Relay Engineer Training Program Graduation Paper on Relay Upgrade
advertisement

1
Theory Behind the Protective Relaying at
[REDACTED] Pumping Stations
Eric Goetz, EE, M. Eng., EIT
Abstract—Protective relay testing is a large part of most GAP
engineers and technicians’ jobs. While being able to test a relay is
a valuable skill, knowing the theory behind the protective relaying
is more important if you want to be a more self-sufficient relay
tester and more knowledgeable field or design engineer. This
paper will explain the various theories behind different protective
elements that were used in the [REDACTED] upgrade projects
using knowledge learned during formal education and on the job
training.
I. INTRODUCTION
T
HE projects at the [REDACTED] pump stations involved
switchgear and relaying upgrades. Schweitzer Engineering
Laboratories (SEL) relays were used to replace old General
Electric (GE) electromechanical (EM) and Multilin
microprocessor relays. These SEL relays are meant to be oneto-one replacements for the old relays and provide a more
reliable form of protection than the previous relaying schemes.
This paper’s theory section will be split into three sections of
protective elements: feeder, motor, and transformer. While
there is definitely overlap between these categories, I have tried
to split the elements into their most relevant categories and will
address the purpose of each element in terms of the object they
are protecting. I chose this project for my graduation thesis
because I have spent a majority of my career working on it and
have personally and professionally grown from it.
II. APPROACH AND PLANNING
I was not involved in any of the initial planning of the project.
I was brought in late in the game to test the relays and then
progressively became more and more involved as the project
continued. When I was given the relay settings, they were
incomplete and incorrect, so a lot of fact finding needed to occur
before I could start testing the relays. This was the first time I
had tested motor protection relays, so I had to do a lot of
research and make a lot of phone calls as I developed a test plan
for the 15 SEL 710 motor relays. All of the initial relay testing
was performed at CE Power’s Seward office before the relays
were shipped to their respective [REDACTED] sites. This had
to be done before the relays were onsite to cut down on onsite
testing time. Once they were on site, I assisted in the installation
and commissioning of the switchgear, which will not be
covered in this paper.
All of the relay settings changes that needed to be
implemented were documented and submitted for approval by
the project’s design engineer. As-left relay settings were given
to the customer upon the completion of commissioning.
Documentation of the relay testing was submitted for review to
the project’s Professional Engineer (PE) to ensure proper
testing was completed and legitimate results were obtained.
III. THEORY: FEEDER PROTECTION
Feeder protection inside an industrial facility can be fairly
basic and limited to simple voltage and current elements. Once
you step out of a plant and into the transmission and distribution
world, things get more complicated. These projects’ protection
schemes were limited to 5 kilovolt and 15 kilovolt (kV) feeders,
so no distance elements were needed and only overcurrent,
undervoltage, and overvoltage elements were used.
A. 50 – Instantaneous Overcurrent
Instantaneous overcurrent elements are used to protect
equipment during a short-circuit fault where virtually unlimited
current is being sent through the breaker into the fault. These
elements’ pick-up levels are set at extremely high levels, which
can make them impossible to test with smaller capacity relay
test sets. These elements are called instantaneous because they
are meant to act with no intentional delay. This is true for EM
relays, however, you can program an intentional delay into the
elements in a microprocessor relay.
Since I was trained by testing EM relays, I am extremely
cautious while testing instantaneous elements. When finding an
EM relay’s instantaneous pick-up level, you should not simply
ramp the current until it trips. This constant high level of current
could burn up the instantaneous coil. Instead, you should do a
pulse ramp module and pulse the fault current for around 50 to
75 ms with a cool down period of 200 ms or so to allow heat to
dissipate out of the coil. Microprocessor relays do not have
separate instantaneous coils like EM relays, but instead use
internal current transformers (CTs) that feed information into
an analog to digital converter. The continuous thermal rating of
a SEL 751A, the type of feeder relay used in this project, is 15
A and the 1 second thermal rating is 100 A, so similar
precautions should be taken while testing these.
