Avances en cilindros de laminación: tecnología y materiales
advertisement

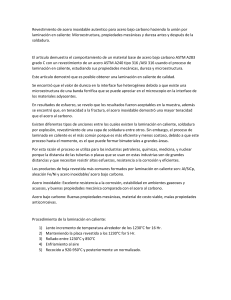
See discussions, stats, and author profiles for this publication at: https://www.researchgate.net/publication/261423648 Avances recientes en cilindros de laminación Article · October 2010 CITATION READS 1 1,288 1 author: Jorge Madias Metallon 202 PUBLICATIONS 224 CITATIONS SEE PROFILE Some of the authors of this publication are also working on these related projects: Coal & Coke Technology View project BOF Technology View project All content following this page was uploaded by Jorge Madias on 08 April 2014. The user has requested enhancement of the downloaded file. actualización tecnológica Tecnología: Avances recientes en cilindros de laminación Por Jorge Madías* En este trabajo se revisa el estado actual de la tecnología de producción y utilización de los cilindros, con énfasis en los aspectos de mayor interés para la siderurgia, y los avances producidos en los años recientes. Introducción En la producción de aceros laminados, tanto planos como largos y tubos, se utilizan cilindros de laminación que pesan desde algunos kilogramos hasta decenas de toneladas. Estos cilindros se producen con diversas tecnologías, en una gran variedad de materiales, con una metalurgia compleja. Su función es importante no sólo desde el punto de vista de la productividad sino también desde su gran influencia sobre la calidad superficial y otros rasgos de los productos siderúrgicos. En algunos casos, la incidencia en el costo de laminación es importante, si se tiene en cuenta no sólo el precio de los cilindros, más sus costos de compra, almacenamiento y mantenimiento, sino también las pérdidas ocasionadas por las paradas para cambiarlos. Entre los procesos cabe mencionar el colado estático, el colado centrifugado, la doble colada, el forjado de lingotes, la refusión bajo electroescoria, los procesos de cladding y el sinterizado. Entre los materiales, se destacan las fundiciones de grafito laminar y nodular, de baja aleación y al cromo, con carburos mejorados, los aceros al cromo y los aceros semirrápidos y rápidos y el carburo de tungsteno. * Gerente de la empresa Metallon, Argentina. 42 Cilindros para laminación en caliente de planos Los trenes de laminación de chapa en caliente convencionales tienen para la operación de desbastado (sección inicial) una caja reversible o varias cajas en continuo y para el terminado (sección final) varias cajas en continuo. Los trenes cuentan con cilindros de trabajo –que están en contacto directo y aplican las fuerzas sobre el material a laminar– y cilindros de respaldo, que proveen un soporte rígido a los cilindros de trabajo para evitar su flexión bajo las cargas en juego en la laminación. La discusión se centra en los cilindros de trabajo, que son los que se consumen más rápidamente y tienen mayor incidencia en la productividad y la calidad. Las exigencias de choque térmico y mecánico y de abrasión a que se ven sometidos estos cilindros son diferentes en la operación de desbastado, en las primeras cajas terminadoras y en las últimas cajas terminadoras. Esto ha llevado al predominio de diferentes materiales en cada uso. El proceso utilizado para estos cilindros es el de centrifugado vertical u horizontal de la cáscara, con posterior armado del molde con la cáscara en su interior y colado estático del núcleo (Figura 1). En Japón, en particular para la introduc- ción de los cilindros de acero rápido, se utilizó inicialmente el proceso de colado continuo para revestimiento, o CPC (Continuous Pouring for Cladding) (Figura 2); sin embargo, en la última década, por su menor costo, está habiendo una tendencia hacia el colado centrifugado horizontal, según el primer método descrito [1]. Figura 1 Producción de cilindros con cáscara centrifugada y núcleo colado en forma estática [2] Centrifugado de la cáscara El centrifugado con doble colada plantea muchos desafíos [4] (Figura 3): • los cilindros son piezas de gran tamaño y complejas; cuanto mayor es la pieza, hay más probabilidad de que hayan defectos internos; • la cáscara y el núcleo tienen composición química, temperaturas de transformación y expansión térmica