Transformer
Design Review as a powerful
diagnostic tool
By
Victor Sokolov
Fourth AVO New ZealandInternational Technical Conference 2005
TRANSFORMER DESIGN REVIEW AS A POWERFUL
DIAGNOSTIC TOOL
Victor Sokolov
Scientific and Engineering Center ZTZ-Service Company
Abstract
The paper highlights Design Review as a powerful tool for condition assessment of
operating Power Transformers. Supported cases of history are presented
Introduction
Determining the probable condition of operating power transformers is a matter involving
many technical considerations. Historically developing transformer population has been
accompanied with constantly advancing design techniques. Looking back into 60th and 70th we
can find a number of design deficiencies attributed to underestimation of stray losses, inadequate
thermal and short-circuit performance, etc. For instance, design analysis to determine winding
the hot spot rise with modern design tools for 80 different transformers manufactured between
1960 and 1992 shown that 70% of the transformers had an actual hot spot higher than the ANSI
limit of 800C, and 30% of the units had the hot spot rise higher than 900C [1].
Most units are designed to meet individual utility specifications involving significant difference
in design requirements, features, and safety factors. Specification is a living document; which is
constantly changing under influence of service experiences, especially failures experiences.
The manufacturers may have different policies on adding margins to minimum requirements
according to testing standards and in-house experience.
Hence all large transformers are individuals and two units of the same style number can have a
totally different “service health and age». Design Review can be the only effective means to
identify peculiarities available.
Design Review is a critical step in a Transformer Life Management program.
The life of a transformer may be introduced as the change of its condition with time under
impact of thermal, electric, electromagnetic and electrodynamics stresses, as well as under the
impact of various contamination and aging processes. A failure occurs when the withstand
strength of the transformer with respect to one of its key properties is exceeded by operating
stresses. Therefore Identification the locations with minimum safety margin would be critical to
anticipate likely problems
Design review is a key procedure to answer the questions: What defects and faults can be
expected in particular transformer components related to the particular functional subsystem?
What is the possible path of defect evolution into the malfunction, and then into failure?
Relevant Failure model allows minimizing diagnostic program and selection the most economic
tools. Design Review could be also effective tool for determination a scope of repair of failed
transformer.
This paper presents some aspects of design review, which would likely assist to recognize an
operating transformer better.
Fourth AVO New ZealandInternational Technical Conference 2005
Failure-modes versus transformer application, power and class of voltage
Effect of transformer application
Transformer application impacts significantly on design and possible failure modes. Failure
statistic would be the most convenient instrument to understand the difference in reliabilityrelated problems versus transformer application.
ZTZ-Service database covers failure events since 1965-66. Observed equipment include large
power transformers of different application including over 5,000 of units rated 100 MVA and
above, auxiliary power plants transformers (over 700 units) and shunt reactors 400-750 kV (over
260 units). Since 1994 date-base have been supplementing also with collection of worldwide
failure events. Table 1 allows examining failure-modes of generator, auxiliary and transmission
transformers separately. and compare with relevant data reported in 1996-98 by Doble clients
(52 failures).
Transmission transformers:
Over 30% of failures are associated with dielectric –mode damage of winding insulation
(basically HV windings) whereas thermal mode failure rate still does not exceed 5%. Average
age of the transformers failed for the last 5 years is 20.5 years. 32% failed after 25 years and
9.4% before 5 years in service.
Insulation contamination, winding movement (especially common and tertiary) and particularly
bushing insulation deterioration found to be subjects for diagnostic priority
Generator step up transformers
Dielectric –mode failures involving basically HV windings insulation make up to 50% of total
numbers however number of thermal mode failures has been markedly increasing for the last
years. Generator transformers have exhibited also a substantial number of failures due to leads
and connections overheating.
Average age of the transformers failed for the last 5 years is 21 years. 44% failed after 25 years
and 3% before 5 years in service.
Auxiliary power plant transformers
Subjects for diagnostic priority should be OLTC: insulation impairment (diverter switch
particularly) and contacts overheating; the condition of leads insulation and connections ;
mechanical state of winding under effect of short circuit stresses and over current events
followed to energizing rotating machines (radial distortion of LV windings and twisting and
tilting of Tap windings). Winding insulation failures occur basically due to free water
permeating.
Fourth AVO New ZealandInternational Technical Conference 2005
Failure -mode
Dielectric
Table 1
Major failures of power transformers
Component
Doble
clients
1996-1998,
>100MVA
23
ZTZ-Service 2000-2005,%
GSU
Auxiliary
Auxiliary
>100
unit
Start up
MVA
37.8
7.1
28.5
Trans
mission
>100MVA
14.3
13.4
11.2
21.4
7.2
17.3
5.8
13.3
-
7.2
4.8
Thermal
Winding minor
insulation
Major insulation
Major leads
insulation
Conductor insulation
Mechanical
Winding distortion
12.5
4.4
14.3
28.5
9.5
Magnetic circuit
5.8
4.4
-
-
4.8
Current carrying
Core/magnetic
shields*
Leads, connection
3.8
13.3
14.3
-
3.2
Accessories
Bushing
9.6
13.3
-
14.3
38
OLTC**
Insulation
Contacts overheating
DETC
15.4
4.4
2.1
14.3
14.3
-
7.9
3.8
42.8
21.4
21.4
-
-
100%
100%
100%
100%
100%
Total
*Only force outages considered
** Only major failures
Effect of power & voltage
Peculiarities of large power transformers are associated with huge amount of heat dissipation,
dramatic effect of stray flux and extremely high electrodynamic stresses.
A conditional verge below and above 100 MVA could be used in order to anticipate a negative
effect of winding stray flux.
Rise in class of voltage results in increase of electric field intensity and particularly in increase of
amount of electrically stressed insulation.
Due to a low stray loss component in transformers 35-110 kV below 100 MVA faulty gas
generation is typically involves overheating of current-carrier connection (dangerous case) or
just penetration of gases into the main tank from OLTC compartment, whereas in large unit this
phenomenon is often results from overheating under effect of stray flux (not very dangerous
case).
Surface discharge and creeping discharge can occur if electric field stress is large enough.
Accordingly Voltage class of prone to damage winding major insulation is typically 220 kV and
above
Due to a huge dissipated energy, significant stray flux and complex insulation structure large HV
transformers more disposed towards localized insulation heating and early aging deterioration.
Transformers over 220 kV have a large amount of so called “thin cellulosic structure” contacted
with bulk of oil and more susceptible to moisture, particles and oil aging by-products
Fourth AVO New ZealandInternational Technical Conference 2005
Amount of water- adsorbing cellulosic insulation in transformers 35-110 kV is relatively small.
Correspondingly different transformers require different approach to identification of insulation
deterioration.
What diagnostic-related information one can get from the name-plate data?
The name-plate data may advise a rough idea on identification of the transformer composition,
namely of number on windings, their connections and approximate disposition, voltage/ current
distribution, as well as understanding the type of LTC, bushings, and cooling system
AC voltage variation may suggest possible variation of flux either in the core leg (e.g. step-up
autotransformer, regulation in neutral of HV winding) or in the core yoke (e.g. step down
autotransformer).
