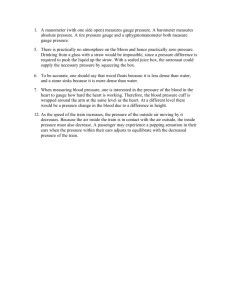
In the Name of Allah Palestine Technical University – Kadoorie College of Engineering and Technology Department of Mechanical Engineering Fluid mechanics and thermal lab Experiment No. 2: Calibration of a Pressure Gauge Date: 22/2/2019 Student name: Instructor name: Abstract: In bourdon gauge pressure calibration, we are required to compare experimental results with the actual ones. We are also required to find the error in order to calibrate the gauge pressure. Objective: To calibrate a Bourdon tube pressure gauge using Dead weights. Introduction: To calibrate a measurement system, you have to compare its output with a standard known input. Consider, for example, a pressure gauge. This device could be calibrated by mounting the transducer in a closed vessel with a piston at one end. (Such a vessel is called a dead-weight tester). Placing a weight on the piston produces a known pressure in the vessel equal to the weight divided by the piston area. After applying a series of weights and measuring the corresponding output voltages of the pressure gauge you can plot the relationship between the gauge reading and added weights. Now, if you want to measure the pressure in a pipe you can use the gauge and the calibration curve to convert mass weights into pressures at the pipe. Having a repeatable and accurate calibration is obviously a prerequisite for an accurate measurement. Therefore, repeating a calibration at regular intervals is a good idea since it may drift with time or ambient conditions. Apparatus: 1- Accurate Weights. 2- Pressure gauge (Bourdon Tube) 3- Dead Weight Tester. Theory: Bourdon pressure gauge is a thin-walled tube that is bent into a quarter-circular arc. The tube is rigidly fixed at the end where the pressure is applied, and free to move at the end. The exterior of the tube is usually open to the atmosphere. When the fixed end is subjected to a pressure, the arc tends to straighten, thus causing the tube end to move upward (or downward for vacuum measurements). The deflection of the end is transmitted mechanically to rotate the pressure gauge needle. The magnitude of the deflection is proportional to the applied pressure. The Bourdon tube pressure gauge is loaded with known pressures using a Dead weight tester. This Known pressure will be used for calibration. A diagram of Bourdon pressure gauge with a dead weight tester is shown in the figure. Figure: Dead Weight tester for calibration of pressure gauge. • A piston of known area (A) is loaded by a known Weights, therefore the actual pressure in the cylinder is P W mg *10 3 A A ( KN / m 2 ) p m * k, Where K= a constant found from g/A (calibration constant) • For the piston with Area 315 mm 2 K the calibration constant can be calculated g 9.81m /( s ) 2 2 A 315(mm) 31143 • For each mass, calculate the actual pressure, P and record the gauge reading. Procedure: 1- Observe the Pressure gauge unit setup. Be sure all hoses are attached securely to the Bourdon gauge. 2 2- Record the gauge reading ( KN / m ) for the unloaded piston, which corresponds to a total mass of 1 Kg. 3- Place the given dead weight one by one and record the reading of the gauge. 4- To prevent the piston from sticking, rotate the piston gently as each mass is added, so that the friction in the piston can be reduced. (under static conditions the friction is significant, therefore its better to change the static friction to sliding friction which is considerably less) 5- Remove mass from the piston in the same order added, recording the gauge readings. 6. Plot the Gauge Reading Hysteresis curve and determine the best fit, and the bias error. Result: Total Mass (Kg) Force W (N) F=m*g Applied Pressure 1 Gauge Reading Gauge Reading ( KN / m ) ( KN / m ) ( KN / m ) ( KN / m ) Pa =m*k (increasing) (decreasing) Pg Average Error Pa Pg 9.81 31.142 33 34 33.5 2.3572 1.1786 2 19.6 62.285 60 65 62.5 0.2143 0.10715 3 29.4 93.428 92 95 93.5 0.072 0.036 4 39.2 124.57 123 126 124.5 -0.07 0.035 5 49 155.714 154 155 154.5 -1.214 0.607 5.5 53.9 171.285 174 170 172 0.715 0.3575 6 58.8 186.857 185 186 185.5 -1.357 0.6785 6.2 60.76 193.085 190.5 190.5 190.5 -2.585 1.2925 2 2 Average 2 2 Note: first reading is due to weight of the piston m 1 kg . Error (% of full scale) Gauge Reading Hysteresis Ряд1 y = 0,9803x + 2,2723 250 200 172 154,5 150 124,5 93,5 100 62,5 33,5 Pressure gauge 190,5 185,5 50 0 250 200 150 100 50 0 Applied Pressure Average Gauge Error Reading 3 2,585 2,3572 2,5 1,357 1,5 1,214 1 0,715 0,07 0,072 0,5 0,2143 0 250 200 150 100 Applied Prssure 50 0 -0,5 Error 2 Discussion: Possible sources of error in this experiment: 1- Wear and backlash in the gauge linkage can increase or decrease the pressure. 2- Air bubbles inside the tester unit may result in inaccurate reading. 3- Static friction between the piston and cylinder, yield smaller gauge reading. 4- Human error. Conclusion: In this experiment, our task was to calibrate a Bourdon tube gauge. The result obtained shows the calibration curve of the measurement system. The curve represent relation between a known input (mass) and a measuring instrument (pressure). The relation between the applied pressure and the gauge pressure is determined using linear regression. The fitted curve is linear. The sensitivity of the pressure gauge is the slope of the calibration curve and equal to (0.98). References: For Figure: https://drive.google.com/drive/folders/1kF6Vi9LOYhcAZkNdtfNoLK Mmpx2XLLhk?usp=sharing