diferentes, con altas tensiones residuales como consecuencia; • las altas tensiones residuales y los defectos internos o en la transición entre cáscara y núcleo pueden aumentar el riesgo de fallas. Los parámetros de proceso más importantes son la temperatura del núcleo líquido y la temperatura en el lado interno de la cáscara. El núcleo líquido debe refundir la parte en contacto de la cáscara solidificada. Si esto no es hecho adecuadamente, inclusiones de escoria u otras partículas no metálicas pueden debilitar la unión ente ambos. Se han desarrollado recientemente herramientas de control no destructivo más sofisticadas, tanto en la fabricación como en el uso de los cilindros [1] y se ha modelado lo que ocurre en la interface durante la operación para investigar fallas [5]. Figura 2 Producción de cilindros con cáscara colada alrededor de un núcleo sólido (CPC) [3] Material para el núcleo Bobina inductora Metal líquido Horno de fusión Repartidor Bobina inductora Horno de colado Molde refrigerado por agua Material de la cáscara Dirección de extracción Debastadores y cajas iniciales del terminador En los desbastadores se han utilizado los aceros de alto cromo y en las primeras cajas del terminador la fundición de alto cromo; la tendencia actual es su reemplazo por los cilindros de acero semirrápido o rápido, con mejor performance [6]. Este reemplazo ha sido lento, ya que el desarrollo inicial se realizó en Japón a fines de los años ’80 y sólo en la última década su uso se ha expandido [7]. La expansión ha sido mucho más rápida en Japón que en Europa. El desarrollo comenzó en laminadores de barras. Luego se intentó en las cajas finales de los terminadores de planos, con malos resultados. Mucho mejor fue la introducción en las cajas iniciales, al punto que hoy en Japón el 95% de los laminadores los utilizan allí. A mediados de la década del ’90 se introdujeron en los desbastadores [1]. Figura 3 Principios de los cilindros compuestos [4] Cáscara Unión Núcleo Cuello Tabla Simulación por elementos finitos del campo de tensiones en rodillo de trabajo ∅ 1.200 mm Cáscara Cuello Unión Núcleo −σ +σ 43 actualización tecnológica Figura 4 Tipo de cilindro de trabajo en cajas F1-F3/4 de 26 laminadores de chapa en caliente europeos, según datos del año 2010 [1] En Europa, en cambio, a la fecha todavía los cilindros de fundición de alto cromo compiten con los cilindros de acero rápido en las cajas iniciales del terminador (Figura 4). 19% < 10% uso de cilindros de acero rápido 42% > 50% uso de cilindros de acero rápido; resto fudición de alto horno 39% 100% uso de cilindros de acero rápido La utilización exitosa de cilindros de acero rápido depende de la superación de algunos problemas que se han encontrado en su implementación [1]. Uno de ellos es el hecho de que el coeficiente de fricción con la chapa es mayor, lo que implica la necesidad de una mayor fuerza de laminación. Otros problemas que se han relacionado con la introducción de estos cilindros son: • ocurrencia de óxidos laminados; • deterioro inaceptable de la superficie; • baja resistencia al agrietamiento y al desprendimiento (spalling); Figura 5 Aspecto de la zona superficial de cilindros de acero forjado al cromo (izquierda) y de acero rápido inicial (derecha) luego de una campaña normal [4]. Observación en microscopio electrónico de barrido • baja calidad del rodillo (interface cascara-núcleo, segregación o porosidad en la cáscara, altas tensiones residuales); • vibraciones; • problemas de control de perfil y planitud debido a la corona térmica. Figura 6 Microestructura de la cáscara en tres materiales para cilindros de trabajo de laminación en frío: arriba a la izquierda: acero al cromo forjado; abajo a la izquierda: acero rápido centrifugado inicial, con carburos aislados; derecha, acero rápido centrifugado final, con trazas de carburos eutécticos [4] Algunos de estos aspectos han sido abordados por los fabricantes de cilindros. Por ejemplo, uno de ellos desarrolló un grado de acero rápido con menor coeficiente de fricción y mejor tolerancia al daño. En la Figura 5 se presenta el aspecto de la superficie de los cilindros de alto cromo y del acero rápido que producía antes de ese desarrollo, luego de una campaña normal. El nuevo grado tenía trazas de carburos eutécticos, que eran útiles para frenar el desarrollo de las grietas y evitar porosidad de rechupe durante la solidificación de la cáscara. En la Figura 6 se comparan las microestructuras de los tres materiales. Existen en la literatura pública numerosos ejemplos de las mejoras en la performance de los cilindros con los cambios de material. En la Figura 7 se presentan a título de ejemplo los casos de un desbastador reversible y las cajas iniciales de un terminador. 