Best Practice
SABP-H-001
Selection and Application of Reinforced Fiber Glass
Lay up System for Repair of Storage Tank and Vessels
Paints and Coatings Standards Committee Members
24 June 2009
Khashram, Maher Saud, Chairman
Hammad, Bakr Sulaiman, Vice Chairman
Homayed, Mohammed Ali
Mansour, Mana Hamad
Nujaim, Salah Ahmed
Seba, Zaki Ahmed
Suller, Abraham A
Saudi Aramco DeskTop Standards
Table of Contents
1
2
3
4
5
6
7
8
Introduction…………………………................ 2
Conflicts with Mandatory Standards…........... 3
References…………………………….........… 3
Definitions……………………….............…….. 4
Materials........................................................ 5
General Application Requirements…............. 5
Quality Control and Inspection Plan............... 8
Application Procedure...........................…… 10
Appendix A......................................................... 16
Previous Issue: New
Next Planned Update: TBD
Page 1 of 16
Primary contact: Nujaim, Salah Ahmed on 966-3-8760258
Copyright©Saudi Aramco 2009. All rights reserved.
Document Responsibility: Paints and Coatings Standards Committee
SABP-H-001
Issue Date: 24 June 2009
Selection and Application of Reinforced Fiber Glass
Next Planned Update: TBD
Lay up System for Repair of Storage Tank and Vessels
1
Introduction
1.1
Scope
This Best Practice covers the minimum mandatory requirements for the
selection and application of fiberglass reinforced coating laminates by hand
layup. Fiberglass reinforced coatings are used mainly to provide strength and/or
prevent corrosion inside tank bottoms and internal a vessels.
The condition of the tank bottom or vessel should assessed to determine whether
fiberglass coating can be used as an alternative to the total replacement of the
tank bottom.
1.2
Intended User
This Best Practice is intended for the applicators, engineers and inspectors in the
proper application of the hand lay-up type of glass fiber laminate on tank and
vessel internals. It consists of the following:
1.3
•
Approved Coating Materials
•
Recommended Surface Preparation
•
Recommended Application Techniques
•
Quality Control and Inspection Plan
Disclaimer
The material in this Best Practices document provides the most correct and
accurate design guidelines available to Saudi Aramco and complies with coating
industry practices. This material is provided for the general guidance and
benefit of the applicator. The use of the Best Practices in designing projects for
Saudi Aramco does not relieve the applicator from his responsibility to verify
the accuracy of any information presented, or from his contractual liability to
provide safe and sound applicators that conform to Mandatory Saudi Aramco
Engineering Requirements. The use of the information or material contained
herein is no guarantee that the resulting product will satisfy the applicable
requirements of any project. Saudi Aramco assumes no responsibility or
liability whatsoever for any reliance on the information presented herein or for
designs prepared by applicators in accordance with the Best Practices. The use
of the Best Practices by applicators is intended solely for, and shall be strictly
limited to, Saudi Aramco projects. Saudi Aramco® is a registered trademark of
the Saudi Arabian Oil Company. Copyright, Saudi Aramco, 2009.
Page 2 of 16
Document Responsibility: Paints and Coatings Standards Committee
SABP-H-001
Issue Date: 24 June 2009
Selection and Application of Reinforced Fiber Glass
Next Planned Update: TBD
Lay up System for Repair of Storage Tank and Vessels
2
Conflicts with Mandatory Standards
In the event of a conflict between this Best Practice and other mandatory Saudi Aramco
Engineering (SAE) Standards, the SAES shall prevail.
3
References
The selection of material and equipment, and the design, construction, maintenance, and
repair of equipment and facilities covered by this standard shall comply with the latest
edition of the references listed below, unless otherwise noted.