B. 51 – Time Overcurrent
Time overcurrent elements are used to protect an object in a
current fault or overload situation. The pick-up level is set in
CT secondary amps for feeders. In the SEL 751A relay, this
level can be set from 0.50 A to 16 A. These elements have an
intentional delay in them that corresponds to a trip curve that is
programmed in to the relay. This curve is picked to coordinate
2
the breaker’s trip time with protective objects upstream and
downstream of it, like other relays, low voltage trip units, and
fuses.
A coordination study is performed using software that
compiles information about the equipment (bus, breakers,
switches, cables) and protective devices (relays, low voltage
trip units, fuses) in the power system and coordinates all of the
protective device settings to have the proper sensitivity and
selectivity. The settings for each relay and trip unit must make
them sensitive enough to trip on an abnormal level of current.
The settings must also allow them to select whether the fault
level requires immediate action or a time delay to allow other
protective devices downstream to clear the fault first.
For example, if you have a bus with one main and three
feeders and a fault happens downstream of one of the feeders,
you want the feeder to trip and clear the fault before the main
breaker trips off the entire bus. So the feeder breaker’s relay or
trip unit will have a lower current pick-up level and a curve and
time dial setting that has it trip faster at a lower fault current
level than the main breaker. The main breaker will open up if it
has given the feeder breaker sufficient time to clear the fault and
it fails to do so. The other two feeders will lose power to them,
but the damage to the faulted equipment being fed by the third
feeder will still be reduced.
There are a variety of time curves available for the SEL
751A. This is one major benefit of microprocessor relays over
EM relays. To get a different curve with an EM relay, you will
need to buy an entirely new relay, but you only need to change
a setting in the microprocessor relay to change its curve. Below
is the formula for SEL’s Inverse time curve:
𝑡𝑝 = 𝑇𝐷 × (0.180 +
5.95
)
𝑀2 − 1
Where,
𝑡𝑝 = 𝑂𝑝𝑒𝑟𝑎𝑡𝑖𝑛𝑔 𝑇𝑖𝑚𝑒
𝑇𝐷 = 𝑇𝑖𝑚𝑒 𝐷𝑖𝑎𝑙
𝑀 = 𝑀𝑢𝑙𝑡𝑖𝑝𝑙𝑒 𝑜𝑓 𝑃𝑖𝑐𝑘 − 𝑢𝑝
When you do time tests of these curves using a modern relay
test set, the test set software should have these curves
preprogrammed into it and the only settings you will need to
enter are the relay’s pick up level and time dial setting. The test
module for a time overcurrent element will then test the relay at
various multiples of pick-up and compare the actual operate
times to nominal operate times dictated by the formula.
It is good practice to test three or more points on the curve to
insure accuracy across a good portion of the domain of the
curve. You should also test each individual phase separately to
ensure they all have correct pick-up levels and timing. The
actual operate times of a relay will never perfectly match the
curve, but the relay’s manual will state the accuracy of the
relay’s timing and this will give the band of acceptable timing
results.
To test the pick-up level of an EM relay, you can use the pickup test provided in Omicron’s overcurrent test module. It first
puts a fault state on the relay to spin the induction disc until it
closes the trip contact and then varies the current until it finds
the current level that just allows the induction disc to pick-up
and drop-out the contact. This method cannot be used with a
microprocessor relay because they do not use induction discs.
One method used is setting the overcurrent pick-up bit in the
relay to either an output contact or an indicating LED on the
front of the relay and manually varying the current to find the
current pick-up and drop-out levels.
EM relays use spinning induction discs for time overcurrent
elements. These discs do not instantly reset after a fault is
removed and have a reset curve associated with them.
Microprocessor relays have an option to instantly reset or to
emulate an EM relay’s induction disc. The main reason an EM
reset would be programmed into the relay is if other relays in
the upstream or downstream protection have EM resets. When
testing microprocessor relays that emulate an induction disc,
you can either allow sufficient time for the relay to reset or
temporarily program the relay to instantly reset for testing
purposes.
C. 27 – Undervoltage
The effects of an undervoltage condition varies depending on
the piece of equipment that is driven by that voltage. This will
be explained in more depth during the motors section of this
paper. EM voltage relays look very similar to EM overcurrent
relays, but instead of having pick-up current levels, they have
pick-up voltage levels. EM voltage relays also have inverse
timing curves similar to overcurrent relays’ timing curves.
