re-engineering. PROBLEM 16.37 (45 minutes) Activity analysis; non-value-added costs; cost drivers: manufacturer 1 Activity number (1) Possible root causes* Quality of engineering drawings Number of engineering changes (6) Quality of parts Quality of vendor administration (invoicing, dispatch paperwork etc) (10) Accuracy of paperwork with delivery Incorrect amounts delivered (11) Use of vendor that has not been certified as a high quality supplier Critical importance of parts (13) Misspecification of parts Incomplete specifications Poor product design Error by purchasing personnel when placing order Vendor error * This list is not necessarily complete. Other root causes may exist. 2 Non-value added activities (four activities) Inspection of parts. The inspection of parts doesn’t add value to the actual products. This process ensures that the parts delivered are at the expected standard of quality. Using only ‘quality certified’ suppliers and having supplier contracts that specify a certain level of quality are more cost effective ways of ensuring the same or better outcome. Order follow-up. The time spent following up the order is not adding value to the parts. The costs cannot be passed on to the customers and the activity can be avoided by engaging more reliable suppliers and tying suppliers to firm delivery dates. Shipping parts back to vendor. The shipping cost to send back parts to vendor is not adding value to the parts. This step can be avoided if the design specifications are clearly communicated to the vendor in the first place, or if a supplier is engaged who does not delivery low quality parts or inaccurate orders. Moving parts to storage. The movement of parts to storage is not adding value to the parts. It would be more cost effective if the parts were delivered to the stores by the vendor. Chapter 16 Solutions Manual to accompany Management Accounting: Information for Creating and Managing Value 6e by Langfield-Smith, Thorne and Hilton. Copyright 2012 McGraw-Hill Australia Pty Ltd 17 3 Suggested performance measures: Activity number Performance measures (5) Average price paid (6) Number of vendors Number of vendors that are pre-certified as dependable (10) Percentage of orders received on time Average delay for delinquent orders (12) Number of orders returned Percentage of orders returned (16) Number of moves into storage PROBLEM 16.38 Non-value-added activities; business process re-engineering: manufacturer 1 Skybolt’s manufacturing process Cut metal rod Flatten rod’s end Wrap and pack bolts Inspect bolts Cut a slot in bolts’ head Heat treatment Form threads on bolts Clean bolts 2 Non-value-added activities are shaded in above diagram. Potential candidate for non-value-added activity is inspection of bolts. This could be eliminated if the highly mechanised operation is reliable and the quality of the incoming metal rods is assured. 3 The process for the bolts’ manufacturing could be re-engineered by buying heat-treated metal rods ready with threads, so that cutting thread, cleaning and heat treatment processes can be eliminated. The said processes in the manufacturing of bolts are costly and risk of disruption of production if one of the processes break down. The processes of heat treatment, cutting thread and cleaning are less expensive to be carried out by the metal rod supplier for the economies of scale. Business process re-engineering (BPR) or process re-engineering involves fundamental changes in the business processes, while the process improvement is the incremental continuous improvement of processes. 4 Chapter 16 Solutions Manual to accompany Management Accounting: Information for Creating and Managing Value 6e by Langfield-Smith, Thorne and Hilton. Copyright 2012 McGraw-Hill Australia Pty Ltd 18 PROBLEM 16.39 (45 minutes) Non-value-added activities; throughput management: manufacturer 1 Candidates for non-value-added activities include the following. Storing logs. Logs should come in and be sent straight to the debarker /chipper. Storing chips in bins. Chips should be sent by conveyor to digester. Transporting chips to digester. The digester should be placed near chipper. Store and reload fibres. Send fibres by conveyor to blow-tank in immediate proximity. Carry fibres by forklift to refining area. Transfer paper to labelling building. Label on the spot. Store and then reload for shipment. Ship as many as possible immediately. 2 To be non-value-added, an activity does not add value for the customer or for the business. Storage and moving activities have no benefit to the customer or the company. 