Engineering Failure Analysis 39 (2014) 65–71
Contents lists available at ScienceDirect
Engineering Failure Analysis
journal homepage: www.elsevier.com/locate/engfailanal
Corrosion in water supply pipe stainless steel 304 and a supply
line of helium in stainless steel 316
C.M.B. Martins a,b, J.L. Moreira a, J.I. Martins a,⇑
a
b
Departamento de Engenharia Química, Faculdade de Engenharia, Universidade do Porto, Rua Roberto Frias, 4200-465 Porto, Portugal
Universidade do Minho, CITCEM, Post-Doctoral scholarship granted by FCT, Portugal
a r t i c l e
i n f o
Article history:
Received 11 October 2013
Received in revised form 22 December 2013
Accepted 25 January 2014
Available online 2 February 2014
Keywords:
Stainless steel 304
Stainless steel 316
Pitting corrosion
Hypochlorite
Welding
a b s t r a c t
A corrosion spreading throughout the 304 stainless steel tubing of a water system to
supply various buildings was observed, and also leaks were detected in welding zones.
The same place is also crossed by a gas distribution network, with a helium pipe 316 of
stainless steel that required periodic repairs more or less every two years, due to the
presence of leaks. The tests showed that both types of stainless steel have suffered
localized corrosion induced by hypochlorite ion, in a mechanism of dry/wet, and that the
welding procedure performed on the 304 stainless steel is unacceptable. Some immediate
procedures were undertaken to keep systems running, but recommendations were given
for a final resolution of the problems.
Ó 2014 Elsevier Ltd. All rights reserved.
1. Introduction
Stainless steels (SS) contain in their composition essentially iron, carbon and at least 11% of chromium, the element
responsible for the corrosion resistance and that also improves the material performance to scaling, strength and wear.
The high corrosion resistance of these alloys is attributed to the presence of a thin invisible film and passive [1] characterized
by stability, durability, adhesion and self-repairs. Austenitic stainless steels are a special family of alloys, with exceptional
corrosion resistance and outstanding mechanical properties, which make them suitable for being used as a construction
material in aggressive environments, such as heat exchangers, drilling rigs for oil extraction, dairy industry, beverage
industry, and wastewater treatment.
The alloy 304 SS is austenitic steel with a minimum of 18% chromium, 8% nickel and up to 0.08% carbon. It is non-magnetic
steel, not susceptible of hardening by heat treatment, but alternatively can be cold deformed with the increasing tensile
strength. The alloy 316 SS is also austenitic steel, with molybdenum up to 3% and higher nickel content (10–14%) of type
304 SS, which gives the possibility to be cold-hardened with a lower deformation rate. In the annealed state, exhibits excellent
ductility and can be easily stretched and folded. The more deformed parts should be annealed to remove strains.
Despite the extraordinary corrosion resistance in various media, these austenitic stainless steels in chloride environments
[2] may undergo pitting corrosion. The aggressiveness and ability of Cl ions to initiate this type of corrosion are well known
[3–5]. There are several theories trying to explain the pitting initiation, such as local acidification [6,7], depassivation–
repassivation behavior [8,9], point defects models [10,11], and anion penetration/migration [12,13], but for all them it is
necessary to assume the adsorption of chloride anion on the metal surface.
⇑ Corresponding author. Tel.: +351 22 508 1643; fax: +351 22 508 1449.
E-mail address: jipm@fe.up.pt (J.I. Martins).
http://dx.doi.org/10.1016/j.engfailanal.2014.01.017
1350-6307/Ó 2014 Elsevier Ltd. All rights reserved.
66
C.M.B. Martins et al. / Engineering Failure Analysis 39 (2014) 65–71
What essentially distinguishes the type 316 SS from the type 304 SS is the addition of molybdenum up to about 3%. The
molybdenum increases the corrosion resistance of this alloy in various environments (brines, bleaching, biofluids, etc.), and, in
particular, reduces or inhibits the pitting corrosion induced by the chlorides. The pitting resistant equivalent (PRE) is
commonly used as an indicator of stainless steels resistance to pitting. PRE is calculated from the following expression, where
one can see the importance of molybdenum, given the usual content of nitrogen in the stainless steels 300 series (60.10%):
PRE ¼ %Cr þ 3:3 %Mo þ 16 %N
ð1Þ
The rate of pitting corrosion can be quite serious once initiated; there is a strong tendency to continue growing, even
though most adjacent steel remains intact. Temperature is also a key factor in the early pitting [14,15] and, based on the
potentiostatic determinations at +300 mV vs. SCE at pH = 6.0 and 0.1% Cl, the critical pitting temperature (CPT) for the
304 and 316 SS is around 30 °C and 55 °C, respectively.