These are tested by first applying nominal system voltage to the
relay for enough time to let the induction disc rest against the
back stop. Lower the applied voltage until the induction disc
just leaves the backstop. This voltage level is the actual pick-up
level and should match the pick-up level set in the relay.
Reapply nominal voltage and wait for the induction disc to
come to rest at the backstop. Then apply a percent of the pickup voltage and time the operation of the relay. The operate time
should match up with the curve in the EM relay’s manual. Do
this several times at different percentages of the pick-up level
to test a large portion of the curve’s domain.
The SEL 751A feeder protection relay does not have an
inverse time delay function. Its voltage elements only have
definite time delays. To test these elements, start at nominal
voltage and ramp the voltage down until you see indication that
the undervoltage element is picked up. Then, apply nominal
voltage briefly and switch it to an undervoltage condition to see
if the operate time matched the time delay setting in the relay.
D. 59 – Overvoltage
Much like undervoltage conditions, the effects of
overvoltage conditions varies depending on the equipment
being supplied the voltage. This will be discussed further in the
motor protection section. The design and test methods for
undervoltage and overvoltage relays are very similar. The only
differences are after you stabilize your relay at nominal voltage,
you start ramping the voltage level upwards to find the pick-up
and during the timing tests you apply voltage levels over 100%
to do the timing tests.
3
IV. THEORY: MOTOR PROTECTION
Motor protection has many similarities to feeder protection,
but the protective elements are set in specific ways that best
protect a motor. Unlike feeders that provide power to a
multitude of smaller loads, the 15 of the feeders at
[REDACTED] provide power to individual 5kV motors. These
motors have specific voltage and current levels that they run at
with little wiggle room, so the protective relaying is more in
depth than a typical feeder relay.
A. 50 – Instantaneous Overcurrent
Instantaneous overcurrent is used in motors relays to protect
against short circuit faults, just like in feeder relays. The only
difference is the SEL 710’s instantaneous overcurrent pick-up
level is set in multiples of FLA instead of in amps secondary.
B. Load Jam
A load jam or a mechanical jam occurs when the object the
motor is driving gets bound up and causes the rotor to lock into
place. Basic motor theory dictates that the amps flowing
through a motor’s windings is proportionate to the amount of
torque produced by the motor. These motors in particular are
synchronous machines, so they run exactly at the line frequency
applied to the windings. Synchronous motors will try to
produce enough torque to constantly maintain their running
frequency. When a jam happens, the motor will try to produce
very high torque by drawing high levels of current to overcome
the jam and return to its running frequency. The amount of
current drawn during a jam is called Locked Rotor Amps
(LRA). This value is determined by the motor’s manufacturer
and listed on the nameplate.
This element is programmed in the SEL 710 relay by setting
the pick-up level at a multiple of FLA that is below the LRA
and by also giving it a time delay. The load jam element is very
similar to a definite time overcurrent element. The only real
difference is for a load jam trip to occur, the motor must be in
the running state before the element is armed. To test the
element, you must trick the relay into thinking the motor is
running by applying a normal current level close to FLA to it
for a short amount of time and then abruptly apply current that
is over the pick-up level for the load jam element. This can be
accomplished with a pulse ramp module or a state sequencer
module.
C. 51 – Time Overcurrent
The time overcurrent element in the SEL 710 is set up and
operates the exact same way as in the SEL 751. Time
overcurrent elements are set a lot slower for motor relays than
they are for feeder relays due to the fact that motors draw a lot
of amps during start up, so the time curves need to allow for the
inrush of current.
D. 51Q – Negative Sequence Time Overcurrent
Negative sequence time overcurrent operates the same way a
normal time overcurrent element does, except it only takes into
consideration the negative sequence symmetrical component of
the three phase current. When a motor is running in a normal
state, it should have balanced current through each phase with
the correct phase rotation. If those conditions are true, you
shouldn’t have any negative sequence current in your
symmetrical components. If the phases are reversed, but still
have equal current magnitudes, you will only have negative
sequence current. If the phase rotation is correct, but you have
an imbalanced currents through your phases, you will have
negative sequence current in your symmetrical components, but
you will also have positive and zero sequence currents
alongside it. Negative sequence currents have a rotation
opposite of normal rotation, so they work to try to spin the
motor backwards. This causes heating inside the motor that can
shorten the life of the motor. This is will discussed more in
depth later in the paper.
