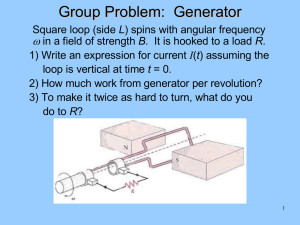
IEEE guide for operation and maintenance of hydro
advertisement

ANSI/IEEE Std 492-1974 (Reaffirmed 1981) IEEE Guide for Operation and Maintenance of Hydro-Generators Published by The Institute of Electrical and Electronics Engineers, Inc 345 East 47th Street, New York, NY 10017, USA Febtllary .?8?1974 SH049.29 ANSI/IEEE Std 492-1974 ReaBtirmed 1981 An American National Standard IEEE Guide for Operation and Maintenance of Hydro-Generators Sponsor Rotating Machinery Committee of the IEEE Power Engineering Society Reaffirmed September 17, 1981 IEEE Standards Board Approved August 27,1982 American National Standards Institute 0 Copyright 1974 by The Institute of Electrical and Electronics Engineers, Inc 345 East 47th Street, New York, NY 10017, USA No part of this publication m a y be reproduced in a n y form, in a n electronic retrieval system OT oiYtmwise, without prior written permissimL of the publisher. Foreword (This foreword is not part o f IEEE Std 4 9 2 - 1 9 7 4 , Guide for Operation and Maintenance of Hydro-Generators.) This document was prepared to set forth operating experience and maintenance practices that have been used successfully over a period of years by several major operators of hydro-electrical equipment. Accompanying the operating and maintenance background has been the input of manufacturers of large electrical equipment, resulting in a combination of experience factors and design philosophy that will provide a user with information t o guide\ him in understanding the limits of his equipment and methods he may employ to reduce down-time to a minimum. The development of this guide was begun in early 1969, when it was felt that a document similar to IEEE Std 67-1972, Guide for Operation and Maintenance of Turbine-Generators (ANSI C50.301972), should be available to operators of hydro-electric equipment. Such a document was considered to be of particular value to organizations normally involved only with turbine-generators, but who had entered the hydroelectric field to meet the increasing energy or peaking needs. To this end, the guide contains some sections devoted to pumped-storage applications. It is considered desirable that the document be updated and that the pumped-storage sections be expanded as future needs dictate. Comments are invited on this guide as well as suggestions for additional material that should be included. These should be addressed to : Secretary, IEEE Standards Board The Institute of Electrical and Electronics Engineers, Inc 345 East 47th Street New York, NY 10017 The guide was prepared by a Working Group of the Synchronous Machinery Subcommittee of the IEEE Rotating Machinery Committee. The Working Group personnel were: R. H. Auerbach, Chairman R. C. Price A. C. Seidl E. C. Whitney Vaine Aare R. E. Carter D. R. Green When this guide was approved on September 6,1973, the IEEE Standards Board had the following membership: Robert L). Briskman, Chairman Stephen J . Angello Saul Aronow James E. Beehler Richard Brereton Warren H . Cook Louis Costrell Jay Forster Joseph L. Koepfinner William R. Kruesi Benjamin J . Leon Donald T . Michael Voss A. Moore J . David M. Phelps Saul W. Rosenthal Gustave Shapiro Sava I. Sherr, Secretary Ralph M. Showers Robert A. Soderman Frederick G. Timmel Leendert van Rooij Robert V. Wachter Bruno 0. Weinschel William T. Wintrinnharr Contents SECTION PAGE 1. Scope . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2. .. Caution . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 . Manufacturer's and User's Responsibility ............................................ 5 5 5 4 . Types of Units . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 5. BasesofRating . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5.1 General Considerations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ........................................................... 5.2 Temperature Limits 5.3 Mechanical Stress Limits . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5.4 TemperatureRise . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5.5 Methods of Temperature Measurement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5.6 Limitations in the Methods of Measuring Temperatures . . . . . . . . . . . . . . . . . . . . . 6 6 6 7 7 8 9 6. Loading . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.1 Relation of Load and Temperature Rise-Stator and Field . . . . . . . . . . . . . . . . . . . . . . 6.2 Loading Within Rating. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.3 Loading-Power and Reactive Power Relationship . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.4 Loading Outside of Nameplate Rating . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.5 General Considerations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 10 10 10 13 15 7. Operation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7.1 General . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7.2 Starting and Loading . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7.3 Braking and Stopping . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7.4 Load Rejection and Runaway . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7.5 Automatic Supervision and Protection . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7.6 Unusual or Dangerous Operating Conditions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7.7 Cooling Systems. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7.8 Fire-Protection Systems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7.9 Vibration Detection and Correction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7.10 OperationofGenerator/Motors . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15 15 19 21 22 22 22 25 26 26 26 8. Maintenance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.1 General Considerations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.2 Frequency of Inspections . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.3 Inspection and Maintenance Procedures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.4 Cleaning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.5 Testing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.6 Extensive Downtime-Care of Machine . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.7 Safety Precautions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27 27 27 28 34 34 34 35 9. Miscellaneous . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9.1 Verification of Protective Relaying . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35 35 10. Standard References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35 . . 11. Bibliography . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36 SECTION PAGE FIG UR ES Fig 1 Fig 2 Fig 3 Fig 4 Fig 5 Fig 6 Heat Flow and Typical Temperature Detector Location . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Typical Temperature Rise versus Stator and Field Current Squared. . . . . . . . . . . . . . . . . . Typical Hydro-Generator Saturation Curves . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Typical Hydro-Generator Vee Curves . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Typical Hydro-Generator Capability Curves . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Typical Steady-State Power Angle Curve . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11 13 14 15 16 19 IEEE Guide for Operation and Maintenance of Hydro-Generators 1. Scope I t is recommended that, if possible, the situation be discussed with the manufacturer of the machine. 1.1 This guide covers general recommendations for the operation, loading, and maintenance of hydro-generators and generator/ motors (pump/turbines), having salient pole rotors and conventional cooling systems (as distinct from conductor-cooling systems). I t does not apply to generators having cylindrical rotors. In this guide, the term hydro-generator is used to describe a generator driven by a hydraulic turbine or water wheel. 3. Manufacturer’s and User’s Responsibility 3.1 Some discussions in the guide involve ope r a t i o n under conditions not covered by nameplate or specifications conditions. While the insulation is capable of safe operation up to the temperature limits set by the standards, effects of the operating condition on other parts of the machine must be studied and evaluated. 1.2 This guide is not intended to supplant specific or general instructions contained in the manufacturer’s instruction book or in any contractual agreement between the manufacturer and the purchaser of a given machine. 3.2 When a generator is operated within its nameplate rating, the user normally may expect maximum reliability and life. On occasions, consideration must be given to operation beyond the nameplate rating. I n that case, all the various factors involved must be carefully considered in determining the user’s risks. 1.3 Equipment manufacturers have taken different approaches to the solution of design problems, and it is not practical to discuss all the variations of machine design. However, many of the operational and maintenance problems are common to all the designs, and recommendations can be given concerning solutions to these problems. T h e most that the guide can accomplish is to provide guideposts, which, on one hand, disclose accepted and tried values or methods and, on the other hand, give warnings where hazards might be encountered. T h e guide is not intended to apply in any way to the prime mover. 3.3 While a nameplate does not signify more than specified characteristics, it should be recognized that manufacturers must have some guide in designing a generator which will indicate probable conditions under which the generator will operate. With this in mind, the manufacturer’s desire to stay within nameplate rating should be appreciated. 2. Caution 4. Types of Units 2.1 I t must be recognized that loads more severe than those permitted by the nameplate should not be applied without a thorough study of the various considerations pertinent to the specific condition and also the capabilities of the machine and associated equipment. 4.1 This guide applies primarily to vertical hydro-generators, although horizontal generators are also discussed in less detail. Nearly all the material concerning hydro-generators will apply also to generator/motors such as those used for pumped-storage systems, and 5 IEEE Std 49 2-1974 IEEE GUIDE FOR OPERATION one section relates various starting methods used for generatodmotors. The guide applies to both open and totally enclosed machines. M a c h i n e s h a v i n g air-to-water h e a t exchangers are described in this guide as waterair-cooled machines. Vertical hydro-generators are classified by the position of the thrust bearing with respect to the rotor, and the following categories are covered by this guide: ( 1 ) Suspended-thrust bearing located above the rotor, and machine has two guide bearings (2) Umbrella-thrust bearing located below the rotor, and one guide bearing is located in close proximity to the thrust bearing (3) Modified umbrella-thrust bearing below the rotor. Machine has two guide bearings, one above and one below the rotor mechanical stress, etc, must be considered as discussed in the following sections. 5.2 Temperature Limits. 5.2.1 T h e stator and rotor windings, stator core, stator and rotor leads, and generator bearings are subject to thermal aging or effects of differential expansion or both. Therefore, the maximum temperature and temperature rise limits for most of these parts have been established. The stator and rotor winding insulation system classes are defined in ANSI C50.101965, Section 6, and the corresponding temperature rises are listed in ANSI C50.12-1965, Section 5, and further discussed in Section 5.4 of this guide. IEEE Std 1-1969, General Principles for Temperature Limits in the Rating of Electric Equipment, discusses the general principles upon which the insulation system temperature limits are based. The test procedures used to develop the limits are described in IEEE Std 99-1970, Guide for the Preparation of Test Procedures for the Thermal Evaluation of Insulation Systems for Electric Equipment . 5.2.2 For normal life expectancy, generator loading should be so controlled that the hotspot temperatures of the machine windings do not exceed the limiting temperatures of the insulation systems. In most cases the hotspot temperatures cannot be measured directly and therefore realistic additions must be made to the maximum observable temperatures in order to estimate the hotspot temperature and maximum allowable generator loading. The generator manufacturer should be consulted to establish relationship between the observable temperature and the hotspot temperature, particularly if special loadings, beyond the nameplate rating, are contemplated. 5. Bases of Rating 5.1 General Considerations. 5.1.1 Hydro-generators are generally rated on a continuous duty basis with the output rating expressed in kilovolt-amperes available a t the terminals a t a specified speed, frequency, voltage, and power factor. For rated output, the service conditions specified forthe design of the machine must be observed. One of the usual service conditions is the requirement that the temperature of the cooling air will not exceed 4OoC and not be less than 10°C (see ANSI C50.10-1965, General Requirements for Synchronous Machines, Section 3). For general definitions refer to ANSI C50.10-1965 and for generator definitions to ANSI C50.12-1965, Requirements for Salient Pole Synchronous Generators and Condensers. Special generator capabilities and service conditions might have been specified a t the time of manufacture. This information is usually listed in the generator instruction book or can be obtained from the manufacturer. 5.1.2 It is generally recognized that the actual output capability of a hydraulic turbine or the load conditions might not match the nameplate rating of the generator exactly. When other than rated load and service conditions exist, the limitations of temperature rise, 5.2.3 The thermal aging of insulation systems and generator parts is a function of the hotspot temperature and the duration of that temperature. In addition, the changes of load and temperature and the rate of change make the windings, bearings, and the surrounding parts subject to additional differential mechanical stresses. Thus generators with variable load cycles usually show signs of more rapid aging than the baseload units. 6 IEEE Std 492-1974 AND MAINTENANCE OF HYDRO-GENERATORS are usually equipped with a segmental shoetype thrust bearing and with one or two guide bearings. Horizontal units may be similarly equipped. Thrust bearings are designed to carry maximum specified hydraulic thrust and the weight of rotating parts of the turbine and generator. They are also capable of operating a t maximum specified overspeed for certain specified length of time without excessive overheating. Usually there is also a requirement that the oil quantities and bearing design must be adequate to operate without cooling water for a limited time period. T h e successful operation of bearings is also dependent on supply of clean cooling water in specified quantities and a t temperatures not exceeding the temperature specified for design of bearings. Thrust bearing brackets are usually designed for the total steady-state hydraulic thrust and weight of rotating parts with the deflection limited to a certain value. Due to this deflection limitation, stresses in the bracket are usually low. If, however, high transient thrust conditions or vibration forces are present during operation, the bracket and its component parts should be investigated for load capability and possible resonance. 