Insulation level and ratio of BIL/ 1min AC test voltage and rated voltage may advise sensitivity
of insulation to service contamination
Value of leakage impedance (Usc%) provides information about through fault current and
possible level of short-circuit stress. E.g. value of Usc <12% for transformer >80MVA would
require a special analysis of short-circuit performance. On the other hand Usc >16-18% would
mean a high value of stray flux and possible heating of metallic parts linked with stray flux.
Comparatively low Usc =12-13% for a large (over 400-600 MVA) generator transformer would
suggest presence in construction two HV and maybe two LV windings.
Current value over 1000 Amps through connection would require a special attention to possible
contact deterioration, particularly connections of draw rod bushing.
Comparison of maximum rated current of transformer, bushings, and maximum rated throughcurrent of OLTC allow to anticipate possible thermal behavior of the components
For example: GSU single phase transformer 350 MVA was provided with Tap Changer of rated
through-current 1600 Amps. According to IEC 60542 maximum rated through current of LTC
shall be at least by 120% above the maximum current of transformer
In this case maximum current of HV winding was 1560 A and ratio of maximum current of
LTC and Transformer is only 102.6 %. Generator transformer is operated with typically rare
taps changing and very susceptible to LTC contacts deterioration (film coating formation).
Increasing contact resistance e.g. up to 100 microohms would form local heater over 200 W and
inevitable cooking. Several cases of diverter switch contacts failures occurred.
Identification of a transformer basic model for anticipating likely weak spots
The following factors determine transformer basic model:
• Magnetic circuit : core form or shell form.
For three phase core form design number identification of a number of limbs (three limbs or fife
limbs) is important
• Windings arrangement and AC voltage distribution
• Structure of major insulation
Fourth AVO New ZealandInternational Technical Conference 2005
Winding arrangement review may advise: What are the likely weak spots in major
insulation? Which winding could likely suffer under effect of short-circuit stress?
What’s diagnostic accessibility of design?
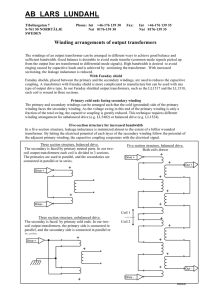
For instance, fig. 1 presents sketch of winding arrangement in the 500 MVA, 400/132/22 kV,
autotransformer with voltage regulating: in Series winding
132 kV
TW
RW
CW
400 kV
SW
Figure 1
Winding arrangement in the 500 MVA, 400/132/22 kV autotransformer.
Between regulating and tertiary winding is arranged grounded electrostatic shield
One can deduce that the most stressed insulation spaces are “Regulating winding-Grounded
Shield”,“Common winding-shield” and “Series winding-Common winding’
Possible rise of impulse voltage in the Regulating winding and Tertiary winding should be
considered.
Radial stability of the common winding and tertiary winding should be checked particularly.
Disposition of regulating winding suggests on limited resistance to radial stresses. Winding
would be very sensitive to any short-circuit between OLTC steps and the condition of OLTC
In service should be a subject of special attention.
Dielectric accessibility of insulation design is very low. It is practically impossible to assess the
insulation condition by means of any dielectric characteristics (tan delta, polarization spectra ,
whatever) because insulation spaces between the windings are shunted.
Identification of winding construction would be the next step, which allow to suggest
primary conclusion about dielectric, mechanical and thermal performance of the windings.
Type of the windings (layer, disk continuous, disk interleaving, helical, etc) , number of turns,
Number of sections /layers, and type of conductor should be of common interest.
From dielectric point of view subjects of interest are voltage between conductors and sections,
wire insulation thickness, size of radial cooling duct, and axial ducts under and over winding,
presence of capacitive rings/
A special attention should be paid to interleaving and tap windings.
Fourth AVO New ZealandInternational Technical Conference 2005
For assessment of mechanical performance the following parameters should be considered:
Max current density, A/mm2; Conductor yield stress in tensile at 0.2% offset ( 02 MPA) at the
design shot-circuit temperature; average diameter; number of spacer columns, strands
dimensions: height, thickness, and ratio of radial size of the strands (conductor thickness) and
average winding diameter.
For assessment of thermal performance are important to review the following
Max current density, A/mm2; wire strand height; radial dimension of section; wire insulation;
Ratio of radial dimension and strand height;
Spacer width; number of spacers (open cooling surface);
Cooling radial duct (considering possible bulging of strands insulation, CTC wire particularly)
Directed oil flow; Number of radial passes; Axial duct under and over winding, mm
Arrangement of insulation collars (possible block if cooling flow).
Performance of winding sections from the same wire height could result in a high eddy current
loss in top coils
Arrangement of insulation components can affect cooling oil flow (e.g. Fig.2)
Figure 2
Left: Disposition of barriers prevent oil flow into RW and TW area
Right: Arrangement of collars is blocked top coils area.
Estimation of dielectric safety margin and sensitivity to deterioration
The basic methodical procedures to review dielectric performance
•
•
•
•
Verification if the test voltages comply with Principle of Insulation Coordination
Calculation of test impulse voltage distribution across the minor and major insulation
Calculations and in-depth analysis of the electrical field considering all modes of test
voltages
Calculation of the dielectric safety margin on the basis of assessment of dielectric
strength in questionable areas including the dielectric strength across the barriers.
Incipient PD voltage is typically considered as characteristic of dielectric strength.
Fourth AVO New ZealandInternational Technical Conference 2005
BIL specification covers only a segment of insulation reliability
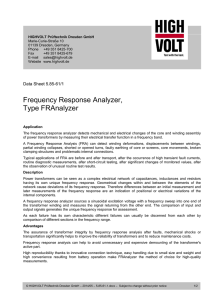
Case 1. 240 MBA, 240/115 kV autotransformer. Design review revealed two weak spots:
space between series and common windings and bottom part of the common winding in the
clearance “common-tertiary windings”(Fig 3).Estimation of the safety margin pointed at the
critical insulation space between series and common windings. Analysis revealed that while the
strength under full wave impulse level had a positive safety margin, a negative margin would be
under the effect of a switching surge (Table 2). Safety margin was estimated as a ratio of
expected withstand strength and stress applied.
Table 2
Safety margin in the autotransformer 240/110 kV.
(Oil axial duct under HV in the space between series-common windings)
Determinant Voltage
Safety margin , %
-8
-7
Induced 1 min (non specified)
Switching impulse 540 kV (non specified
11
Full wave 650 kV (specified)
HV
Series
LV
Common
LTC
Tap
TV
It’s important to emphasize that aging of oil and deposit of sludge in the locations of high field
intensity could significantly affect the impulse strength. The minimum breakdown voltage at
switching surges may decrease approximately by 15- 20 % after aging. Therefore a design safety
margin of less than 20% should be considered inadequate under most circumstances.
Assessment of oil oxidation state allowing sludge appearance was advised to maintain reliability.