The hypochlorite ion (ClO) is aggressive towards stainless steels, acting similarly to moist chlorine gas, and the chloride
ion (Cl) is the initiator of pitting corrosion. The pitting or crevice corrosion can occur in various types of stainless steels in
15% hypochlorite solutions at room temperature. There is also an additional risk of stress corrosion at elevated temperatures.
Some cases of localized corrosion on 304 SS have been reported in domestic environments associated with leachate. If this
occurs, an immediate dilution by washing prevents corrosion; otherwise, a pitting corrosion can occur overnight.
Under the combined effect of stress and corrosion, stainless steels will be subject to a more rapid and severe corrosion,
and also stress corrosion cracking (SCC). Consequently, the austenitic stainless steels are limited in their application to
aqueous media to about 50 °C with small quantities of chlorides (parts per million). It is risky to establish the use limits, since
conditions wet/dry concentrate chlorides may increase the probability of SCC.
This paper analyzes the problems of corrosion observed in metallic materials in a sector that supplies water to several
buildings, and where also passes the piping system of gas distribution to one building.
2. Experimental details
The chemical composition of the stainless steels is presented in Table 1.
The scanning electron microscopy (SEM) images and the analysis by energy dispersive spectroscopy X-ray (EDS) were
made with a FEI Quanta 400FEG equipment, fitted with a probe for micro analysis EDAX Genesis X4 M. The pressure inside
the chamber was about 6 102 Pa. The distance between the objective lens and the sample, ranged between 6 mm and
15 mm. The SEM filament was operated at variable current and at 15 kV voltage using magnifications 100, 250 and
1000. The SEM/EDS analysis has been performed in CEMUP (Materials Centre of the Oporto University).
The electrochemical experiments were performed in a one-compartment cell with three electrodes connected to Autolab
model PGSTAT20 potentiostat/galvanostat with pilot integration controlled by GPES 4.4 software. Platinum has been used as
an auxiliary electrode and Ag/AgCl (1 M in KCl) as a reference electrode. The section annulus samples of 316 SS were
mounted in an Epofix resin, mechanically polished with abrasive papers SiC of decreasing sizes (250, 500, 1000, 2500 mesh)
and finally with paste of diamond of 6 lm. Before the trials, the samples were cleaned in acetone and ethanol baths provided
with ultra-sounds; the open circuit potential stabilized in a period of 15 min, and finally it was polarized by applying a scan
rate of 10 mV s1.
Radiographs were performed in situ using the equipment XRS-3 with a pulsed X-ray source and the Vidisco imaging
system.
The total chlorine (aqueous molecular chlorine, hypochlorous acid and hypochlorite ion) of the water in the tank resulting
from the hypochlorite hydrolysis was determinate by DPD method, and shows a value of 1.08 mg as Cl2/L. The water
condensate on a tube near the place of the tank where the recirculated water enters presents values of the order of
0.08–0.10 mg as Cl2/L.
The temperature and humidity in the room fluctuates between 15 °C and 30 °C and 45% and 75%, respectively, depending
on the season.
The methodology used to determine the eventual leak in piping was the following: (1) a general cut in gas supplies to all
servers; (2) let pass about 15 min to stabilize the pressure across the network; and (3) finally, the pressure values were
registered at various points. A variation of 0.25 bars is very noticeable and was taken as an indication of a leak.
3. Characterization of the water supply system
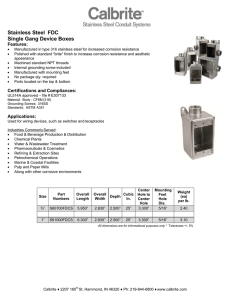
Fig. 1 shows the system of water supply to a set of several buildings. The public water supplies a reservoir with a capacity
of 300 m3, which finality is to regulate the average daily consumption of 80 m3. The water of the tank comprising four
Table 1
Chemical composition of stainless steels.