3 The theory of constraints appears important because of the amount of time the product is in storage. If the company could get each of its production processes up to a similar capacity, then production could flow smoothly through the factory from logs to paper with no interruptions. This would reduce substantially the investment in work in process inventory. It could also ensure that Pickwick could meet customer demands because the company could produce paper as it was ordered. The time taken to manufacture to the customer’s orders could be substantially reduced. Chapter 16 Solutions Manual to accompany Management Accounting: Information for Creating and Managing Value 6e by Langfield-Smith, Thorne and Hilton. Copyright 2012 McGraw-Hill Australia Pty Ltd 19 PROBLEM 16.40 (45 minutes) Business process re-engineering; throughput management: manufacturer 1 2 3 The process could be re-engineered by eliminating all storage areas and using conveyor belts to move material wherever possible. Relocating processing steps adjacent to each other may reduce movement costs and cut costs. A lot of effort and employee time is devoted to moving work in process. Logs are unloaded from the railroad cars and subsequently reloaded into the de-barker. Small trucks are used to transport chips to the digester in the plant building. Forklifts are used to transport separated fibres to the refining area. Workers are required to place rolls on pallets. Finally, forklifts are used to transport rolls of paperboard to the labelling building. The re-engineered process reflects mainly a short term perspective but improving production flow may have strategic benefits in meeting customer needs more quickly. There is at the moment a lot of wait-time in the production process. Work in process inventory waits at several points in the production process until the next operation is ready to receive it. First, logs are stored in the wood yard. Second, chips are stored in bins near the chipping machines. Third, fibres are stored near the digester. Fourth, separated fibres are stored on pallets near the depressurised blow tank. Fifth, unlabelled rolls of paperboard are stored on pallets near the winding machines. As the problem states, the partially-processed product sometimes waits for two to three days between production operations. Eliminating this wait time will cut costs (short-run) and improve customer relationships (strategic). Chapter 16 Solutions Manual to accompany Management Accounting: Information for Creating and Managing Value 6e by Langfield-Smith, Thorne and Hilton. Copyright 2012 McGraw-Hill Australia Pty Ltd 20 PROBLEM 16.41 (25 minutes) The theory of constraints; business process re-engineering: service organisation 1 Only 140 licences per hour can be completed, because this is the capacity of Area D. 2 Areas C and D need to increase their output to be able to reach the requirement of 250 returns per hour; C by 100 licenses and D by 110 licences. 3 Area A has the right staffing. Area B has eight people who are processing 350 licences per hour, or 43.75 licences per hour each. To work at the required rate of 250 licences, the section needs 250 / 43.75 = 5.7 staff. Two staff can be released. Area C has ten people, who are processing 150 licences per hour, or 15 licences per hour each. To produce at the right level they need 250 / 15 = 16.7 people; so they need seven more. Area D has 17 people who are processing 140 licences per hour, or 8.2 licences per hour each. They need 250 / 8.2 = 30.5 people, or 14 more. Area E has five people, who are processing 280 returns per hour, or 56 returns per hour each. To get to the required level it needs 250 / 56 = 4.5 staff, so there is not much spare capacity. The re-engineered process needs 0 – 2 + 7 + 14 = 19 more people. This cannot be done within the constraint of 45 people so the branch manager needs to think of a new process. In fact, the re-engineered process requires more people to process 250 returns per hour than the original process did! Management needs to closely study the activities in the major bottlenecks (C and D) to see how average throughput can be improved. In C, the solution may lie in increasing the number of cameras. The activities in D are obviously very time-consuming, since this has the slowest throughput per person. Staff may be released from areas A and B by combining these activities in some fashion. It would appear from the description that the applications are handled twice, whereas the same person could possibly undertake the two activities. PROBLEM 16.42 (20 minutes) Life cycle budgeting; product profitability: manufacturer 1 If the analysis focuses on the gross margin, the Country Wear appears more profitable under the conventional approach in terms of net profit and return on sale. However the promotion and distribution cost can be traced to each product and after taking these costs into account the Country Wear still appears more profitable, although the Evening Wear has a higher return on sales. Evening wear Country wear Sales revenue Cost of goods sold Gross margin $350 000$650 000 250 000 450 000 $100 000$200 000 Promotion costs Distribution costs Net profit 2 000 20 000 3 000 60 000 $95 000$120 000 Chapter 16 Solutions Manual to accompany Management Accounting: Information for Creating and Managing Value 6e by Langfield-Smith, Thorne and Hilton. Copyright 2012 McGraw-Hill Australia Pty Ltd 21 2 Under the life cycle approach, the Evening Wear appears more profitable as it requires much less nonmanufacturing support. YEAR 1 Evening wearCountry wear Design costs Net loss $20 000$100 000 $20 000$100 000 YEAR 2 & 3 Sales revenue Cost of goods sold Gross margin Evening wearCountry wear $350 000$650 000 250 000 450 000 $100 000$200 000 Promotion costs Distribution costs Net profit 2 000 20 000 3 000 60 000 $95 000$120 000 Profit over the life cycle* $170 000 $140 000 * The life cycle profit = Year 1 + 2 x Year 2/3 A complete life cycle analysis reports revenues and costs for each year of the products’ life. It could also require information on the volume of production and sales. 