Figure 3
Winding arrangement and weak spots in the 240/115 kV autotransformer
Fourth AVO New ZealandInternational Technical Conference 2005
Underestimating impulse overvoltage. This phenomenon is basically related to
underestimation of impulse transient function and effect of transient oscillations.
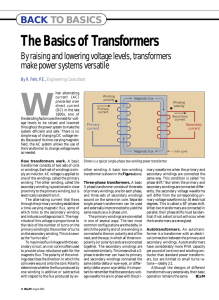
Case 2 40 MVA, 220/6 kV step down start-up auxiliary transformer at a Power Plant, which
was frequently subjected switching transient during vacuum circuit breaker commutations failed
due to short circuit between coils of Tap Winding (Fig. 4)
Figure 4
Short-circuit between the coils of Tap Winding
Design review shown that Tap Winding is mostly stressed. Whereas voltage between coils of HV
winding was 2.4 kV, that between the TW coils was 6.4 kV.
Analysis shown that voltage rise in TW depends on tap position.
Estimations shown a positive safety margin on rated, min and max positions, which are typically
verified by impulse test.
However the largest stress occurred when only one step was involved. In this case voltage
between the coils could reach critical level 80 kV. Moreover it was found that resonance
frequency is equal to 19-11 kHz and resonance can occur just during circuit breaker
commutation.
Assessment of diagnostic priority
Case 3 Family of 60 MVAR, 400 3 kV Shunt Reactors
A family of shunt reactors has been reviewed in order to develop failure model and main
objectives for diagnostic program [2]. It was found that insulation performance has been
determined by impulse withstand strength and occurrence of surface discharge across the
winding insulation (Table 3). Contamination of surface with conductive particles could reduce
impulse withstand strength below the critical level. Accordingly monitoring of conductive
particles in oil and PD tests were advised as a main diagnostic procedures.
Fourth AVO New ZealandInternational Technical Conference 2005
Table 3
Dielectric safety margin of major insulation n the shunt reactor
Safety margin
Component
Coil-to-coil
Switching surge
5.8
Lighting impulse
1.55
Turn-to-turn
10.8
6.6
Oil-barrier major insulation
2.6
1.75
Along the winding
1.27
1.17
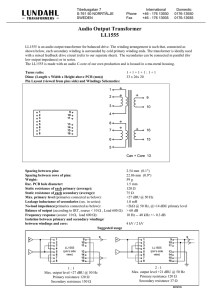
Case 4 Family of Generator Step Up transformers 417 MVA, 24/787/ 3 kV
Design review revealed the insulation space between the bushing and tank wall as the most
sensitive location, which practically determines operative reliability of the insulation
assembly [3].
Withstand strength of this space would depend predominantly on the condition of oil and also on
surface conductivity of pressboard barriers.
Thus the suggested diagnostic program was focused on prevention of the potential reduction of
dielectric strength of oil from particles, water including bound water absorbed with oil aging
products ; from any possible source of bubble evolution, as well as contamination of barriers
surface.
HV
LV
Figure 5
Location of minimum safety margin in 750 kV GSU transformer
Possible oil and barriers contamination should be a main focus of
condition monitoring
Fourth AVO New ZealandInternational Technical Conference 2005
Table 4
Estimation of dielectric safety margin in the 417 MVA 24/750// 3 kV GSU transformer
Safety margin
Insulation Component
Switching surge
Full wave Lighting impulse
HV turn-to-turn
4.8
1.75
HV coil-to-coil
3.5
1.41
Between HV-LV windings
HV-winding- tank
1.6
2.2
1.57
2.36
HV bushing-tank
1.2
1.26
Sensitivity to deterioration
It’s well known that contamination of insulation with water, particles, and bubbles causes a high
Risk of Critical Defective Condition in Dielectric system. However sensitivity of particular
insulation design to deterioration of dielectric withstand strength would be very variable.
Large oil gap. Large oil gaps, particularly those that not divided by barriers are very sensitive
to oil contamination with particles and also to distortion of electrical field on electrodes.
CIGRE WG 12.17 studied Effect of Particles on Transformer Dielectric Strength and collected
65 cases of failures attributed to particles contamination. It was found that nearly 90% of total
number occurred in the space between the HV bushing shield and the turret or between the HV
lead and turret or the tank wall. These locations are typical weak spot especially if there is no
barrier between electrodes
Several failure cases occurred due to poor performance of 500 kV bushing shield, namely hidden
defect of the metallic mesh with presence of sharp ages. (Fig.6). That resulted in PD activity
under effect of switching surge and power arc to the turret
Figure 6
Left: Hidden defect of metallic mesh of 500
bushing shield,caused short-circuit
from the shield to the turret
Right: Typical construction of bushing installation within the turret
Fourth AVO New ZealandInternational Technical Conference 2005
kV
Studies of the effect of water on dielectric strength of winding minor insulation [4] shown that
the most susceptible to dangerous effect of moisture would be “coil-to coil insulation” of
interleaving winding and tap helical type windings where coil-to-coil voltage make up to 3-10
kV or above.
A common subject of concern is possible releasing moisture vapor bubbles out of heated
conductor insulation during overloading.
Breakdown of oil duct due to free water. Poor or deteriorated top sealing of draw lead
bushings as well as poor sealing of explosion vent remained to be repeated worldwide cause
allowing penetration of rain water into transformer and resulting in of a sudden breakdown oil
duct between coils of HV or RW windings .
Figure 7
Short-circuit between coils due to introducing free water
Left: damage of 400 kV winding due to penetration of water through poor bushing top sealing
Right: Short circuit between coils of regulating winding disposed under explosion vent
Free water can pose hazard equally for 500 kV and 35 kV transformers however
sensitivity of construction to moisture differs drastically .
There have been a number of failures of 35-110 kV transformers associated with free water
penetration. In fact operating dielectric stresses in regulating windings of these transformers can
be nearly equal to those in 500 kV windings. Voltage between sections typically makes up 5-6
tap step voltage.
A special study of winding models shown that layer type winding with radial oil ducts between
sections can be very sensitive to moisture contamination. Some test results are depicted in Fig 8
confirming that severe moisture contamination can reduce breakdown voltage to the level of
operating voltage between sections.
On the other hand performance of winding without radial ducts makes it much less sensitive to
moisture.
Figure 8
Impact of moisture and temperature on breakdown voltage between winding coils
I-Model with oil duct: 1a-dried insulation; 1b-non-dried insulation;
1c-high moisture in oil and on surface
2-Model of layer winding without radial ducts
Bubbling form heated winding. So what? Dangerous effects of bubbles in oil lay in likely
PD occurrence at rated voltage. The question comes whether it would be dangerous for all type
of windings?
In accordance with Pashen’s low breakdown voltage of air bubbles e.g. d= 0.4 mm in diameter is
0.8-1.0 kV.