3.1
Saudi Aramco References
Saudi Aramco Engineering Procedures
SAEP-302
Instructions for Obtaining a Waiver of a
Mandatory Saudi Aramco Engineering
Requirement
SAEP-316
Performance Qualification of Coating Personnel
Saudi Aramco Engineering Standards
SAES-H-001
Coating Selection & Application Requirements for
Industrial Plants & Equipment
SAES-H-102
Safety Requirements for Coating Applications
SAES-H-101V
Approved Saudi Aramco Data Sheets - Paints and
Coatings Saudi Aramco Inspection
Requirement
Saudi Aramco General Instructions
GI-0006.02
3.2
Safety Requirements for Abrasive Blast Cleaning
Industry Codes and Standards
American Society for Testing and Materials
SIS 05-59-00
Pictorial Surface Preparation Standard for
Painting Steel Surfaces
NACE No.10/SSPC-PA-6 Fiberglass-Reinforced Plastic (FRP) Linings
Applied to Bottoms of Carbon Steel
Aboveground Storage Tanks
ASTM D 5162
Standard Practice for Discontinuity (Holiday)
Testing of Nonconductive Protective Coating
on Metallic Substrates.
Page 3 of 16
Document Responsibility: Paints and Coatings Standards Committee
SABP-H-001
Issue Date: 24 June 2009
Selection and Application of Reinforced Fiber Glass
Next Planned Update: TBD
Lay up System for Repair of Storage Tank and Vessels
ASTM D512
Standard Test Methods for Chloride Ion in Water
ASTM 2583
Barcol Hardness Test
The Society of Protective Coatings
4
SSPC-PA 2
Measurement of Dry Paint Thickness with
Magnetic Gages
SSPC-SP1
Solvent Cleaning
SSPC-SP10
Near-White Blast Cleaning
SSPC-QP-1
Standard Procedure for Evaluating Contractor
(Field Standard Application to Complex
Industrial Structure)
Definitions
APCS - 20A: The “Approved Protective Coating System -20 A” for Fiberglass
Reinforced coating Hand Lay –up.
Caulk: A heavy putty-like material composed of resin, curing agents, and fillers that
are used to fill pitted areas, contour uneven surfaces, and encapsulate rivets.
Curing: Chemical process of developing the intended properties of a coating or other
material (e.g., resin) over a period or time.
Fiber Mat: A woven glass fiber that is used as reinforcement of the epoxy resin lining
to repair and/or add strength to tank bottoms. It is applied on a wet resin at about 450
g/sq m area.
Fiberglass-Reinforced Plastic (FRP): Resin linings, usually polyester, or vinyl ester
`Epoxies, into which layers of fiberglass are incorporated to optimize the lining’s
structural capability and performance.
Gel coat: The final coat applied over the fiberglass lining laminate to seal the laminate
surface and enhance water and hydrocarbon resistance. This topcoat is also referred to
as gel coat, seal coat or flood coat.
Laminate: A reinforced plastic composed of coating of resin and fiberglass.
Pitting: Localized corrosion of a metal surface confined to a small area that takes the
form of cavities. For the purposes of this standard, there are two general types of pits;
namely, “shallow” and “deep.” Shallow pits have diameters greater than their depths.
Deep pits have depths greater than their diameters.
Page 4 of 16
Document Responsibility: Paints and Coatings Standards Committee
SABP-H-001
Issue Date: 24 June 2009
Selection and Application of Reinforced Fiber Glass
Next Planned Update: TBD
Lay up System for Repair of Storage Tank and Vessels
Surface Tissue: A thin layer of fiber glass that is used to restrain strands of glass fiber;
thus, prevents wicking. It is applied over the last layer of glass fiber mat while the resin
is still wet.
Throat: Corner between the tank shell and bottom. Putty should be used to fill this area
prior to regular coating application to reduce stresses.
Wear pad: Metal plate welded to the tank bottom where the roof supports rest when
the tank is empty.
5
Materials
For materials, refer to Appendix.”A”
6
General Application Requirements
6.1
Surface Preparation
6.1.1
Degrease the surface to ensure the removal of all oil, grease, salts, dirt,
and other surface contaminants prior to abrasive blast cleaning per
SSPC-SP-1.