When testing negative sequence time overcurrent, you do the
exact same tests you would do for a normal time overcurrent,
except you need to set the test set to output different levels
negative sequence to test the operate curve. The Omicron test
module outputs negative sequence current by swapping two of
the phases’ angles while still applying balance magnitudes.
When the SEL does its negative sequence calculations, it finds
the negative sequence component and then multiplies it by three
and applies that number to time overcurrent formulas.
However, the Omicron test module does not abide by this same
calculation, so you need to enter in your pick-up level as one
third of what it actually is. For example, if your pick-up level in
the SEL is set at 3 A, you need to set it as 1 A in the Omicron
time overcurrent test module.
E. 46 – Current Imbalance
Three phase motors are one of the most naturally balanced
loads you will come across. A current imbalance is caused by
factors both inside and outside of the motor. They can be caused
if a motor has been internally shorted or has an open winding.
They can also be caused by a blown fuse, imbalanced line
voltages, or high resistance terminations that cause voltage
imbalance at the motor terminals. According to Paul Gill’s
Electrical Power Equipment Maintenance and Testing, a 1994
study found that 46% of faults that reduced motor’ efficiency
were caused by connectors and conductors in the power system
feeding the motor. It also goes on to say that a 1% voltage
imbalance can cause a 6% to 7% current imbalance and a 3.5%
voltage imbalance can cause a 25% increase in winding
temperature. A 10°C increase above rated temperature can
result in a 50% reduction of motor life due to winding insulation
break down. So in conclusion, voltage imbalances mean
temperature increases and temperature increases mean
decreases in motor life span.
The reason we monitor negative sequence current and current
imbalance instead of voltage imbalance is because most times
we cannot economically monitor the voltage at the motor’s
terminals. However, the current running through the motor
starter is the exact same as the current running through the
windings, so you can monitor current imbalance using the CTs
at the motor starter.
Current imbalance in the SEL 710 is calculated in terms of
percent. The formulas for current imbalance is as follows:
𝐼𝑎,𝑏,𝑐 𝑖𝑚𝑏 =
|𝐼𝑎,𝑏,𝑐 | − |𝐼|𝑎𝑣𝑔
× 100%
|𝐼|𝑎𝑣𝑔
4
𝐼𝑜𝑣𝑒𝑟𝑎𝑙𝑙 𝑖𝑚𝑏𝑎𝑙𝑎𝑛𝑐𝑒 = max{𝐼𝑎 𝑖𝑚𝑏, 𝐼𝑏 𝑖𝑚𝑏, 𝐼𝑐 𝑖𝑚𝑏}
When the average current is below FLA, the |I|avg in the
denominator of the Ia.b.cimb formula is replaced with FLA. To
test this element, you will start all of the phases at equal current
and ramp one of the phases up until the element trips. Before
you run the test, calculate what level of current the ramped
phase should reach when the relay trips on current imbalance.
The current imbalance element and negative sequence time
overcurrent element might step on each other since negative
sequence currents are created when there is a current imbalance.
This adds layers of current imbalance protection that might be
considered overkill, but it shouldn’t cause nuisance trips as long
as both elements are set correctly.
F. 47 – Phase Reversal
A phase reversal element will trip the relay if it detects that
either the voltage or the current phase rotation do not match the
phase rotation in the settings. This happens when two phase are
rolled when the conductors are terminated up stream of the CTs
and PTs. If the phases are rolled downstream of the CTs and
PTs, the relay will not detect a phase reversal because it will
still see correct current rotation, so doing an initial bump of the
motor to confirm correct rotation is still necessary. This
protection is important because a motor can cause a lot of
damage to itself and the equipment it is driving if it spins
backwards. This element is tested by first applying normal
phase rotation to the relay and then reversing the phase rotation
to make sure it trips.