Bubble voltage (Ub) depends on coil-to coil voltage (Ucoil), oil duct thickness (S) and turn
insulation thickness (
d
Ub
⋅ U coil
(1)
ε air
ε air
d + ∆p
+S
εp
ε oil
Assuming dielectric permittivity of oil oil=2.2, air air=1, and paper
bubble can occur if coil-to coil voltage averages 5-10 kV.
p=3.8
we have that PD in
Therefore bubble evolution can pose hazard practically for interleaving winding and also for
some tap and layer type windings, whereas e.g. helical and disk continuous windings are likely
not sensitive to bubbles releasing.
Fourth AVO New ZealandInternational Technical Conference 2005
Estimation of Mechanical safety margin
The basic approach and methodology
•
•
•
Calculation of through fault current;
Calculation of short-circuit internal stresses;
Evaluation of conductor Strength, that characterizes an ability to withstand internal shortcircuit forces without damage;
• Evaluation of Rigidity factor that characterizes an ability to withstand internal forces
arising under deformations without fault;
• Evaluation of Radial Stability that characterizes ability to withstand internal forces
without disturbing initial state of equilibrium.
The guide used for assessment of short circuit performance was basically elaborated by
Dr. Lazarev (Transformer Research Institute, Zaporozhye) and include estimation of seven
safety factors coefficients:
•
•
•
•
•
•
•
strength under the action of radial forces;
rigidity under the action of radial forces;
stability under the action of radial forces;
strength in bending of conductors by axial electromagnetic forces;
strength in bending of conductors by radial electromagnetic forces;
stability to the conductors tilting;
strength under the action of axial forces.
Engineering analysis allows to pinpoint the winding which could suffer from short-circuit
Stress and also to advise likely form of deformation
Design review using modern method reveled that dynamic stability of old transformer design
was often not sufficient to meet specified stresses basically due to insufficient stability under
radial stresses.
Figure 9 Forms of loss radial stability
Left : Half-shifted form of loss stability. No radial support, insufficient compressive force
Right: Shifted form of loss stability. No radial support, sufficient compression force
Fourth AVO New ZealandInternational Technical Conference 2005
Case 5 Failure of 80 MVA, 80/33 kV step-down transformer.
Transformer failed due to dramatic distortion of LV winding (Fig 9). It was found that
transformer, which was manufactured in 1974 has alow radial stability (Tabl. 3). Taking into
account a long service life and inevitable loosing the winding claming half-shifted for of
deformation was expected
Table 3
Winding, tap position
RW, max
LV, max
HV, max
Safety margin
Radial
Axial
6.4
6.4
0.54
0.94
3.63
Figure 10
Radial buckling of LV winding after 3 phases short-circuit on LV side
Half-shifted form of deformation revealed.
Determination of effective set of maintenance actions on the base of engineering
analysis
Case 6 Generator Step Up transformers 417 MVA, 24/787/ 3 kV at Nuclear PP
Though fault event has been recognized as the most critical problem due to tremendous
concentration of power on the 750 kV bus bars . Three likely events with GSU transformers were
considered and evaluated: single-phase short circuit on the 750 kV side, three-phase short circuit
on the 24 kV side, and an internal flashover from the high-voltage winding-to-ground.
Possible radial distortion of the external layer of the LV winding was found to be the "weak
spot” in the case of a short-circuit fault on the 24 kV side especially on condition of releasing
winding compression forces.
The short-circuit current multiplicities was specified as 6.75. However considering possible
loosing of winding clamping the values exceeding 75% of the specified ratio (6.75 0.75=5.06)
has been defined as a "critical event", which would require checks of the possible winding
distortion.
Calculations also shown that in a case of internal short-circuit between "Lead (or bushing) 750
kV and Ground" the value of current would exceed 30 kA. It could result in an arc that would
Fourth AVO New ZealandInternational Technical Conference 2005
dissipate up to 135 MJ/s energy and in corresponding generation of gas with the rate up to 75
m3/s. Apparently, such catastrophic event must be prevented by all means.
Table 5
Through Fault Current in GSU Transformers
Event
Through-Fault Current
HV
LV
kA
Ratio
kA
Ratio
Single-phase short-circuit on 750 3.21
3.51
68.43
3.94kV
Three-phase short-circuit on 24
5.28
5.76
173.3
5.76
kV
Internal short circuit 750 kV to
30.5
ground
Normal
Ratio
6.75
Table 6
Safety margin of the windings under 3-Phase Short Circuit on 24-kV Side
Winding
Margin
Radial Stress Axial Stress
LV inner layer
LV outer layer
HV
2.9 - 5.8
0.9* - 1.7
-
2.26
1.26
1.27
* Considering release of compressive force
Assessment of Thermal performance
Typically a manufacturer calculates mean temperature rise of each coil of the winding and
corresponding mean winding temperature rise above mean temperature of oil considering the
heat flux density, real cooling surface, thermal conductivity of insulation, ratio of winding radial
dimension and cooling duct.
Some coils (sections) and strands within a coil, which have temperatures higher that the mean
coil temperature due to additional heat by stray losses or worse cooling are defined as the hot
spots.
The hot spot temperature rise above the ambient is typically introduced as sum of the hot spot
temperature rise of the coils above oil and the top oil temperature rise above ambient.
The mean temperature rise of oil above ambient is considered to be equal to mean rise
temperature of oil outside the windings or in the cooler.
Accordingly, the drop of temperature across the winding is considered to be equal to the drop of
temperature across the cooler and the top oil temperature is taken as the maximum oil
temperature
However the foresaid model does not reflect properly the processes of heat exchange particularly
in large power transformers with oil forced cooling.
Fourth AVO New ZealandInternational Technical Conference 2005
We believe that the more realistic model for temperature distribution should consider that the
main heat conductor acquiring the heat generated by coils would be axial cooling duct close to
the winding, which on the other hand is limited by size Axial rise of oil temperature should be
calculated considering coefficient of moving pressure gradient, coefficient of axial rise of oil
temperature, and constant of oil flow friction. Oil temperature leaving winding can be
substantially higher than top oil temperature but cannot be determined properly by means of oil
temperature measurement outside the windings. Top oil temperature would be a temperature of
mixture of oil leaving the windings with oil heated by the core and outside oil.
Thermal-mode failures
Analysis has shown the following failure causes:
Overheating of tap leads located between regulating coils of HV winding connected to no-load
tap changer. Overheating of the coils of winding blocked with insulating boxes or collars
preventing oil flow and proper cooling.
Underestimation of winding temperature, especially of LV winding in large generator
transformers with OFAF cooling system.
Hence the main reason of failures was not normal aging but design deficiency
Figure 11
Failure of 700 MVA generator transformer after 25 years due to overheating the
two top coils of LV winding (CTC wire) resulting in short circuit between
parallels and then between turns
Fourth AVO New ZealandInternational Technical Conference 2005
Case 7 Estimation of temperature profile of a Large Power Transformer
Design review of 730 MVA, 420 kV generator transformer revealed a high temperature of the
top coils of LV.