50 µm Cajas terminadoras finales 50 µm 50 µm 44 En las últimas cajas terminadoras está generalizado el uso de cilindros de temple indefinido (ICDP, Indefinite Chill Double Pouring) que mejoró su performance con modificaciones en la composición química que resultaron en la introducción en su estructura de carburos de alta dureza (EC-ICDP, Enhanced Carbide). Figura 7 Mejoras en la performance de cilindros con el cambio de material. Derecha: caja desbastadora reversible; Izquierda: cajas iniciales de un terminador [4] 30.000 Debastador reversible - Ø1.250 x 2.050 mm 65.000 +25% 0 HiCr CE HiCr 42.000 +15% 10.000 5.000 HSS-Cr 0 HSS-Mo HiCr CE HiCr HSS-Cr En la Figura 8 se presentan los distintos tipos de materiales utilizados en la cáscara de los cilindros, sus diferentes durezas y su contenido en carburos. Llama la atención que el contenido total en carburos va disminuyendo drásticamente, en tanto que la dureza se incrementa, aunque no en forma tan marcada. Obviamente, va cambiando el tipo de carburos. 1 2 Contenido de carburos (%), dureza de la tabla (ShC) Los cilindros con carburos mejorados son actualmente los que determinan la duración de la campaña. Mejorar su performance es una tarea compleja. El uso de carburos de mayor dureza y en mayor cantidad que en los diseños actuales está limitado por las condiciones reales vigentes en la mayor parte de los laminadores. Hay desarrollos en curso para introducir en las cajas terminadoras nuevos materiales. Por ejemplo, CSN y Villares Rolls están ensayando actualmente en el laminador de Volta Redonda la denominada tecnología Equalizer, procurando igualar la vida de los cilindros en todas las cajas del laminador [8]. hasta 10000 t/campaña Figura 8 Evolución de los tipos de material para la cáscara de cilindros de trabajo de laminadores de chapa en caliente [4] Este desarrollo comenzó a mediados de la década del ’90, con posterioridad al del acero rápido, pero se impuso con mayor rapidez [6]. En la etapa inicial del desarrollo, el foco estaba en determinar la cantidad de carburos MC1 que se podía usar. Esto debía ser realizado sin modificar sensiblemente el balance entre grafito y carburos y la composición de la matriz. La introducción del nuevo material fue simple porque no exigió modificaciones en el proceso, como por ejemplo en la refrigeración de los rodillos o en la lubricación [6]. La performance superó a la de los cilindros de temple indefinido tradicionales en el 15% al 20%, en promedio. HSS-Mo ~5000 t/campaña ~2500 t/campaña 3.000 100 90 80 65/78 65/82 75/85 70/80 75/85 50 MC ShC 70 60 80/90 M=(V, Nb) SiC WC Al203 40/50 40 M2C 25/40 8/18 20 <5% 0 Temple definido ICDP Fundición de alto Cr Acero de alto Cr M=(W, Mo) M7C3 M=(Cr, Fe) M23C6 (Cr, Fe) 5/15 10 2.000 M=(W, Mo, V) M 6C 18/28 30 Dureza 10.000 30.000 30.000 15.000 Vickers 40.000 +85% +45% 22.800 +40% x 3,0 20.000 12.360 50.000 Performance (t/mm) +63% 8.500 x 2,7 24.000 Laminado por campaña (t) 25.000 60.000 20.000 Cajas FO y F1 de laminador de 7 cajas - Ø740 x 1.800 mm 7.400 80.000 70.000 HSS M3C (M=Fe) 1.000 Martensita ULC Perlita Austenita Ferrita 0 Cilindros para laminación en frío de planos Los laminadores de chapa en frío de gran capacidad suelen ser varias cajas continuas de cuatro cilindros en alto. Para los cilindros de trabajo se utilizan generalmente cilindros de acero forjado aleado con cromo y sometidos a un cromado superficial. El cromado fue desarrollado inicialmente para los laminadores temper 2; luego se extendió a los laminadores de reducción. Hay requisitos contrapuestos en la selección de la temperatura de revenido de estos cilindros, que obligan a la adopción de una solución