3 The life cycle cost will be more useful as it ensures that products cover all their costs over their (often short) life cycles. 4 In order to undertake a complete profitability analysis for the two product lines, a complete list of revenues and costs for each year of the products’ life is required. It could also require information on the volume of production and sales. In addition, a more accurate analysis recognising time value of money can be performed by discounting three years’ estimated cash flows using the firm’s required rate of return. PROBLEM 16.43 Life cycle costing: manufacturer 1 Conventional profitability analysis: Year 1 75 000 33 750 41 250 Sales revenue Less Cost of goods sold Gross profit 2 Life cycle profitability analysis: Year 0 Sales revenue Less Manufacturing cost Research and development Product design Process design Tooling costs Marketing costs Warranty claims After-sales service Total product costs Net proft / (loss) 3 17 000 10 000 15 000 20 000 8 000 70 000 $(70 000) Year 2 142 500 64 125 78 375 Year 3 52 500 23 625 28 875 Year 1 $75 000 Year 2 $142 500 Year 3 $52 500 Total $270 000 33 750 64 125 23 625 5 000 3 000 12 000 10 000 3 000 63 750 $11 250 6 000 4 000 5 500 82 625 $59 875 121 500 17 000 10 000 23 000 20 000 34 000 15 000 10 500 251 000 $19 000 8 000 1 000 2 000 34 625 $17 875 Iacopetta should insist that products are evaluated across their entire life cycle. (This should include an Chapter 16 Solutions Manual to accompany Management Accounting: Information for Creating and Managing Value 6e by Langfield-Smith, Thorne and Hilton. Copyright 2012 McGraw-Hill Australia Pty Ltd 22 assessment of the projected life cycle revenues and costs, prior to the acceptance of the proposed project.) 4 Advantages of developing life cycle budgets for new products are as follows. Management can prepare a comprehensive assessment of the profitability of a product over its entire life, whereas conventional budgeting systems estimate profitability on an annual basis. Life cycle budgeting includes upstream and downstream costs, whereas conventional costing treats these as period costs. Capacity requirements can be planned more accurately because products which are not profitable over their entire life cycle will not be produced. Pricing can be determined to recover the development costs over the entire life cycle of the product. Disadvantages of life cycle budgeting are as follows. The longer the life cycle, the more difficult it is to project revenues, costs, changing consumer tastes and competitor activity. The effect of inflation must be introduced into the budgeting/costing process, which is less of a problem with annual conventional systems. There is likely to be resistance to developing life cycle budgeting (although this in itself is no justification for not trying) as staff/managers are more familiar with the annual budgeting system based on responsibility centres rather than products. 5 Other performance measures which may be useful in managing new product development include: actual life cycle costs versus budgeted life cycle costs actual life break-even time versus budgeted break-even time percentage of annual sales from new products introduced versus sales from existing products time-based measures for each stage of new product development. PROBLEM 16.44 Life cycle budgeting; life cycle management; target costing: manufacturer 1 The target cost for the Sunstruck model that will meet the required price of $800 and the required margin of 30 per cent is: Target cost = Target selling price – target profit margin = $800 – ($800 x 0.30) = $560 The estimated manufacturing cost is $500. Therefore, the development and introduction of the Sunstruck model should go ahead as the price of $800 will give a return on sales of (800 – 500) / 800 = 37.5 per cent, which is above the required return of 30 per cent on sales. 