Steel type
C
P
Mn
Si
S
Ni
Cr
Mo
304
316
0.08
0.08
0.04
0.04
1.65
1.95
0.02
0.50
0.03
0.03
9.45
10.30
18.25
17.65
–
1.68
67
C.M.B. Martins et al. / Engineering Failure Analysis 39 (2014) 65–71
13
11
11
6
11
11
8
14
10
4
4
5
7
12
9
(a)
(b)
8
10
1
6
4
3
4
2
9
(c)
Fig. 1. a) View of the storage tank; b) View of the water inlet and distribution; c) Detail of the pumping system. Legend: 1) Piping of the public water supply
(76.10 mm OD 2.00 mm wall, 304 SS); 2) Filter of sand and carbon for solids retention; 3) Supply of water to each cell of the tank (76.10 mm OD 2.00 mm wall, 304 SS); 4) Water outlet of each compartment (219.08 mm OD 3.759 mm wall, normal painted steel); 5) Piping union of the tank outputs;
6) Group pumping CRN32; 7) Manifold piping the output of the pumps (168.30 mm OD 2.77 mm wall, 316 SS); 8) Water supply pipe to the buildings
(204.00 mm OD 2.00 mm wall, 304 SS); 9) Recirculating water pump; 10) Water recirculation piping to the tank compartments (50 mm OD 9 mm wall,
PVC); 11) Overflow tube (104.00 mm OD 2.00 mm wall, 304 SS); 12) Water discharge channel of filter system and cleaning of compartments tank; 13)
Frame tank with metal mesh for ventilation; 14) Stairway to access the tank compartments.
separate sections is partially recirculated to assure a permanent aeration. Its pH and total residual chlorine are controlled by
periodic additions of sodium hypochlorite to a pH around 7–8, which means that the available chlorine activity is HOCl and
ClO.
A set of four pumps Grundfos CRN32 (multistage centrifugal pumps with the head and all components in contact with the
liquid in 316 SS) bombards the water from the reservoir through the carbon steel pipe and distributes it through a pipe 304
SS. As further noted, the continuity of the pipe water supply is processed mainly using cross-connections by welding rather
than connections phalanges.
One piping of helium (99.9999%) in 316 SS passes in the same place of the water supply system, where tubes and elbows
are connected through threaded connections in the same material.
4. Assessment of the situation
On the basis of the gathered information and visual observations of the pipes of the water supply, Fig. 2, it is deduced the
following:
– A state of localized corrosion throughout the metal pipe system for water supply with the 304 SS after twelve years of
operation, Fig. 2(a)–(d).
– The presence of water leakage in the areas of the transversal welding supply line, Fig. 2(b).
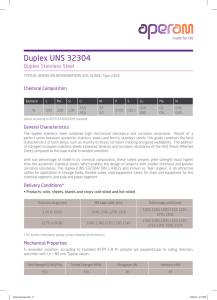
In the case of 316 SS for transporting helium was also observed a localized attack, Fig. 3(a), similar to the one observed in
the 304 SS, and, in recent times, helium leaks in the network have appeared, more or less, at two years intervals.
68
C.M.B. Martins et al. / Engineering Failure Analysis 39 (2014) 65–71
(a)
(b)
(c)
(d)
Fig. 2. Aspect of corrosion on metal parts within the water supply system. (a) Elbow: weld bead transverse and flange bolts in 304 SS; (b) elbow: weld bead
transverse in 304 SS; (c) zone of the longitudinal welding of tubes in 304 SS; and (d) flange connection area in 304 SS.
(a)
(b)
Fig. 3. Analysis of the morphology of 316 SS tube surface: (a) optical photograph; and (b) backscattering electrons SEM image.
69
C.M.B. Martins et al. / Engineering Failure Analysis 39 (2014) 65–71
Table 2
SEM/EDS analysis of several points on the surface of the SS 316 pipe.
Area
Elementary composition (%)
Z1
Z2
Z3
Z4
C
O
Al
Na
Si
P
S
Cl
K
Mn
Cr
Fe
Ni
8.30
10.02
–
23.42
35.34
35.73
38.41
10.43
0.42
–
–
–
–
0.28
0.50
–
0.42
0.33
0.51
0.13
0.19
0.17
0.23
0.16
1.62
1.11
2.53
0.18
4.77
5.00
5.59
0.79
0.50
0.44
0.63
0.19
–
0.47
–
1.02
8.45
4.53
12.51
3.80
36.70
38.11
34.93
56.68
3.38
3.82
4.16
3.21
Fig. 4. Linear potential dynamic curves of 316 SS in hypochlorite solutions. Scan rate 10 mV s1 and temperature 20 °C.