5.3.4 Stator Frames. Stator frames and soleplates are usually designed for maximum s h o r t - c i r c u i t t o r q u e capability a n d t h e stresses a t rated load are thus quite low. However, should a three-phase or single-phase short circuit occur, or if the machine is synchronized more t h a n 30° out-of-phase, the machine and its foundation should be inspected for possible damage as the stresses on the stator and its winding become high in comparison with rated load. 5.3 Mechanical Stress Limits 5.3.1 Coupling, Shaft, Rotor Spider. These parts are usually designed for maximum specified turbine horsepower and downthrust. They should also be coordinated in design and mechanical load carrying capability with the turbine shaft. (Coupling design reference ANSI B49.1-1967 (R1971), Integrally Forged Flange Type Shaft Couplings for Hydroelectric Units.) T h e design stress limits usually allow for adequate safety margins to take care of stress concentrations and dynamic loadings during short circuits or temporary hydraulic disturbances. However, if loadings above the maximum design power output are possible, the gate limits on the turbine should be set so that excessive mechanical overloads are prevented. If during operation persistent vibrations at some fixed frequency should occur due to hydraulic forces, the resonant frequencies of rotating parts and associated members (fans, baffles, brackets) should be investigated because usually no allowance has been made for this condition in the initial design. T h e first critical speed of the generator rotating system (the shaft, rotor, exciter, etc) is usually designed to be above the specified maximum turbine overspeed and thus outside any operating speed. 5.3.2 Rotor Rim. Rotor rims are designed for maximum specified turbine overspeed which might be as high as twice the rated speed. Thus, a t the rated load and speed, the rim stress and expansion are usually quite moderate. However, as the rim stress and expansion increase with the square of the speed, even partial overspeeds during load rejections can cause relatively large values of rim stress and expansion. If, in addition to overspeed, additional acceleration forces are present due to sudden speed increase and possible hydraulic upthrust, some slight movement or misalignment of the rim stack and the fasteners between the rim and the spider might occur. Usually the design margins are such that the occasional partial overspeeds are of no consequence. However, if additional forces are combined with overspeeds and these occur often, periodic inspections of rim and associated parts are recommended. 5.3.3 Bearings and Bearing Brackets. T h e majority of hydro-generators are vertical, and 5.4 Temperature Rise. T h e observable tem- perature rise of a machine component is defined as the difference between the maximum observable temperature of the component and the average temperature of the cold coolant (air). ANSI (30.12-1965, Section 5, specifies t h e limiting observable temperature rises which will not be exceeded when the generator is operating a t nameplate rating. This should not be construed as specifying allowable operating temperature rises without regard to rated load. Thus, if the observable temperature rise of a generator is below the standard 7 IEEE SM 492-1974 value at rated load, this does not mean that the generator load can be increased above the rated load until the limiting temperature rise stated in the standard is reached (see Section 6.1.2). For overloadin.g, refer to Sections 6.4.2 and 7.1.3. 5.5 Methods of Temperature Measurement. T h e commonly used methods for determining the temperatures are described below. 5.5.1 Stator Winding. For conventionally (air) cooled machines, the embedded resistance-type detectors (RTD's) between the upper and lower coil sides (Fig 1) are recommended and most commonly used. The description, size, and location of RTD's is given in ANSI C50.10-1965, Section 5. While RTD's are preferred, since they indicate the mean temperature of the coils over a length of several core packs, the use of thermocouple-type detectors is also recognized as a n acceptable practice. Instrumentation to read and record the detector output is discussed in Section 5.6.1. 5.5.2 Stator Core. For stator cores the thermometer method of measurement is specified in ANSI C50.12-1965, Section 5, Table 1.This method is defined in ANSI C50.10-1965, Section 5.1.1 and in IEEE Std 115-1965, Test Procedure for Synchronous Machines, Section 5.15.05. Usually the stator core temperatures are measured during acceptance testing by applying an alcohol thermometer or a thermocouple a t the back of the core. Sometimes a thermocouple or an R T D has been embedded permanently in the tooth or yoke portion of the core by building it into the core during stacking operations in the factory. In this case a continuous monitoring of the core temperature is feasible. However, it is generally considered more important to measure and record the stator coil temperature rather than the stator core temperature. 5.5.3 Rotor Windings. 5.5.3.1 Field Windings. T h e resistance method (as defined in ANSI C50.10-1965, Section 5.1.2 and IEEE Std 115-1965, Sections 5.15.15 and 2.10) is used for acceptance testing and operational monitoring of rotor field winding temperature. It should be recognized that this method measures the average tem- IEEE GUIDE FOR OPERATION perature of the field winding and not the hotspot temperature. In order to determine the field temperature accurately with the resistance method, it is important to measure the voltage drop across the field accurately without including the voltage drop of the brushes supplying the field current. For acceptance testing, this is usually accomplished with insulated brushes which do not carry any field current and do not have a n established surface film with significant voltage drop. For operational monitoring, the insulated brushes do not always work consistently due to rapid film buildup. In this case, the other p r a c t i c a l m e t h o d s of b r u s h d r o p compensation are: (1) Provide a bias voltage equal to the brush drop (2) Calibrate the temperature indicating device for a value of a resistance equal to the sum of the expected full-load temperature resistance of the field winding plus the equivalent resistance of the brush voltage drop at full-load field current Both of these methods generally have adequate accuracy for day-to-day operation. 5.5.3.2 A m o r t i s s e u r Windings. T h e amortisseur windings in the pole faces are generally designed to withstand thermally a single-phase short circuit with equivalent 1 2 9 equal to or less than 40 (see ANSI C50.121965, Section 6). If temperature measurement of the amortisseur bars and connection rings is necessary for some special operating condition(s), this can be adequately accomplished with special tests by using a series of temperature-sensitive paints painted on the amortisseur. The range and interval of these paints should be chosen to correspond to the expected temperatures. The maximum design temperatures for amortisseur windings are established by manufacturer with regard to the duty cycle and mechanical stresses involved and could be in the order to 300" C. Thus the temperature-sensitive paints could be chosen with approximately 25O C intervals and still have adequate accuracy for the purpose. 5.5.4 Collector Rings. The thermometer method after shutdown (see IEEE 115-1965, Section 5.35) is used to determine the collector ring temperature. If this is done at various field current loadings then a curve of collector IEEE Std 492-1974 AND MAINTENANCE OF HYDRO-GENERATORS Most of the common problems and sources of error are discussed in IEEE Std 119-1973 and in IEEE Std 115-1965, Sections 5.15,5.20, 5.25, and 5.30. 5.6.2 Stator Winding Temperatures by Embedded Detector. T h e detector is separated from the copper by the insulating wall of the coil (Fig 1)and therefore will always indicate somewhat lower temperatures than the hotspot of the copper. T h e difference between the hotspot temperature and the sensor temperature is a function of the insulation wall thickness, proportions of the slot, the amount of heat to be conducted through the insulation, and several other factors. These factors have been taken into account in the design of the machine to assure that the actual hotspot temperature does not exceed the limiting temperature of the stator insulation class. If then, as the result, the observable temperature rise of the detector appears to be low, with respect to the guaranteed value, it does not necessarily mean that a margin for overloading exists. 5.6.3 Stator Core Temperature. T h e limitations in measuring the maximum stator core ring temperature rise versus field current can be established as a n operating guide. Infrared or optical temperature measuring instruments, or temperature-sensitive paints, may also be useful in determining collector ring temperatures. 5.5.5 Ambient Temperatures. I n accordance with ANSI (250.12-1965, Section 5.1, the temperature of the cooling (ambient) air for open ventilated machines is the temperature of the air entering the ventilating openings of the machine. For totally enclosed water-air-cooled machines, the temperature of the cooling air is the temperature of the air leaving the coolers. Alcohol o r m e r c u r y thermometers or thermocouples are generally used for acceptance testing. For operational monitoring, thermocouples, RTD’s, or filled system thermometers are most commonly used. I n large machines with several ventilating openings or coolers, the ambient air temperature usually varies with the location. T h e mean value of the indications is used as the base for temperature rise calculations and the indicator reading closest to the mean value should be used for operational monitoring (See IEEE Std 115-1965, Section 5.25 and IEEE S M 119-1974,Recommended Practice for Temperature Measurement as Applied to Electrical Apparatus, Section 7). Fig 1 Heat Flow and Typical Temperature Detector Location 5.6 Limitations in the Methods of Measuring Temperatures. I t should be recognized that there are limitations in the methods of measuring temperatures. These are discussed below. 5.6.1 Instrumentation. For safe operation of large generators, the reliability and accuracy of temperature indicating and recording devices is of paramount importance. Whereas the instruments themselves might be calibrated and accurate, the problems usually arise from the long distance, bad connections, and stray fields between sensing element (thermometer bulb, R T D , or thermocouple) and the indicating or recording panel instrument. If acceptance tests are run on a new machine, there is usually a good opportunity to compare panel instrument indications with those from the lab instruments used for testing. Any significant differences should be investigated and inaccuracies corrected. R E S I S TA N C E TEMPERATURE DETECTOR 9 IEEE Std 492-1974 IEEE GUIDE FOR OPERATION temperatures with an embedded detector lie in the fact that it is very difficult to make provision for mounting of the detector and knowing in advance which part of the core is going to have the maximum temperature. Also the stator coil temperature is usually more critical from the operating point of view than the core. However, if the unit is operating above rated voltage or a t low power factor (either overexcited or underexcited), it can be very useful to observe the increase in stator core temperature to avoid excessive increases. 5.6.4 Field Winding Temperature. The field winding temperature measured by resistance gives an indication of the average temperature throughout the winding. Thus, it does not indicate the magnitude of the hotspot temperature with respect to the average temperature. If overloadings are considered, the hotspot temperature is the critical one, and proper allowance has to be made for the difference between the average and the estimated hotspot temperature. 6. Loading 6.1 Relation of Load a n d T e m p e r a t u r e Rise-Stator and Field. The hydro-generator nameplate states the output rating and rated operating conditions for which the generator has been designed. 6.1.1 When operating within nameplate condition of electric output and cooling medium, many machines will not reach the guaranteed temperature rises which are stated on the nameplate. T h e reason for such a situation lies in the fact that the observable temperature rise alone does not constitute the only basis for the design of a generator. Other factors which influence design include: hotspot temperature (as discussed in Sections 5.6.2,5.6.3, and 5.6.4). strength of metals and insulating materials, magnitudes of forces due to thermal expansion and vibration, margins for safety, reliability, and design prediction accuracy. Thus, in a balanced design, the temperature rise of stator and field winding a t rated load might be several degrees below the guaranteed value in order to assure reasonable life expectancy and trouble-free operation. 6.1.2 If heat runs have been performed on a generator a t several load points of stator and field current at rated voltage, then the observed temperature rises could be plotted as a function of stator and field current squared. T h e resultant curves are usually close to a straight line as shown in Fig 2 and provide a convenient operating guide to estimate the temperature rises and total temperatures for various load and coolant conditions. 6.2 Loading Within Rating. Optimum loadings from the standpoint of maximum life expectancy for the generator are those that result in minimum temperature variations a t the lowest practicable temperature level. 6.2.1 For varying load conditions this is possible only for totally enclosed water-aircooled machines where flow of cooling water can be adjusted to regulate the cold air temperature to suit loading conditions and reduce winding temperature variations. This may have to be adjusted seasonally, because usually it is not feasible during periods of high cooling-water temperature to increase the cooling waterflow enough to maintain constant winding temperature a t maximum loads. 6.2.2 Open machines usually do not have means of controlling the inlet air temperature; however, for machines which have control dampers and means of recirculation of air, the above discussion applies. 6.2.3 Generator characteristic curves are useful to determine the relationship between the field current and the required load setting and to avoid overloading beyond the rating of the machine. Typical curves are shown in Figs 3, 4, and 5. T h e saturation curves (Fig 3) give the relationship of terminal voltage, stator current, and field current. Load characteristic (Vee) curves (Fig 4) indicate the apparent power in kilovolt-amperes and field current relationship for various power factors a t rated voltage. A capability curve (Fig 5) indicates generator capability in terms of power in kilowatts and reactive power in kilovars with the indicated limitations for various regions. 6.3 Loading-Power and Reactive Power Relationship. In a system with several generators in parallel, the principal effect of a change in excitation on one generator will be to vary the amount of reactive current supplied by that machine. IEEE Std 492-1974 AND MAINTENANCE OF HYDRO-GENERATORS 80 v 41 az A T E D STATOR RISE - -R------- 60 R A T E D F I E L D RISE W E 3 Ia E 40 E W c 20 I 0 0 0.25 0.50 NOTE: Values along the abscissa correspond to ( 1.0 0.75 field current 2 or to ( stator current rated stator current Fig 2 Typical Temperature Rise versus Stator and Field Current Squared Increasing the excitation will tend to make In the underexcited region the excitation system might be limiting in terms of its capability of supplying zero or negative excitation. T h e ultimate stability limit for underexcited operation can be established by the generator manufacturer with consideration given to the excitation system capability. Stability limits are discussed in Section 7.1.2.2. 