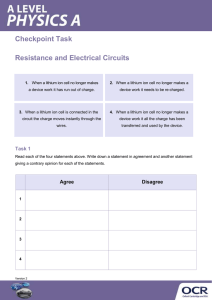
Hydrometallurgy 117–118 (2012) 64–70 Contents lists available at SciVerse ScienceDirect Hydrometallurgy journal homepage: www.elsevier.com/locate/hydromet Recovery of lithium from Uyuni salar brine Jeon Woong An a, Dong Jun Kang a, Khuyen Thi Tran b, Myong Jun Kim b, Tuti Lim c, Tam Tran b,⁎ a b c Technology Research Institute, Korea Resources Corp, Seoul, South Korea Department of Energy & Resources Engineering, Chonnam National University, Gwangju, South Korea School of Life Sciences and Chemical Technology, Ngee-Ann Polytechnic, Singapore a r t i c l e i n f o Article history: Received 27 December 2011 Received in revised form 4 February 2012 Accepted 8 February 2012 Available online 16 February 2012 Keywords: Uyuni salar brine High purity lithium carbonate Removal of magnesium and sulphate Calcium Boron a b s t r a c t A hydrometallurgical process was developed to recover lithium from a brine collected from Salar de Uyuni, Bolivia, which contains saturated levels of Na, Cl and sulphate, low Li (0.7–0.9 g/L Li) and high Mg (15– 18 g/L Mg). Unlike other commercial salar brines currently being processed, the high levels of magnesium and sulphate in Uyuni brine would create difficulties during processing if conventional techniques were used. A two-stage precipitation was therefore first adopted in the process using lime to remove Mg and sulphate as Mg(OH)2 and gypsum (CaSO4.2H2O). Boron (at 0.8 g/L in the raw brine), a valuable metal yet deleterious impurity in lithium products, could also be mostly recovered from the brine by adsorption at a pH lower than pH11.3 in this first stage. The residual Mg and Ca (including that added from lime) which were subsequently precipitated as Ca–Mg oxalate could be roasted to make dolime (CaO ∙MgO) for re-use in the first stage of precipitation. Evaporation of the treated brine up to 30 folds would produce 20 g/L Li liquors. The salt produced during evaporation was a mixture of NaCl and KCl, containing acceptable levels of sulphate, Mg, Ca, etc. The final precipitation of lithium at 80–90 °C produced a high purity (99.55%) and well crystalline lithium carbonate. © 2012 Elsevier B.V. All rights reserved. 1. Introduction Lithium has found application in many industries, from the manufacturing of glass, ceramics, rubbers and pharmaceuticals to production of lithium-ion batteries. The global market share of lithium used in batteries has grown significantly over the last few years and has reached 23% in 2010 (USGS, 2011). The demand for lithium is forecast to increase by ~ 60% from 102,000 t to 162,000 t of lithium carbonate equivalent in the next 5 years, with application in batteries taking a large percentage (40,000 t) of this growth (Hykawy, 2010; Siame and Pascoe, 2011). Yaksic and Tilton (2009) completed an extensive survey and reported that the current resource of lithium in continental/salar brines is approximately 52.3 million tonnes of lithium equivalent, mostly in Chile, Argentina and Bolivia, of which 23.2 million tonnes is recoverable. On the other hand, lithium from mineral resources accounts for 8.8 million tonnes, where large deposits have been located in the USA, Russia and China. The reserves and recoverable resources of lithium were estimated by Evans (2008) as 29.79 million tonnes Li. Several commercial projects have been recently considered or developed to process lithium carbonate from lithium minerals. A mine treating 1 million tonne spodumene ore per year to produce 131,000 tpa lithium concentrate (6% Li2O) was recently built by ⁎ Corresponding author. Tel.: + 82 62 530 1726; fax: + 82 62 530 0462. E-mail address: tamtran@jnu.ac.kr (T. Tran). 