This can be seen like another kind of “belt and suspenders”
setting since the negative sequence overcurrent can detect a
phase reversal most of the time. The only time negative
sequence time overcurrent wouldn’t catch a phase reversal
when the phase reversal element would have is on an unloaded
motor that isn’t drawing enough current to trip the negative
sequence time overcurrent element. The argument can then be
made that if the motor is unloaded, then it isn’t tearing anything
up by spinning backwards in the first place. Regardless,
activating phase reversal and negative sequence overcurrent at
the same time will not cause nuisance trips if they are set
correctly, so there is no harm in doing so.
G. 27 – Undervoltage
The operation and testing of undervoltage elements for motor
protection are the same as for feeder protection. The effect on a
motor due to an undervoltage condition might be different than
the effect on other pieces of equipment. The amount of power
required by the mechanical load of a motor is fixed and equals
the voltage times the current. So if the voltage of a motor drops,
the current will rise to compensate and cause heating in the
motor. Another effect of low voltage is low starting and
maximum torque in induction motors. One positive side-effect
of low voltage is better power factor, but this does not make up
for increase in current and decrease in torque.
H. 59 – Overvoltage
The operation and testing of overvoltage elements for motor
protection are the same as feeder protection. The effect on a
motor due to an overvoltage condition might be different than
the effect on other pieces of equipment. Even though the higher
levels of voltage should mean there is less current draw, it can
actually have the opposite effect on certain type of motors. This
is caused by the voltage trying to magnetize the iron in the
motor past the point of it being easily magnetized due to
saturation. This causes an excessive current draw on the motor,
which in turn causes heating. High voltage also increases
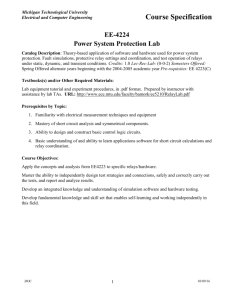
starting and maximum torque and decreases power factor. Most
motors are designed to be able to run in a ±10% voltage band
from nominal, but constantly running them towards the edges
of this band will shorten the motor’s life. The following figure
from Paul Gill’s Electrical Power Equipment Maintenance and
Testing summarizes the effects of abnormal voltage levels on a
motor.
Effects of Abnormal Voltage Levels on a Motor
I. 55 – Power Factor
Power factor is the ratio of real power to apparent power.
Motors are machines driven by the principle of magnetic
induction, so power factor monitoring and correction is
important when using large horsepower motors, like the ones at
[REDACTED]. These motors are synchronous motors with a
static excitation system, so their power factor can be corrected
by tuning the exciter voltage. Induction motors do not have an
exciter and will always have a lagging power factor that will
require capacitor banks for power factor correction.
Power factor is calculated by comparing the angles of the
voltage phasors to the angles of the current phasors. The
formula is as follows:
𝑃. 𝐹. = cos(𝜃𝑉 − 𝜃𝐼 )
If the angle of the voltage (θV) is greater than the angle of the
current (θI), then the power factor is lagging (current lags
voltage) and the load is inductive. If the angle of the voltage is
less than the angle of the current, then the power factor is
leading (current leads voltage) and the load is capacitive.
Poor power factor causes more amps to be drawn through the
power lines than necessary, increasing voltage drop across the
lines. Utilities penalize large industrial customers for poor
power factor, so power factor correction is important at large
facilities. As mentioned earlier, the pump motors at
[REDACTED] have a static exciter that can be tuned so the
5
motors have near unity power factor. If they fall too far out of
unity power factor, there is something wrong with the excitation
system and they need to be tripped offline.
To test the SEL 710’s power factor elements, first calculate
the angles between the voltage and the current that will cause
the leading and lagging elements to pick-up. Apply nominal
voltage and FLA to the relay at the same angle. Start ramping
the angle of the current up (for leading) or down (for lagging)
until the relay trips. The power factor elements will not trip if
they do not see a substantial amount power flowing through the
motor, so setting the voltage and current levels to the nameplate
levels is the safest bet.