6.1.2
Prior to the start of the blasting work, all surface irregularities including
weld spatters, weld fluxes, rough capping, etc., shall be removed or
grinded with the use of mechanical tools. The surface shall be blast
cleaned to Sa 2 ½ (near white metal) and a surface profile range from 50
to 75 microns should be achieved.
6.1.3
The blast cleaned surface shall be vacuumed or blown with clean and dry
air. Extra care shall be taken to avoid contamination of the blast cleaned
surface. Severe corrosion, undercuts and/or welds porosity (Larger than
1 inch in diameter) shall be reported to the Saudi Aramco representative
for proper disposition.
6.1.4
The steel substrate shall be tested for chlorides contamination, using
Saudi Aramco-approved methods and test equipment. Residual
chlorides on the surface shall not exceed 40 mg/m². Substrates with
chlorides level exceeding the limit shall be washed by fresh water
washing and re-blasted. When the substrate is dried.
6.1.5
The underside of floating roofs shall be abrasive blast cleaned followed
with primer application to remove loose dirt and prevent it from falling
and contaminating the wet coating. Figure 9
Page 5 of 16
Document Responsibility: Paints and Coatings Standards Committee
SABP-H-001
Issue Date: 24 June 2009
Selection and Application of Reinforced Fiber Glass
Next Planned Update: TBD
Lay up System for Repair of Storage Tank and Vessels
6.2
General Requirement
6.2.1
All stages/steps of work should be inspected by Saudi Aramco coating
Inspector level II or equivalent.
6.2.2
Blasting operations and coating applications shall be conducted by
certified personnel prior to the start of work.
6.2.3
The weld integrity between shell and angular or sketch plates must be
checked for welding defects.
6.2.4
The mixed resin shall be applied on the steel substrate within four hours
after blast cleaning or before any oxidation (rust bloom) appears. A
holding primer at a dry film thickness (DFT) of not more than 30
microns may be used prior to the resin application to prevent rust
blooming.
6.2.5
The glass fiber mat on the shell shall extend 30 cm minimum on the tank
bottom. The lap joint on the tank shell shall be at least 75 cm.
6.2.6
The use of either one or multiple layers of glass fiber depends on the
amount of wear, size and number of corrosion pits, and the bottom
plate’s thickness.
6.2.7
The wetting resin components shall be mixed in accordance with
manufacturers’ datasheet. The application of the resin shall start one
meter up the shell and down the tank bottom.
6.2.18 The fiberglass mat shall be cut into convenient working lengths. The
common size varies from 4-6 meters (12-20 feet). The overlap between
the fiberglass mats should be between 4 to 6 inches.
6.3
Filling Pits, Over Lap Welds, Shell to Annular or Sketch Plates
6.3.1
Filling or caulking shall be applied on all sharp edges, pits and the
overlap welds between bottom plates and around the connections
between pipes and hull (See Figures 2 and 3). The corner between the
shell and bottom shall also be filled. Excess or loose filler shall be
removed before it cures.
6.3.2
The throat shall be filled with a putty to reduce its sharpness; and thus,
reduce the risk of wrinkles and bubbles. A throat measuring about 2
inches is adequate. (See Figure 4)
6.3.3
A 500 micron wetting resin shall be applied on the shell and bottom, and
followed with fiberglass mat installation. The resin shall be applied
Page 6 of 16
Document Responsibility: Paints and Coatings Standards Committee
SABP-H-001
Issue Date: 24 June 2009
Selection and Application of Reinforced Fiber Glass
Next Planned Update: TBD
Lay up System for Repair of Storage Tank and Vessels
while the filler has only partly cured to ensure optimum adhesion due to
the presence of reactive areas. If the filler has completely cured, it shall
be roughened prior to the application of the wetting resin.
6.4
Wear Pad
In floating roof tanks, a steel panel shall be welded where the support legs will
rest when the tank is empty. The panel is also called wear pad, and is about 6
mm thick. It shall be blast cleaned and primed on both sides, but only one side
shall be coated with the fiberglass mat system. The other primed side shall be
glued onto the tank bottom. Installation of this new wear pad shall be done in
the following manner:
6.5
6.4.1
To install the prepared wear pad, the roof legs shall be lifted by 10 to15
cm.