2 Life cycle budget for Sunstruck Solar Hot Water Service: Sales revenue Less: Cost of goods sold Gross margin Less: non-manufacturing costs Research and development Product and process design Marketing Customer support Net profit / (loss) 3 (in thousands of dollars) Year 1 Year 2 Year 3 $13 600 $7 200 8 500 4 500 5 100 2 700 1 500 3 000 1 000 _____ $(5 500) 700 800 250 $ 3 350 500 800 $1 400 Year 4 $3 200 2 000 1 200 400 750 $50 Year 5 200 $(200) Total $24 000 15 000 9 000 1 500 3 700 2 700 2 000 $(900) The estimated average unit cost of the Sunstruck model over its entire life cycle is: Total costs / total units = $ 24 900 000 / 30 000 = $830. On this basis, the development and introduction of the Sunstruck model is not recommended as the price is less than the average cost per unit. However, the estimate of cost of goods sold should be reviewed before making Chapter 16 Solutions Manual to accompany Management Accounting: Information for Creating and Managing Value 6e by Langfield-Smith, Thorne and Hilton. Copyright 2012 McGraw-Hill Australia Pty Ltd 23 this decision, as the applied manufacturing overhead consists of both variable and fixed overhead. In estimating the manufacturing overhead cost at $125 per unit, the analysis above has failed to recognise that the fixed component of the overhead cost will not increase proportionately with the volume of production. In Chapter 19 we discuss the problems associated with using unitised fixed costs as a basis for decision making. 4 The company could put more resources into the product and process design phase, and develop cheaper ways to manufacture. Evidence of life cycle cost behaviour suggests that most manufacturing costs are actually committed during the design phase. It is difficult to achieve major efficiencies once a product actually goes into production. Thus, additional spending on design can be more than offset by subsequent savings in manufacturing costs, and also in customer service costs. PROBLEM 16.45 (35 minutes) Quality costs analysis: manufacturing company 1 Warranty costs: external failure Reliability engineering: prevention Rework at LTL’s manufacturing plant: internal failure Manufacturing inspection: appraisal Transportation costs to customer sites to fix problems: external failure Quality training for employees: prevention Chapter 16 Solutions Manual to accompany Management Accounting: Information for Creating and Managing Value 6e by Langfield-Smith, Thorne and Hilton. Copyright 2012 McGraw-Hill Australia Pty Ltd 24 2 & 3.Cost of quality report: Model ABC $ Model XYZ % costs of quality % sales* 12.57 ye ke ni bukan ke 20.20 2.22 $ % cost of quality % sales* Internal failure (rework at LTL): 160 units 35% $1900 $106 400 200 units 25% $1600 $80 000 16.77 1.48 22 000 4.61 0.41 25 000 5.24 0.46 External failure: Warranty costs: 160 units 70% $900 100 800 200 units 10% $350 Transportation to customers: Total 7 000 29 500 15 000 130 300 24.74 2.71 15 000 2.85 0.31 Appraisal (inspection): 300 hours $50 500 hours $50 Prevention: Reliability engineering 1600 hours $150 240 000 2000 hours $150 300 000 Quality training 35 000 Total Total cost of quality 275 000 52.21 5.73 350 000 73.38 6.48 $526 700 100.00 10.97 $477 000 100.00 8.83 * Sales revenue: $30 000 160; $27 000 200.................. $4 800 000 4 50 000 $5 400 000 Yes, the company is ‘investing’ its quality expenditures differently for the two machines. LTL is spending more on prevention and appraisal for Model XYZ – almost 79 per cent of the total quality expenditures, compared to approximately 55 per cent for Model ABC. The net result appears to be lower internal and external failure costs for Model XYZ and, lower total quality costs as a percentage of sales (8.83 per cent for XYZ and 10.97 per cent Chapter 16 Solutions Manual to accompany Management Accounting: Information for Creating and Managing Value 6e by Langfield-Smith, Thorne and Hilton. Copyright 2012 McGraw-Hill Australia Pty Ltd 25 for ABC). This problem illustrates the essence of total quality management (TQM) systems when compared with conventional quality control procedures. Overall costs are lower with TQM when compared with systems that focus on ‘after-the-fact’ detection and rework. Problem 16.46 (30 minutes) Target costing: manufacturing company 1 Pharsalia Electronics' current profit on sales is 10 per cent [($350 $315)/$350]. Therefore, the target cost for the new product must be $300 less 10 per cent, or $270 [$300 – ($300 10%)]. 2 The proposed changes to the just-in-time manufacturing process at Pharsalia Electronics will bring costs down to $267 per unit, which is below the $270 target cost limit. Revised costs under the JIT manufacturing process are calculated as follows: Increase/ (Decrease) Current Material: Purchased components All other $110 40 Revised $110.00 40.00 Manufacturing activities: Cutting, shaping and drilling Bending and finishing Setups Material handling Inspection 30 24 16 17 23 $ 3.00 2.40 1.60 (17) (23) 33.00 26.40 17.60 0 0 Other: Finished goods warehousing Selling Customer service* 5 30 20 (5) (10) 0 30.00 10.00 $315 $(48) Total cost $267 *50% reduction 3 Pharsalia could undertake an ABM exercise to identify non-value adding time. There could be an attempt at reducing set up time. Typically this is undertaken at the time of adopting a JIT approach since there will now be far more set ups. Selling costs per unit are now more than 10% of sales price. An analysis of these may reveal ways to save some of these costs. 