According to the tests the mean rise windings temperature above the air met specified quantity
(65 0C). However, mean rise temperature does not show a real picture of the windings heating
especially if radial cooling ducts would be diminished. Fig.12 shows that at rated radial ducts 14
coils of the LV2 winding may have rise of temperature above 65 0C. In the case of diminished
ducts more than 50 coils would have temperature rise above 65 0C and 4 coils –above 80 0C.
Fig 12
Temperature profile of the LV winding (temperature rise above air)
The difference in insulation temperature predetermines nonuniform decomposition of insulation.
It was found (Fig.13) that insulation of the top of LV winding has reached practically the end of
life while the condition of other insulation remained to be fairly good.
Amount of heated insulation that subjected to accelerate wear was estimated as less than 2 % of
total mass of conductor’s insulation.
Figure 13
Polymerization degree of conductor insulation from 730 MVA GSU transformer
Overheating the leads insulation
There have been observed several cases associated with overheating of winding leads that were
performed with the same wire as a winding, what is typical when winding is performed from
CTC wire
Figure 14
Overheating and burning out leads insulation in 700 MVA GSU transformer
Left: Burning out internal layers of HV lead
Right: Calculated temperature rise of HV lead above oil Maximum temperature
rise is 77C.
Design review and relevant calculations have shown that performance of leads with winding
wire without increasing cross -section can be a subject of special concern especially when a thick
lead insulation is used .One should emphasize that design review is likely the only effective tool
to identify the problem. Considering a limited amount of overheated insulation DGA and Furans
analysis show clear symptoms of fault only on the stage when short-circuit between strands and
insulating burning occur.
Assessment of magnetic circuit condition
There were a few cases of major failures associated with faults in magnetic circuit system
however a number of cases occurred involving intensive gas generation and scheduled but
unwanted outage. Most of the problems associated with generation of dissolved faulty gases in
oil involved overheating, sparking or arcing in magnetic core or magnetic shunts (shield) .
Probable defects can be grouped under two general headings:
1) Defects associated with main magnetic flux, and 2) Those associated with stray flux.
Fourth AVO New ZealandInternational Technical Conference 2005
Defects associated with main magnetic flux
Faults associated with the main flux form loops for circulation current in the core linked with
main flux (insulated bolts, pressing bolts, pressing metal rings).They results in dissipation of
high energy and intensive gas generation with activation of Buchholz relay.
Can be a Normal Core a source of gas generation?
Design review includes examination of the core configuration and assembly, steel laminations;
number of steps, join pattern, insulation, clamping, grounding, and evaluation of basic
parameters: flux density, no-load loss/ magnetizing current and their variation with flux density
(voltage).
Temperature of the core should be a subject of particular consideration. It was shown [5]
that under normal operation and permissible overexcitation by 110% the hot spot of core
temperature can vary in the range 90 -140 or even 170C (for some old design. Note that hot spot
temperature exceeds core surface temperature by 10-15C.The hot spot temperature correlates
with flux density (Figure 3), steel grade and cooling arrangement
Figure 15
Correlation between flux density and hot spot temperature [2]
Macrocapillaries between laminations are impregnated with oil and the latter is subjected to
effect of elevated temperature resulting in gas generation and oil deterioration. Specific gases are
hydrogen and methane accompanied with CO and CO2 due oil oxidation process . The picture of
gas pattern gives sometimes the impression of PD activity or insulation overheating
However gas content correlates with gassing tendency of oil under impact of temperature and
metals
Fourth AVO New ZealandInternational Technical Conference 2005
Case 8 Unusual evolution of gases at early stage of transformer service
Two banks of single-phase 100MVA, 500 3 kV generator transformers exhibited unusual
gassing just after energizing. A subject of concern was occurrence of hydrogen and increasing of
concentration of CO up to 500 ppm (during 15 month of operation a low ratio CO2/CO=3.53.0.There was no technical reason for insulation overheating because of a low load (50%).
Apparently the winding temperature was quite low due to a low load, however estimated core
surface temperature was 90-950C, so that the hot spot temperature was anticipated on the level
100-105C.
“Stray”gas formation in oil under effect of temperature has been suggested.
Study of temperature response of the oil used in the transformers revealed notable trend of gas
generation, especially at presence of stainless steel (Table 2), and confirmed normality of gas
content in the transformers
Table 7
Effect of temperature and steel on Gas formation from Nytro-10GBN oil at 1000C
CH4
H2 ppm
CO2 ppm
CO ppm
Time, hour
0 24 72 0 24 72
0
24
72
0 24
72
Blank oil
0 7
21 0 29 92
143
178
674
0 34
151
Oil with presence 0 9
50 0 30 120
143
223
782
0 127 200
of steel pattern
Tests performed in the ZTZ – Service Material Lab
According to ZTZ-Service tests, and latest studies of CIGRE two groups of oils could be
recognized in terms of gassing tendency under effect of operating temperature:
1) Oils that evolve hydrogen and some methane and 2) oils that exhibited thermal-mode gas
pattern: methane, ethane, hydrogen. In both cases formation of CO and CO2, which accompanies
oil oxidation could be expected.
Gas pattern and rate of gas generation can be used likely to anticipate the hot spot temperature of
the core.
Overexcitation The maximum value of magnetic flux density in any part of the magnetic
circuit under any of the specified voltage and tap position should not attain a value that causes
saturation. Practically when no-load flux density exceeds 1.9 Tesla one can expect a rash rise of
magnetizing current and no-load losses, and also rise of loss and temperature in metallic
members of the core. Experiments had shown [7] that after increasing flux density up to 2.1
Tesla temperature of the pressing plate of the core leg reached 100C during one minute.
Typical reason for overexcitation is variation of voltage by means of LTC and Tap winding
connected in neutral and corresponding variable magnetic flux. However one should consider
also effect of stray flux on variation of magnetic flux in the core [6,7]
Magnetic flux in the core depends on disposition of energized winding. Increasing the voltage of
the winding that disposed directly on the leg can result in overexcitation of the leg, but
increasing the voltage of the outside winding (e.g. series winding of an autotransformer) can
result in overexcitation of the yoke.
Transfer power from LV side to HV side in autotransformer with LTC in neutral results in
increasing flux density in the core limb. The extreme flux density in the core limb could be
estimated as ratio of actual and rated voltage on the common winding.
Transfer power from HV side to LV side in autotransformer results in increasing flux density in
the core yokes (the more flux the less turn ratio).
Fourth AVO New ZealandInternational Technical Conference 2005
The magnetic flux density in the core yokes may be estimated as flux density on-load multiplied
by overexcitation factor (Fover)) , which is equal to ratio of actual voltage on series winding and
rated voltage
BOL = B NL ⋅
Fover =
Fover
UW
_[Tesla]
U WR
(2)
U SW
U − U LV
= HV
U SWr U HVR − U LVR
U × β × WCW
U sc × β × WCW
= 100 × k × 1 + 2 × sc
× sin ϕ +
100 × k × WSW
100 × k × WSW
(3)
2
,%
(4)
U HV
- the ratio of actual and rated voltage
U HVrat
Usc , % - impedance;
I
β=
- The ratio of actual and rated current;
I rat
WCW/WSW - - number of Common /Series winding turns;
where k =
sin ϕ = 1 − cos 2 ϕ , where cos ϕ - power factor.