6.3.2 T h e relationships between power in kilowatts and reactive power in kilovars as discussed above are also apparent from the ca- a generator supply more overexcited reactive power and decreasing the excitation will cause it to supply less reactive power or absorb it. 6.3.1 Typical load characteristic curves related to power factor are shown on Fig 4. As can be seen from these curves, when a generator is operated a t lower than rated power factor (overexcited), the generator output is limited by field heating and maximum allowable field current. ll IEEE Std 492-1974 IEEE GUIDE FOR OPERATION 1.2 I R A T E D kVA A$ 1.1 1.0 0.9 -+- 0.8 z 3 U w 0.7 a W c3 1.2 0.E J 0 > J 0.: a z - $ 1.0 -f 3 U w 0.8 5 0.4 W I- I- z O.? 0.6 E U 3 0 0.4 w 0.2 2 - J 0 .I 00 0.2 I 0.5 I .o I .5 2 .o 2.5 3.0 FIELD CURRENT (PER UNIT) Fig 3 Typical Hydro-Generator Saturation Curves (0.9 power factor, 1.1 short circuit ratio) pability curve on Fig 5. The area inside the curve constitutes the allowable operating region without exceeding the generator rating in respect to stator or rotor heating. 6.3.3 The characteristic curves and permissible loadings are specific for each generator. It is therefore recommended that the applicable curves for each generator should be obtained from the instruction book or the manufacturer. 6.3.4 Special operating conditions may be encountered when it may not be possible to stay within the ratings of the machine. In order to minimize the risk of continuing operation through such temporary conditions, it is essential that the pertinent rating data should be available to the operator for quick reference. For the same reason the limiting values for power, reactive power, voltage, and power fac- 12 IEEE Std 492-1974 AND MAINTENANCE OF HYDRO-GENERATORS I. 10 I .o 0.90 c I- 0.80 z 3 a 0.70 v I- 5ix 0.60 E 3 W 0.50 z-1 o 0.40 a 0.30 0.2c 0.IC 0 0.5 I .o 1.5 2 .o 2.5 FIELD CURRENT (PER UNIT) Fig 4 Typical Hydro-Generator Vee Curves (0.9 power factor, 1.1 short circuit ratio) quency. Refer to Section 6.4.1. ANSI C50.121965 does not provide for this condition (3) Above rated kVA but normal voltage and frequency. Refer to Section 6.4.2 and ANSI C50.12-1965, Table 1 (4) Combination of (1) and (3).Refer to Section 6 - 4 2 (5) Short-time abnormal conditions. Refer to Section 6.4.3 and ANSI C50.12-1965 tors should be established in order to avoid overheating and instability. 6.4 Loading Outside of Nameplate Rating. It may be necessary to operate a generator under the following conditions: (1) At rated kVA but other than rated voltage. Refer to Section 6.4.1 and ANSI C50.121965 (2) At rated kVA but other than rated fre- 13 IEEE Std 492-1974 IEEE GUIDE FOR OPERATION 0.8 0 0.6 W k 0 X W U W > o 0.4 0.2 c k z 3 U W a Y U a 3 0.2 E 0.4 k 0 X W U W c3 z 3 0.6 0.8 / Fig 5 Typical Hydro-Generator Capability Curves (0.9 power factor, rated voltage) 14 IEEE Std 492-1974 AND MAINTENANCE OF HYDRO-GENERATORS 6.4.1 All generators built in accordance with ANSI C50.12-1965 are capable of operating a t rated kVA with a voltage variation of 5 percent above or below normal. If operations beyond these limits are necessary, the manufacturer should be consulted. Operation a t other than rated frequency is quite unusual and any large deviation (more than 2 percent of rated frequency) should be discussed with the manufacturer. 6.4.2 Large and high-voltage hydro-generators built in accordance with ANSI C50.121965 for Class B and 60° C rise may be operated up to 115 percent load a t rated power factor, frequency, and voltage with the stator and rotor temperature rise in excess of normal for these machines. For this operation it is recommended that the ambient be kept as low as possible to assure maximum insulation life, but above the loo C minimum. Also see Section 7.1.3.1. Sometimes other t h a n t h e C50.12-1965 standard temperature rises and loading conditions have been specified and the 115 percent loading provision might not apply. As a general rule, and since all hydro-generators have somewhat differing characteristics and actual temperature and stress margins, it is advisable to discuss any planned operation beyond the rating of the generator with the manufacturer to establish safe limits. Additional tests might have to be conducted to substantiate the possibilities for higher than rated loadings. 6.4.3 Short-circuit capabilities are specified in ANSI C50.12-1965, Section 6. For other unusual conditions such as shorttime overloadings, unbalanced load operations, harmonic current loadings, etc, the Industry Standards do not make any specific provisions. Each such case should again be discussed with the manufacturer to establish safe limits with regard to expected life of the machine. dampers are provided, to avoid extremely low temperatures and condensation. In case of extremely low cooling water temperature for totally enclosed water-cooled machines it would be necessary to throttle the waterflow to avoid excessive condensation a t the coolers. 7. Operation 7.1 General. This portion of the guide describes a practical method of operating hydrogenerators. 7.1.1 Requirements for Operation. Operation of a hydro-generator requires consideration of several different factors, some of which are as follows: 7.1.1.1 S t a tor Wind in g Tempera tu re. Stator winding temperature indications are useful in providing a continuous record of the temperature history of the unit. Any trend away from past temperature performance is an indication of a change in machine condition and should be investigated. (1) Instruments used a t the switchboard for measuring the temperature of the stator winding by resistance detector operate on the basis of change in resistance of the detector element and may be made to record the temperatures of a large number of detectors on a continuous recording meter or indicate the temperatures on a common meter with a selector switch to connect the individual RTD’s. It is common practice to provide multipoint recorders with adjustable alarm contacts. 7.1.1.2 Field Winding Temperature. Operation a t power factors less than the rated value in the overexcited region is limited by rotor winding temperature. In this region the full rated kVA of the generator cannot be realized due to this limitation. Any operating method must recognize this limitation. 7.1.1.3 Stator Core Temperature. Operation in the underexcited region is sometimes limited by overheating in the extreme ends of the stator core where temperatures are not detected by usual stator winding temperature detectors. Excessive heating of the core ends is more of a problem in machines which have magnetic clamping fingers, but even in some machines with nonmagnetic fingers, flux concentrations around the stator end turns may 6.5 General Considerations. 6.5.1 Low Ambient Air and Cooling-Water Temperatures. As discussed in Sections 5.2.2, 5.4, and 5.6.2, allowance must be made for increased difference between copper and detector temperatures when exceeding nameplate current a t low ambient temperatures. For open ventilated generators it may be necessary to throttle the cooling airflow, if 15 IEEE Std 492-1974 cause undesirable core heating. If a machine is to be operated underexcited for long periods of time, a heat run should be made and core end temperatures checked. 7.1.1.4 Collector Ring Temperature. Brush and collector ring performance are dependent on collector ring temperatures. Periodic checks for abnormal temperatures are therefore recommended. A record of field temperature can also be useful in detecting collector ring brush problems. Indications of erratic changes of the temperature can be caused by brush arcing due to uneven or low brush pressure. Incipient collector ring flashover may be indicated. See Sections 8.3.4 and 8.3.5 concerning brush maintenance. 7.1.1.5 Stator Differential Expansion. T h e capability of the stator winding is limited not only by total temperature and winding vibration, but also by the effects of differential expansion between the stator coils and the stator core. Differential expansion is a function of the total temperatures of the winding and the core. This factor is more critical in machines with long cores (over 70 in). During load changes the copper temperature changes more rapidly than the core temperature, thus accentuating this differential expansion problem. It is desirable that the maximum load on the machine be limited so as to reduce differential expansion and that changes in load be made slowly so as to minimize differential expansion. F r e q u e n t variations in differential expansion may result in damage to the stator coil insulation and occasionally cause stator core looseness or movements and increased maintenance. 7.1.2 Use of Capability Curves. Typical generator operating curves are shown in Fig 5. Similar curves applicable to the particular generator should be used to guide its operation. T h e operation of the generator according to the capability curves may be accomplished by the use of instruments to measure power in watts, reactive power in vars, terminal voltage in volts, line current in amperes, and when available, field current in amperes. Generators are usually operated between rated power factor overexcited and unity power factor. In this range the generator can be controlled IEEE GUIDE FOR OPERATION by the terminal voltage and line current since the stator winding heating limits the load. Standard alternating-current generators will operate successfully a t rated kVA load within plus or minus 5 percent of rated terminal voltage a t safe temperatures. 7.1.2.1 Method o f Determining Overexcited and Underexcited Limits. T h e overexcited portion of the capability curve in the region between the unity power factor and rated power factor lines is determined by the stator winding temperature rise. T h e overexcited portion between the rated power factor line and zero power factor is determined by the field winding temperature rise. T h e underexcited portion of the curve is limited by four factors: stator winding temperature rise, stator core end heating as discussed in Section 7.1.1.3, minimum excitation conditions, and the system stability limit discussed in Section 7.1.2.2. 7.1.2.2 Methods of Computing System Stability Limit. T h e system stability limit discussed in Section 7.1.2.1 and the system stability limit curve shown on Fig 5 can be computed in the following manner. T h e steady-state power angle curve (Fig 6) may be calculated by means of Eq 1 below for a machine connected to an infinite system through a series reactance such as a transformer and a small line reactance. This is the most common terminal condition. Steadystate stability for other terminal conditions such as a large induction motor load or transient stability is beyond the scope of this guide, and for these situations a text on the subject should be consulted. where P = per unit power (kilowatts), where 1.0 = rated kVA Ed = per unit excitation - (actual excitation) excitation at rate voItage on the air gap line E = per unit system voltage Xd = per unit direct-axis synchronous reactance X, = per unit quadrature-axis synchronous reactance ? IEEE Std 492-1974 AND MAINTENANCE OF HYDRO-GENERATORS 2 .o I .6 -!= z 3 1.2 W a v 5 G E z 0.8 a 0.4 0 30 90 60 120 150 180 ANGLES I N DEGREES -6 Fig 6 Typical Steady-State Power Angle Curve citation, some load may be carried due to saliency (second term of the equation). A small negative excitation can be used when this capability is available in the excitation system, but when the first term is equal and opposite to the second term the machine will slip a pole with no power input and the excitation controls are likely to force the excitation to a negative ceiling with no corrective action available except tripping the unit and restarting. Unfortunately the turbine output is often nonuniform enough a t very small outputs so that negative excitation does not often provide satisfactory operation. Minimum excitation devices should be set in accordance with the manufacturer’s recommendations X, = per unit reactance between machine and infinite system 6 = angle between machine rotor and infinite system Steady-state underexcited capability follows Eq 1 with the excitation Ed reduced to a fraction of the no-load value. As the peak of the power angle curve approaches the output of the turbine, the margin to ride through small system disturbances decreases to zero. Transient capabilities may allow momentary performance beyond this point, but will not permit continuous performance without shifting excitation and or terminal voltage to a stable steady-state condition. At zero ex17 IEEE Std 492-1974 IEEE GUIDE FOR OPERATION c h a n i c a l design of t h e hydro-generator coupled with the particular type supplied by the manufacturer makes it impractical to attempt to cover all details of thrust bearing operation and maintenance. It is important to carefully follow the instructions and recommendations of the manufacturer. The thrust bearing is regarded as of prime importance in the mechanical considerations of the vertical hydro-generator, and much attention has been given to its design and manufacture to insure efficient and reliable service. 7.1.4.2 Principal types of thrust bearings used for vertical hydro-generators are the adjustable pivoted shoe, self-equalizing pivoted shoe, spherical, and spring supported. Thrust bearings support the weight of the rotating parts of the generator and the turbine plus the load imposed by the water passing through the hydraulic turbine. T h e principal elements of the thrust bearing are the rotating runner and the stationary shoes. T h e runner receives the load through a massive hub called the thrust block. Depending on the type of hydrogenerator the thrust block may be integral with the shaft or is attached to the shaft and suitable for removal when disassembling the machine. 7.1.4.3 Considerations which apply to operation and maintenance of all types of thrust bearings are: (1) Use of the specified lubricating oil (2) Maintaining clean uncontaminated oil (3) Maintaining the proper oil level (4) Periodic checks of bearing insulation (5) Maintaining cooling medium flow (6) Temperature of bearings, see Section 7.1.4.8 7.1.4.4 T h e care required to maintain clean oil is of special importance for bearings equipped for high-pressure lubrication during the starting period since the oil is fed directly to the center of the bearing shoe and small particles of foreign material could be forced into the oil film. 7.1.4.5 Most vertical generators are equipped with high and low oil level indicators which function to give alarm or shutdown of the unit if the proper oil level is not maintained. High oil levels are usually caused by water leaks in the oil cooler mounted in the oil reservoir. A leak in the oil cooler can also cause a low oil level when the discharge water which will provide some steady-state margin for normal situations. A second method of computing the stability limit is given in the reference listed in Section 11.5. 7.1.3 Operation at 115 Percent Rating. Large and high-voltage hydro-generators and reversible generator-motor units built in accordance with ANSI C50.12-1965 may be operated a t 115 percent load a t rated power factor, frequency, and voltage with temperature rises in excess of normal standards for these machines. I n some cases values for stator and field winding temperature rises may be agreed upon in the contractual stage. When operated a t loads above rated conditions it is recommended that the ambient temperature be kept as low as possible by use of maximum cooling water to assure maximum useable life. 7.1.3.1 Correlation o f Overloading with Reduction of Insulation Life. Operation a t overload conditions with consequent higher temperatures than those specified in the appropriate standards can cause a n appreciable reduction in service life. Temperature is not the only criterion since the life of the insulation system is also influenced by other factors such as endurance under electric and mechanical stress, vibration, exposure to moisture, chemicals, etc. Other factors being equal, however, thermal degradation is accelerated as the temperature is increased. For most of the insulating materials currently in use in hydro-generators the life is a n exponential function of the reciprocal of the absolute operating temperature over a limited range of temperatures. Evaluation of thermal aging by a system of temperature indices is advocated in IEEE Std 1-1969, General Principles for Temperature Limits in the Rating of Electric Equipment. Prior to that standard a rough rule in assessing the effects of operation a t overload conditions was t h a t the insulation life would be decreased by one-half for each loo C rise in temperature above the standard value for the class of apparatus involved. 