Managing Arcs for Optimum Deposition
advertisement

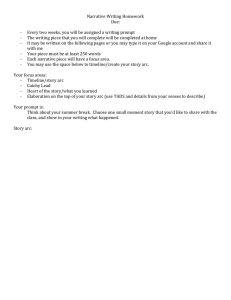
Managing Arcs for Optimum Deposition Performance D. Carter and H. Walde, Advanced Energy Industries Inc., Fort Collins, CO ABSTRACT Over the years a broad range of arc detection and power supply response technology has found its way into the power delivery systems driving thin film sputtering applications. While different applications carry different propensities for arcing, it is generally accepted that arcs will occur, at some level, through the course of a typical deposition process. The seemingly simple goal of detection and management to extinguish arcs and recover the plasma to a working state is in fact quite complex given the sensitivity of sub-micron films to arc induced particles and the heavy arcing common on many popular target materials. Effective management of arcs requires an understanding of both the nature of, and the contributors to, arcs that are occurring. Minimizing their impact requires an appropriate response that takes into account the characteristics of the arcs and also manages the elements that influence or interact with these characteristics. This study looks into the factors that influence key arc characteristics including arc rate, arc energy and arc persistence in large area sputtering applications. An understanding of these characteristics and the influence of modern arc response techniques is shown to offer key insight for methods extending beyond arc handling and into an approach better characterized as arc management. Ultimately, improved arc management provides the user better means for controlling the factors that affect arc formation and persistence. This, in the end, allows for more purposeful response to the arcs that occur and better control over the impact arcs have on the deposition being performed. INTRODUCTION Sputtering arcs are most commonly the result of target defects [1-3] that may be inclusions in the bulk or surface imperfections from a variety of sources. Magnetron arcing can produce high levels of macro particles [4, 5] that eject from the target and form “killer” defects on the work piece. Equally disruptive is the associated collapse of the uniform discharge. Left unchecked, arcs can cause damage to the target, substrate, power supply and other chamber components. Arcs are most typically resolved by interrupting power for a fraction of a second and thus suspending the flow of current to the spot. But this momentary interruption of the process can be disruptive to the deposition and can lead to rate, uniformity or other quality issues in the thin film. 256 Sputtering power supplies and their incorporated arc response technology have been driven to reduce the impact of these events. Over the years detection times have decreased from milliseconds two decades ago to less than a microsecond today. Similarly, the energy released to an arc has been reduced by orders of magnitude from many joules per event down to less than a millijoule per kilowatt in some cases today. To minimize the impact of arcs the general trend is toward faster detection and faster response limiting energy released and minimizing the duration of plasma disruption. The recognized exception is when higher arc energy is beneficial for removing residues that can form on a target [6]. Modern power supplies often offer a number of arc handling parameters that allow adjustment to the arc detection and response criteria. But optimization requires a sound understanding of the contributors to arc behaviors and also the impact they may have on a particular process. This paper reviews some of the key characteristics of sputtering arcs, important contributors to these characteristics and the implications they have on process control and stability. Since arcs can impact processes differently the ability to tailor the response is becoming increasingly important and customizable arc management capabilities are now an important requirement for overall optimization of power delivery. EXPERIMENTAL Arcing data were gathered on a large scale planar cathode with a 12”x44” target area. Multiple target materials were used to illustrate the effects of arc parameter settings on arc rates, arc persistence and arc energy. Arc rates were measured at individual power settings as the power was stair-stepped in 1 to 2 kW increments from low to high power and then back to low again. At each power setting a settling time of 2 to 5 minutes was used for data collection and to ensure stable operation for the condition. This ramp up/ramp down method was used to minimize thermal stress on ceramic targets and was also adopted on metal targets for consistency. Tests were conducted across a range of powers from a few kilowatts up to 50 kW; power densities ranged from approximately 1 to 15 watt/cm2. Only the metal targets were operated at the highest power settings. All tests were carried out after pumping the system to 5x10-6 Torr or less and back filling with argon to sputtering pressures between 1 mT and 4 mT. © 2010 Society of Vacuum Coaters 