de compromiso, que puede variar en función de las particularidades de cada laminador (Figura 9). Como para otros tipos de laminadores, también aquí han desembarcado los aceros rápidos, aleados por ejemplo con cromo, molibdeno, vanadio y tungsteno (Cuadro 1). La temperatura de revenido de los cilindros es elevada (450°C a 550°C, en lugar de 150°C a 250°C). Esto es posible por el alto pico de endurecimiento secundario que presentan estos aceros (Figura 10). Dependiendo del tenor de vanadio, la dureza está entre 740 y 820 HV para este rango de temperatu- Los carburos (C) se suelen denominar por la forma en que se combinan con los metales (M): MC, MC2, MC3, MC4). También llamados laminadores de endurecimiento o acritud. 45 actualización tecnológica Cuadro 1 Rango de composición química de aceros semirrápido y rápido para cilindros de trabajo de laminadores de chapa en frío [9] Elemento Acero forjado al Cr Acero rápido forjado C (%) 0,75 a 1,5 0,8 a 1,5 Cr (%) 1a6 8 a 13 Mo (%) 0,1 a 0,6 0,5 a 3 V (%) 0,1 a 0,3 0,5 a 3 W (%) 0,1 a 0,2 0,2 a 2 ras. La alta temperatura de revenido es favorable para la resistencia a incidentes de laminación (problemas operativos que pueden aparejar la salida de servicio del cilindro). A su vez, la resistencia a la abrasión aumenta por el contenido de elementos de aleación. No se requiere el cromado usual en los cilindros de acero forjado. La limpieza de la chapa no es un problema con los grados de bajo vanadio; con los grados de alto vanadio, puede haber alguna formación de polvo que se adhiere a la chapa. Los rodillos de acero rápido, en particular los de alto vanadio en las cajas finales, han requerido el desarrollo de nuevas piedras para el rectificado. Figura 9 Antagonismo entre la aplicación y las propiedades deseadas, para los cilindros estándar de acero forjado al cromo [9] En este caso el proceso de fabricación es el de colado en lingote, eventualmente refusión bajo electroescoria y forjado en un solo bloque, como los aceros al cromo, pero también se han probado variantes como el colado bajo electroescoria alrededor de un núcleo sólido (ESR Cladding). 900 Mayor retención de la dureza (abrasión) Dureza - DPH 850 800 Cilindros para laminación de chapa gruesa 750 700 Mayor resistencia a incidentes de laminación 650 100 150 200 250 300 350 Temperatura de revenido (°C) Figura 10 Dureza en función de la temperatura de revenido, para el acero estándar con 5% Cr, dos variantes de acero semirrápido y acero rápido [10] 880 5% Cr estándar 860 5% Cr “s” Semi HSS 840 En segundo lugar es clave minimizar los problemas que ocurren durante la solidificación de los lingotes, tales como el rechupe primario, el rechupe secundario, la segregación en V y en A, etc. Estos problemas no se resuelven en los pasos posteriores, ya que para lingotes de estos tamaños, la relación de reducción es muy baja. Para predecir las situaciones que pueden ocurrir durante la solidificación del lingote se utilizan herramientas de modelado (Figura 11). Semi HSS bajo V 820 HSS alto V HV 30 800 780 760 740 720 700 680 660 100 150 200 250 300 350 °C 46 400 En este campo un desafío particular ha sido planteado en forma reciente por la construcción de varios laminadores de este tipo, particularmente en China, con rodillos cuyo diámetro de tabla es de hasta 2,2 m y longitud de tabla de hasta 5 m. Estos rodillos se construyen basados en lingotes forjados de aceros al cromo. Aquí los problemas planteados son, en primer lugar, logísticos y también de proceso. Hay rodillos de 180 t de peso terminado, lo que implica un peso de colado de unas 300 t, lo que plantea las consiguientes necesidades en lo que hace a grúas, transporte interno y externo, moldes para el colado, hornos para tratamiento térmico y máquinas herramientas [11]. 