V. THEORY: TRANSFORMER PROTECTION
The [REDACTED] pumping station had two transformers
that were having their protection upgraded from EM relays to
an SEL 387E transformer protection relay. Transformer
protection relays have many of the same functions as feeder
protection relays used in the same exact manner. However, the
only protective functions active on these transformer relays
were the differential elements because both the high side and
low side breakers had SEL 751 relays that provided overcurrent
protection. The purpose of differential protection is to isolate
the transformer if an internal fault occurs while also preventing
tripping during a through fault scenario.
Older EM differential relays were difficult to set up and test
because they had a finite number of winding taps that could be
used to compensate for differences in high side and low side CT
ratios. Determining the settings for these relays involved a long
series calculations involving the full load VA of the
transformer, the high side and low side CT ratio, the CT
configuration, and the available taps on the relay. These
calculation would need to be made multiple times to find the
tap setting that provided the least amount of current mismatch.
If the mismatch was inherently too high, the transformer could
trip during normal operation conditions. You were also required
to wire up the CTs for a Delta-Wye transformer in a Wye-Delta
configuration to compensate for the 30 degree phase shift that
occurs in a Delta-Wye transformer.
With new microprocessor relays, such as the SEL 387E, all
of this leg work is taken out. The settings file for the SEL 387E
asks for all of the pertinent information and does all of the
calculations for you. Both CT sets can be wired up as Wye-Wye
as long as that information is put into the settings because the
internal calculations can compensate for the phase shift.
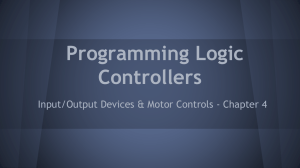
A. 87 – Restrained Differential Element
The restrained differential element takes into consideration
the restraint current flowing through the transformer along with
the operate current and will only operate if that point is above
the operating characteristic curve. An example of one of these
curves is pictured below:
The curve in the SEL 387E can be broken up into 3 regions. The
first region is the minimum operate region. This region shows
the absolute minimum amount of operate current that is
required to trip the relay. The next region is the slope 1 region.
This is where the relay will only trip if the operate current is
above a certain percent of the restraint current (25% in this
case). The slope 1 line is projected from the graph’s origin, but
it is at first superseded by the minimum operate setting. The
length of this line is determined by another setting in the relay
called IRS1, which dictates the maximum restraint current level
of slope 1 region. The final region is the slope 2 region. It picks
up where slope 1 leaves off and gives the curve a steeper
incline. According to the SEL manual for the 387E, “the dual
slope characteristic provides for CT ratio mismatches, CT ratio
errors, CT saturation, and errors because of tap changing”. As
transformer through current increases, the inaccuracy of the CT
readings increase, so the slope needs to become steeper to
reduce the risk of a nuisance trip.
The easiest way to test this element is by downloading a
premade test plan that allows you to import the relay settings
into it. These can be found on the Omicron website in their
Protection Test Library (PTL). These test plans are not perfect
and might require some additional tweaking to work properly.
If a PTL is not an available, your second best option is to use
the differential module in your test set and try to manually input
all of the transformer, CT, and operation characteristic
information into your test object. If that also isn’t an option,
then get ready to do some intense math that won’t be covered
in this paper. All transformer differentials, both EM and
microprocessor, that I have dealt with have had PTLs associated
with them, so I have never had to resort to the last two methods.
B. 87 - Unrestrained Differential Element
The unrestrained differential element can be seen as that
definite operate current level trip. The unrestrained trip level is
typically set to trip when the operate current is at around ten
times the winding tap. At this level of operate current, there is
no way it is attributed to CT saturation or ratio errors, no matter
how large the restraint current is. The element is tested the same
way as the restraint operation characteristic, but you use high
operate and restraint current values to find the unrestrained
operation pick-up level.
6
C. Harmonic Blocking and Restraint
Harmonic blocking and restraint are similar functions.
Harmonic blocking will block a trip if the amount of a certain
harmonic frequency is present in the differential current. This
relay in particular has 2nd harmonic, 4th harmonic, and 5th
harmonic blocking. According to the SEL 387E relay manual,
2nd and 4th harmonic current occurs during the initial
energization of the transformer. The inrush current used to
magnetize the core has a very large even harmonic elements.