7.1.4 Bearings. Another major factor to be considered in operation of a hydro-generator is the performance of the bearings. 7.1.4.1 T h e close coordination of the thrust bearing with other elements in the me18 AND MAINTENANCE OF HYDRO-GENERATORS piping is arranged so that there is a suction head a t the cooler. 7.1.4.6 Thrust bearing insulation fitted in the bearing base is provided to prevent the circulation of possibly damaging current through the bearings. A principal source of such currents is induced shaft voltage. Shaft voltages are most often a result of some assymmetry in the magnetic circuit of the machine which causes some net flux linkage with the rotor shaft that induces a voltage in it. These voltages are alternating a t a multiple of system frequency and are low, usually less t h a n 5 V. If there is a continuous low-impedance path from the shaft ends through the bearings and base the current produced by the shaft voltage may be many amperes and enough to damage the bearing. Terminals for checking the installed bearing insulation resistance are usually provided on the bearing bridge. Generators with no bearings above the rotor do not require bearing insulation. However, any fittings or apparatus a t the top of the machine which contact the shaft must be insulated. 7.1.4.7 Should the occasion arise where disassembly of the generator is required to the extent of dismantling the thrust bearing it is recommended the work be done only by qualified and experienced erectors in accordance with the manufacturer’s recommendations. Loads on the segmental shoes must be equalized on all but the self-equalizing and springsupported type. 7.1.4.8 After startup and initial running, the bearings will usually operate a t a constant temperature which will vary slightly with variation in the cooling water temperature. Any increase in bearing operating temperatures could be a sign of metallic contact which may precede bearing failure, change taking place in bearing oil, cooling system, or hydraulic thrust and should be investigated as soon as possible. 7.2 Starting and Loading. This section does not provide complete instructions on starting hydro-generators but details some important aspects of this phase of operation. 7.2.1 Normal Startup. I n starting, sufficient breakaway torque (turbine gate opening) should be applied to start the machine rapidly to establish a n oil film. Thereafter, IEEE Std 492-1974 the rate of speed increase to full speed is a matter of concern only in respect to the hydraulic turbine and is immaterial in respect to the generator. Machines having thrust bearings equipped with a high-pressure lubrication system are usually capable of a slow start, such as a synchronous start of a generator/motor (pumped-storage) unit. 7.2.1.1 Generators which differ as to method of cooling and as to excitation require proper establishment and sequence of operation of the associated auxiliary equipment in accordance with the manufacturer’s recommended procedures. Sequences such as release of brakes, establishment of the high-pressure oil film to the thrust bearings when so equipped, and in some instances concern for the start of waterflow downstream are other important considerations. 7.2.1.2 For the first start of a new machine or if any work has been done on any connections which involve synchronizing, initial establishment of correct phase rotation is required. 7.2.1.3 Accuracy in the act of synchronizing. T h e standards do not require generators to be designed to withstand currents and mechanical forces due to incorrect phasing or incorrect synchronizing. I n general the synchronizing accuracy should be such t h a t the phase angle between the generator and bus voltage be not greater than 15O a t the moment of closing of the synchronizing breaker. In judging the synchronizing point the breaker closing time must be considered as well as the difference in frequency between the generator and the bus. I t is preferable t h a t the generator be ahead of the bus at the moment of synchronizing. 7.2.2 Emergency Starting. Under ordinary circumstances a generator is shut down after the load has been reduced to zero and the generator is disconnected from the system. An emergency start would be considered a start immediately after a normal shutdown or after a shutdown and lockout due to a protective relay operation. 7.2.2.1 T h e principal concern of a n emergency start of a hydro-generator is the operation of the thrust bearing. When the thrust bearing is not equipped with a highpressure oil lubrication system, the conservative practice is to avoid a start immedi- IEEE Std 492-1974 IEEE GUIDE FOR OPERATION tion resistance tests are in IEEE Std 43-1961, Guide for Testing Insulation Resistance of Rotating Machines (2) When dryout of the windings is indicated, the procedure detailed in NEMA MG 5.2-1972, Installation of Vertical Hydraulic-Turbine-Driven Generators and Reversible Generatorhlotors for Pumped-Storage Installations, should be followed If the suitability of the winding is in question, a dielectric test may be performed. T h e winding may be tested using either ac or dc high potential equipment. See Section 8.5. T h e dielectric test voltage applied should be in accordance with IEEE Std 56-1958, Guide for Insulation Maintenance for Large AC Rotating Machinery (ANSI C50.25-1972) and the method employed in making the test should be in accordance with IEEE Std 115-1965. For rotating exciters the dielectric test voltage applied should be in accordance with the ANSI C50.5-1955, Rotating Exciters for Synchronous Machines, and. the method employed in making the dielectric test should be in accordance with the IEEE Std 113-1973, Test Code for Direct-Current Machines. 7.2.4 Recommended Rates of Loading. Hydro-generators are capable of rapid loading rates and advantageous flexibility in load adjustment. When needed to meet system demands, the generator can be loaded a t very rapid rates limited only by the action of the governor, the hydraulic turbine, and hydraulic conditions. 7.2.4.1 The primary consideration in the loading rate of the hydro-generator is the rate of change of temperature of the stator and field coils and Its effect on insulation. 7.2.4.2 A conservative method of loading the generator is to apply the load in increments so as to attain full rated load in 45 to 60 min after the initial load application. This allows a reasonably steady and distributed increase of heating of the generator parts and tends to lessen thermal shock to individual parts. While it cannot be calculated with absolute accuracy, the conservative method of loading of a generator will increase the operating life of the windings of the generator and is a recommended procedure for normal operation. The ideal method of operation of a generator is to maintain a steady load and relatively constant temperature of the windings. ately after shutdown from prolonged operation with the bearing hot, since hot oil or distorted shoe surfaces may interfere with establishment of an oil film. Some types of thrust bearings should be allowed to cool for an hour or two before restarting the hydro-generator. The manufacturer should be consulted for more specific recommendations. 7.2.2.2 The precautions regarding starting a unit while the thrust bearing is hot do not apply to a unit equipped with a high-pressure lubrication system since an oil film is established with the application of the highpressure oil between the bearing shoe surface and the bearing runner. 7.2.3 Starting After Extensive Maintenance or Downtime. After an extensive shutdown period it is desirable to make a thorough inspection of the machine and associated equipment before starting. Preventative maintenance checks on operation of auxiliary equipment such as breakers, protective relays, water control valves, brakes, and similar devices will be helpful in returning the generator to reliable service promptly. A test of the generator windings should be made to be certain the insulation resistance is satisfactory or if a dryout of the windings is required before energizing the machine. 7.2.3.1 If the unit is not equipped with a high-pressure lubrication system, the unit should be lifted momentarily off the thrust bearing with the jacks to reestablish an oil film on the bearing shoes and the runner prior to starting. 7.2.3.2 Insulation resistance tests of the windings may serve as a n indication of the condition of the generator insulation and its suitability for dielectric testing or normal operation. Insulation resistance test results can be used to determine if dryout of the windings is necessary before proceeding with testing or operation. Tests are most useful in the establishment of a historical record of the insulation resistance of the windings. Periodic tests made a t a fixed winding temperature are helpful in indicating progressive or unusual deterioration of the generator insulation. They also serve as a guide for the desired insulation resistance level for a machine which may have had an extended downtime period. (1) Procedures for performance of insula- 20 AND MAINTENANCE OF HYDRO-GENERATORS 7.3 Braking and Stopping. Similar to the considerations for starting, the stopping or shutdown procedures for hydro-generators are influenced by requirements of the hydraulic turbine. 7.3.1 Normal Stopping. Normal stopping sequences proceed after the load has been removed from the generator and the generator has been disconnected from the system. The hydraulic-turbine gates are closed and the generator allowed to decelerate to 20 to 50 percent speed. The brakes are then automatically applied either continuously, or in on-and-off cycles of about 10 seconds duration. 7.3.1.1 When the unit has been braked to approximately 10 percent speed, the brakes are applied continuously until the unit comes to rest. Generators equipped with direct-connected exciters usually decelerate with field excitation applied since the main exciter field breaker remains closed through the complete stopping period. I n some instances water leakage through the gates is sufficient to cause the generator to creep or revolve very slowly after it has been brought to rest and the brakes have been released. T o prevent creeping the brakes would have to be kept energized during t h e shutdown period. Generators can be equipped with creep detectors designed to give a n indication when this condition exists. 7.3.1.2 Generators equipped with a highpressure oil lubrication system on the thrust bearing usually have that system restarted when the generator speed drops to 25 to 30 percent speed and kept on until the generator comes to rest. One important consideration of the braking operation is the periodic rnaintenance required to prevent a n accumulation of residue from the brake shoe surface wear on the interior parts of the generator. Since the brake ring and brake shoe mechanisms are usually'located in the interior of the generator, some of the brake residue caused by the braking operation is picked up by the rotor fans and carried to windings of the machines. If allowed to accumulate over a prolonged period, it may affect the cooling of the generator windings. 7.3.2 Emergency Stopping. Emergency stops which usually are initiated through operation of protective relays are combined with prompt rejection of load and rapid closing of the turbine gates. T h e gate closure time is a IEEE Std 492-1974 function of the governor setting, the permissible penstock pressure rise, and other hydraulic considerations. Application of the brakes occur as in the normal stopping sequence. When the generator is being stopped with the gates closed and with the turbine immersed in water, as with some high-head Francis or Kaplan turbines, the water assists in stopping the generator. A Pelton turbine might be equipped with a braking jet to assist in stopping; however, stopping time of the unit is usually longer than with other types of hydraulic turbines. 7.3.3 Operation of Brakes and Jacks. On vertical hydro-generators t h e function of braking and jacking often is served with one assembly. T h e braking operation uses compressed air in the range of 100 psi fed to the brakes. For normal operation the braking of the generator is a n automatic operation initiated by speed switches on the generator. 7.3.3.1 T h e jacking function uses oil supplied from either a manually operated pump or a motorized pump. Release of the jacks permits the oil to flow back to the oil sump. T h e manufacturer's instructions detail the permissible maximum jacking lift of the rotor. This value is relatively small, in the order of 0.375 to 0.625 in, and therefore requires careful attention when jacking the rotor to prevent damage to the machine. 7.3.4 Dynamic Braking. Dynamic braking can be used when very rapid stopping of a generator is a usual requirement. Dynamic braking consists of loading the generator with a resistance load after the unit is separated from the system and the shutdown sequence of the generator is initiated. T h e rotational energy of the generator is dissipated in the resistance load connected to the generator terminals. The rate of deceleration is a function of the value of the resistance load and pertinent generator characteristics. Most probable use of dynamic braking for a hydro-generator unit is to make a rapid change of generation to pumping mode in a pumped-storage installation. The electrical forces incident to dynamic braking are less than those associated with short circuits and are well within the capability of the generator. Dynamic braking can also be used with hydro-generators for improvement of the stability by controlling the rate of divergence during the transient power system IEEE Std 492-1974 IEEE GUIDE FOR OPERATION (2) Balanced and unbalanced faults up to and including the generator breaker (3) Insulation failure of the winding 7.5.3 Protective devices for the field winding which may be used to initiate the remova! of the generator from the system or to give a n alarm only are usually provided for the following conditions: (1) Open circuits in the field winding (loss of field relay) (2) Short circuits in the field winding (excessive vibration relay) (3) Ground in the field circuit 7.5.4 Other conditions for which protective devices may be provided to remove the generator from the system or to give a n alarm are as follows: (1) Overcurrent in stator or field (2) Overtemperature in stator or field (3) Overvoltage in generator stator (4) Overvoltage in field (5) Excessive unbalanced stator current (negative sequence) (6) Excessive unbalance of current in stator parallel circuits (7) Fire (8) Loss of cooling water for air or oil coolers or both (9) Overtemperature of bearings (10) Overtemperature of cooling air (11) Low or high oil level for bearings (12) Machine vibration swings. T h e generator remains connected to the system and the additional resistance load is added a t the proper time during system disturbances. 7.4 Load Rejection and Runaway. T h e characteristics of hydro-generator operation under conditions of load rejection or runaway are determined by the hydraulic turbine characteristics, the governor settings, and the combined WR' of the installation. While the hydro-generator is designed to withstand the runaway speed of the turbine, it is recognized t h a t prolonged operation at this speed is undesirable and should be avoided. Under ordinary conditions of load rejection by generators, the governor acts to close the turbine gates rapidly enough to hold the speed of the generator to well below full runaway speed. I n the event of governor or wicket gate failure, the penstock (head) gate must be closed to prevent sustained runaway. 7.5 Automatic Supervision and Protection. Hydro-generators are well suited to completely automatic supervision of operation and protection. Although the range of hydrogenerator ratings in terms of apparent power in kilovolt-amperes, voltage in volts, revolution rate in revolutions per minute, power factor, and other characteristics is very large, the inherent reliability of its construction and operation makes the automatic and remote control of the machine practical. 