505/856-7188 53rd Annual Technical Conference Proceedings, Orlando, FL April 17–22, 2010 ISSN 0737-5921 150 30 125 25 Arcs per second Arcs per second 35 20 15 10 5 4 mTorr 3 mTorr 2 mTorr 1 mTorr 100 75 50 25 0 New Aluminum Conditioned Aluminum Zinc 0 AZO 2000 4000 Material 6000 8000 Power (watts) 10000 a) b) Figure 1: Arc rates for a) different materials sputtered at a 20 kW and b) for ceramic AZO at different powers and pressures. The method used for arc energy calculation is given below. Reported energies are averages across a sampling of arcs for a given setting. Arcs on aluminum were relatively infrequent and thus the minimum sample size for energy calculations on aluminum was five arcs. Arcs on AZO were much more common, sample sizes for reported AZO arc energies were ten arcs minimum. Figure 2 shows the impact of shutdown time and recovery ramp on arc rates for AZO sputtering. Arc rates increase for shutdown times less than 20 µsec. The increase is more rapid when the rise in voltage is not regulated. When a ramped voltage recovery is used, the increase in arc rate is much less pronounced. 80 70 It is well known that different materials can arc at different rates. Some materials may experience high arc rates throughout the life of the target, others only during cleaning or conditioning runs. Ceramic targets often arc at much higher rates than metals. Figure 1a shows rates measured on a small sampling of materials. Under similar sputtering conditions a clean aluminum target arcs at relatively low rates (<< 1 arc per second) compared to a ceramic target, in this case yielding a rate of over 30 arcs per second. Sputtering conditions also affected measured arc rates. Figure 1b shows rates measured on ceramic AZO sputtered at four different pressures and increasing powers. 60 The selection of arc handling parameters can strongly influence the arc rates measured for a given process. Compound AZO targets are known to have generally high arc rates compared to metallic materials but the method of arc response can either increase or decrease rates that are actually experienced. Effective arc handling involves an interruption of power to the target allowing the arc to cool and die out. The duration of the shutdown time is important; it needs to be long enough to ensure the arc is out but short enough to prevent unnecessary off time. The manner in which the plasma is re-established can also influence rates. If power is reapplied too quickly after the shut down, additional arcs may occur. Arcs per second ARC RATES Unregulated ramp 50 Regulated ramp 40 30 20 10 0 0 20 40 60 80 Shut down time (µsec) 100 120 Figure 2: Influence of arc shut down time on arc rates for AZO sputtered at 20 kW. ARC PERSISTENCE Inadequate arc suppression can lead to persistent arcing. Persistent arcs historically have been termed “hard arcs” implying that they are different from what has been called “micro arcs”. In fact persistent arcs are often no different from micro arcs, other than they may regenerate or persist beyond the first few response attempts. This can be due to arcs forming in regions more prone for re-ignition but can also be due to the arc response. When arcs regenerate the result can be an increase in total count and energy released into the spot and higher risk of particles and damage. 257 Total Arcs per second Arcs per second 50 45 40 35 30 25 20 15 10 5 0 Primary Persistent 0 5000 10000 15000 Power (watts) 50 45 40 35 30 25 20 15 10 5 0 Total Primary Persistent 20000 0 5000 10000 15000 Power (watts) 20000 a) b) Figure 3: Arc rates for AZO sputtered at increasing power levels; a) with 10 µsec arc suppression and b) with 100 µsec arc suppression. Figure 3 gives two examples of AZO being sputtered at increasing power levels. In Figure 3a, a short (10 µsec) shutdown time was used. The short off-time shows a high incidence of persistent arcs. Between 30% and 50% of all arcs persisted after the initial suppression. Figure 3b shows the result of a 100 µsec off time on the same process sequence. Suppression in both cases used a regulated ramp and the results were consistent with those in Figure 2 suggesting the increased rates at short off-time result from arc regeneration after the initial response. It follows that total rates are reduced when the primary response shut down is adequate to prevent persistent arc sites from forming. It is interesting to note that the number of primary arcs is generally the same in both cases of Figure 3. This suggests that the duration of the primary suppression has little effect on the number of primary arcs that occur. Previous studies have shown that the strong driving force behind most sputtering arcs is differential surface charging [3, 4, 7, 8]. Therefore to address the formation of primary arcs surface charging must be disrupted. Reverse-voltage pulsing has been proven for suppressing primary arcs in both metallic and reactive processes [9, 10] through the ability to scrub surface charge. Reverse-voltage pulsing was tested here to determine its utility for ceramic AZO. Figure 4 shows that AZO falls consistently in line with other materials and by adding reverse-voltage pulsing a significant reduction in primary arcs is possible. Pulsed-DC differs from 258 other methods of arc handling as it represents a truly pro-active method for preventing arcs. All other techniques are essentially “reactive” in responding to arcs only after they occur. 