5. Results
5.1. Scanning electron microscopy
Fig. 3(b) shows the morphology of the helium perforated pipe from backscattering electrons SEM image, where it is possible to observe pits with diameters of the order of 0.06–0.12 mm. The analysis by SEM/EDS of some areas in the surface
show clear the presence of chlorine, Table 2, which come to confirm that the surface of the 316 SS tube is submitted to pitting
corrosion.
5.2. Electrochemical behavior of 316 SS in hypochlorite medium
The voltammograms performed in several hypochlorite solutions are synthesised in Fig. 4. The results show the following: (1) the passivation current density is practically the same, 4.5–5.4 lA cm2, in the range of 5–100 ppm of hypochlorite
concentration; (2) the pitting potential is more active with the hypochlorite concentration, +185 to 130 V vs. SCE, which
means a reduction of the passivation plateau; and (3) a repassivation of the material occurs at more noble potentials, but
with a higher current density, 20–30 lA cm2.
The action of hypochlorite in stainless steel is attributed to the following cathodic reaction:
OCl þ H2 O þ 2e ! Cl þ 2OH
ð2Þ
This reaction is an alternative to the oxygen reduction. Thus, the adsorption of chloride ion on the steel surface promotes
the formation of an intermediate complex [16], which leads to the dissolution of the passive film, i.e., the nucleation for pitting corrosion. The following reactions may elucidate this behavior:
FeðOHÞ2 þ Cl ! FeðOHClÞ þ OH
FeðOHClÞ þ nCl ! ½FeðOHÞClðnþ1Þ ð3Þ
n
ð4Þ
FeðOHÞ3 þ Cl ! FeðOHÞ2 Cl þ OH
FeðOHÞ2 Cl þ nCl ! ½FeðOHÞ2 Clðnþ1Þ ½FeðOHÞClðnþ1Þ n
½FeðOHÞ2 Clðnþ1Þ ð5Þ
n
þ Hþ ! H2 O þ Fe2þ þ ðn þ 1ÞCl
n
ð6Þ
þ 2Hþ ! 2H2 O þ Fe3þ þ ðn þ 1ÞCl
ð7Þ
ð8Þ
70
C.M.B. Martins et al. / Engineering Failure Analysis 39 (2014) 65–71
(a)
(c)
(b)
(d)
Fig. 5. Radiographs in the welding zones of the 314 SS piping.
In brief, the chlorine acts on the stainless steel in a state of wet/dry as follows: (1) it is transported to the steel surface by
condensing water vapor from the storage tank; (2) the continuity of this phenomenon promotes increased concentration of
hypochlorite on the steel surface, as well as of chloride ion; and (3) when it is reached the critical concentration of chloride
on the metal surface occurs the pitting corrosion.
5.3. Test gas tightness
The tubing network that supplies the gas has an internal diameter of 8.8 mm, which means that it has an interior volume
of 61 ml per meter length. So, estimating the distances between the various sectors of the network, allowed the calculation of
the gas volume inside the pipes.
Defining a hypothetical leakage flow of 10, 20, 50 and 100 ml/min, the necessary time to attain different values of pressure drop in the sectors, was determined, assuming that the leak flow remains constant and that the pressure in the system
does not practically change. The results of tightness test showed a clear depressurization of helium which means that a leak
in the respective piping was found. On the other hand the pressure drop of 0.25 bars is the smallest value of the scale interval
for gauge pressure reading, which may correspond to a reading error or even a thermal oscillation of the entire network during a long period of time. So, we may assume that the pressure remained unchanged for the other gases.
Regarding the tightness test for the helium network the leaks locations were investigated. Thus, the network was disconnected by sectors and subsequently pressurized for pressure monitoring along time. There were detected two sites of leakage
in the piping: at the elbow when gas network enters inside the technical shaft and at a distance of about 2 m from this area.
5.4. Radiographs of welding
The observation of the radiographs made in welding zones of the water supply pipe, Fig. 5, allows the following remarks:
(1) the presence of pits in the welding zone, Fig. 5(a) and (b); (2) welding leaks, irregular cord, lack of fusion and porosity,
Fig. 5(c); and (3) corroded thickness from the outside to the inside (1.04–1.77 mm), and the irregularity of the welding,
Fig. 5(d).