4 Benefits include the experience of the consultants in designing and implementing such systems, their provision of a software package that is adapted to the client’s needs (saving time on starting from scratch). Disadvantages include the consultants’ probable lack of knowledge of the firm, and possibly the industry as well. Acceptance by managers of what is implemented can be greater when designed and implemented internally. When one British bank implemented ABC during the 1990s they identified a lack of knowledge of ABC in banking and were able to secure the services of two consultants from a large public accounting firm for the cost of the consultants’ salary only. The contract was for 12 months. At the end of that period the public accounting Chapter 16 Solutions Manual to accompany Management Accounting: Information for Creating and Managing Value 6e by Langfield-Smith, Thorne and Hilton. Copyright 2012 McGraw-Hill Australia Pty Ltd 26 firm were able to lead the consulting industry in bank appointments due to their expertise, and the bank had internal consultants who had been trained by the external consultants while they adapted their knowledge from manufacturing to the financial services industry. (Norris, 2002; Innes and Norris, 1997)1 Problem 16.47 Quality improvement programs and quality costs: manufacturer 1 Some of the factors that are critical for an organisation to successfully implement a TQM are as follows. (1) All levels of employee across the entire organisation must be educated about the quality management program so that both internal and external customers’ expectations are understood and committed to, across the entire value chain. (2) The management must empower employees on the shop floor to take responsibility for quality improvement tasks, so that they can take action to prevent quality problems, manage their own quality inspection and correct the problems that do occur. (3) The organisation must establish a quality management system supported by documented quality procedures and practices. (4) The organisation must manage processes rather than focusing solely on functional departments. (5) The organisation, that is all employees, must commit to continuous improvement. 2 The cost of quality report indicates that LNTL has implemented the TQM program successfully. The total quality cost has declined from second quarter on, both in total cost and as a percentage of production cost. The trends in the four categories of quality costs over time as a percentage of the total cost of quality show: external failure costs have halved internal failure costs have decreased by 15% appraisal costs have remained steady prevention costs have almost doubled. Clearly the prevention activities have been effective in reducing failure costs, particularly external failure. 3 Tony’s reaction to the TQM program is more favourable now than at the initial stage because he has seen the benefits of TQM, both in improved production outcomes and an increased annual bonus (based on decreases in the cost of quality). Initially Tony was unenthusiastic about the TQM program because of concerns about its implications for his annual bonus He felt that quality is an abstract concept which does not lend itself to reliable measures of the cost of quality, the basis for his annual bonus. He was also concerned that his bonus is based on the cost of quality across the entire organisation and, therefore, there are many variables that influence LNTL’s cost of quality over which he had little or no control. However, once TQM and cost of quality reporting were implemented Tony could see the improvements in his production department as well as the increases in his annual bonus. 1 Norris, G. (2002) "Chalk and Cheese: Grounded Theory Case Studies of The Introduction and Usage of Activity Based Information in Two British Banks", The British Accounting Review 34, pp.223-255. Innes, J. and Norris G. (1997) The Use of Activity Based Information - A Managerial Perspective, Chartered Institute of Management Accountants, London. Chapter 16 Solutions Manual to accompany Management Accounting: Information for Creating and Managing Value 6e by Langfield-Smith, Thorne and Hilton. Copyright 2012 McGraw-Hill Australia Pty Ltd 27 4 The opportunity cost is the potential benefit that is given up when one course of action is chosen over another, in this case it is the benefits forgone by not implementing the TQM program. There are many benefits associated with the TQM program such as the cost savings in all four categories of quality related costs, measured in the cost of quality report. However the COQ report does not provide a complete picture of the opportunity cost savings that would have been given up if LNTL had not proceeded with TQM. Other benefits forgone by not implementing TQM would include the contribution margin on future sales that are lost because of poor quality products getting into the market. These ‘costs’ are difficult to measure, as unlike other quality costs, they are not recorded within the transaction-based accounting system. However they can be very important to the long-term viability of