The relay will see this and will block the differential element
from tripping until the 2nd and/or 4th harmonic elements falls
below the percentage level in the relay settings. According to
the SEL 387E relay manual, 5th harmonic current occurs when
a transformer is overexcited, which happens when the voltage
to hertz ratio exceeds 1.05 per unit for a loaded transformer or
1.10 per unit for an unload transformer. The blocking for the 5th
harmonic works the same as it does for the even harmonics.
The percentage of harmonic differential current is calculated
by dividing a certain harmonic’s portion of the total current
flowing into a transformer by the operate current. The
Omicron’s harmonic test module will apply enough differential
current to trip the relay, but vary the harmonic content of it to
find the blocking pick-up level.
Harmonic restraint only applies to 2nd and 4th harmonics.
Instead of outright blocking a trip when the harmonic content
of the differential current raises above a certain percentage, it
instead increases the restraint operate curve by the sum of the
scaled 2nd and 4th harmonic values. This would prevent the relay
from tripping if for some reason both the 2 nd and the 4th
harmonic contents were almost to their blocking threshold, but
neither were over the threshold to block the trip on their own.
VI. TOOLS AND TECHNOLOGY
The main tool used for this job was an Omicron CMC relay
test set. There are other relay test sets that can be used, but the
customer did not have a preference, so I used the test set I have
used my entire career at CE Power. I designed most of the relay
test plans, except for the test plan for the SEL 387E transformer
differential relay. I acquired this test plan from Omicron’s
Protection Test Library and customized it for our specific
needs.
The main technologies I encountered were different types of
SEL relays: the SEL 710 motor protection relay, the SEL 751A
feeder protection relay, and the SEL 387E transformer
protection relay. These replaced old GE EM and Multilin
relays. The EM relays are still viable forms of protection, but
lack the communication ability and compact design of modern
day microprocessor relays. A single microprocessor relay can
take the place of dozens of EM relays. Older Multilin relays are
notorious for power supply failure due to electrolytic capacitors
drying out, but the SELs are much more reliable.
VII. SAFETY
Safety is paramount to the success of any job. The relay
testing portion of this job took place in the [REDACTED] shop
area, so there weren’t many hazards around. Safety glasses and
steel toed shoes were the only PPE require. People in the
surrounded area were made aware that testing was going on so
they could avoid the relays under test. If they were to come into
contact with a relay during testing, they could end up shocking
themselves or damaging the relay or test equipment. While
onsite, all the proper PPE was wore and equipment was locked
out before work was performed to ensure no unexpected
breaker operations occurred that could result in bodily harm or
equipment damage.
VIII. PROJECT CONCLUSION
The work at the [REDACTED] stations is still in its final
stages. Certain portions of the project’s design were incorrect
from the beginning because not all of the proper information
was provided to the design engineer. These issues needed to be
resolved in the field. The relay testing portion was finished on
time even though the relay settings were not correct or complete
when they were first issued. There were a few changes in the
project scope, but very few of them effected the relay testing.
The changes that I headed all involved either logic changes in
the relay or changes to how the relays’ digital and analog inputs
and outputs interfaced with their existing SCADA system. In
spite of these hang ups, our team still finished our objectives
and the customer seems satisfied. There has been discussion of
future work there.
IX. INSIGHT/PROFESSIONAL GROWTH
The relay testing and installations at the [REDACTED]
pumping stations was an immense learning and growing
experience in my career. I was originally brought onto the
project just to test the relays and shadow the commissioning
process. Due to extenuating circumstances, I quickly took over
the functional commissioning and any field engineering that
needed to occur to complete the project. My troubleshooting
skills have developed greatly. I was still relatively new in my
career when this project began and hadn’t been on a large
project before. I quickly found out that things don’t always go
as planned and you need to be able to adapt and overcome a
situation to keep a project on track and that finger pointing
won’t solve any issues. Many times in the project, there would
be a hold up due to the customer’s negligence, but I learned to
keep calm and work with the customer to get things moving
again. I have definitely become better at handling myself when
things do not work the way they should.
In the future, I would like to do more work on the design
engineer end. I have no experience doing coordination studies
and protection and control circuit design. I also would like more
experience in the field of transmission and distribution
protection since most of my experience is with industrial
facility protection.