These results state that the procedure used is a TIG welding without the forming gas use inside the pipe. Because of this
the root of the weld is made of individual hills and the surface is rough and flourished, as a result of the oxidized surface of
the weld pool which could not be spilled. This welding procedure for a water supply system leads the formation of Fe2O3 and
corrosion of weld from the inside of the pipe.
It is important to refer that the 316 SS tubing shows no welding problems, because it has been realized through threaded
connections.
6. Discussion
The material used to supply water to several buildings, 304 SS, is not the most convenient, as can be deduced from the
observation of corrosion on its outer surface.
C.M.B. Martins et al. / Engineering Failure Analysis 39 (2014) 65–71
71
In fact, the aeration of water tank requires a water recirculation and, therefore, increases the relative humidity in the
place where they are located. Water vapor brings the hypochlorite ion that condenses on the metal surface. Due to the
mechanical ventilation of the site (running or stopped) and season (high or low temperatures), it is developed a wet/dry
process on metallic surfaces that leads to a high concentration of hypochlorite ion in the condensate. This ion induces
the formation of chloride ion and promotes pitting corrosion. The corrosion on outside surface will be yet aggravated by
the differential concentration cells developed in the crusts formed along the piping, as the result of the action of moisture
on the plaster of walls or ceilings.
The welding procedure used for joining pipe elements instead of flanges for the conditions of humidity in the place transcribed is another misconception. Indeed, the radiographs showed a wrong welding technique allowing corrosion from the
inside to outside of pipe, which was an aggravating factor for the behavior of 304 SS under the wet/dry external conditions.
The design of the network of gas should never have passed through this space. The 316 SS of the helium network has been
replaced more or less within two years periodicity. The phenomenon of pitting occurs similarly to that observed for the 304
SS tubing.
The problems of water leakage in the 304 SS pipe were immediately solved as follows: (1) in the elbows by performing
in situ a new welding; and (2) in rectilinear duct by placing a tight rubber seal with a clamp.
Regarding the 316 SS tubing, where leakage was detected, inside the technical shaft, the pipe was replaced and,
additionally, protected with a rubber sheath, i.e., eliminating the contact with the corrosive environmental. Also, to avoid
the piping corrosion, inside the technical shaft, has also been eliminated the opening that allowed the air circulation through
the duct.
7. Conclusions and recommendations
According to the observations and experimental results it was concluded the following:
1. Stainless steel 304 and 316 are not suitable materials for being in contact with vapor containing the hypochlorite ion, due
to the potential development of dry/wet conditions that induce pitting corrosion.
2. The welding of stainless steel pipe sections must be performed by skilled technicians, and in accordance with the standards prescribed. The radiographs performed have showed technical deficiencies in its execution, a difficult problem to
solve later.
In order to solve the problem still open on the piping water supply should be taken into consideration the following recommendation: replacing all 304 SS tubing by another polymeric material, polypropylene for example.
References
[1]
[2]
[3]
[4]
[5]
[6]
[7]
[8]
[9]
[10]
[11]
[12]
[13]
[14]
[15]
[16]
Sedriks J. Corrosion of stainless steels. 2nd ed. NY, USA: John Wiley & Sons; 1996.
Fossati A, Borgioli F, Galvanetto E, Bacci T. Corros Sci 2006;48:1513.
Yang Q, Luo JL. Electrochim Acta 2001;46:851.
Abd El Meguid EA, Mahmoud NA, Abd El Rehim SS. Mater Chem Phys 2000;63:67.
El-Egamy SS, Badway WA. J Appl Electrochem 2004;34:1153.
Galvele JR. J Electrochem Soc 1976;123:464.
Galvele JR, Lumsden JB, Staehle RW. J Electrochem Soc 1978;125:1204.
Richardson JA, Wood GC. Corros Sci 1970;10:313.
Dawson JL, Ferreira MGS. Corros Sci 1986;26:1009.
Chao CY, Lin FL, Macdonald DD. J Electrochem Soc 1981;128:1187.
Urquidi M, Macdonald DD. J Electrochem Soc 1985;132:555.
Rozenfeld IL, Marshakov IK. Corrosion 1964;20:115.
Okamoto G. Corros Sci 1973;13:471.
Brigham RJ, Tozer EW. Corros Sci 1973;29:33.
Qvarfort R. Corros Sci 1989;29:987.
Zhang PQ, Wu JX, Zhang WQ, Lu XY, Wang K. Corros Sci 1993;34:1343.