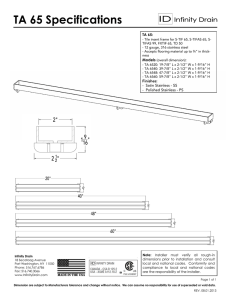
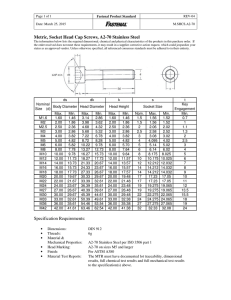
technical trends Seeking high strength in PM stainless steels Joe Capus looks at recent Höganäs research that suggests that PM stainless steel formed using liquid-phase sintering can compete with wrought stainless steel when it comes to strength and cost. H eat-treatable, highstrength stainless steels, such as stainless cutlery — surgical instruments, and stainless steel razor blades – are not commonly produced by press-andsinter PM. Even near-full-density MIM is mostly limited to 316L and 17-4PH stainless compositions. However, recent research at North American Höganäs (NAH) have highlighted the possibilities of achieving strengths on a par with wrought high-strength stainless while taking advantage of the net-shape manufacturing capabilities of PM. The first of these studies took a close look at the influence of residual carbon content on the mechanical properties of PM 17-4PH stainless steel in both the as-sintered and heat-treated conditions. 17-4PH stainless was first developed in wrought form more than fifty years ago, and belongs to a group of martensitic precipitation-hardening steels that can achieve high strength and toughness. These steels are generally austenitic at the solution-annealing temperature but transform to martensite on cooling. Hardening is accomplished by reheating or ageing at a moderate temperature around 500-600°C. 17-4PH has a nominal composition of 17% chromium, 4% nickel, 4% copper, and 0.3% niobium. The composition is carbon-free and balanced to facilitate the desired phase transformations. Both carbon and nitrogen can 30 MPR September/October 2010 affect this balance and interfere with full hardening properties. This alloy composition has been successfully employed for many years in aerospace applications, including the space shuttle. As fine powder, 17-4PH has also found successful applications in MIM, where sintering to near-full density allows mechanical strength and corrosion resistance properties to approach those of the wrought material. In fact, 17-4PH and 316L stainless steels have become the most popular alloys employed in injection moulding. Press-and-sinter route Prasan Samal and colleagues at NAH and its parent company have looked into the prospect of developing highstrength 17-4PH material by the conventional press-and-sinter route. A major hurdle was that these complex, highlyalloyed powders are not the most compressible materials. Another factor was the influence of residual carbon in the powder on the structure and mechanical properties. Nevertheless, the work showed that despite the density limitations of the press-and-sinter processing, attractive combinations of strength and ductility could be obtained with the right heat-treatment cycle. Laboratory tests were made using a commercially-available grade of wateratomised 17-4PH powder, nominally minus 100 mesh with a minus 325 mesh (45 microns) content of 47%. This was mixed with 1% lithium stearate and small amounts of graphite to produce test blends containing zero, 0.06%, 0.09%, and 0.12% graphite. With these levels of graphite addition, the residual carbon contents obtained in the sintered samples largely represent the residual carbon levels resulting from inadequate delubrication that can occur in commercial sintering operations. Test bars compacted at 55 tsi (760 MPa) were sintered, after de-lubricating in hydrogen, Table 1. Mechanical properties and carbon contents of sintered PM 17-4PH, solution-annealed and aged at 552°C. After Prasan Samal et al. (Ref.1). Carbon, % UTS (MPa) Y.S. (MPa) Elong. (%) Hardness (HRB) 0.021 1032 946 3.2 95 0.035 949 854 4.0 93 0.055 934 843 1.8 92 0.062 894 809 1.6 86 0026-0657/10 ©2010 Elsevier Ltd. All rights reserved. 7.2 g/cm3 attractive properties are obtainable in a PM processed 17-4PH, provided that the residual carbon level is no higher than 0.04% and the material is aged at 552°C. Liquid-phase sintering Figure 1. Effect of residual carbon on UTS and elongation for PM 17-4PH stainless steel, aged at 552°C. (After Prasan Samal et al.1) in a batch furnace at 1275°C for 45 min, also in pure hydrogen. Samples were cooled at 2°C/sec after sintering. Compacted densities of 6.30 g/cm3 rose to 7.12-7.22 g/cm3 after sintering, with the higher carbon content samples showing the lower densities, postulated as due to the increased percentage of acicular martensite as carbon rose. Influence of heat treatment To determine the influence of postsinter heat-treatment, a portion of the as-sintered samples were solutionannealed at 1065°C for 90 min in a low-pressure hydrogen atmosphere (per SAE Aerospace Materials Specification AMS 2759/3D), followed by cooling at 2°C/sec, then ageing at either 482°C for 2 hrs or 552°C for 4 hrs in a nitrogen atmosphere. Tensile test results (standard dog-bone test-pieces) showed the influence of treatment and carbon content. In the as-sintered condition, tensile and hardness properties were little affected by carbon levels, with UTS averaging between 856 and 874 MPa, elongation between 2.5 and 3.1%, and hardness at 83-89 HRB. A stronger influence of carbon content was seen after solution treatment and ageing, with both strength and elongation declining as carbon increased. The maximum strength was found after ageing at 482°C but the elongation levels were poor, averaging between 0.9 and 1.5%. A better combination of tensile properties was