a business. Chapter 16 Solutions Manual to accompany Management Accounting: Information for Creating and Managing Value 6e by Langfield-Smith, Thorne and Hilton. Copyright 2012 McGraw-Hill Australia Pty Ltd 28 SOLUTIONS TO CASES CASE 16.48 (80 minutes) Activity-based costing; activity-based management; non-valueadded costs; BPR; target costing: manufacturer 1 There are many possible answers here. The Adelaide company might be able to price its mettwurst at $5.50 because: it has modern manufacturing facilities that enable it to produce at a cost much lower than Schmidtke’s it may have an ABC costing system that gives it an accurate picture of the cost of producing mettwurst it may not use a cost-based pricing system it may only make mettwurst in large production runs it may produce a much larger annual volume than Schmidtke’s and achieve substantial economies of scale. 2 The absorption cost per stick of mettwurst = $7.00 / 1.40 = $5 3 Absorption costing systems tend to overstate the cost of high-volume products, like the mettwurst, and understate the cost of low-volume products. This is due to the application of manufacturing overhead costs using a volume-based cost driver, when many of the manufacturing overhead costs are not driven directly by the volume of production but by other factors, such as the number of batches produced. Schmidtke’s plant-wide rate assumes that each product consumes overhead resources in direct proportion to the amount of direct labour it consumes. In fact different products are likely to have different overhead consumption patterns that are not necessarily related to the amount of direct labour they require. High-volume lines, like the mettwurst, tend to consume fewer overhead resources than is assumed in the average plant-wide overhead rate and low-volume products tend to consume more. High-volume products require less than average overhead support because they are simple to make and they are produced in relatively large batches. Large batch sizes mean relatively low per unit costs for batch-related activities. 4 The target cost = $5.50/1.40 = $3.93. Chapter 16 Solutions Manual to accompany Management Accounting: Information for Creating and Managing Value 6e by Langfield-Smith, Thorne and Hilton. Copyright 2012 McGraw-Hill Australia Pty Ltd 29 5 Candidates for elimination as non-value-added activities may vary from one student to another. Possibilities and reasons for the classification as non-value-added are given below. Remember a non-value-added activity is one that does not add any value in the eyes of the customer or for the business and, therefore, can be eliminated. Activity Reasons the activity is non-value-added Inspect meat If use quality supplier could eliminate the need for incoming inspection without any detriment to the customer. Dispose of substandard meat If use quality supplier there would be no substandard meat. Move to mincing room If plant layout was improved and automated material handling was introduced this activity could be eliminated or reduced with no detriment to the customer. Load mincer If automate loading, and/or increase mincer capacity this activity could be eliminated or reduced with no detriment to the customer. Unload mincer If automate unloading, and/or increase mincer capacity this activity could be eliminated or reduced with no detriment to the customer. Move to mixing room If plant layout was improved and automated material handling was introduced this activity could be eliminated or reduced with no detriment to the customer. Load mixer If automate loading, and/or increase mixer capacity this activity could be eliminated or reduced with no detriment to the customer. Unload mixer If automate unloading, and/or increase mixer capacity this activity could be eliminated or reduced with no detriment to the customer. Move to packing room If plant layout was improved and automated material handling was introduced this activity could be eliminated or reduced with no detriment to the customer. Move to smokehouse If plant layout was improved and automated material handling was introduced this activity could be eliminated or reduced with no detriment to the customer. Move to truck If plant layout was improved and automated material handling was introduced this activity could be eliminated or reduced with no detriment to the customer. We do not know much about the other activities but it may be possible to reduce their cost by making them more efficient. Chapter 16 Solutions Manual to accompany Management Accounting: Information for Creating and Managing Value 6e by Langfield-Smith, Thorne and Hilton. Copyright 2012 McGraw-Hill Australia Pty Ltd 30 6 The non-value-added activities must be analysed to identify their root-cause cost drivers. In searching for root cause cost drivers it is necessary to go beyond the obvious and seek out basic causes. Once the root-cause cost drivers have been eliminated, the company needs to work towards reducing and eliminating them. Possible root cause cost drivers include: Activity Possible