0304-386X/$ – see front matter © 2012 Elsevier B.V. All rights reserved. doi:10.1016/j.hydromet.2012.02.008 Galaxy Resources in Western Australia (Galaxy Resources, 2011). The concentrate was sent to its lithium carbonate plant in Jiang Su, China to produce 17,000 tpa lithium carbonate of 99.9% grade. Other projects are also considered for the processing of wastes from China clay operations (Siame and Pascoe, 2011; Sitando and Crouse, 2012) and zinnwaldite wastes from tin–tungsten mines in Cinovec, the Czech Republic (Jandova et al., 2008, 2009, 2010). However, up till now lithium has been mostly produced from salar brines which contain 0.06–0.15% Li due to the low cost of production as shown in Table 1 below for major operations around the world (Evans, 2008; Roskill, 2009). Brine production until 2013 by Chemetall, FMC and SQM is forecast to increase by an annual rate of 4–5% per year, whereas up to a growth rate of 35% per year is expected for the lithium carbonate production from China, due to the significant expansion of the lithium battery industry (Roskill, 2009). Salar de Uyuni in the highland of Bolivia, ranked as one of the richest in the world, has a lithium reserve estimated at 5.4 million tonnes, (USGS, 2011). Apart from the fact that the Uyuni salar is located well above 3600 m altitude, the processing of this brine would present a challenge as it has a high Mg/Li ratio (16–22:1) while the Li content only averages b0.08% Li compared to other geothermal or salar brines (Table 1). Apart from other by-products such as boric acid, potash, sylvite (KCl), sylvinite (KCl ∙NaCl) commonly recovered from salar brines, the value of Mg in the Uyuni brine is as high as for lithium if a chemical grade Mg oxide or hydroxide could be produced. The recovery of lithium from salar brine usually involves continuous solar pond evaporation of the brine in several stages until its J.W. An et al. / Hydrometallurgy 117–118 (2012) 64–70 65 Table 1 Compositions of various brines of commercial value around the world (Boryta et al., 2011; Evans, 2008; Roskill, 2009). Source Clayton Valley, USA Salton Sea, USA Salar de Atacama, Chile HombreMuerto, Argentina Salar de Uyuni, Bolivia Searles Lake, USA Great Salt Lake, USA Dead Sea, Israel Sua Pan, India Bonneville, USA Zabuye, China Taijinaier, China Na K B Li Mg Ca Cl SO4 (wt.%) (wt.%) (wt.%) (wt.%) (wt.%) (wt.%) (wt.%) (wt.%) 4.69 5.00–7.00 9.1 9.9–10.30 7.06 11.08 3.70–8.70 3.01 6 8.3 7.29 5.63 0.4 1.30–2.40 2.36 0.24–0.97 1.17 2.53 0.26–0.72 0.56 0.2 0.5 1.66 0.44 0.005 0.039 0.04 0.0163 0.01–0.04 0.157 0.068–0.121 0.0321 0.0054 0.0018 0.0012 0.002 0.0057 0.0489 0.031 0.019 0.07–0.57 0.965 0.018–0.14 0.65 0.4 0.0026 2.02 0.0057 0.0106 0.02 7.26 14.20–20.90 18.95 15.80–16.80 5 12.3 7.00–15.60 16.1 7.09 14 9.53 13.42 0.34 42–50 1.59 0.53–1.14 0.5–0.97 3.09 0.045 2.26–3.9 0.045 0.019–0.09 0.0306 0.0016 0.026–0.036 1.29 0.071 0.007 0.003 0.007 content reaches 6% Li. Products of 99.5% to 99.99% lithium carbonate can now be manufactured using brine evaporation, precipitation of K and Mg, solvent extraction or ion exchange to remove other impurities (Boryta et al., 2002, 2011). In salar brines containing Mg, carnallite (KCl.MgCl2.6H2O) or bishoffite (MgCl2.6H2O) starts precipitating when the brine is concentrated to ~ 4.4% Li (Atashi et al., 2010; Boryta et al., 2011; Wilkomirsky, 1999). The solar evaporation reaches 5.5–6.5% Li before the concentrated brine is processed to lithium carbonate or chloride. By then lithium carnallite, LiCl.MgCl2.6H2O, also precipitates thus reducing the lithium recovery from the process. The brine by then will contain ~ 6% Li, 1–4% Mg, 0.5–1% boron (as borate). The separate recovery of Mg is therefore necessary for the production of high purity lithium carbonate or lithium chloride. Boron (B) should also be recovered as apart from improving the process economics its removal from the concentrated brine is essential for the production of low B feedstock required for advanced battery manufacturing or Li metal production (Boryta et al., 2011). A new process scheme therefore needs to be developed for high Mg salar brines such as that found in Uyuni, Bolivia. A different approach has to be