7.5.1 Suitable protective devices are available to prevent or minimize damage to the generator under all operating conditions. These devices are arranged to give a n alarm or to initiate a n emergency shutdown of the generator when specific limits of operating criteria are reached. T h e extent of the protection desired for a particular generator depends upon such factors as importance of the machine, age, type, and rating. Usually a suitable compromise can be made. 7.5.2 Protective devices for the stator winding which will initiate removal of the generator from the system, deenergize the excitation, and in some cases begin the rapid shutdown sequence of the hydraulic turbine are usually provided for these conditions: (1) Balanced and unbalanced faults beyond the generator breaker (backup relay operation) 7.6 Unusual or Dangerous Operation Conditions. Operation under the following abnormal conditions requires careful observation of performance of the machine so that it can be shut down immediately, if necessary, to prevent damage. 7.6.1 Unbalanced Loading. Unbalanced stator currents may be the result of a n unbalanced load, of unequal induced voltages in the stator, or of a long unbalanced transmission line between the machine and its load. A proposed standard currently being considered for publication would require that a generator be capable of withstanding without injury the effects of continuous current unbalance corresponding to a negative sequence current not exceeding 10 percent for salient pole generators with connected amortisseur windings and not exceeding 5 percent for salient pole generators with nonconnected amortisseur windings. T h e percentage values 22 IEEE AND MAINTENANCE OF HYDRO-GENERATORS are in percent of stator current a t rated kVA. Additional provisions are that rated kVA should not be exceeded and that the maximum current does not exceed 105 percent of rated in any phase. While this standard does not apply to generators currently in operation, it does give some guide to the magnitude of unbalance which could be tolerated. Specific cases should be referred to the manufacturer for his recornmen2 dations. If there have been unbalanced currents in the stator for a long period of time, or a n unbalanced fault exceeding I& of 40, then inspection of amortisseur connections and joints a t the pole and of the ends of the dovetail should be made to determine if damage has occurred. This inspection is particularly important for machines having unconnected damper (amortisseur) windings. 7.6.2 Operation with Stator Coils Cut Out. Some generators may be operated successfully with one or more stator coils cut out and bypassed. Slower speed generators having several hundred coils with a large number of coils per parallel circuit may operate satisfactorily with as many as 8 or 10 coils cut out, though this is usually a temporary condition and should be closely monitored. Stator and rotor vibration may increase and should be checked carefully. T h e unbalanced magnetic pull may cause a vertical machine rotor to pull or skate more to one side than is normal with consequent possible effects on guide bearings. I n a multipath generator this is more likely to occur if the individual paths are concentrated in circumferential sectors instead of being interleaved or distributed around the bore. Differe n t i a l relays may require moderate desensitizing in order to allow increased path and circulating currents to flow; however, such relays will continue to provide good protection. T h e embedded RTD's may not respond to the temperatures associated with the increased currents if they are not located advantageously. The conditions which brought about cutting out coils may justify limiting the machine load to less than rated kVA or restricting the load cycling service or both. 7.6.3 Operation with Winding Paths Cut Out. A few generators may be operated successfully with a winding path cut out. Naturally, only generators having several paths per Std 492-1974 phase lend themselves to this. Such operation should only be attempted when compelling maintenance problems prevent immediate full repairs. The manufacturer's advice should be obtained concerning whether derating will be greater with a path cut out or with a path in service lacking a coil or two. (Circulating currents affect the latter.) Current transformers associated with some split winding differential relay schemes may require auxiliary current transformers to achieve acceptable balanced conditions. Comments in Section 7.6.2 may apply in some cases. 7.6.4 Asynchronous Operation (Field Maintained). Operation of a generator out-of-synchronism with part or full-field excitation maintained, places the most severe type of duty on the unit. Such operation produces heavy surge currents in the stator windings whose magnitude may exceed those associated with the machine short-circuit requirements of ANSI C50.12-1965 and cause serious damage to the winding. Such operation also produces torque reversals which create in many parts of the unit high mechanical stresses of magnitudes that may be several times those produced by rated torque. High induced voltages and currents in the field may cause flashover of the collector rings and of the commutator of an associated exciter. For these reasons, although it may be difficult to detect the out-of-synchronism machine, it must be identified promptly and the condition remedied. Possible corrective action includes removal of the unit from the system. 7.6.5 Loss of Field Excitation. Complete loss of excitation on a n operating generator results in dangerous overheating of its rotor within a very short time unless the machine is disconnected from the system. The degree to which this heating will occur depends on the initial load on the generator and the manner in which the generator is connected to the system. When excitation is lost, the generator tends to overspeed and operates as a n induction generator. This overspeed normally results in a reduction in load due to the characteristics of the turbine governor, an increase in stator current associated with low voltage a t the generator terminals, and high rotor currents. These rotor currents will flow through the field winding (provided the field circuit is not open), and also through the amortisseur IEEE Std 492-1974 winding and rotor pole faces. T h e amortisseur winding and rotor pole face currents will cause high and possibly dangerous temperatures in a very short time. Some users provide a loss-of-field relay to trip the generator breaker removing the unit from the system and in some cases also to close the turbine water inlet valves or gates, while others provide alarm indication only. Time can often be saved by running back the turbine inlet water valves or gates to a no-load speed position and following precautionary checks t o restore excitation t o a n d resynchronize the system. Where neither loss-of-field tripping nor alarm indication is provided, the operator must recognize the condition and manually perform the functions described for the relay above. If the loss-of-field condition has persisted for some considerable or unknown length of time, the rotor should be inspected a t the earliest opportunity. 7 . 6 . 6 O p e r a t i o n w i t h Field Circuit Grounded. Usually the field winding and all of its excitation supply circuit is operated as a completely ungrounded system. On such a n ungrounded system the existence of a single ground a t any point in the system will not interfere with the normal operation of the generator. Its presence can be detected and indicated by suitable ground relay and alarm. Upon indication of this initial ground, it is advisable to shut down the machine and correct the trouble promptly. If the initial ground should occur a t some point in the generator field winding, a second ground in the excitation circuit may prove serious. When a double ground exists, part of the field winding will be shorted out through the shaft forging and pole pieces. This condition will cause a magnetic or thermal unbalance or both whose severity may result in serious vibration of amplitude sufficient to wreck the machine if allowed to exist too long. The use of vibration detection and protection equipment would assure instant knowledge of such a condition and take the machine off the line more quickly t h a n a n alert operator could be informed and take corrective action. Lossof-field relay protection cannot be depended upon to trip the generator in case part of the field winding is shorted by a double ground because IEEE GUIDE FOR OPERATION (1) its operation is based upon the principle of reactive power (2) it is not sensitive to either magnetic or thermal unbalance in the rotor or the resultant vibration (3) the change in reactive power caused by the partially shorted field may not be sufficient to actuate a loss-of-field relay. 7.6.7 Field Forcing by Voltage Regulator. Continuous-acting fast-response voltage regulators used with exciters having high ceiling voltages are employed by many users to improve power system stability. At times of prolonged system low voltage this automatic equipment can impose a severe overload upon both the field and stator windings. For any particular case, the manufacturer should be consulted to determine the maximum time the overload condition can be permitted. Automatic means should be provided to relieve the overload a t the end of this time and return the machine to its maximum permissible continuous load. 7.6.8 Operation In Cold Ambient Temperatures. Allowance must be made for increased difference between hotspot and detector temperatures when exceeding nameplate current. Maintaining a low ambient temperature results in lower total temperature of the windings at all loads, less distortion of the metal parts, and less drying out of the gaskets. In the case of generators cooled with air supplied from out-of-doors, it sometimes is not readily practicable to control the temperature of the cold coolant, which means that at low ambient temperature, it may be necessary to throttle the cooling airflow to avoid condensation on the generator surfaces exposed to warm room air. I n the case of totally enclosed generators, it may be found advantageous to regulate the raw waterflow to the heat exchanger in such a manner as to result in cold coolant temperatures lower than the normal value. (In this guide, the term raw water will be used to designate the water used to take heat away from heat exchangers. ) With either manual or automatic regulation, the control points should be chosen in accordance with the manufacturer's recommendations. It should be borne in mind that a cold coolant temperature which is too low may be detrimental to some insulation sys- AND MAINTENANCE O F HYDRO-GENERATORS tems and may produce undesirable effects on the mechanical balance of the unit. In view of the lower losses a t low generator loads, the generator hotspot temperature variation will be reduced by varying the ambient temperature inversely with the load. This method of operation would effect some saving in cooling waterflow a t low loads. This is not to be interpreted as a recommendation to operate the generator a t constant hotspot temperature. See Section 6.1.1. I n order to maintain all parts of open-ventilated air-cooled generators at a safe temperature, it may be found advantageous to furnish heaters in the generator during periods of shutdown. As the generator is loaded and heated by its losses, the heaters should be removed from service. Where the raw water supply temperature is below the rated raw water temperature of the coolers, care must be taken to prevent formation of excessive condensation which could occur if the dewpoint of the cooling air is higher than the temperature of the coolant. T o avoid condensation, a recirculation system to raise the temperature of the raw water may be provided. Dehumidifying-type dryers are available which can be connected into the generator cooling circuit and are suitable for drying air under any pressure a t which the cooling system operates. In these driers a desiccant absorbs the moisture which then is driven off outside the cooling system. Some operators are providing for continuous supervision of dewpoint through the installation of dewpoint recorders provided with maximum alarm contacts. Care should be exercised when using very low temperature coolant that a sudden drop in load will not cause the cooling air to reach dewpoint temperature which will result in condensed moisture being deposited. 7.6.9 Hazards of Operation During Initial Installation. A number of conditions should be carefully observed during the initial installation period including the following: 7.6.9.1 Insulation dielectric strength should be checked, particularly for moisture, by means of insulation resistance checks and dielectric absorption tests. High potential proof or acceptance tests are usually performed before the machine is placed in operation. If necessary, the machine should be dried out IEEE Std 492-1974 by means of space heaters or controlled lowvoltage current. Means should be provided for expelling the moisture-laden air from the machine housing. 7.6.9.2 Rotor unbalance should be measured and corrected, if necessary, by the addition of appropriate balancing weights. 7.6.9.3 Machine vibration should be observed to be sure it is within normal limits. 7.6.9.4 Machine temperatures including stator winding, rotor winding, and bearing lube oil should be observed. If any are out of normal limits, such things as cooler operation, blocked ventilation passages, and lube-oil system operation should be checked. 7.6.9.5 Unusual noises should be investigated for possible mechanical defects or looseness and corrected immediately to prevent more serious damage. 7.7 Cooling Systems. Generators having cooling systems should have the following taken in to considera tion: 7.7.1 Initial Filling of Coolers. When initially filling the coolers, the flow of raw water should be controlled so that the entire cooler will be vented and filled with water at a rate such that the design pressure will not be exceeded due to water hammer. 7.7.2 Normal Cooler Operation. The flow of water to coolers consisting of several sections should be controlled so that the entire cooler will be filled with water by continuous venting and so t h a t design pressure will not be exceeded. With multisection coolers which are in parallel for waterflow, which is the usual arrangement, care must be exercised to equalize the waterflow through the sections. This should be done by the use of flowmeters or pressure gages on the waterflow to the sections. 7.7.3 Automatic Cooling Water Systems. There is no inherent lower limit in the power loading of a generator itself, although the prime mover and associated equipment may impose such a limit. When operating a t loads varying from a low value up to rated full load, the desired degree of cooling system control depends on the time duration and extent of the load swings. Where load swings are more or less unpredictable and irregular, some form of automatic regulation of the raw water is advantageous. IEEE Std 492-1974 T h e object of such regulation is to reduce temperature variations and maintain a more uniform total temperature, particularly in the stator winding, and thus prolong the life of various machine parts. Automatic systems have been used in which the raw water supply header is equipped with a motor-operated valve that opens and closes in response to temperature detector variations. A disadvantage of this system is that the cooler has normal water volume and flow only when the valve is fully open and therefore is subject to scaling and deposits in the tubes as well as unpredictable cooling characteristics. Other systems have been used in which waterflow through the cooler is kept constant, and temperature is changed by mixing cooler discharge water with varying amounts of raw water through a two-way valve. T h e temperature detector which operates the automatic controls for these systems may be a stator winding R T D or other temperature-sensing element. 