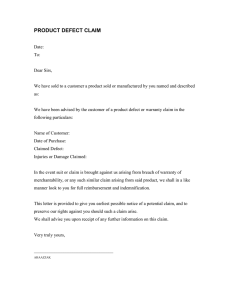
How to use 1. Handling Defects 2. Material Defects 3. Process Defects Anodizing Defects Catalogue Photo Gallery 1.1 Paper Corrosion Category: Handling defect Sub category: Packaging defect Defect type: Pitting Defect visible after: Anodising Defect Description: Random spots on the surface in dedicated areas having been in contact with packaging material / spacing materials. Defect cause: This form of pitting can be caused by the contact of aluminium with paper or corrugated cardboard, used to interleave layers of extrusions or sheet, especially when a consignment becomes moist in transit or storage.The corrosion is initiated by acid radicals, principally chloride or sulphate, present in the wrapping or spacing material Defect remedy: Using wrapping paper or spacing material of a controlled composition and taking precautions to prevent the package becoming wet during storage or transit should inhibit this form of corrosion. A typical specification for wrapping paper would be: Moisture content 6 to 7%; Chlorides as NaCl 0.003 to 0.025%; Sulphates: 0.025% maximum; Acidity or Alkalinity: 0.05% calculated as sulphuric acid or sodium hydroxide. The paper should be completely free from any copper salts. 1.1 Paper Corrosion - Defect Picture 1 1.1 Paper Corrosion - Defect Picture 2 1.2 Atmospheric Corrosion Category: Handling defect Sub category: Packaging defect Defect type: Pitting Defect visible after: Etching / Anodising Defect description: Pitting of surface is found on faces or only one face oft the workpiece which is/are exposed to the atmosphere. Often a sharp borderline exists among the pitted area and satisfactory area. The pits often develop along die lines on extrusions, where the natural oxide layer is the weakest. The pits aren´t clearly visible until the material is etched or anodized. Defect cause: The atmospheric corrosion is caused by dissolution of the MgO/Al2O3 film by acidity in the atmosphere and is accelerated by any condensation. Often in industrial environment respectively metal working industry the atmosphere can be intermittently or constantly strongly corrosive (acid mist, gaseous oxide of nitrogen or sulphur ca be occurred by plating or etching steps, from pyrometallurgical processes or heat-treatments. Defect remedy: This defect can be reduced by storage the workpieces in clean, non-corrosive, dust free and dry atmosphere with a constant air humidity and warm temperature (not below the dew point). Also ensure that all workers wear suitable clean cotton gloves while handling with workpieces. The best way to avoid this type of defect is to etch and anodise as soon as possible after extrusion. Recovery is only possible with stripping off the anodic film and remove the pits mechanically. 1.2 Atmospheric Corrosion - Defect Picture 1 (after 10 years industrial atmosphere) 1.2 Atmospheric Corrosion - Defect Picture 1 (after 20 years urban atmosphere) 1.3 Fingerprint Corrosion Category: Handling defect Sub category: Anodising defect Defect type: Pitting Defect visible after: Etching / Anodising Defect description: Pitting pattern having a distinct finger print shape. It is not normally visible at the mill finish stage but is enhanced by the etching and anodizing processes Defect cause: Perspiration is acidic and contains chloride ions and removes the magnesia film present on the 'as extruded' 6063 extrusions resulting in rapid localised corrosion of the aluminium substrate. Defect remedy: Cotton gloves be worn when handling ‘mill finish’ aluminium. 1.3 Fingerprint Corrosion - Defect Picture 1.4 Spacer Marking Category: Handling defect Sub category: Packaging defect Defect type: Non-uniformity Defect visible after: Anodising Defect description: Transverse stripes (positioned where the spacers have been) which may be darker or lighter than the adjoining surface, depending on the angle of the incident light. Defect cause: The transverse stripes are initiated by water or moisture from the linishing coolant or spacers and cause mild corrosion. Defect remedy: To avoid this defect paper covered soft foam or rubber spacers of low moisture and acid content should be used. The workpieces should be anodized as soon as possible after linishing and polishing. 1.5 Fretting Corrosion / Traffic Marking Category: Handling defect Sub category: Packaging defect Defect type: Non-uniformity Defect visible after: Etching / Anodising Defect description: Black or grey dull marks with short scratches, rills and pits. They are not necessarily directional but, in case of extrusions the marks have an orientation almost perpendicular to the extrusion direction. Defect cause: Fretting corrosion or "traffic marking" is caused through extruded workpieces rubbing together while in transit due to poor packing or inadequate use of spacers between the workpieces. The rubbing or fretting of the workpiece produces a fine aluminium dust which oxidises fast and a very hard alumina is produced. This alumina causes rapid and cumulative local abrasion. Then pitting occurs where the abrasive action of the alumina removes the natural protective oxide coating on the aluminium workpiece. The defect appears after etching but, normally the defect is visible on the mill finish surface. Defect remedy: If possible avoid direct metal to metal contact while the transport. Ensure that when packed the extrusions are suitably interleaved and tightly held together in the packing case or strapped bundle. Qualanod Links Contact Imprint