implemented to remove Mg and B as by-products before lithium carbonate can be recovered. Mg can be removed from sea water, bittern or process liquors as Mg(OH)2 using slaked dolomite (CaMgCO3) or lime (Ca(OH)2) (Carson and Simandl, 1994; Karidakis et al., 2005). In the presence of sulphate, however, gypsum (CaSO4.2H2O) is normally formed. The Mg(OH)2–CaSO4∙2H2O mixture has all properties (BET area, oil adsorption, particle size, whiteness, etc.) required to be used as fire retarding fillers (Hull et al., 2011; Karidakis et al., 2005). However, further refining of this mixture is required before Mg can be recovered as a chemical grade product or as feedstock for Mg metal production. The use of NaOH to precipitate Mg(OH)2 would no doubt produce a high purity Mg product. However the process yields very fine and poorly crystalline Mg(OH)2, creating difficulty during the solid/liquid separation stage required for its recovery from the highly viscous brine (Baird et al., 1988; Henrist et al., 2003). Attempts have been made to promote the “ripening” of nano-sized primary crystals of Mg(OH)2 to improve its settling and filterability by aging the precipitate in 24 h in non-stirring conditions (Turek and Gnot, 1995). Alamdari et 4.61 0.94–2.00 0.061 0.83 3.41 al. (2008) could precipitate Mg(OH)2 of a larger particle size range (5–60 μm) within 60 min from a sea bittern containing 30 g/L Mg by adding seeds (5–40 μm) and adopting slow NaOH addition. After Ca, Mg, B and sulphate are recovered, the concentrated brine can then be purified to remove other residual impurities. The clean brine is then subjected to carbonation to precipitate lithium carbonate using sodium carbonate. The conventional process used by most plant operations can produce lithium carbonate of >99.5% grade. This study therefore focuses on the development of a general process to treat the salar brine from Uyuni, Bolivia and the optimization of the unit operations used to recover a high purity lithium carbonate. The process considered also has to recover Mg, B and K as by-products. 2. Experimental 2.1. Materials Approximately 15 m 3 of the salar brine from Salar de Uyuni was sampled for the experimental testwork conducted at our laboratories in Korea. The brine was analysed by ICP-AES and its composition is shown in Table 2. Hot plates or temperature-controlled water baths were used in experiments where heating was required. All chemicals used in the study were of analytical grade. 2.2. Equipment used In this study the chemical compositions of the brines were determined by ICP-AES (Optima-5300DV, Perkin-Elmer) or IC (ICS-2000, Dionex). The structure of lithium carbonate product was determined by X-ray diffraction analysis (Cu-tube60kv 50 Ma, Philips). The zeta potential of the Mg(OH)2 precipitate was measured using an instrument from Otsuka Electronics (ELZ-Z2). 2.3. Experimental techniques The precipitation of Mg and Ca salts was conducted at ambient temperature (20–22 °C) using various reactors incorporating different modes of stirring. Different precipitants were added (to known volumes of brine, either 2 L or 4 L) in solid form to avoid the dilution Table 2 Compositions (in g/L) of the Uyuni salar brine before and after treatment. Brine before/after treatment Na K Ca Mg Li B Cl SO4 Raw Brine 1 Raw Brine 2 After lime precipitation After oxalate precipitation After evaporation to 20 g/L Li After evaporation to 30 g/L Li 105.4 95.01 92.77 115.2 56.44 37.61 15.7 16.9 16.3 15.9 52.5 41.3 3.33 0.34 13.96 b0.05 b0.05 b0.05 16.7 17.4 0.30 0.17 0.35 0.65 0.84 0.76 0.82 0.82 19.8 30.3 0.70 0.68 0.36 0.20 2.91 4.22 203.7 187.5 189.5 196.3 201.4 215.6 21.3 22.6 0.67 0.76 20.2 13.3 66 J.W. An et al. / Hydrometallurgy 117–118 (2012) 64–70 Ca(OH)2solid Brine Mg, B Removal L Na2C2O4solid S Mg(OH)2 CaSO4.2H2O Adsorbed B Re-processing to recover Mg(OH)2 and B Ca, Mg Removal L S Roasting of Ca-Mg oxalate CaO.MgOrecycling Solar evaporation Residual