14 Total arcs per second Persistent arcs can occur because arc parameters are improperly set in an attempt to minimize off-time. If arc suppression is released too quickly (as shown in Figure 2) the spot may not adequately cool, and the arc can be re-established. Similarly, if voltage is ramped too rapidly in an attempt to recover the plasma quickly, the arc breakdown can recur. 12 D.C. 10 8 Pulsed 6 4 2 0 2000 4000 6000 8000 Power (watts) 10000 Figure 4: Arc counts for AZO sputtered at increasing power levels, a) with DC power and b) with reverse-voltage pulsed DC @ 20 kHz pulse rate (4 µsec reverse). ARC ENERGY Arc energy has become a key performance measure for modern power supplies, many claiming the capability to handle arcs with very low energy release (~ 1 millijoule per kilowatt power). Numerous factors contribute to calculated arc energies, however. While some of the contributors are associated with the sputtering power supply, many are independent of the generator and its arc detection and response capabilities. In order to investigate some of the contributors to arc energy, it is important to establish the calculation method and associated arc-start and arc-end times. Defining these conditions allows for consistent calculation of energies and meaningful comparisons between contributing factors. Figure 5 shows a typical AZO arc captured with oscilloscope current and voltage traces. Defined herein is the time when the arc is formed (t1) and the time when the arc is extinguished (t2). Selection of these times can be crucial to the arc energy calculation (time integral of I*V over the duration). For this study t1 is chosen as the time when the sputtering voltage drops by 20% nominal value and t2 is the time when current falls to less than 0.5 amp. The selection of the start and end times defining an arc can strongly influence the calculated arc energy. As an example, it may seem intuitive to place t1 at the arc detect level chosen in the power supply. This threshold, however, typically represents a relatively low voltage (often between 100V and 200V). Since current rises most rapidly at the start of the arc and voltage similarly falls, the placement of t1 can have a large impact on the calculated arc energy. For the arc shown in Figure 5, the energy calculated using t1 = 20% of nominal V, results in arc energy = 2.27 mJ/kW. If t1 is placed at 200V (the arc trip chosen for the power supply) the calculated energy is only 0.79 mJ/kW. It is arguable that an arc actually begins prior to a fall in voltage of 20%. For the purpose of this exercise, 20% is a convenient threshold because it provides margin beyond the typical noise in voltage measurement and thus minimizes the likelihood of a false calculation. Decreasing the threshold to 10% increases energy only slightly (8%) to 2.44 mJ/kW. Most important is consistency in the calculation so comparisons between materials and other contributors can be made. Placement of the arc-end time, or t2 tends to be much less critical since both current and voltage are low towards the end of the arc and the integrated I*V per incremental time has minimal impact. To illustrate, using the example of Figure 5, moving from 0.5 amps to 2 amps results in well less than 1% change in calculated energy (2.27 mJ/kW versus 2.26 mJ/kW). Similarly, lowering the current threshold to 0.2 amps increases the calculated energy by only 0.001 mJ/kW. Again consistency is most important for comparative evaluation. Over its duration, energy is deposited into an arc. Figure 6 shows the energy released into the Figure 5 arc from t1 to t2. The I*V product is highest during the early stages of the arc and as a result most of the energy is delivered into the spot during the first few microseconds. Figure 6b shows the percent of total energy released by time. For this arc, over 50 percent of the total energy is released during the first microsecond; and 85 percent during the first two microseconds. It is important to note that the arc trip threshold for this example was 200 volts. This trip condition was satisfied at 1.6 µsec into the arc (assuming t1 at 20% V fall); at this point, over 65% of the total energy had already been released into the arc. While the great majority of energy is absorbed in the first 6 to 8 microseconds, it is evident that current is still flowing up to this time and the arc is still not fully out. This observation is important to the arc regeneration discussion above. If arc suppression time is too short, and voltage is allowed to rise too quickly, a secondary arc can be established, most likely in the same spot on the target. In the example shown in Figure 2, the critical off time was between 10 and 20 microseconds. For these conditions, Figure 5b shows that very few arcs survive past ~ 12 µsec. From this there appears the requirement for avoiding regeneration: shutdown time must be adequate to allow current to fall to zero (and possibly slightly longer) fully quenching the arc, before voltage is driven back up. t1: Arc begins Current t2: Arc ends Voltage a) b) Figure 5: Typical AZO arcs a) current and voltage traces showing time at initiation (t1) chosen at a 20% drop in nominal sputtering voltage; and arc-out (t2) when current is less than 0.5 amp and b) distribution of arc duration for AZO arcs measured between 15 and 20 kW power (measurements made using low inductance transmission cabling). 