7.8 Fire-Protection Systems. Fire-protection systems are usually provided for generators to keep the damage caused by a n internal fire to a minimum. 7.8.1 Carbon Dioxide System. Carbon dioxide is generally used as the fire quenching medium. It is admitted to the generator housing through piping and nozzles to fill the housing. T h e carbon dioxide may be admitted either by manually actuated valves or by automatically actuated valves. The automatically actuated valves may be operated by a signal from temperature-sensitive thermostats or by relay action such as the generator differential relays. 7.8.2 Other Systems. Water sprinkler systems can be installed on both open and totally enclosed air-cooled generators. As with carbon dioxide systems, they can be manually actuated or operate automatically in response to fire detecting devices and differential relays. Their operation, whether inadvertent or legitimate, is likely to result in a generator dryout being necessary. Inadvertent operation can cause unnecessary electrical failures of the generators. 7.9 Vibration Detection and Correction. 7.9.1 Detection Devices. Some generators might be equipped with a vibration detection device (usually seismic weight principle) IEEE GUIDE FOR OPERATION mounted on a vibration sensitive stationary part such as bearing bracket. This device can be set a t a vibration g-level slightly higher than the normal operating vibration. If any unusual mechanical or magnetic forces cause higher than normal vibration, the device will close a contact giving alarm or shutting the unit down, depending on the design of control circuits. 7.9.2 Causes of Vibration. Vibrations attributable to the generator can be caused by abnormal mechanical or electrical conditions either in stator, rotor, or the combination of the two (for example, air gap variation). Most commonly, the vibrations originate in the rotor due to mechanical unbalance (which causes shaft runout) or magnetic unbalance caused by out-of-roundness of the rotor or stator, or shorted turn(s) of a field pole. In addit i o n , abnormal hydraulic conditions can cause vibrations to be transmitted from the turbine through the shaft or foundation to the generator. For additional information, see Sections 8.3.2, 8.3.3, and 8.3.7. 7.9.3 Correction of Vibration. Any permanent increase of vibration indicates change in the generator-turbine unit, and the cause of it should be immediately investigated. Depending on the severity of the vibration increase and the cause of it, decision should be made whether or not the generator should be taken out of service for immediate corrective action. For procedures for alignment check and rebalancing, see Section 8.3.7. For unusual operating conditions, see Section 7.6. 7.10 Operation of Generator/Motors. Hydrogenerators may be reversible in nature and used as motors in pumped-storage applications. The turbine becomes a pump, and the generator becomes a motor to replace the water taken from the upper reservoir during the generating mode. 7.10.1 Starting Methods. One of the problems unique to generator/motors is starting as a motor in preparation for the pumping mode of operation. Among the means of starting the motor are the following: 7.10.1.1 Wound-Rotor Induction Starting Motor. A wound-rotor motor, large enough to overcome the losses of the main unit and accelerate it to synchronous speed, is mounted on the shaft of the main unit. IEEE Std 492-1974 AND MAINTENANCE OF HYDRO-GENERATORS 7.10.1.2 Synchronous Start. There are several variations of this method, all utilizing one machine operating as a generator in parallel with a second machine operating as a motor. Among the variations are: (1) Both machines are paralleled a t standstill, separated from the power system, and have their field windings energized. T h e pair are brought up to speed, one acting as a generator and the other as a motor. They are synchronized to the system, and the generating machine is then shut down (2) The same as (1)except the motor unit does not have its field energized and operates as a n induction motor during starting. T h e field is applied after the motor has been brought near synchronous speed (3) Similar to (1) or (2) except that the generator is a smaller nonreversible accessorytype turbine generator (4) Similar to (1)or (2) except the units are not paralleled until after the generator unit has been brought to some intermediate speed 7.10.1.3 Full-Voltage Induction Start. T h e main unit has a heavy amortisseur winding which is used to start the main unit as a n induction motor across the line. 7.10.1.4 Reduced - Vol tage Induct ion Start. The unit is started as an induction motor on reduced line voltage using either taps on the main transformer, a n autotransformer, reactors in the leads, or delta-wye shift of the main transformer connections to provide the reduced voltage. 7.10.1.5 Reduced - Voltage Reduced - Frequency Start. T h e generatodmotor to be started from rest is electrically connected to a decelerating generator of comparable size. T h e energy of the rotating deceleration generator is electrically transferred to the generator/motor with reduced voltage and varying frequency. T h e units are synchronized a t a subsynchronous speed and then accelerated to rated speed with the generator turbine. Synchronization to the system is accomplished in the normal manner. 7.10.1.6 Variable-Frequency ReducedVoltage Start. T h e generatodmotor is started from a static variable frequency source capable of supplying starting power from zero frequency to greater than 60 Hz and a t a value of reduced voltage suitable to the application. 7.10.1.7 Accessory Turbine. A small tur- bine is mounted on the shaft of the main unit with the opposite rotation to the main turbine and is used to accelerate the motor pump to synchronous speed. T h e water in the pump cavity is generally depressed by the use of compressed air during the starting period for any of these starting met hods. 7.10.2 Synchronization. When operating a unit in the pumping mode, the motor must be synchronized to the system after reaching synchronous speed for any of the starting methods with the exception of the full voltage induction and reduced voltage methods. T h e synchronizing may be accomplished either manually or through the use of automatic synchronizing equipment. 8. Maintenance 8.1 General Considerations. Parts of a hydrogenerator such as collector ring brushes are subject to wear and require periodic adjustment and replacement. Other parts such as coolers and the ventilating system may accumulate dirt or foreign material and require occasional cleaning. Winding insulation deteriorates with age and requires careful inspection and maintenance to obtain reliable service. All parts are exposed to continual vibration, stress, and temperature changes and may in time become loose or develop fractures. As a consequence, it is desirable to observe the operation of the unit frequently and to investigate any unusual changes in the performance, sound, temperature, vibration, or appearance. I n addition, a regular schedule of inspection, testing, and maintenance should be adopted so t h a t minor troubles may be eliminated before they develop into major ones. 8.1.1 T h e expense of inspecting and maintaining large or important machines in good condition, rather than operating the machine continuously until failure occurs in service, can be justified on the basis of increased reliability and lower over-all cost. Furthermore, there is a distinct advantage in maintaining machines a t periods when outages can be planned so as not to interfere with peakloads on the system. 8.2 Frequency of Inspections. Visual in- spections vary widely in how extensive they 27 IEEE Std 492-1974 IEEE GUIDE FOR OPERATION Efforts should be made to periodically examine all of the machine parts mentioned above. T h e sliprings, commutators, and brushes should be inspected frequently as is discussed later. For the other parts of the generator, yearly partial inspections are recom mended. Later, depending on the troubles found, partial inspections may be prudently scheduled every two years or more and may be limited in scope. 8.2.2 Complete Inspection. A complete inspection can best be accomplished with removal of the rotor. Great care should be exercised in removing the rotor to avoid damage to the armature punchings, stator winding, bearings, and other parts. All parts removed should be carefully identified so as to assure their reinstallation in precisely the same places. Reassembly should include scrupulous attention to cleanliness, removal of all foreign objects such as tools and rags, and positive securing or locking of all assemblies (fans, baffles, and plates). 8.3 Inspection and Maintenance Procedures. Care should be exercised by all workmen and inspectors to assure that no damage ensues from the activities of disassembly, inspection, and maintenance. All tools and inspection aids such as mirrors and lights should be secured unless retrieval is certain. Complete descriptions of findings (good and bad) and repairs should be made a t the time or promptly thereafter. 8.3.1 Stator. 8.3.1.1 Inspection of Winding, Bracing, Wedging, and Ties. T h e stator winding should be examined closely for signs of electrical and thermal degradation and deterioration from mechanical forces. Corona attack on coil end turns will be evidenced by paint discoloration or paint erosion, often in spots and small areas. In severe cases, outer protective tapes or even portions of the ground wall may be eroded. Such deterioration is likely to commence in areas where adjacent end turns are a t markedly different potentials in service. Semiconducting surface paints and tapes which have special resistivities to limit harmful corona are often applied to the end turns. Conducting varnishes and tapes are also used in ties and bracings for the same purpose. Patterns of corona may indicate breaks in these special surface treatments or reveal areas are and, consequently, in how much work and time they involve. Many manufacturers and users believe that major rotating electrical machinery should be completely dismantled and thoroughly inspected near the end of the first year of service. Thereafter, complete disassembly and visual inspection may be warranted only a t long intervals. In such instances, periodic partial inspections should be considered because incipient disabilities often can be discovered and corrected during short partial inspections. Listed below are some of the factors which may have bearing in determining the time between visual inspections and the degree of disassembly and inspection: ( 1) Findings a t previous visual inspections (2) Results of previous electrical tests (3) Results of electrical tests made during current outage (some owners decide which electrical tests to apply after making a visual inspection) (4) History of duplicate and similar machines (5) Special recommendations from manufacturers ( 6 ) Concurrence of outages on other associated equipment such as turbines and transmission lines (7) Upcoming service circumstances such as frequency of starts, load cycling, and overloading (8) Anticipated remaining service life of whole unit (9) Availability of manpower (10)Weather-if outdoor exposure is involved (11) Severe or unusual operating conditions 8.2.1 Partial Inspection. Simply by shutting the machine down, it is possible to inspect the sliprings, commutators, and brushes. On some machines, removal of manholes or handholes may provide limited but useful views of stator winding end turns, fans, and airgaps. More extensive inspections can be made by removing housing endbells, end covers, or plates thus affording access to stator end turns, parallel rings and leads, airgaps, field connections and leads, fans, baffles, and internal bushings. Other housing covers may have to be removed to provide access to terminals, bushings, current transformers, back of stator core iron, ventilation passages, and soleplates. 28 IEEE AND MAINTENANCE OF HYDRO-GENERATORS where deterioration has occurred or the original design is inadequate. End turns should be examined for cracks in the outer tapes and should be felt by hand to judge the condition of the ground wall. Characteristics such as dryness, firmness, and sponginess should be looked for. Long-bore asphalt compounded coils may develop tape separation or girth cracks a t or near the iron if they are tight in the slots and are subjected to frequent severe cycling. Such a girth crack may not be evident visually but may be felt as a shallow circumferential groove beneath smooth appearing outer or armor tapes. End wedges, even very tight ones, can be removed to afford much greater inspection access to the top coil where it leaves the iron. Swelling of coils and migration of compound should be noted. General cleanliness or oiliness should be observed. Chafing of coils against each other and against blocks, braces, and ties should be looked for. Packing or bedding behind and between end turns should be inspected. E n d t u r n distortion from short circuit stresses should be noted. All leads, jumpers, and parallel rings should be inspected for signs of corona and looseness. T h e wedges in the slots should be checked for tightness in all three directions. Wedges which sound hollow when tapped with a n object such as a pocket knife should be noted. Slots, core ventilation passages, and end turns should be examined for dust as a n indication of looseness of coils, side fillers, wedges, or core. Red dust a t or near wedge grooves may be iron oxide due to loose wedges or a loose stator core. Small mirrors and borescopes aid in making inspections of inaccessible areas. 8.3.1.2 Maintenance and Testing of Various Insulation Systems. T h e principal maintenance aim should be to keep the windings and leads mechanically tight, for often a winding succumbs to troubles arising from looseness and vibration rather than from thermal or electrical degradation. Therefore, all loose ties, blocks, wedges, supports, etc, should be secured. Repair materials can include varnish, glass cord, fabric reinforced phenolics' and epoxy. The materials should be com' S u c h a s Micarta. Std 492-1974 patible with the original materials in chemical composition, temperature class, and abrasion characteristics. Slot, rewedgmg with additional filler should be done where necessary so t h a t all coils are tight radially. This is essential to preclude vibration and pounding in t h e slots. I n vertical units, downward movement of wedges and filler should be prevented by suitable stops. Care must be exercised to avoid damaging the stator coils while removing and reinstalling slot wedges and fillers. Corona attack in the end turns can best be eliminated by judicious application of semiconducting finishes and tapes to the coil surfaces and the blocks between. Unless the user has experience in this field, the manufacturer should be consulted, because ill-designed changes in surface coverings may harmfully move corona activity to other sites in the end turns. Temporary protection of the basic ground wall insulation can be supplied by applying insulating varnishes as wearing surfaces, but the owner should realize that these will be eroded in time if the corona damage activity pattern is not changed. Periodic revarnishing may suffice in places where corona damage is very slow. Wedges which are merely loose radially can sometimes be adequately secured by an application of thick varnish or a n epoxy cement. Dust may be blown out with compressed air. Care must be exercised in the applied pressure so as not to damage the insulation, and the usual safety precautions for handling compressed air should be observed. Since condensation often occurs in air lines, it should be ascertained that the air is free from moisture before being directed into the generator. A moisture separator or filter may be necessary. All exposed surfaces may be wiped with clean cloths to remove any remaining oil or dirt. Crushed corncobs propelled by compressed air provide a scrubbing medium with which excessively oily and caked surfaces can be cleaned. I t may be necessary to use a cleaning solution recommended by the manufacturer in order to effectively remove the dirt. Stoddards solvent and 1,1,1 trichloroethane are effective as solvents and may be used by wiping the winding with solvent-moistened rags. Care should be exercised in using cleaning fluids because of their toxic effect and possible ex- IEEE Std 492-1974 plosion hazard. Gasoline, carbon tetrachloride, and similar solvents should not be used. Special attention should be given to ventilation for protection of personnel. Any cleaning fluid is more or less a solvent for insulating compounds, hence, the application of these fluids in large quantities should be avoided. Also, they should not be allowed to stand in contact with the winding any longer t h a n necessary to remove the oil and dirt. After the windings and core have been cleaned, they should be inspected carefully for any signs of deterioration. If required, one or two very thin coats of insulating varnish recommended by the manufacturer may be applied. Compatibility between new and existing varnishes should be checked. T h e unnecessary and frequent application of coats of varnish often results in more harm than benefit. For proper maintenance of the machine, it is necessary to combine tests of proven significance with visual inspection. T h e use of either visual inspection or any presently known test procedures alone is not sufficient for a proper understanding of the condition of the machine. Both visual inspection and proper test procedures must be utilized and coordinated in order to reach a sound conclusion. Electrical tests which may prove helpful are discussed in Section 8.5. Additional information concerning insulation maintenance may be found in IEEE Std 56-1958 (ANSI C50.251972). 