Ca, Mg, etc… Purification 20 g/L Li Li Na2CO3 solid Evaporation Carbonation 80-90 oC 1.5 g/L Li Carbonate treatment before recycling to solar evaporation 99.55% Li2CO3 Fig. 1. Flowsheet developed for the recovery of lithium as carbonate from Uyuni brine. of the original brine, which hindered the mass balance calculation and the brine concentration afterwards. The precipitate suspension was based on either (a) magnetic bar stirrer, (b) impeller-type stirrer set at 200 rpm and (c) impeller plus ceramic balls for grinding the precipitant added as solid. The use of ceramic balls (5 mm diameter) added to the reactor at 5 g/L would help the reaction to reach equilibrium quickly within 1 h. Samples were taken during the precipitation to confirm the reaction has reached completion. Brine evaporation tests were also conducted by continuous boiling and the concentrated liquors were separated from the precipitates by vacuum filtration or centrifuging. 3. Results and discussion Concentration (g/L) This study investigates conditions for, (a) recovery of Mg, B and Ca as by-products, (b) purification to remove deleterious impurities including sulphate which causes gypsum formation during processing and (c) concentrating the brine by evaporation to achieve 20–60 g/L Li for the precipitation of lithium carbonate. Fig. 1 outlines the major steps involved in the recovery of lithium and other byproducts. Each unit operation of this flowsheet was tested and the results are presented and discussed as follows. 3.1. Recovery of magnesium and boron Different alternatives were evaluated to recover Mg, B and to reduce the levels of Ca and sulphate from the raw brine. Stabcal software (Huang, 2008) was first used to predict the conditions for selectively precipitating Mg and Ca using different precipitants. A typical example of the results obtained from Stabcal modelling is shown in Fig. 2 for the addition of lime to the raw brine at the Lime/Mg molar ratio of 1:1 and 0.1:1. Using lime, Mg could be removed as Mg(OH)2 Ca Mg Na (1:1) B Li Na (0.1:1) pH Fig. 2. Stabcal modelling showing the stability of different Ca, Mg, Li and B species at different pHs and lime additions of 1:1 lime/Mg molar ratio. For Na, the precipitation of Na2SO4∙10H2O was predicted at 0.1:1 lime/Mg addition at a low pH range, whereas at 1:1 lime/Mg molar ratio the precipitation takes place at pH > 12. J.W. An et al. / Hydrometallurgy 117–118 (2012) 64–70 67 Fig. 3. Measured concentration profiles of Brine 2 after precipitation of Mg at different lime/Mg molar ratios. Continuous or dotted lines are those predicted by stoichiometric calculations (for Mg) or from Stabcal, except pH which was measured throughout the test. at a pH > 8.6, whereas the precipitation of gypsum (CaSO4.2H2O) and Na2SO4 takes place over a range of pH from pH2 to 12. The equilibrium concentrations of Ca, Mg, Na, and SO4 ions are therefore controlled by these precipitates during lime addition. Lithium is stable as soluble Li + ions over a wide range of pHs whereas solid (CaO)2∙ B2O3 and (CaO)3∙B2O3 could be formed at a pH > 12. Several other precipitants (containing Na or Ca to avoid contaminating the brine) were also tested, including sodium carbonate, sodium phosphate, caustic (sodium hydroxide) and sodium oxalate. The precipitation of Ca/Mg carbonate, phosphate, hydroxide and oxalate took place rapidly and residual Ca/Mg concentration could reach steady state within 1 h. All carbonate, phosphate and oxalate precipitates could be recovered easily by filtration. However the Mg(OH)2 precipitate formed from NaOH addition was fine and non-crystalline (particle sizes b10 μm) and could not be easily separated from the viscous brine. Our preliminary studies based on precipitation tests and Stabcal modelling showed Ca could be removed selectively in the first stage using phosphate. Mg could also be removed as pure Mg3(PO4)2 salts in the subsequent stage. These phosphates are valuable