Hence overexcitation factor depends on parameters of transformer (turn ratio, impedance,
windings disposition) and operation condition (voltage, current, power factor, direction of power
flow).
Note that overloading typically results in overexcitation as well.
Figure 16
Yokes over saturation in the autotransformer 220/110 kV under effect of stray flux and
voltage variation
Fourth AVO New ZealandInternational Technical Conference 2005
Case 9 Local overheating the core in a generator transformer
In 730 MVA generated transformer was detected overheating the joins between extreme
lamination packages of the core yoke (Fig.117)
Design review shown that average flux density in the lag was 1.76 Tesla. However in some
lamination packages due to distribution of magnetic flux and effect of stray flux the flux density
could exceed 1.9 2.0 Tesla
Figure 17
Traces of overheating and carbonizing the core yoke at T-joint area ((phase B)
Case 10 Unusually high concentration of furans in oil caused by core heating
Overheated parts of the core being in contact with cellulosic material can cause intensive
pyrolysis and furans generation
Condition assessment of 250 MVA, 15/400 kV at Thermal Power Plant shown symptoms of
severe insulation overheating: concentration of 2FAL= 19.2 ppm, concentrations of CO= 899
and CO2 =1034 ppm’
However, there was no reason to expect any significant aging of winding insulation since the
estimated hot-spot temperature during actual operation was less than 85°C.
Visual examination of core and coil revealed that high furfural concentration was caused by local
overheating of the magnetic core and the insulation sheet adjacent to the yoke due to short-term
core overexcitation in service. Overexcitation occurred while procedures with adjustment of the
TPP unit involving possible energizing the transformer at lower frequency.
Note that magnetic flux is a function of ratio U/f.
Core Grounding Each metallic member of the core should be typically grounded in one point.
However direct metallic contact between the core frames, pressing plates on the core legs, etc.,
can form loops for circulating current linked with stray flux. This phenomenon should be a
subject of particular concern in Large Power Transformers where circulating current value can
attain several hundred Amps or even -kilo Amps
Fourth AVO New ZealandInternational Technical Conference 2005
Figure 18
Connection between core members that susceptible to possible overheating
Defects associated with stray magnetic flux
These defects present the main cause of localized oil overheating and gas generation. They can
be classified into two groups:
1) Overheating under effect of eddy current induced by intensive stray flux;
2) Overheating and (or) sparking in a loop for circulating current, linked with stray flux.
In the first group typical defects are overheating of core frame due to absence or improper
disposition of magnetic shields on the frame (Fig.19 left), overheating of pressing of the pressure
bolt that situated just under the core yoke (Fig.19 right), overheating a part of the tank wall due
to improper shielding
Figure 18
Local overheating due to eddy current induced by stray flux
Left: overheating the bottom frame and adjusted insulation in 730 MVA
generator transformer due to improper disposition of magnetic shields
Right: Overheating the pressing jack in 417 MVA generator transformer
There have been observed two mechanisms of overheating of members that form loop for
circulating current:
Loose contact in circulating loop provided with construction (Fig. 20)
Shorting between core members forming the loop:
• Shorting magnetic shunts to core and the tank
• Shorting bottom frame to tank (Fig. 21)
Fourth AVO New ZealandInternational Technical Conference 2005
• Shorting top frame to tank
The latter forms loop of large dimensions, allowing induced voltage up to 10 V resulting in
heating and arcing.
Figure 20
Overheating in the loosed place between members forming
loop for circulating current in 700 MVA transformer
Figure 21
Traces of overheating in location of contacts the core frames with tank bottom
Fourth AVO New ZealandInternational Technical Conference 2005
Determination of “sensitive” points in OLTC design
Specifying the large generator transformer with LTC or DETC predetermines
a long term contacts operation in one or two tap positions and complicates significantly
transformer design. In many instances mechanical and dielectric performance of the transformer
is determined by state of tap winding and leads.
Choice type of OLTC with a low ratio of the maximum rated through fault current of LTC
and the maximum current of transformer. According to IEC 60542 this ratio shall be at least
120%, and temperature rise of LTC contacts above the oil shall be not more than 20C.
Experience has shown that for rarely moved contacts temperature rise shall be less that 15C
Underestimation of impulse transfer function allowing in some cases voltage value between
steps or with respect to ground above the test voltage of OLTC.
Many failures initiated with short-circuit between steps in diverter or selector switches were
accompanied with distortion of Tap winding. In fact rare transformer is designed to stand shortcircuit between LTC taps. Accordingly a comparatively minor failure in OLTC (e.g. burning out
resistance) has been resulted in major transformer failure and long-term unit non-availability.
Experience highlights necessity to pay more attention to diverter switch reliability.
Particularly the following factors should be considered:
Aging deterioration of oil due to effect of a high resistors temperature. By-products sediment on
insulating surfaces affect on degradation of dielectric strength.
Mixture of carbon, water and polymerized by-products hardly can be filtered out properly.
Temperature rise of shunt contacts can sometimes exceed temperature rise of selector and
reverser contacts making a week spot that requires special attention.
Contact overheating can result if flashover between the phases followed with explosion and fire.
Case 11 Overheating the shunt contacts of the diverter switch
The problem with 1600 A LTC has been definitely localized on the diverter switch, due to
overheating the shunt contacts. The overheating was caused presumably through limited
movement of the contacts of the OLTC over time (which had operated about 5000 times in 20
years). However limited movement relates as to diverter switch as well as to selecting and
reversing switch contacts but condition of those contacts are extremely different (Fig 22)
Fig.22 Comparative condition of the selector switch and diverter switch contacts
Fourth AVO New ZealandInternational Technical Conference 2005
Overheating and coking of the contacts with limited movement is a typical and well-known
failure mode of closed heavy current contact pieces in insulating oil.
In most cases, reversing contacts that are subjected to minimum movement have suffered. One
can admit that difference in contact designs and particularly the difference in resistance and
temperature of the contacts could be the main factor.
According to IEC 60214 contact temperature rise limits shall be 20K above oil when carrying
1.2 times the maximum rated through current
Design review of the LTC shown that the diverter switch shunt contacts have a maximum
temperature and could be recognized as the weak point, which need in special attention
Table 8 Temperature rise tests of the LTC 2000 and 1600 A
Temperature rise 0C
Current 2000 A
Current 2400 A
Diverter switch
Main fixed contact upper
12
17
13.5
12
18
16.7
Tap selector of
the LTC 2000A
Moving main contact
Main fixed contact
(lower contact
lamination)
Moving contacts
Connecting contact
10
10
12
13
shunt contact of diverter
switch
15,7 °C at 1600 A.
21C ( estimated
for 1920 A)
OLTC 1600 A
Fourth AVO New ZealandInternational Technical Conference 2005
What diagnostic- related information one can get from fingerprint factory tests?