6.4.2
Prior to installation, the existing wear plate below the roof leg shall be
blast cleaned and coated with putty (filler). Just after application while
the putty is wet, the newly painted side of the new wear plate shall be
placed over the existing wear plate. This procedure shall be repeated on
all the other roof wear plate pads.
6.4.3
When the putty has set and hardened, the roof shall be lowered until the
legs set on the wear pads. After this point, the pin shall be replaced and
the jacks released.
6.4.4
Any excess putty material shall be scraped off before it dries.
6.4.5
Any gaps between the existing wear plate and the new wear pad plate
should be filled with putty.
6.4.6
The surfacing tissue applied over the tank bottom shall overlap the wear
pad by about 2 inches on all sides. Prior to overlapping, the resin shall
be applied to ensure wetting and proper adhesion. After surface tissue
installation, resin (gel) is again applied at a wet film thickness of 300500 microns.
Application of One-Layer Fiberglass Mat
The purpose of one-layer fiberglass system is mainly for corrosion protection on
badly pitted substrates.
6.5.1
Prior to fiberglass lay-up installation, the resin shall be applied at a DFT
of 500 micron on the steel substrate. An approved holding primer may
be used to prevent flash rusting of the steel substrate prior to the resin
Page 7 of 16
Document Responsibility: Paints and Coatings Standards Committee
SABP-H-001
Issue Date: 24 June 2009
Selection and Application of Reinforced Fiber Glass
Next Planned Update: TBD
Lay up System for Repair of Storage Tank and Vessels
application. The application of the resin shall start one meter up the shell
and down the tank bottom.
6.6
6.5.2
The fiberglass mat shall be installed over the wet resin at about 450g/m2
in accordance with the manufacturer specifications. For ease of
application, the mat may be cut into convenient working lengths.
6.5.3
Any air entrapped in the laminate or fiberglass mat shall be removed by
ribbed steel roller. This step also enhances the wetting uniformity of the
fiberglass mat and break-out any protruding or sticking out the fiber
materials. (See Figure 9)
6.5.4
The resin at a wet film thickness of 500 microns shall be applied over the
fiberglass mat.
6.5.5
When the resin becomes tacky, the surfacing tissue shall be installed.
The tissue normally weighs about 25-30 g/m2. The use of ribbed steel
roller shall again be employed to remove entrapped air.
6.5.6
For final finish, resin shall be applied over the surfacing tissue at a WFT
ranging from 300 to 500 microns.
Application of Two-Layer or Multiple Fiberglass Mat
Two-layer or multiple systems is required to provide strengthening of the steel
tank.
7
6.6.1
The procedure in paragraphs 6.5.1, 6.5.2, 6.5.3 and 6.5.4 shall be
followed.
6.6.2
The procedure in paragraph 6.6.1 shall be repeated except paragraph
6.5.1.
6.6.3
For final finish, the procedure in paragraphs 6.5.5 and 6.5.6 shall be
followed.
Quality Control and Inspection Plan
7.1
Inspection
7.1.1
Holiday testing shall be conducted after the coating has cured. A high
voltage pulsating type holiday detector shall be used at a voltage setting
of 100 volts per 25 microns (1.0 mil) DFT. All holidays detected shall
be repaired with the same resin used in the system, and the repaired area
shall be holiday tested.
Page 8 of 16
Document Responsibility: Paints and Coatings Standards Committee
SABP-H-001
Issue Date: 24 June 2009
Selection and Application of Reinforced Fiber Glass
Next Planned Update: TBD
Lay up System for Repair of Storage Tank and Vessels
7.1.2
Visual inspection
Thorough visual inspection shall be performed to determine the
condition of the finish surface, locate air pockets, “dry” mat, shrinkage
and other defects.