fertilizer products. However even at additions of phosphate at PO4/Mg stoichiometric ratios >2:1 the residual Mg concentration in the treated brine was still very high (at ~4 g/L Mg). This excessive use of phosphate would contaminate the liquor and cause further complications in the following stages. When sodium carbonate was used as precipitant, the double salt of CaCO3.MgCO3 was formed in the neutral pH range, negating the complete recovery of pure Mg products. Lime is the best precipitant that can be used for removing Mg from the brine, although it has to be added in slight excess for complete Mg removal. The precipitation of gypsum (CaSO4.2H2O) also reduces the sulphate to b1 g/L in the treated brine. The precipitate formed (at pH > 8.6) is a mixture of gypsum and Mg(OH)2 which needs to be further processed to separate Mg from the gypsum waste. As shown later, this precipitate also contained boron which was recovered by adsorption during the first-stage precipitation. Further processing of this mixed product is required to recover high purity Mg and B byproducts from the mixed precipitate. The results of this study will be reported later. Residual Mg after lime precipitation and almost all soluble Ca can then be subsequently removed by adding sodium oxalate. This second-stage precipitate can be converted to MgO ∙CaO (dolime) by roasting for re-use in the lime precipitation stage. Stabcal modelling (Fig. 2) was also used to predict accurately the equilibrium concentrations of Na, K, Li and Cl and other minor elements in the brine as shown in Fig. 3. At a lime addition of 0.1:1 Ca(OH)2/Mg molar ratio, the pH rises from pH7.1 to pH8.6, effecting the precipitation of Mg(OH)2. Stabcal however could not predict the Mg equilibrium conditions accurately as there was large variation of Mg concentration with respect to pH along the steep precipitation line of Mg(OH)2, as seen in Fig. 2. The predicted Mg equilibrium concentration therefore was stoichiometrically calculated from the lime additions. Sodium sulphate started precipitating also (Fig. 2) within this range of pH, causing slight dips in both Na and SO4 concentrations as measured by chemical analysis. As more lime is added, Na2SO4 re-dissolves, releasing SO4 ions for the formation of the less soluble gypsum. The steady state concentrations measured after one hour however showed lower precipitated Mg compared to stoichiometric predictions (i.e. higher Mg concentration remaining in the brine) indicating incomplete reaction of lime and Mg ions. This is expected with lime neutralization as the formation of gypsum coating 0.7 Boron Concentration (g/L) Zeta Potential (mV) 60 40 20 PZC 0 0.6 0.5 0.4 0.3 0.2 0.1 0 0 -20 7 8 9 10 11 12 13 0.2 0.4 0.6 0.8 1 Ca(OH)2/Mg2+ Ratio pH Fig. 4. Zeta potential measurements at different pHs showing the point-of-zero-charge (PZC) at pH11.3. Fig. 5. Removal of boron from Brine 1, at different consecutive additions of Ca(OH)2 (diamonds: addition at 0.1× stoichiometry each time, circles: at 0.2 × mole ratio, triangles: 0.3 × mole ratio). 68 J.W. An et al. / Hydrometallurgy 117–118 (2012) 64–70 120 220 Concentration (g/L) Na 20 80 210 40 200 15 10 Cl K 0 0.7 0 190 0 10 SO4 5 20 30 40 50 60 32 0 10 20 30 40 50 60 4.5 0 10 20 30 40 50 60 50 60 0.6 24 0.5 3 0.4 16 0.3 Mg 0.2 Li B 1.5 8 0.1 0 0 10 20 30 40 50 60 0 0 0 10 20 30 40 50 60 0 10 20 30 40 Concentration Factor Fig. 6. Concentration profile of concentrated brines after evaporation of Brine 1. 3.2. Recovery of residual magnesium and calcium The residual Mg and Ca, including added amounts from lime, could be removed using sodium oxalate (added at 1:1 sodium oxalate/[Ca + Mg] molar ratio to b50 ppm Ca and 170 ppm Mg). The concentrations of other ions after sodium oxalate treatment are also shown in Table 2. The precipitate obtained is a mixed Ca–Mg oxalate which can be converted to dolime (CaO∙MgO) by roasting for re-use in the first stage of lime precipitation. 