root-cause cost driver Inspect meat Wrong supplier. Inappropriate procedures in selecting suppliers. Poorly specified supply contracts As above Poor plant layout. Outdated machinery. Insufficient technical/engineering knowledge Outdated machinery. Machine capacity too small. Insufficient technical/engineering knowledge Outdated machinery. Machine capacity too small. Insufficient technical/engineering knowledge Poor plant layout. Outdated machinery. Insufficient technical/engineering knowledge Outdated machinery. Machine capacity too small. Insufficient technical/engineering knowledge Outdated machinery. Machine capacity too small. Insufficient technical/engineering knowledge Poor plant layout. Outdated machinery. Insufficient technical/engineering knowledge Poor plant layout. Outdated machinery. Insufficient technical/engineering knowledge Poor plant layout. Outdated machinery. Insufficient technical/engineering knowledge Dispose of substandard meat Move to mincing room Load mincer Unload mincer Move to mixing room Load mixer Unload mixer Move to packing room Move to smokehouse Move to truck Overall, the cost driver analysis indicates that the company should evaluate increased automation, especially in the material handling area, coupled with improved plant layout. There also appears to be a need to improve supplier selection. 7 Probably it needs business process re-engineering because the process is so badly set up and needs complete reorganisation and re-thinking of the way it is carried out. 8 Assuming that by the next year of operations the company has been able reduce the cost of each non-valueadded activity by 30 per cent, the activity-based cost per unit (including direct material) will be: Chapter 16 Solutions Manual to accompany Management Accounting: Information for Creating and Managing Value 6e by Langfield-Smith, Thorne and Hilton. Copyright 2012 McGraw-Hill Australia Pty Ltd 31 Annual volume 5000 sticks Batch size 250 sticks Inspect meat $450 Dispose of substandard meat 375 Move to mincing room 360 Load mincer 810 Operate mincer 1 500 Unload mincer 630 Move to mixing room 270 Load mixer 900 Operate mixer 2 400 Unload mixer 720 Move to packing room 225 Pack meat into skins 2 500 Move to smoke house 300 Move to truck 750 Annual cost of all direct labour and manufacturing overhead activities $12 190 Mettwurst Bill of activities Activity cost per unit Direct material cost per unit Manufacturing cost per unit 9 $2.438 2.160 $4.598 The selling price that would be obtained on a 40 per cent mark up of the ABC manufacturing cost is $6.44 (rounded), which is 93.7 cents above the competitor’s price for mettwurst. Schmidtke’s may be able to compete effectively at this price, given its longstanding reputation. If not, the company should drop its price to $5.50. It should continue to pursue the reduction of its non-value-added activities which will ensure the required 40 per cent mark up is earned before long. CASE 16.49 (60 minutes) Conventional approaches to control; activity-based management; performance measures: manufacturer 1 There are three major problems with the existing approach to planning and control. First, it focuses solely on financial performance, and ignores performance in other key areas, such as quality and delivery. Hans’ father controlled all these factors without any planning and control system. However, as the company has grown and the organisational structure has become more complex, it is not possible for Hans to control all areas in an informal manner. Second, the measures of financial performance are very rough. The budget is based on last year’s results plus some adjustment for planned changes. This means that any inefficiencies last year are built into the budget for this year. There is no understanding of cost behaviour and, therefore, no accurate projection of budgeted costs. Third, the sole emphasis on short-term financial performance can encourage non-goal congruent behaviour. Short-term profits can be improved by deferring discretionary expenditures such as research and development, staff training or product promotion, which can have a detrimental effect on profit over the longer term. 2 No. Standard costing variances are likely to be untimely and too aggregated, particularly the overhead variances, which consist of many different costs. The real problem is that the standard costing variances are not actionable as they report the consequences, not the causes of problems. Also, the manufacturing overhead variances are based on budgeted variable overhead costs, which are assumed to be driven by the volume of production (direct labour hours), and budgeted fixed overhead costs, which are assumed to be fixed regardless of the volume of production. In the modern business environment, it is likely that manufacturing overheads are a major cost and a large part of manufacturing overhead is driven by factors other than production volume. The standard costing system would probably have been confined to the manufacturing department, as it is difficult to