found after ageing at the higher temperature (552°C), with UTS averages falling from 1032 to 894 MPa as the carbon level increased from 0.021 to 0.062% (see Table 1). The lower carbon samples also gave superior ductility, with average elongation of 3.1-4.0% for 0.021% and 0.035% carbon, versus 1.6 -1.8% for 0.055% and 0.062% carbon (Figure 1). Although strengths obtained in these samples were lower than for wrought or even MIM 17-4PH, the values were higher than found in alternative press-and-sinter PM ferritic, martensitic or austenitic stainless steel materials. The overall results showed that with sintered densities of at least In a subsequent project, Samal and colleagues pursued the study of highstrength PM martensitic stainless steel in an exploration of densification by liquid-phase sintering. In this study, the composition/alloy system was modelled on the hardenable martensitic wrought AISI 440C composition. (In the wrought 440 series, based on 17% Cr-1% Mo, the 440A material contains 0.60-0.75%C, 440B has 0.75-0.90%C, while the 440C alloy has a carbon range of 0.95-1.20%). In its wrought form, 440C stainless has applications in the production of cutlery, food-processing/ canning equipment, surgical and dental instruments, scissors, springs, valves, gears, and so on. Due to its hardness and low formability in the annealed condition, wrought 440C has limitations in the production of components. However, the near-netshape processing capabilities of PM and MIM opens the door to cost-effective production in a variety of applications requiring high wear and corrosion resistance. The proviso, of course, is the achievement of full or near-full density. Samal and colleagues devised a programme to test the production of nearfull-density 440C by the liquid-phase sintering of a mix based on a low-carbon powder of similar alloy composition. Graphite and ferro-boron were added to 434L stainless steel powder, which has the same 17Cr-1Mo composition but no carbon (see Table 2). The mix composition by weight was 97.9% annealed 434L, 1.35% fine graphite, 0.25% ferro-boron, and 0.50% lithium stearate. Standard test-pieces were compacted at 55 tsi (760 MPa) to maximize the green density and minimize shrinkage during sintering. Both delubrication and sintering were done in pure hydrogen. Table 2. Composition and Properties of 434L Base Powder, wt.%. (After Prasan Samal et al.2) Alloy Fe Cr Mo Si Mn P S C N O AD, g/cm3 % <44 µm 434L Bal 16.8 0.94 0.82 0.13 0.015 0.011 0.024 0.035 0.22 2.85 53 32 MPR September/October 2010 metal-powder.net Table 3. Density and Mechanical Properties of Sintered and Heat-treated PM 440C Stainless Steel. (After Prasan Samal et al.2) Material Metallurgical condition 440C – This study As-sintered Sintered density, g/cm3 Hardness HRC U T S, MPa (KSI) Yield strength, MPa (KSI) Elong, % 7.70 39-42 738 (107) 730 (106) 1.0 440C – This study Heat treated – As Quenched 7.70 56-58 NA NA NA 440C – This study Heat treated & Tempered 7.70 56-59 752 (109) 710 (102) 2.8 Wrought 440C Heat treated & Tempered 7.75 57-60 896-1930 (130-280) 620-1860 (90-270) 1.0-2.0 MIM 440C Heat treated & Tempered 7.50 43 620 (90) 410 (59.5) 2.0 Figure 2. Microstructure of as-sintered PM 440C, etched in glyceregia. (After Prasan Samal et al.2) An initial sintering test at 1260°C did not achieve the targeted density (of 7.60 g/cm3), but further sintering tests at 1271°C successfully reached the target of >98% theoretical density (>7.60 g/cm3). Both ‘dog-bone’ and TRS test-pieces were produced. The cooling rate from the sintering temperature to 538°C averaged 0.70°C/sec. Samples were tested as-sintered and after a subsequent heat-treatment to maximize hardness. The latter involved soaking at 1052°C for 20 min in vacuum, followed by airquenching and sub-zero cooling to below minus 75°C to convert any remaining austenite to martensite. One set of ‘dogbone’ tensile test-pieces were tempered at 163°C for 30 min. Microstructural examination of the as-sintered material showed fine primary carbides within grains and secondary carbides along metal-powder.net Figure 3. Microstructure of heat-treated (as-quenched) PM 440C, showing carbide precipitates in a coarse martensitic matrix. Etched in glyceregia. (After Prasan Samal et al.2) grain-boundaries in a fine martensitic matrix (Figure 2). After heat-treatment, the as-quenched microstructure showed References [1] P. K. Samal, N. Nandivada, I. Hauer, “Properties of 17-4PH Stainless Steel Produced via Press and Sinter Route”, Advances in Powder Metallurgy & Particulate Materials – 2008, Part 7, pp.109-120. [2] P. K. Samal, J. C. Valko, J. D. Pannell, “Processing and Properties of PM 440C Stainless Steel”, Advances in Powder Metallurgy & Particulate Materials – 2009, Part 7, pp. 112-121. fine primary carbides in a coarser martensitic matrix (Figure 3). The mechanical properties are summarised in Table 3. Results indicated that the liquid-phasesintered 440C had hardness and tensile properties on a par with wrought 440C, even with a slightly lower density (7.70 vs 7.75 g/cm3), and compared favourably with MIM 440C. Shrinkage during sintering was found to be between 5.0 and 5.5%. A positive result Despite the obvious problem of controlling dimensional tolerances with this large degree of shrinkage, the authors believe that liquid-phase sintering of PM 440C stainless offers an attractive economic alternative to wrought and MIM processes. September/October 2010 MPR 35