3.3. Concentration of lithium by evaporation After Mg, B and Ca were removed the brine contained Li, Na and K in a chloride brine of low sulphate. The loss of lithium throughout the removal of Mg and Ca by lime and oxalate precipitation is minimal (within 3% of the analytical analysis error) as indicated in Table 2. Following conventional techniques, lithium could be concentrated to 6% Li by solar evaporation. The operation was simulated in the laboratory in several trials to concentrate the brine several folds from the initial volume of 4 L. In this context the degree of evaporation was measured as the ratio between the initial volume and the volume of brine recovered after evaporation and pressure filtration or centrifuging, defined as Concentration Factor, representing the number of folds the brine was concentrated by. Heavy losses of Li due to evaporated brine caught in NaCl, KCl and other complex salts precipitated during evaporation were observed. As shown in Fig. 7, to achieve 20 g/L and 30 g/L Li, the maximum recovery of Li from evaporation and pressure filtration is ~ 80% and 60%, respectively. In practice, using pond solar evaporation the recovery is expected to be lower as the solid/liquid separation operation would not be as effective as in laboratory studies. The cumulative losses of major ions are shown in Fig. 8. In the first period when the concentration factor is b5, the precipitation of NaCl is more predominant. After that (concentration factor: 5–20) KCl co-precipitates with some loss of Mg measured, possibly as Mgchloride salt or by adsorption on NaCl and/or KCl. By mass balancing the cumulative number of moles losses, i.e. Δ(mol), from the liquor obtained after evaporation, it was confirmed that most of the salt 100 80 Li recovery (%) would prevent complete dissolution of lime particles for the reaction. The pH rose steadily from pH8.6 to pH9.2 at further additions of lime until the 1:1 Ca(OH)2/Mg molar ratio was reached. After this, the pH would rise to pH > 11.5 at a further addition of lime. Above pH12, Stabcal predicts that sodium sulphate would re-precipitate at 1:1 lime/Mg molar ratio (as shown Fig. 2). The recovery of boron during lime addition corresponding to the lime/Mg molar ratio of 0.1:1 to 1:1 is mainly due to adsorption by the Mg(OH)2-gypsum mixed precipitate. This was confirmed by the measurement of zeta potential of the Mg(OH)2 precipitate. Fig. 4 shows the zeta potential Ezeta measured as 0–60 mV for the pH range of pH8–11.3, with the zero-point-of-charge at pH11.3. Above this pH, the surface of Mg(OH)2 is only lightly negatively charged. As shown in the Stabcal stability diagrams (Fig. 2) boron exists as HB4O7− or B(OH)4− cation within the range pH8–12, and therefore is easily adsorbed onto Mg(OH)2 below the point-of-zero-charge. The Stabcal modelling however could not predict the adsorption process as shown in Fig. 3, where large discrepancies exist between the model prediction and boron concentration measured. The solution pH increased steadily to pH ~ 11.5 at further additions of lime until 1:1 stoichiometry. After this, the adsorbed boron was released from the Mg(OH)2 back to the brine. However with lime addition past 1:1 stoichiometry, (CaO)2B2O3 and (CaO)3B2O3 started precipitating as indicated by Stabcal, causing incomplete recovery of boron at high pHs. The adsorption process was reproducible at different modes of lime addition as shown in Fig. 5 (at 0.1×, 0.2× or 0.3× lime/Mg stoichiometric ratio). Typical compositions of the brine after lime treatment, added at 1:1 Ca(OH)2/Mg molar ratio are listed in Table 2. 