Volts per turn This is a fundamental design parameter, which allows to determine magnetic
flux density, number of turns in each winding and relevant voltage between turns, coils, and taps
Flux density may be estimated from a simple equation
Volts _ per _ Turn
4.44 • f • S
where f is power frequency and S- is cross sectional area of magnetic circuit
B=
(5)
Turn Ratio This is well known routine method however there is still some misunderstanding
in its application and interpretation
According to IEEE the accuracy of the method shall allow to obtain the difference between
calculated and measured data by 0.5%. That is good enough to verify e.g. correctness of taps
connection (1.25-1.5%).
However it is important to verify the difference between the numbers of tap’s turns by one turn.
For HV windings the difference between phases or between parallel parts by one turn may
results in significant rise of losses. HV winding can consist of 500-1000 turns and accuracy of
the test to determine such a difference should be less than 0.1-0.05%.
Special tests could be suggested to achieve proper accuracy, e.g measurement turn ratio between
tap winding and the winding, which have a comparable number of turns, and the test with
opposite connection of parallel parts of the HV winding
Magnetizing current. No-load current consists of inductive component (magnetizing current
itself), resistive and capacitive components (Figure 1) Value of capacitive component can be
estimated from measuring no-load current at different frequencies
Magnetic flux is proportional to the ratio of magnetizing current and magnetic resistance
Accordingly any defect in the magnetic circuit results in change of magnetizing current
Figure 23
Components of no-load current
In modern transformers the combination of high core steel quality (which requires less inductive
energy) and high turn-to-turn capacitance (to control the impulse voltage distribution) results in
the energy stored in the turn-to-turn and other insulation components being comparable with the
Fourth AVO New ZealandInternational Technical Conference 2005
energy stored in the core. In such transformers, IL can be comparable with IC and, in some units,
can even be lower, resulting in a capacitive measured current.
Capacitive component introduces value of turn-to-turn capacitance and likely the only dielectric
tool to detect deterioration of conductor insulation, particularly for interleaving winding
Excitation current test on a range of LTC positions.The measure current is dependant
on the presence of an LTC and its design i.e., presence of a preventative autotransformer,
bridging position (reactor type LTC), series coil or change in primary turns. Empirical data
obtained on a range of LTC tap position would represent a pattern or a signature, which must be
clearly understood for anomalies to be detected.
No-load loss It’s important to have information about no-load loss values versus voltage
considering possible level of overexcitation, which sometimes can more than 110%. Loss values
could be an effective tool to detect the difference in magnetic resistance of similar parts of the
magnetic circuit and verify the condition of electromagnetic system in case of abnormality
symptoms occurrence. Therefore distribution of losses between phases should be considered/
In three phases transformer value of the loss ratio phase (A B) and C can advise e.g. whether the
core have three or five lags
Stray loss component as a diagnostic tool On-load losses value consists of the Joule
loss, stray loss component within the winding and stray loss outside the winding. The latter could
be a tool to identify some problems (e.g. gassing) that associated with occurrence loops for
circulating current. The winding stray loss component is likely the only effective tool to detect
short-circuit between parallel strands.
2
POL = Σ( I i ⋅ Ri ) + PStr .W + PStrOutside
(6)
Note that values of on-load losses above guaranteed are not only economic but also reliability
related technical factor. Additional losses in one of the winding can result in its faster
deterioration. Therefore per phase measurement of on-load losses could be used as a routine test
at the factory as well as a part of predictive maintenance program.
Equivalent resistance representing stray losses increases as the frequency rises at a power
ranging from 1.4 to 1.8 [13].
Rstray = k ⋅ f 1.4−1.8
(7)
Hence measurement of frequency response of stray losses could bring powerful diagnostic
benefits.
Winding resistance Winding resistances are measured in order to check abnormalities due to
loose or deteriorated connections, broken strands, and high-contact resistance in tap changers
Electrical circuit for winding resistance test could be introduced as four components: windings
itself, leads, unmovable contacts of leads and bushings, and moveable contacts of LTC (Figure)
Information about values of each component would be valuable contribution to the benchmark
data
Fourth AVO New ZealandInternational Technical Conference 2005
Rw
Rlead
RLC
RTC
Figure 24
Model for winding resistance test circuit
•
•
•
•
Model for winding resistance test circuit
Rw-winding resistance
Rlead -leads connection resistance
RLC –transient resistance of connections
RTC – transient resistance of LTC contacts
At a manufacturer information about resistance value of each component is important as
benchmark data, in order to understand loss components and characteristic of connections as
well as for quality assurance
In operation Rw and Rlead can be changed only in case of irreversible damage. Therefore the
main objectives of the diagnostic tests should be possible inadequate contact performance
(change of RLC) or deterioration of LTC contacts (change of RTC).
Winding resistance values are typically in the range of from tens mV (LV windings) up to Ohms,
while LTC contacts resistance values come to 40-300 Ohm. Apparently, it is practically
impossible to determine condition of the contacts using recommended by IEEE limited
difference in the winding resistance test by 2%
Winding resistance values are typically in the range of from tens mV (LV windings) up to Ohms,
while LTC contacts resistance values come to 40-300 Ohm. Apparently, it is practically
impossible to determine condition of the contacts using recommended by IEEE limited
difference in the winding resistance test by 2%
Winding capacitance of particular insulation space (between the windings, winding-to-shield,
winding-to-ground, etc.) has been often underused parameter.
Combined with leakage reactance, capacitance could serve as a quantitative characteristic of
winding geometry and especially winding hoop buckling
Capacitance value with and without oil could advise share of oil in the particular insulation space
and evaluate possible sensitivity of dielectric characteristics to insulation contamination.
Capacitances between windings, between winding and lag, and between outer winding and tank
can be calculated and measured separately
Value of dielectric PF and insulation resistance depend on relative volume of defected insulation
involved and information about capacitance of winding support insulation (laminated blocks),
LTC compartments, and leads insulation can be valuable to detect local contamination, high
residual moisture and delamination.
G.M. Ryzhov (Transformer Research Institute, Zaporozhye) suggested the following equation
for estimation of capacitance between the windings:
Fourth AVO New ZealandInternational Technical Conference 2005
ε p − ε oil n ⋅ b
⋅
ε oil
π av
≅ 0.278 ⋅ ε p ⋅ h ⋅
ε p S ε p − ε oil ∆ b
n ⋅b
⋅
−
−
(1 −
)
ε oil d av
ε oil
d av
π ⋅ d av
1+
CW −W
(9)
where
n-number of spacers columns; b-width of lath;
c-total
width of pressboard barriers;
S-distance between the windings; dav-mean diameter; h- height {cm};
, oil- dielectric permittivity of the pressboard (typically 5.5) and oil (2.1-2.3 depending on
aromatic content).
p
Leakage Impedance The reactive component of the leakage impedance, namely leakage
reactance can serve as an effective characteristic of winding movement.
Local deformation of a winding results in some reduction of its diameter and corresponding
change of leakage reactance.