8.3.1.3 Replacing Individual Coils or Half-Coils. Replacing individual coils is feasible on many machines. Success depends upon the coils not being too tightly fitted in the slots circumferentially, the insulation not being excessively dried out, and provision of sufficient space around the bore of the machine to enable loosening or fanning out of many coils. Access for fanning out coils sometimes can be provided by removing several field poles, but in other instances the entire generator rotor must be removed. I t is important to have proper access to the face of the bore in order to avoid damaging additional coils. In order to replace a coil, it is necessary to gently move forward all the coils lying over it. This inevitably involves also gently moving forward a number of adjacent coils. Distortion of each coil should be kept to an absolute minimum, for there can occur both ground-wall damage and turn-to-turn damage if the coils IEEE GUIDE FOR OPERATION are twisted or bent. Thus, there is a risk t h a t the very act of replacing a coil may create other defective coils. Once a coil is replaced, the ones moved out must be put back just as carefully as they were moved forward. Consequently, many connections must be taken apart and remade. T h e work is tedious but when successful, will restore a winding to its full rating. Windings which are relatively new and consequently have resilient ground wall insulation and windings which have been compounded with mica-asphalt combinations lend themselves more readily to coil movement without damage. Heat aids in making asphalt coils more limber and also may assist some of the thermosetting insulation systems, but care should be taken to not overheat the coils. Some owners test coils individually for turn-to-turn shorts during repairs of this sort. Highpotential tests are advisable after the coils are set down and wedged but before the connections are made. Half-coils or bars are much more readily replaced, either front ones or back ones, for distortion of whole coils can be avoided completely. Half-coils equipped with connections a t both ends lend themselves to removal and replacement easily. Single-turn coils also can be replaced, since connecting them into the winding is a simple matter. One-half of multiturn coils can be replaced but with considerably more work at the knuckles. Care must be exercised to restore the turn and strand insulation and the correct wire-to-wire connections a t both knuckles. The finished size and appearance of the knuckles a t the ends, in such a case, may be markedly different, but this is of no concern if the knuckles are properly insulated, braced, and ventilated. 8.3.1.4 Bypassing Stator Coils. A coil to be bypassed should be cut a t the connection (lead) end, physically separated from the rest of the winding, and suitably insulated. At the opposite end, the coil should also be cut and insulated so as to eliminate circulating currents should a short develop later between turns in the idle defective coil. Extreme care should be exercised in correctly identifying the other end of the defective coil. Jumpers to complete the winding connections, whether series or group connections, can be made up of regular wire stocks by bundling enough strands to provide the cross section needed to match the rest of the winding. Where the IEEE Std 492-1974 AND MAINTENANCE OF HYDRO-GENERATORS and maintenance, they should be protected from dirt and moisture and efforts made to keep their temperature a few degrees above that of the surrounding air, particularly if compounded with asphalt, as such windings are more susceptible to moisture pickup in the ground-wall insulation. If the machine cannot be kept dry, then the normal procedure recommended by the manufacturer should be followed to determine whether dryout is needed before the machine is returned to service. Advice concerning dryout procedures will be found in instruction books and in IEEE Std 43-1961 (Reaff 1971) (ANSI C50.22-1972). 8.3.2 Stator Core and Frame. T h e airgap side of the stator core iron should be examined for shorts between laminations, evidenced by overheating or by appearance as if peened. T h e core fingerplates and structural parts should be inspected for looseness and hotspots. A suitable epoxy glue may be used to secure loose laminations and restore interlaminar insulation. Air baffles and the structures holding the parallel rings or connections should be inspected and tightened where necessary. T h e back of the core should be examined similarly including the foundation bolts and such major frame support pieces as can be seen. Occasional very careful inspections of the frame are in order so as to assure that very slow long-time changes are not affecting the main structural strength and roundness of the stator core. Broken welds should be repaired, and, if they persist in recurring, the manufacturer should be consulted. Stator throughbolts should be inspected and retightened, if n e c e s s a r y , t o m a n u f a c t u r e r ’ s suggested torque. 8.3.3 Rotor. Connections and coils should be inspected for looseness and signs of overheating or shorts. On salient pole machines, poles having shorted turns usually can be repaired without difficulty if the poles are removed from the rotor frame. Ground insulation washers should be examined and renewed if necessary. General cleanliness should be noted and suitable cleaning and repainting carried out if required. On some vertical generators the rotor poles are keyed to a laminated rim which is in turn supported by small ledges at the bottom of the rotor spider. Such ledges are occasionally found to have failed due to fatigue and ought to be inspected a t intervals because breakage of one or more of winding design requires preservation of strand insulation through the connections, the jumpers should do this also. Connections that are brazed will have longer life. Mica-mat insulation and glass tape coverings, together with p a i n t , will provide long-lasting jumpers. Lashing and ties can be added where required. Experienced winders or engineers can manage this repair without reference to the manufacturer’s winding diagrams. On rare occasions it may be desirable to arrange for a sound coil to serve in a winding path different from that wherein it is installed, as a consequence of several coils having been cut out of a particular path. I n this event, it is important that a winding diagram be available; for otherwise, it is possible to make serious mistakes in rearranging the group or phase path connections. Jumpers properly insulated and braced can be used as described above once the proper connections have been decided upon. T h e front half of a bypassed coil can be removed from the machine readily if dissection and inspection of it a t close hand is desirable. This usually can be done merely by pulling one of the rotor poles to provide working space. T h e missing half-coil, in such a n instance, can be replaced with a wood beam or block, wedging it in place to provide support for the half-coil in the bottom of the slot. End turn blocks and lashings must be adapted to bridge across the vacant space. 8.3.1.5 Interchanging Main and Neutral Connections. Many hydro-generators are constructed so t h a t the stator winding main and neutral lead connections to the circuit rings may be interchanged. T h e lowest dielectric gradient across the stator-coil ground wall insulation occurs a t the neutral end of the winding, and the highest gradient (line-to-ground voltage) is at the main lead end. When the insulation begins to deteriorate with service as evidenced by tests or visual observation, main lead end coils are often in poorer condition t h a n neutral end coils because of the greater dielectric stress to which they have been subjected. Therefore, it may be possible to extend life of t h e winding appreciably by interchanging the connections so that the weaker coils are near the neutral end and under less dielectric stress. 8.3.1.6 Moisture Protection and Dryout. While the windings are exposed for inspection 31 IEEE Std 492-1974 IEEE GUIDE FOR OPERATION these ledges might allow the rim to slump and the poles to lean outward toward the stator. T h e r e should be close attention paid to whether the individual poles are solidly bearing against the rim of the rotor. Feeler gauges may be used to check for a possible gap between the inner surface of the pole body and the rim. Such parts of the rotor as are involved in the fan structures should be examined closely for breakage and the security of all bolts. Cracked blades should be looked for as well as overheating due to circulating currents a t fan blade tips or a t baffle mating surfaces. Amortisseur bars and the iron along the bars should be examined closely. Evidence of iron heating may indicate a break in a bar. The pole-to-pole connections, deterioration of which may not show up in pole drop tests, warrant inspections and in some designs should be replaced with ones of more flexible types. 8.3.3.1 Airgap Measurements and Variations. I t is important to measure the air gap in detail on each machine early in its life. This should include measurements a t top and bottom of every pole, if possible. T h e position of the rotor relative to the stator should be noted. It is well to also determine the precise roundness of the rotor. In later years the airgap should be measured occasionally a t every 900. Many manufacturers recommend that rotor airgaps vary no more t h a n plus or minus 5 percent from the average. Users find in many cases that plus or minus 10 percent is about as good as can be reasonably achieved. Variations over 10 percent should be investigated. Unequal airgaps may have serious effects on the structural strength of the rotor as well as the stator. 8.3.4 Rotating Exciter. Moisture and dirt are the causes of most breakdowns. The exciter should, therefore, be kept as free as possible from metal dust, dirt of any description, oil, or water. Wiping with rags, a vacuum cleaner, or low-pressure dry compressed air may be used to remove dirt. T h e air must be free of water. T h e insulation resistance of the exciter windings should be checked annually and not allowed to fall below the manufacturer’s recommendation. If oil should become mixed with the dust and dirt, it will be necessary to clean with a solvent designed for the purpose. T h e solvent should be used only in a n area that is free from open flames and is well ventilated. T h e solvent used should have a high flashpoint, low toxic characteristics, and should have proper solvent action on grease and oil but a minimum effect on insulating varnishes. Care should be taken to prevent the solvent from contacting the commutator surface since the surface films are sensitive to solvents. Inspect the commutator frequently to be sure that a polished surface is maintained. Ordinarily, the commutator will require only a n occasional wiping with a piece of dry canvas or other nonlinting material, but if blackening or sparking appears and grows worse, the cause must be determined and corrected. T h e brushes must move freely in the holders and, a t the same time, make firm, even contact with the commutator. Check the pressure and keep it to the proper value as the brushes wear. Refer to manufacturer’s instructions for details concerning proper brush pressure, distance between brush holder and commutator, and adjusting methods. Replace worn brushes with brushes of the same grade; do not mix different grades of brushes. 8.3.5 Collector Rings, Brushes, and Rigging. Inspect the collector ring frequently since trouble from defective brushes can develop suddenly. The brushes should move freely in the holders, and the brush faces should have a polished surface. As noted above for the commutator, replacement brushes should be of the same grade. When installing new brushes, they should be fitted to the curvature of the collector ring. This can be done by putting a piece of sandpaper under the brush and moving it in the direction of rotation while pressing down on the brush. Check that the recommended brush pressure is held as the brushes wear, and the proper distance between brush holder and collector ring is maintained. Keep the collector ring, brushes, and rigging clean and dry. Dry dirt or dust can be cleaned with a vacuum. If oil is mixed with the dirt or dust, it will be necessary to clean with a solvent designed for the purpose. (Note the precautions for using a solvent given under Section 8.3.4 above.) 8.3.6 Bearings. 8.3.6.1 Guide Bearing Clearance Checks. Guide bearing clearances are normally only 32 IEEE AND MAINTENANCE OF HYDRO-GENERATORS checked during a n overhaul. One means used for checking the bearing clearance is to jack the shaft to one side and set a dial indicator. Then jack the shaft in the opposite direction and read the travel. This travel is the total bearing clearance. The same measuremeqts are also taken 90° around the shaft. An alternative method is to check and record the guide bearing clearance at each bearing shoe. While investigating bearing clearances, it is advisable to check clearance of guide bearing seals which, if excessive, could result in oil or vapor leaks or both. 8.3.6.2 Bearing Insulation Checks. T h e bearings above the rotor of vertical generators are usually insulated from the frame to prevent circulating current through the bearing surfaces, causing damage to the surfaces. T h e bearing insulation should be checked annually by means of a n ohmmeter. If the insulation resistance is less t h a n the manufacturer’s recommendation, the cause of the trouble should be investigated. I t is good practice to keep a record of these readings for comparison so that a problem can be detected and corrected before it develops into a failure. 8.3.6.3 H i g h-Pressure Lube S y s tern Checks. A high-pressure lubrication system requires very little maintenance since it is only used during the starting and stopping period, and operates for a short time. The most common problem is failure of a high-pressure line. Most systems are equipped with a pressure switch which gives a n alarm or prevents a start if the proper oil pressure is not obtained. 