60 40 20 0 0 10 20 30 40 50 Achieved Li concentration (g/L) Fig. 7. Li recovery after consecutive evaporation of Brine 1 to achieve 10, 20, 30, 40 and 50 g/L Li targets. J.W. An et al. / Hydrometallurgy 117–118 (2012) 64–70 25 Run 1 Run 2 Run 3 Run 4 Run 5 10 Δ(Mol) 20 1.5 15 Na 5 0 10 20 30 40 50 K 0.5 60 0 15 Run 1 Run 2 Run 3 Run 4 Run 5 1 0 0.025 Run 1 Run 2 Run 3 Run 4 Run 5 0.015 0.01 Mg 0.005 0 0 10 20 30 40 50 0 60 10 20 30 40 50 20 30 40 50 60 0.04 Li 0.05 0.03 Run 1 Run 2 Run 3 Run 4 Run 5 0.1 0 60 10 0.05 0.02 10 20 30 40 50 Run 1 Run 2 Run 3 Run 4 Run 5 B 0.01 0 0 Cl 5 0.15 0.02 Run 1 Run 2 Run 3 Run 4 Run 5 10 0.2 0.03 0 25 2 20 69 0 60 0 10 20 30 40 50 60 Concentration Factor Fig. 8. Cumulative losses (as number of moles) of various ions after evaporation of Brine 1. precipitated during the early stage of evaporation (at b20 folds) was a mixture of NaCl and KCl (i.e. Δ(mol) (Cl −) = Δ(mol)(Na +) + Δ(mol) (K +)). Up to the concentration factor of 20 the loss of lithium and boron is minimal. This loss increases at further evaporation of the brine. For example at the concentration factor of 30, the lithium concentration in the liquor was 20 g/L whereas Δ(mol)(Li +) is 0.1 mol, representing losses of ~ 20% (of ~0.4 mole Li contained in 4 L of the original brine of ~0.1 mol/L Li). Sulphate concentration shows a one-to-one linear relationship with the concentration factor up to 20 folds, highlighting the fact that no sulphate salt will precipitate up to this level of evaporation. A concentration ratio of 14 and 26 was measured for boron and sulphate at 20-fold evaporation confirmed minimal losses of these two ions (within experimental error by division). At a higher concentration factor (>30) the loss of sulphate was also observed (Fig. 6) indicating sulphate salts started precipitating. Evaporative concentration up to 30-folds can therefore be conducted in future commercial operations to produce concentrated brines of ~20 g/L Li. Table 3 Composition of lithium carbonate (99.55%) product. Component Ca Mg Na K Li B Sr Content (%) Component Content (ppm) 0.04 Fe b 10 b 0.01 Cu b 10 0.15 Al b10 0.06 Ni b10 18.7 Zn b 10 0.06 Cr b 10 0.04 Pb b 10 in the range 80–90 °C, where the maximum solubility of lithium carbonate is between 1.5 and 1.8 g/L Li (corresponding to 7.8–8.2 g/L lithium carbonate). Under these conditions, the recovery of lithium in the final stage is expected to be higher than 90% using a feed liquor of 20 g/L Li. The product produced from this precipitation was a wellcrystalline materials as confirmed by its XRD pattern. After washing in hot water, a high purity product (99.55% lithium carbonate) could be recovered. The composition of this product is shown in Table 3. 4. Conclusions 3.4. Lithium carbonate precipitation At 20 g/L Li concentration, precipitation of lithium carbonate to recover the product can be performed using sodium carbonate precipitant. As shown in Fig. 9, the solubility of lithium carbonate decreases at temperatures higher than ambient (Garrett, 2004). The carbonation stage therefore is usually conducted at elevated temperature Li2CO3solubility (g/L) 16 14 12 10 A hydrometallurgical process was developed to recover lithium from the Uyuni salar brine containing 15–18 g/L Mg, 0.7–0.9 g/L Li and saturated with Na, Cl and sulphate. A two stage precipitation was employed to remove Mg, Ca, B and sulphate from the brine using lime first and then sodium oxalate. The mixed Mg(OH)2, gypsum and adsorbed boron from the first stage of precipitation needs to be re-processed to produce high purity Mg and B products. Residual Mg and Ca can then be totally removed by sodium oxalate in the second stage of precipitation. Following a 30-fold evaporation the brine could be concentrated to achieve 20 g/L Li. Further polishing purification can be conducted to remove residual Ca and Mg before the treated brine was subjected to carbonation at 80–90 °C using sodium carbonate. A high purity (99.55%) and well crystalline lithium carbonate could then be produced from this process. Acknowledgement 8 6 0 20 40 60 80 100 Temperature (oC) Fig. 9. Lithium carbonate solubility at different temperatures. Data from Garrett (2004). This work was supported by a grant from the Energy Efficiency & Resources of the Korea Institute of Energy Technology Evaluation and Planning (KETEP), Ministry of Knowledge Economy, Korea (no. 2010 T100100408). References Alamdari, A., Rahimpour, M.R., Esfandiari, N., Nourafkan, E., 2008. Kinetics of magnesium hydroxide precipitation from sea bittern. Chem. Eng. Process. 