450 500 550 En una planta en particular, para estos casos se realizan tres coladas sucesivas en un horno eléctrico de arco de 90 t, que se afinan en un equipo de desgasificación en vacío con calentamiento por arco. Se mantienen en calentamiento en un horno cuchara; luego cuando están las tres cucharas listas se realiza el colado en vacío. El lingote obtenido sufre el corte de la mazarota (parte superior que cumple la función de aportar metal líquido para compensar la contracción que ocurre durante la solidificación); se somete a un precalentamiento y es forjado. Se le hacen ensayos primarios; se realiza el desbastado inicial; luego pasa por un normalizado al aire forzado y finalmente pasa por el mecanizado final (Figura 12). Figura 11 Modelado de solidificación de lingote. Izquierda: Predicción de porosidad. Derecha: Porcentaje de fracción solidificada para un tiempo determinado [11] 0,1000 0,0933 0,0867 0,0800 0,0733 0,0667 0,0600 0,0533 0,0467 0,0400 0,0333 La forja se realiza en una prensa de 10.000 t con un esquema que privilegia la consolidación axial (Figura 13) [11]. 0,0267 0,0200 0,0133 0,0067 0,0000 Figura 12 Ruta de proceso para la producción de grandes cilindros de trabajo en acero forjado para laminadores de chapa gruesa [11] Colado bajo vacío HEA 90 t VAD Precalentamiento Forja Tratamienrto térmico primario Desbastado Normalizado Terminado Cilindros para laminación de productos largos Esta sección trata de los cilindros, rodajas y anillos utilizados en la laminación de barras, alambrón y perfiles livianos y medianos. Las rodajas se utilizan en las cajas en voladizo, y suelen producirse a partir de un cilindro fundido, del cual se cortan varias rodajas; a diferencia de los cilindros, generalmente tienen tallado un solo canal. Los anillos de material sinterizado se montan en cilindros. Los cilindros y rodajas pueden ser de fundición nodular perlítica o bainítica y, en algunas aplicaciones, de temple indefinido, temple definido3 o acero fundido. Por otra parte, sobre todo para los 3 Figura 13 Procedimiento de forja para cilindros de trabajo de laminadores de chapa gruesa [11] Lingote Terminado Las denominaciones «temple definido» y «temple indefinido» aluden al aspecto de la fractura, que depende del carbono en forma de grafito y de carburo de hierro. 47 actualización tecnológica Figura 14 Costo de manufactura y precio de venta de los cilindros, en función de su peso [12] 5 Costo relativo 4 3 2 1 0,8 1 3 0,4 2 31 62 125 kg 1. Precio de venta 250 500 1000 1 2 4 8 16 Peso del cilindro 2. Costo de la materia prima 32 64 124 t 3. Costo total de manufactura tramos terminadores, se utilizan los ya mencionados anillos, básicamente carburo de tungsteno [12]. En el primer caso hay muchos productores, sobre todo en países emergentes; en el segundo caso, la oferta está restringida a unos pocos proveedores. otras zonas, son Fundición San Cayetano y Titania. Varias empresas latinoamericanas producen parcialmente sus propios cilindros. Los cilindros fundidos de acero rápido ocupan un espacio superpuesto, compitiendo en los tramos terminadores con otros materiales fundidos y con los mencionados anillos [13]. Es un campo que va siendo dejado de lado por los grandes productores de cilindros de los países desarrollados, debido a que los cilindros son de poco peso y los márgenes son mayores para los cilindros utilizados en la laminación de planos (Figura 14). La necesidad de incrementar la capacidad de producción de las instalaciones existentes, las demandas de calidad y el desarrollo de nuevas calidades de acero plantean nuevos desafíos a los productores de cilindros. Éstos han respondido procurando mejorar procesos y materiales. En muchos casos, el aprovechamiento de las mejores cualidades de estos materiales hace necesario realizar modificaciones en equipamientos relacionados y cambiar prácticas operativas. Esto explica también por qué la investigación y el desarrollo se han concentrado en los grandes cilindros y los avances en los cilindros para productos largos han sido menores. Los avances han sido importantes en los cilindros de mayor valor, en tanto que en áreas que utilizan cilindros pequeños la inversión en investigación y desarrollo ha sido menor. América Latina Referencias La contribución latinoamericana a los avances tecnológicos en los rodillos es interesante, tanto en lo que respecta a los productores de cilindros como a los usuarios y al apoyo técnico de universidades y centros de investigación. Hay desarrollos, introducción de nuevos materiales y mejora continua [14-20]. Uno de los productores líderes en el mundo, Villares Rolls, está