build meaningful standards for non-manufacturing functions such as administration and marketing. Thus, its impact would have been limited. Chapter 16 Solutions Manual to accompany Management Accounting: Information for Creating and Managing Value 6e by Langfield-Smith, Thorne and Hilton. Copyright 2012 McGraw-Hill Australia Pty Ltd 32 3 To identify the areas of performance, the company should draw up a strategic plan and identify the areas of strategic importance. This has not happened at Schmidtke’s. However, the company has a long history of fine quality and reliable delivery performance, so it appears that both quality and delivery are important measures. Because Schmidtke’s is being out-priced, costs (and various root cause cost drivers) will be an important performance measure. 4 Activity-based management will definitely focus on managing activity costs, or more specifically the root causes of those costs, and help the Schmidtkes to improve their cost structure if necessary. An ABM system can also have quality and delivery measures built in as part of it. 5 The root-cause cost driver could be purchases of poor quality inputs. The measure for the preceding stage could be a percentage of meat accepted. 6 Heidi could measure performance for each process, rather than for each activity. Alternatively, she could focus on a few key activities. She may want to focus on issues that are of critical importance at the moment and introduce the measures gradually. 7 Unlike the balanced scorecard approach, it does not necessarily drive the performance measurement system from key strategies. Neither does it recognise the different performance information requirements of the various levels of management. Nor does it ensure that the performance measures selected for the lower levels of management are the key drivers or causes of the performance in strategically important areas. Also, the activity-based approach does seek to identify the factors that are driving or impeding performance by taking a process view and focusing on the relationship between suppliers and customers right across the organisation. CASE 16.50 (45 minutes) Measuring and managing quality costs: manufacturer 1 Landers Ltd Quality cost report Internal failure costs: Rework on defective wheels Engineering costs to correct production line quality problems Lost contribution on time to correct production line quality problems Cost of faulty components that are scrapped Cost of rewelding faulty joints discovered during processing Cost of faulty bikes that are scrapped after finished goods inspection External failure costs: Cost of replacement bikes provided under warranty Cost of bikes returned by customers and scrapped Cost of repairs under warranty Sales commissions on faulty bikes returned by customers Contribution margin forgone on bikes returned by customers Contribution margin forgone on lost future bike sales Prevention costs: Cost of quality training programs Appraisal costs: Quality inspection in the goods receiving area Quality inspections during processing Laboratory testing of bikes and components Operating an X-ray machine to detect faulty welds Inspection of each bike put into finished goods warehouse Total quality costs 2 Current month’s cost Percentage of total $8 000 15 000 25 000 4 000 19 000 10 000 81 000 4.4 8.2 13.6 2.2 10.4 5.4 44.2 5 000 5 000 1 000 500 1 000 5 000 17 500 2.7 2.7 0.55 0.3 0.55 2.7 9.5 3 000 3 000 1.6 15 000 23 000 13 000 15 000 16 000 82 000 $183 500 8.2 12.5 7.1 8.2 8.7 44.7 100.0 The cost of quality report indicates that Landers costs of quality are very high compared to the overall manufacturing costs (over 30% of manufacturing costs). It appears that the company achieves its high quality Chapter 16 Solutions Manual to accompany Management Accounting: Information for Creating and Managing Value 6e by Langfield-Smith, Thorne and Hilton. Copyright 2012 McGraw-Hill Australia Pty Ltd 33 through extensive appraisal activities. These appraisal activities result in a very high level of internal failure costs and relatively low external failure costs, as quality problems are detected before the bikes leave the factory. Prevention costs are very low. The company could reduce its cost of quality by increasing its expenditure on prevention activities. Effective prevention activities should help the company get to the point where bikes and components are made right the first time. In this environment it will be possible to reduce the level of appraisal activities. Internal failure costs will also go down. 3 It was impossible to identify the cost of quality from the existing accounting system. Many of the quality costs were hidden in manufacturing overhead cost accounts. Also some of the costs, such as contribution forgone on current and future sales, are not recorded in conventional accounting systems. Chapter 16 Solutions Manual to accompany Management Accounting: Information for Creating and Managing Value 6e by Langfield-Smith, Thorne and Hilton. Copyright 2012 McGraw-Hill Australia Pty Ltd 34