47, 215–221. 70 J.W. An et al. / Hydrometallurgy 117–118 (2012) 64–70 Atashi, H., Sarkari, M., Zeinali, M., Zare Aliabadi, H., 2010. Recovery of magnesium chloride from resulting potash unit concentrate case study: Iran Great Desert Brine. Aust. J. Basic Appl. Sci. 4 (10), 4766–4771. Baird, T., Braterman, P.S., Cochrane, H.D., 1988. Magnesium hydroxide precipitation as studied by gel growth methods. J. Cryst. Growth 91, 610–616. Boryta, D.A., Kullberg, T.F., Thurston, A.M., 2002. Recovery of lithium from birnes, US Patent 6,497,850 B1 (Dec 24, 2002). Boryta, D.A., Kullberg, T.F., Thurston, A.M., 2011. Production of lithium compounds directly from lithium containing brines, US Patent 8,057,764 B2 (Nov 15, 2011). Carson, R.C., Simandl, J., 1994. Kinetics of magnesium hydroxide precipitation from sea water using slaked dolomite. Miner. Eng. 7 (4), 511–517. Evans, J.K., 2008. An abundance of lithium. accessed on 27 November 2011. http://www. worldlithium.com/An_Abundance_of_Lithium_1_files/An_Abundance_of_Lithium. pdf; http://www.worldlithium.com/AN_ABUNDANCE_OF_LITHIUM_-_Part_2.html. Galaxy Resources Ltd, 2011. Accessed on 27 November. http://www.galaxyresources.com.au/ documents/GXY03LithiumCarbonateTestworkResults.pdf; http://www.galaxyresources. com.au/project_jiangsu.shtml; http://metalsplace.com/news/articles/33315/galaxyresources-ups-lithium-ore-reserves-by-23/. Garrett, D., 2004. Handbook of Lithium and Natural Calcium Chloride. Elsevier, p. 214. Henrist, C., Mathieu, J.P., Vogels, C., Rulmont, A., Cloots, R., 2003. Morphological study of magnesium hydroxide nanoparticles precipitated in dilute aqueous solution. J. Cryst. Growth 249, 321–330. Huang, H., 2008. Stabcal Software, Montana Tech. University of Montana, MT, USA. Hull, T.R., Witkowski, A., Hollingbery, L., 2011. Fire retardant action of mineral oxide fillers. Polym. Degrad. Stab. 96, 1462–1469. Hykawy, J., 2010. Looking at lithium: discussing market demand for lithium in electronics. Mater. World Ceram. Lithium 18 (5), 34–35. Jandova, J., Vu, H.N., Belkova, T., Dvorak, T., 2008. Lithium extraction from zinnwaldite wastes using gypsum method. Acta Metall. Slvaca 14 (1), 101–105. Jandova, J., Vu, H.N., Belkova, T., Dvorak, T., Kondas, J., 2009. Lithium extraction from zinnwaldite wastes. Ceram. Silik. 53 (2), 108–112. Jandova, J., Dvorak, P., Vu, H.N., 2010. Processing of zinnwaldite waste to obtain lithium carbonate. Hydrometallurgy 103, 12–18. Karidakis, T., Agatzini-Leonardou, S., Neou-Syngouna, P., 2005. Removal of magnesium from nickel laterite leach liquors by chemical precipitation using calcium hydroxide and the potential use of the precipitate as filler material. Hydrometallurgy 76, 105–114. Roskill, 2009. The economics of lithium. Roskill Information Services. www.roskill.com. (ISBN 978 0 86214 555 2). Siame, E., Pascoe, D., 2011. Extraction of lithium from micaceous waste from China clay production. Miner. Eng. 24 (14), 1595–1602. doi:10.1016/j.min.eng.2011.8.013. Sitando, O., Crouse, P.L., 2012. Processing of a Zimbabwean petalite to obtain lithium carbonate. Int. J. Miner. Process. 102–103, 45–50. doi:10.1016/j.minpro.2011.09. 014. Turek, M., Gnot, W., 1995. Precipitation of magnesium hydroxide from brine. Ind. Eng. Chem. Res. 34, 244–250. USGS — US Geological Survey, 2011. Mineral Commodity Summaries — Lithium. USGS, Virginia, pp. 94–95 (January 2011, ISBN 978-1-4113-3083-2). Wilkomirsky, I., 1999. Production of lithium carbonate from brines, US Patent 5,993,759 (Nov 30, 1999). Yaksic, A., Tilton, J.E., 2009. Using the cumulative availability curve to assess the threat of mineral depletion: the case of lithium. Resour. Policy 34, 185–194.