7.1.3
Total Dry Film Thickness
The total DFT of two-layers fiberglass, reinforced system is typically
2,500 microns minimum. For a single layer system, it is 1,500 microns.
7.1.4
Hardness Test
The hardness of the fiberglass reinforced system shall be determined
with Barcol Hardness Tester, Model No. 934-1, in accordance with
ASTM D 2583. The hardness readings shall not be lower than the
minimum requirement of the coating manufacturer.
7.2
Repair Procedure of Defects
7.2.1
Entrapped Air
Areas with entrapped air shall be cut out followed with feathering of
edges. The exposed steel substrate shall then be roughened by the use of
properly dressed grinder. The installation of the fiberglass system shall
then start by following the procedure of either 6.5 or 6.6 depending on
the number of fiberglass layers used in the system. The fiberglass mat
and tissue shall overlap the existing laminate by 50 mm. If the over coat
interval is exceeded, the overlap area shall be roughened by manual
sanding or grinding. For large areas, sweep blasting shall be employed.
7.2.2
Pinholes or Holidays
These defects require grinding down to the steel substrate as the surface
preparation. Since a portion of the coating system will be removed, the
procedure in paragraph 7.2.1 shall be followed.
7.2.3
“Dry” Mat
“Dry” mat is an area of the fiberglass mat which was not saturated with
resin. Therefore, it is susceptible to premature delimitation and shall be
removed. After removal, sweep blasting shall be employed to roughen
the substrate in preparation for the installation of repair material.
Remove dust and spent abrasive, then clean with solvent. The repair
procedure shall be performed as in par. 6.5 or 6.6 as required.
Page 9 of 16
Document Responsibility: Paints and Coatings Standards Committee
SABP-H-001
Issue Date: 24 June 2009
Selection and Application of Reinforced Fiber Glass
Next Planned Update: TBD
Lay up System for Repair of Storage Tank and Vessels
7.2.4
Glass Protruding through Laminate
Fiberglass protruding from the system is not acceptable, and shall be cut
down to the laminate surface. This area shall then be abraded to about
100 mm in diameter, and touched up with the wetting resin.
7.2.5
Burnt Areas (Fiberglass System) due to Welding
These areas shall be repaired in the same procedure as in paragraph
7.2.1.
7.2.6
8
Areas where the laminate is wetted but does not appear to be resin rich
shall be required with an extra layer of surface tissue and resin.
Application Procedure
Figure 1 – Abrasive Blasting and Holding Priming
Figure 2 – Corrosion Pits Filling
Page 10 of 16
Document Responsibility: Paints and Coatings Standards Committee
SABP-H-001
Issue Date: 24 June 2009
Selection and Application of Reinforced Fiber Glass
Next Planned Update: TBD
Lay up System for Repair of Storage Tank and Vessels
Note:
Remove weld spatter and sharp edges
Visual inspection of the annular weld line shall be done to detect cracks
Filling and single fiberglass mat application at annular and bottom plates and shell
Figure 4 – Shell-to-Annular Plates Reinforcement:
Filling and single fiberglass mat application at annular and sketch and shell.