localizado en la región. Otros productores de América Latina, que también exportan cilindros a 48 View publication stats Conclusiones [1] Mario, S.; «HSS work rolls for hot mill finishing stands: Keys to success». AISTech 2010 Proceedings - Volume II pp. 279-292. [2] Brandner, M.; van Kollenburg, R.J.W.M.; «Interpretation of UT and EC Results in Roll Testing». AISTech 2010 Proceedings - Volume II pp. 771-779. [3] Hashimoto, M.; «Continuous Pouring Process for Cladding (CPC process) of Rolls», in Rolls for the Metalworking Industry, Editor Gene E. Lee, ISS 2002, pp. [4] Ziehenberger, K.H.; Windhager, M.; «Stateof-the art work rolls for hot rolling flat products». CONAC 2007 - 3rd Steel Industry Conference and Exposition, November 2007, Monterrey, México, pp. 1-12. [5] Liu, Y.; Fan, J.; Levick, M.; «Mechanical Study for Reducing Shell-Core Bond Separation of Duplex Cast Work Rolls for a Hot Strip Mill». AISTech 2010 Proceedings - Volume II pp. 757-770. [6] Andersson, M.; Finnström, R.; Nylén, T.; «Introduction of enhanced indefinite chill and high speed steel rolls in European hot strip mills». Ironmaking and Steelmaking 2004 Vol. 31 No. 5, pp. 383-387. [7] Windhager, M.; Ziehenberger, K.H.; «High speed steel work rolls - Recent developments and future trends». 42nd ABM Rolling Seminar, Santos, Brazil, October 2005. [8] Pereira Campbell, L.A.; Furtado de Azevedo, S.J.; Guelli Gonçalves de Oliveira, D.; Farias Nicodemos, L.J.; Bernardes, F.G.; Serantoni, C.R.; Rosso Santana Mendes, M.A.; Vilela Melo, M.; «Desempenho dos cilindros Equalizer no laminador de tiras a quente da CSN». 45° Seminário de Laminação da ABM, Santos, Brasil, novembro 2009, p. 506-516. [9] Gaspard, C.; Vergne, C.; Batazzi, D.; Nylen, T.; Bolt, P.H.; Mul, S.; Reuver, K.M.; «Implementation of in-service key parameters of HSS work roll grade dedicated to advanced cold rolling». AISTech 2010 Proceedings, pp. 347-358. [10] Gaspard, C.; Bataille, S.; Batazzi, D.; Thonus, P. «Current trends for cold rolling applications with HSS rolls». Iron & Steelmaker February 2003 pp. 29-33. [11] Kearney, M.; Crabbe, M.; Talamantes-Silva, J.; «Developments and manufacture of large plate mill rolls». Ironmaking and Steelmaking 2007 Vol. 34 No. 5 pp. 380-383. [12] Schröder, K.H.; «Are small rolls to be considered as commodities?». CONAC 2003, Noviembre 2003, Monterrey, México. [13] Rufino Xavier, R.; de Carvalho, M.A.; Cannizza, E.; White, T.H.; Rivaroli Jr., A.; Sinatora, A.; «Development and application of high speed steel rolls for long products». 45th MWSP Conference Proceedings, Vol. XLI, 2003, pp. 113-121. [14] Leite, M.V.; Braatz Krueger, W.; Teixeira Cornélio, G.; Aparecido da Silva, R.L.; Santos Silva Junior, J.A.; Tatsuo Kawasaki, M.; Koiti Ikeda, P.; «Descrição dos mecanismos de degradação de cilindros laminadores de barra e fio máquina». 46° Seminário de Laminação da ABM, Santos, Brasil, Novembro 2009. [15] Ortiz, L.; Mestorino, E.; Acosta, R.; de la Rosa, F.; Passarella, F.; Garategaray, L.; «Medición mediante extensiometría de tensiones residuales en cilindros de laminación. Comparación del método de aislamiento con el de agujero ciego». 16° Seminario de Laminación del IAS, Noviembre 2006, p. 761768. [16] Camurri, C.; Carrasco, C.; Salazar, A.; Ponti, J.C; «Disminución del desgaste de pases en un laminador de barras». Congreso SAM/ CONAMET 2007 San Nicolás, Argentina, Septiembre 2007, p. 233-236. [18] Ramírez-Cuéllar, J.; LeDuc-Lezama, L.A.; Sandoval-Caballero, I.; Muñoz-Baca, J.M.; Berghi, S.; «Caracterización y desempeño de rodillos semi HSS forjados en los castillos F2 y F3 en una planta CSP». [18] Tremea, A.; Bellicini, F.; Fernández, H.; Agazzani, D.; «Spun cast semi-HSS rolls in cold mill applications». AISTech 2010 Proceedings - Volume II, pp. 359-370. [19] Shigaki, Y.; Martins Pires Horta, A.L.; Bruzzi Barros, F.; Landre Junior, J.; «Uma abordagem numérica para determinação de tensões e deformações em cilindros de laminadores quádruos». 46° Seminário de Laminação da ABM, Santos, Brasil, Novembro 2009. [20] Hajduk, D.; Teixeira Cornelio, G.; Bernardes, F.G.; «Computer modelling for better BUR performance». 46° Seminário de Laminação da ABM, Santos, Brasil, Novembro 2009.