Leakage reactance in % is expressed by the well-known Rogowsky formula:
X sc =
24.8 I r ⋅ n ⋅ ρ ⋅ ΣRD
E ⋅ H ⋅ 10 4
(10)
where ΣRD in cm2 is defined as follows (see Figure 6)
ΣRD =
b1 R1
b ⋅R
+ c ⋅ R12 + 2 2
3
3
I r is the rated current
n is the number of turns
E is the volts-per-turn
ρ -Rogowsky coefficient
H = (H1 + H2)/2 is the average height of the windings.
The relative change in leakage reactance can be expressed as:
R1,2,b1,2, and c –see Fig 3
Fourth AVO New ZealandInternational Technical Conference 2005
(11)
b1
Core leg
b2
c
H2
H1
R1
R12
R2
Figure 25
Geometrical Parameters of Windings
The relative change in leakage reactance can be expressed as:
XI −X
ε=
≅ G ⋅ ∆x
X
X is the initial measured value of leakage reactance
X1 is the subsequent measured leakage reactance
∆x is the change in the coil average radius
G is the design parameter defined as follows:
G=
R12 −
(12)
b1
−c
3
2
RD
(13)
Thus, the relative change in leakage reactance can serve as a rate of the radial buckling of the
winding as a function of the change in the winding average radius
For example in three-winding transformer or autotransformer with tertiary (Fig. )one can expect
radial buckling of two windings: common winding and tertiary (or low-voltage) winding
The buckling associated with the common winding results in increasing clearance between
common and serious windings and decrease clearance between common and tertiary windings
and can be identified by a relative change in LR having different signs for leakage channels CTTW and SW-CW. The inequality of ε SW-TW exactly to zero and variation of the ratio εCW-TW/εSWCW is a characteristic of the presence and the size of the measurement error.
In case of a common winding buckling, the following criteria is used:
Fourth AVO New ZealandInternational Technical Conference 2005
εCW-TW ≈ GCW-TW (∆x)
εSW-CW ≈ - GSW-CW (∆x
εSW-TW ≈ 0
εCW-TW/εSW-CW ≈ const
In case of a tertiary winding buckling, the following criteria is used:
εTW-CW ≈ GTW-CW (∆x)
εTW-SW ≈ GTW-SW (∆x)
εCW-SW ≈ 0
εTW-CW/εTW-SW ≈ const
Therefore the buckling associated with the tertiary winding can be identified by a relative change
in LR having the same sign for leakage channels TW-CW and TW-SW
TW-CW
TW
CW
SW
TW-(CW+SW)
8
7
6
SW-TW
5
4
∆x
∆x
3
2
1
0..5
1.0
1.5
2.0
2.5
Figure 26
Relative change in leakage reactance between the windings in case of tertiary
winding distortion
Fourth AVO New ZealandInternational Technical Conference 2005
Temperature rise test
It is critical to understand temperature profile of a transformer. Practically the only source of this
information is temperature rise test results. However typically specified value of mean
temperature rise of winding above oil and ambient and temperature rise of top oil above ambient
would be insufficiently to understand transformer thermal performance
IEC advises that ”top –oil temperature, as measured during a temperature rise test, differs from
the temperature of the oil leaving the winding… In fact, the top oil is a mixture of various flows
which have circulated along and/or outside the various windings”. Oil temperature in a vertical
channel close to winding can be substantially higher than top oil temperature but can not be
determined by means of oil temperature measurement outside windings.
Process of cooling (heating) is expressed by exponential function and temperature extrapolation
may be performed by mean of determination of the exponent parameter
We also presume that one exponent cannot describe the process of winding and transformer
cooling. In fact at least a sum of two exponents could be advised: heat transfer from winding into
oil, and heat transfer to the bulk of oil considering the time constant of the transformer in its
entirety.
Accordingly, the temperature rise test data may be reprocessed considering the following
dependence:
∆T (t ) = ∆Tw−o exp( t
t
τ w ) + ∆To −bulk exp( τ m )
where w is fast exponent that describes heat transfer from winding into the oil.
o-bulk describes cooling of the transformer.
S = 1.43902209
r = 0.97376350
1
65.
5
65.1
5
61.1
1
61.1
1
0
57.
8
57.0
8
53.0
4
53.0
4
0
49.
1
49.0
1
44.9
8
44.9
8
94
40. 9.0
Y Axis (units)
Y Axis (units)
S = 0.12912007
r = 0.99981605
204.0
399.0
594.0
X Axis (units)
789.0
984.0
1179.0
4
40.9 9.0
204.0
399.0
594.0
789.0
984.0
X Axis (units)
Figure 27
Interpretation of temperature curve of HV winding in 350 MVA, 20/400 kV
Left :Approximation with sum of exponents. Correlation coefficient r=0.999,
Standard error 0.129
Right Approximation with single exponents. Correlation coefficient r=0.97
Standard error 1.43
Fourth AVO New ZealandInternational Technical Conference 2005
1179.0
Approximation of tests through sum of exponents presents statistically more reliable results (Fig 26) and
Provides with information about temperature of oil in the axial duct and temperature of oil
leaving the winding. Accordingly it could be found that at the same average temperature of
winding its top coils can have much higher temperature that than interpreted through single
exponent (Fig 28)
Figure 28
Presumed temperature profile of HV winding in 300 MVA transformer using
approximation through single exponent (top) and sum of two exponents (bottom)
Fourth AVO New ZealandInternational Technical Conference 2005
References
1.Ramsis Girgis, Mark Perkins, Asim Fazlagic, “Evoluation of ABB’ Transformer Risk/Life
Assessment Process”, Proceedings of the Seventieth Annual International Conference of Doble
Clients, 2003.
2.Victor V. Sokolov and Valery Shkrum ,” Experience with life assessment and refurbishment
of 400 kV shunt reactors”, Proceedings of the Sixty-Fourth Annual International Conference
of Doble Clients, 1997, Sec 8-7
3.Victor Sokolov, Victor Renev, Eugene Dudkin, Anatoly Mostovschikov
“Experience with life management of 750 kV 750 kV GSU transformers at the 1000 MW units
of Zaporozhskaya Nuclear Power Plant», Proceedings of the Sixty-Fifth Annual International
4. Ryzhenko V., Sokolov V., ”Effect of moisture on Dielectric Strength of minor insulation of
Power Transformer winding», Electrical Stations, 1981,#9 (In Russian)
5. .Ramsis Girgis and Ed teNyenhuis, “H2 Generation in Mildly Overheated Transformer
Cores ”, IEEE/PES Transformers Committee Fall 2002 Meeting, October 20-24, 2002
Oklahoma City, Oklahoma, USA
6.Gustav Preininger,”Operating Transformers” IEEE/PES Transformers Committee Spring 2003
Meeting, Raleigh, North Carolina
7.Grigorov I.B.. ”Magnetic flux in a core of Large Power Transformers considering stray flux
effect”, Electotechnika, 1975, #4, Moscow, ‘Energia” (In Russian)
Fourth AVO New ZealandInternational Technical Conference 2005