Page 11 of 16
Document Responsibility: Paints and Coatings Standards Committee
SABP-H-001
Issue Date: 24 June 2009
Selection and Application of Reinforced Fiber Glass
Next Planned Update: TBD
Lay up System for Repair of Storage Tank and Vessels
Figure 5A – Shell (Wall) Lamination Technique
Figure 5B – Shell (Wall) Lamination Application Technique
Page 12 of 16
Document Responsibility: Paints and Coatings Standards Committee
SABP-H-001
Issue Date: 24 June 2009
Selection and Application of Reinforced Fiber Glass
Next Planned Update: TBD
Lay up System for Repair of Storage Tank and Vessels
Figure 6 – First Smoothing Edges & Application of Epoxy System
Figure 7 – Placing the Fiberglass Mat
Page 13 of 16
Document Responsibility: Paints and Coatings Standards Committee
SABP-H-001
Issue Date: 24 June 2009
Selection and Application of Reinforced Fiber Glass
Next Planned Update: TBD
Lay up System for Repair of Storage Tank and Vessels
Figure 8 – Application of the Second Fiberglass Mat on the First Mat
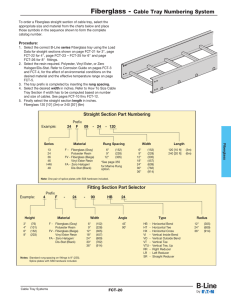
Figure 9 – Application of the Tank Bottom with the
Fiberglass Lamination on Top of the Tank Bottom
Page 14 of 16
Document Responsibility: Paints and Coatings Standards Committee
SABP-H-001
Issue Date: 24 June 2009
Selection and Application of Reinforced Fiber Glass
Next Planned Update: TBD
Lay up System for Repair of Storage Tank and Vessels
The process follows the following sequence:
1. Epoxy resin layer
2. First glass mat (450g/m 2 )
3. Epoxy resin
4. Second layer of glass mat
5. Epoxy resin
6. Surface tissue
7. Gel coat
Figure 10 – Lamination System Applications
24 June 2009
Revision Summary
New Saudi Aramco Best Practice.
Page 15 of 16
Document Responsibility: Paints and Coatings Standards Committee
SABP-H-001
Issue Date: 24 June 2009
Selection and Application of Reinforced Fiber Glass
Next Planned Update: TBD
Lay up System for Repair of Storage Tank and Vessels
Appendix A
System Provider
Hempel
Primer
Hempadur
15590
40 microns
Filler
Glass Fibre Mat
Wetting
Resin
Surface
Tissue
Aggregate to
make Hempel
caulk caulking
resin 05500
curing agent
98500 + anti-slint
67500
Hempel’s GlassFibre
Mat 690-SA
(450 g/m2) +
GlassFibre Mat
surface tissue 691SA
Hempel’s
wetting resin
05500-SA
curing agent
98500
GlassFibre
Mat Surface
Tissue 691SA
(30 g/m2)
Resin 05500
Seal Coat
Nominal
Dry Film
Thickness
1550 -2550
microns
300 microns
1200
microns
Ciba Specialty
Chemicals
Hempadur
15590
Caulking Araldite
Ciba Specialty
Chemicals mixed
with Aerosil 202
or Cabosil;
Alternative
Caulking
Hempadur 3588
450 g/m² fiberglass
chopped strand mat
(CSM)
Araldite GY
257 (Curing
gent Aradur®
830 &
Aradur® 850.
100:52:8 (by
weight)
surfacing
tissue of
30 g/m²
Epoxy mix/ gel
coat to give a
resin rich
finish
1550 -2550
microns
Corrocoat
Polyglass PPA
Corrofil
Dynatronglassfib
er matting
weight 600 g/m2
Corroglass
600
Polyglass
VEF @ 900
microns DFT
VEF @ 900
microns
1550 -2550
microns
Shell
Manufactured
Epikote epoxy
resin
represented by
Global Suhaimi
Company
Jotun
Hempadur
15590 shall
be applied to
a DFT of 50
mic.
Penguard
primer
German Made
Fumed Silica –
CABOSIL M-5
mixed with Shell
epoxy resin shall
be applied as
caulking
material.
Chemtech
Wetting Putty
U.K Made Chopped
Strand Mat- M705
(450 g/m2)
layer system
450 g/m2 glass fiber
mat
Shell
Manufactur
ed Epoxy
Resin
EPIKOTE
816 &
EPICURE
160
Chemtech
340 Glass
reinforced
wetting resin
system
U.K made
Surfacing
“C-GLASS”
Tissue
M524-C35
surfacing
tissue of
30 g/m²
Seal coat to
be applied
using Shell
Epoxy Resin
to a DFT of
250 mic.
1550 -2550
microns
Chemtech 340
Glass
reinforced
wetting resin
1550 -2550
microns
Page 16 of 16