8.3.6.4 Lubrication Testing. A lubricant testing program is suggested to detect changes in the lubricant which should be investigated. Laboratory tests for viscosity and total acidity, which is a n indication of oil oxidation, are normally used. T h e atomic absorption spectrometer test may be used to determine the concentration of metals in the lubricant. Annual or semiannual sampling and testing of the oil in a lubricating system is normally adequate. Water in the oil may indicate a leak in the oil cooler. One of the important items in a testing program is to have a good recordkeeping system so the test results can be compared and changes detected. 8.3.7 Alignment and Balancing. Initial alignment of the shaft or rotating parts is of- Std 492-1974 ten done in the factory before shipment. Additional adjustments are made by the manufacturer near the completion of field installation so that the machine is satisfactorily aligned and balanced when it is turned over to the user and placed in service. After a major inspection or repair involving removal of the rotor, realignment is necessary. Alignment of a vertical hydro-generator is a n involved process requiring precise measurements of shaft plumbness and runout. A logical pattern of recording the data must be used so that a correct interpretation of the readings may be made. Detailed explanations of alignment and balancing techniques are available from sources listed under Section 11. 8.3.7.1 Acceptable Vibration and Shaft Runout. Acceptable runout for rotational checks is defined in NEMA MG 5.2 by the formula 0.002 x L / D , where L is the distance in inches from the thrust surface to the point of runout measurement and D is the thrust bearing outside diameter in inches. No standards for acceptable maximum vibration have been developed. I t has been found that rebalancing may be used to correct difficult situations of misalignment. Hydraulic and electrical forces on a unit under load may produce excessive runouts which can be countered by balancing more easily t h a n by adjustments to the bearings or other parts. 8.3.8 Cooling Systems. T h e effectiveness of coolers will be reduced due to accumulation of sludge or other matter in the cooler tubes. If water conditions are such as to cause the accumulation of foreign material in the cooler, periodic cleaning should be carried out. Strainers in the cooling water supply, if used, should be cleaned regularly. Dirt in the cooler or deterioration of the cooler performance is indicated by a n increase in temperature difference between the water and air temperature for the same load condition. T h e cooler tubes should be examined for traces of moisture which may indicate leaks. Accumulation of sludge, or other matter, in the cooler tubes will increase corrosion. New tubes should be installed if necessary. Coolers operated a t reduced waterflow may accumulate sludge and should be periodically flushed with full waterflow. This will reduce IEEE Std 492-1974 the frequency a t which they will have to be removed for cleaning. 8.3.9 Brakes and Jacks. Brakes and jacks normally require very little maintenance. T h e brakeshoes should be inspected occasionally for wear. Air-operated systems should also be inspected for leaks and lubrication of the cylinder packing. 8.4 Cleaning. T h e machine should be cleaned as often as operating conditions make it necessary. A vacuum cleaner is recommended for cleaning. Low-pressure compressed air can be used, but it must be dry. Cleaning fluids may be needed to clean oil, but the user should be certain they do not attack the electrical insulation or varnish. Consult the manufacturer for suitable cleaning fluids. Caution is required when using any cleaning fluid; the area must be well ventilated, and smoking should be prohibited (See Section 8.3.1.2). 8.5 Testing. A great deal can be learned about the condition of a generator by a complete and thorough visual inspection. Mechanical wear or degradation in particular are often manifested by external signs. However, external signs are not reliable in judging condition of some machine components, such as insulation, and specialized tests are necessary to make a realistic evaluation of the condition of these components. 8.5.1 I n the maintenance of generators, a user is interested in tests which will accomplish the following: (1) Provide a basis for determining the serviceability of a generator, or corrective action necessary, after a suspected or actual failure, or severe duty (2) Indicate long-term trends in behavior (3) Anticipate possible service failures Tests which have proved to be useful in accomplishing these objectives are listed below. 8.5.2 T h e method of making most of these tests and the interpretation of the test results are discussed in greater detail in IEEE Std 431961 (Reaff 1971) (ANSI C50.22-1972). 8.5.2.1 Insulation Resistance Tests at Low- Voltage Direct Current. Primarily to detect grounds and wet or dirty insulation. Includes tests a t 500 to 5000 V. 8.5.2.2 Insulation Resistance Tests at High-Voltage Direct Current. T o reveal char- IEEE GUIDE FOR OPERATION acteristics which may not be disclosed by the low-voltage test. 8.5.2.3 Dielectric Absorption Tests. T o furnish information concerning the relative condition of the insulation. 8.5.2.4 Dielectric Overvoltage Tests. T o establish at the time of test t h a t the winding is capable of withstanding the applied voltage. Both alternating- and direct-current tests have been used for maintenance overvoltage testing. T h e dc high-potential test method has the following advantages over the ac method: (1) Direct potential testing causes less deterioration of the insulation up to within a few percent of the breakdown point (2) T h e small leakage current drawn can be readily measured and tendencies to increase or decrease noted (3) Much less damage is done if a breakdown occurs since the capacity of the equipment is small (4) T h e test equipment is relatively small and light since it needs to be only large enough to supply the insulation leakage current A special precaution to be observed with the dc method is the long time required to drain off the charge after a test is made. 8.5.2.5 Insulation Power Factor Tip-Up Tests. Sometimes used to detect moisture and voids in the insulation and indicate amount of ionization. 8.5.2.6 Slot Discharge Test. T o detect surface discharge which may be injurious. 8.5.2.7 Surge Comparison Tests. T o test turn-to-turn insulation. 8.5.2.8 Corona Probe Test. T o indicate and locate unusual ionization about the insulation structure. 8.5.2.9 W i n d in g R e s i s t a n c e T e s t s -Direct Current. T o detect loose connections and open-circuited windings. 8.5.2.10 Field- Winding Impedance and Pole Drop Tests. T o detect and assist in locating turn-to-turn faults. 8.5.2.11 Ducter (Low-Range Voltmeter). T o check interpolar connections of the field and amortisseur windings. 8.5.2.12 In t erla m i n ar Insul a t ion Tes ts. T o detect and locate damaged areas in the stator core. 8.6 Extensive Downtime-Care of Machine. 8.6.1 Temperature and Moisture Consid- IEEE Std 492-1974 AND MAINTENANCE OF HYDRO-GENERATORS tection, and grounds of the electrical components. Verification of the reliability of these devices would include manual operation of the actuating mechanism to be certain it operates freely and an inspection and cleaning of the device with special attention to the electrical contacts to make certain they are in satisfactory condition. Most of these devices are rarely operated in the normal service life of a hydro-generator. They are subject to a n accumulation of dust or dirt and the dryout or hardening of lubrication. Instances of failure to perform their function have been traced to accumulation of rust, oxidation, and foreign material. Detailed maintenance instructions for these protective devices are usually covered in the instruction books supplied by the manufacturer of the hydro-generator. eratwns. Due to their large size and weight, hydro-generators are very vulnerable to moisture condensation from temperature variations. This may cause rusting and affect winding insulation. Most generators are provided with heaters to keep the generator temperature abova the surrounding ambient to avoid condensation. Particular attention has to be paid to this feature when extensive shutdown is planned. The heater should be suitably controlled to avoid overheating. 8.6.2 Cooling Water Supplies. All cooling water should be shut off completely and lines preferably drained to avoid condensation, particularly in the bearing oil reservoirs. 8.6.3 Restart of the Machine. Depending on the extent of downtime, the components of the machine have to be checked out, particularly the bearings and windings as explained in Sections 7.2.3, 7.6.9, and 8.3. 8.7 Safety Precautions. Due to the large physical size of hydro-generators including the associated gear, such as exciters, field breakers, etc, it is usually the responsibility of the operating personnel to establish detailed safety procedures regarding access to rotating and high voltage parts, door interlocks, operating procedures, etc. The generator instruction book may contain some of the special warning notes and safety precautions which are intimately associated with the machine. 10. Standard References The following American National, NEMA, and IEEE Standards were used as references in preparing this guide and apply to the machines described in it: A N S I B49.1-1967 (R1971), Integrally Forged Flange Type Shaft Couplings for Hydroelectric Units ANSI (30.10-1965, General Requirements for Synchronous Machines ANSI (30.11-1965, Requirements for Synchronous Motors A N S I C50.12-1965, Requirements for Salient Pole Synchronous Generators and Condensers ANSI C50.5-1955, Rotating Exciters for Synchronous Machines NEMA MG 5.1-1969, Large Hydraulic-Turbine-Driven Synchronous Generators NEMA MG 5.2-1972, Installation of Vertical Hydraulic-Turbine-Driven Generators and Reversible Generatorhlotors for Pumped Storage Installations IEEE Std 1-1969, General Principles for Temperature Limits in the Rating of Electric Equipment I E E E S t d 43-1961, (Reaff 1971) (ANSI 9. Miscellaneous 9.1 Verification of Protective Relaying. It is desirable to include a check of the operation of the protective relays and devices during the scheduled preventative maintenance inspections of a hydro-generator. Most relays which operate in the metering electrical circuits of the hydro-generator are routinely checked by the relay specialists. Protective relays are devices which are easily overlooked since they are not metered and are not intended to function unless a n abnormal condition exists include switches for overspeed of the generator, bearing oil level, rotor lift limit, excessive vibration, creep detection, bearing temperatures, cooling water, fire pro- 35 LOOPER, F. C. Performance of Generator Thrust Bearings a t Hoover Power Plant. AIEE Transactions, vol 77, part 111, pp 1216-1223. OLSEN, 0. A. Shaft Currents in A-C Machinery. Power Generation, Nov 1949, p 102. ROTH, H. H. Hydro-Generator Thrust Bearings. Allis-Chalmers Engineering Review, vol33, no 1, 1968. C50.22-1972), Guide for Testing Insulation Resistance of Rotating Machinery IEEE S t d 56-1958 (ANSI C50.25-1972), Guide for Insulation Maintenance for Large AC Rotating Machinery IEEE Std 95-1962, Guide for Insulation Testing of Large AC Rotating Machinery with High Direct Voltage IEEE Std 99-1970, Guide for the Preparation of Test Procedures for the Thermal Evaluation of Insulation Systems for Electric Equipment. Published for Trial Use, June 1957 IEEE S M 100-1972 (ANSI C42.100-1972), Dictionary of Electrical and Electronics Terms IEEE Std 113-1973, Test Code for DirectCurrent Machines IEEE Std 115-1965, Test Procedures for Synchronous Machines IEEE Std 119-1974, Recommended Practice for Temperature Measurement as Applied to Electric Apparatus IEEE Std 286-1968, Recommended Practice for Measurement of Power-Factor Tip-Up of Rotating Machinery Stator Coil Insulation IEEE Std 421-1972, Standard Criteria and Definitions for Excitation Systems for Synchronous Machines 11.2 Brakes. ROTH, H. H. Braking Vertical Generators. Allis-Chalmers Engineering Review, vol 32, no 3, 1967. 11.3 Protective Relaying. AIEE Committee on Generator Protection of AIEE Relay Committee. Relay Protection of AC Generators AIEE Transactions, vol 70, p 275. 11.4 Alignment and Balancing. Alignment of Vertical Shaft Hydro Units. Power O&M Bulletin no 2. Field Balancing of Large Rotating Machinery. Power O&M Bulletin no 13A. Both references above are available from: United States Department of the Interior Bureau of Reclamation Building 67, Denver Federal Center Denver, Colorado 80225 11. Bibliography 11.5 Stability. P H I L L I P S and RUBENSTEIN Operation of Large Synchronous Generators in the Dynamic Stability Region with a Modern Amplidyne Voltage Regulator. AIEE Transactions, vol75, part 111,p 762. 11.1 Bearings. ALGER, P. L., and SAMSON, H. W. Shaft Currents in Electrical Machines. AIEE Transactions, 1924, p 1325. BAUDRY, R. A. Evolution of Large Thrust Bearing Design. A IEE Transactions, vol77, part 111, pp 502-507. BAUDRY, R. A., KUHN, E. C., and COOPER, G. D. Performance of Large Waterwheel Generator Pivoted-Pad Thrust Bearing Determined by Tests Under Normal Operating Conditions. AIEE Transactions, vol 78, part IIIB, pp 1300-1309. JOHNSON, R. C. Loading Vertical Thrust Bearings. Allis- Chalmers Engineering Review, vol33, no 4, 1968. 11.6 General. CONCORDIA, C. Synchronous Machines. New York: Wiley, 1951. BROWN and OTTE. Electrical Design Considerations i n P u m p e d Storage Hydro Plants. IEEE Transactions, vol82, p 625. CONCORDIA, BROWN, MILLER, and WUOSMAA. Synchronous Starting of Motor From Generator of Small Capacity. IEEE Transactions, vol86, no 10, p 1215. 36 IEEE Standards on Rotating Machinery IEEE Std 43-1961 Title (Reaff 1971) Testing Insulation Resistance of Rotating Machinery (ANSI (250.22-1972) 56-1958 (Reaff 1971) Insulation Maintenance for Large AC Rotating Machinery (ANSI C50.25-1972) 543-1958 Induction Motor Letter Symbols 66-1969 Short Circuit Characteristics of DC Machinery 67-1972 Guide for Operation and Maintainance of Turbine Generators (ANSI C50.30-1972) 85-1973 Airborne Sound Measurements on Rotating Electrical Machinery 86-1961 Definitions of Basic Per Unit Quantities for AC Rotating Machines 95-1962 Insulation Testing of Large AC Rotating Machinery with High Direct Voltage 112A-1964 Test Procedure for Polyphase Induction Motors and Generators 113-1973 Test Code for Direct-Current Machines 114-1969 Single Phase Induction Motor Tests (ANSI C50.21-1972) 115-1965 Test Procedure for Synchronous Machines 116-1958 Test Code for Carbon Brushes 117-1974 Standard Test Procedure for Evaluation of Systems of Insulating Materials 121-1959 Guide for Measurement of Rotary Speed 251-1963 (Reaff 1971) Test Procedures for DC Tachometer Generators 252-1963 Test Procedures for Polyphase Induction Motors with Liquid in the Magnetic Gap 275-1966 (Reaff 1972) Test Procedure for Evaluation of Systems of Insulating Materials for AC Electric Machinery Employing Form-Wound Preinsulated Stator Coils 286-1968 Recommended Practice for Measurement of Power-Factor Tip-Up of Rotating Machinery Stator Coil Insulation 288-1969 Guide for Induction Motor Protection (ANSI C37.92-1972) 290-1969 Electric Couplings 303-1969 Auxiliary Devices for Motors in Class 1 - Groups A, B, C. and D, Division 2 Locations 304-1969 Test Procedure for Evaluation and Classification of Insulation Sys- tems for DC Machines 329-1971 Synchronous Motor Protection Guide (ANSI C37.94-1972) 421-1972 Criteria and Definitions for Excitation Control Systems for Synchro- nous Machines 429-1972 Evaluation of Sealed Insulation Systems for AC Electric Machinery Employing Form-Wound Stator Coils (ANSI C50.26-1972) 434-1973 Guide for Functional Evaluation of Insulation Systems for Large High-Voltage Machines 492-1974 Guide for Operation and Maintenance of HydroGenerators Binder: A special binder is available for IEEE Standards on Rotating Machinery