259 1 2.5 0.8 2 % Energy Energy (mJ/kW) 3 1.5 1 0.6 0.4 0.5 0.2 0 0 0.00 2.00 4.00 6.00 Time (µsec) 8.00 10.00 0.00 2.00 4.00 6.00 Time (µsec) 8.00 10.00 a) b) Figure 6: Arc energy; a) actual energy released into arc over time and b) percent of total energy by time showing >50% of energy is released in the 1st microsecond and > 85% after the first two microseconds (measurements made using low inductance transmission cabling). It is clear that fast arc detection is important for minimizing arc energy. If energy is a concern, setting a higher voltage trip threshold and perhaps combining both voltage and current thresholds can be used to deliver faster detection and in turn faster response. Ultimately, how effective arc settings can be for reducing arc energy depends on other variables in the system. Two important contributors to arc energy aside from the power supply are the transmission cable and the target itself. These results illustrate the importance of cable impedance and its potential impact on arc energy. Stored energy will be minimized when cable impedance matches load impedance. Therefore cables should be carefully chosen based on the range of load impedances anticipated for a given system. Matching cable impedance to load impedance offers the most robust solution for minimizing stored cable energy, the approach also addresses the issue of the arc energy curve being front-end loaded because it does not rely on a generator response. Transmission cables are known to contribute to arc energy. The extent of the contribution depends on the energy stored in the cable’s capacitance and inductance. Figure 7 shows a comparison of arc energies captured at 10 kW during an extended AZO run using a) low inductance (2.2 µH) transmission cables and b) high inductance cables (18.4 µH). Arc energies measured using the high inductance cables increased by nearly 2x on average. And in all cases, a large fraction of the energy is always released within the first two microseconds, before generator response is applied. The previous data reveal an additional contributor to arc energy, the sputtered material itself. Since most arcs form on the target at surface imperfections, defects or residues, it is not surprising that the type of material being sputtered contributes to the energy absorbed in an arc. Table 1 gives example arc energies for AZO and aluminum sputtered at 20 kW using the low-L cable. Here and throughout all of the testing, aluminum demonstrated significantly lower arc energies compared to AZO. Similar cable comparisons were made while sputtering aluminum. Energies measured using the low inductance cable at 50 kW averaged 1.24 mJ/kW while energies using the high inductance cable measured an average of 5.79 mJ/kW. In addition to increasing released energy, high cable inductance increased arc duration as well. In our testing arc duration at 50 kW on aluminum was approximately 10 µsec using low-L cabling and greater than 50 µsec using high-L cabling. This has implications on the proper selection of shutdown time based on the above discussion. 260 Table 1 summarizes these and additional contributors to arc energy namely output capacitance of the power supply and arc response delay time, a feature available in some supplies allowing for a delay (usually a few microseconds) prior to arc response. In practice only delay time is conveniently adjustable for affecting arc energy. With the exception of arc response delay, all of the results in Table 1 were collected with a common set of arc response parameters. a) b) Figure 7. Distribution of arc energies on AZO sputtered at 10 kW using a) low inductance transmission cable and b) high inductance cable. Table 1: Factors influencing arc energy – arc detect and shut down parameters held constant (except delay as noted). Arc Energy (mJ/kW) Material (@ 20 kW) Aluminum AZO 1.67 2.38 Cable inductance (Al @ 50kW) Low (~ 2.2 µH) High (~18 µH) 1.24 5.79 Generator output C (AZO @ 10kW) 136 nF 204 nF 2.36 3.47 Arc response delay (AZO @ 10 kW) 0 µsec 5 µsec 2.36 7.21 DISCUSSION AND CONCLUSIONS Arc rates, arc persistence and arc energies are all influenced by a number of factors in a large scale sputtering process. Arc suppression parameters used for detecting and quenching arcs can influence all of these, but the target type, history and transmission cabling can influence these behaviors as well. Target material and target history largely determine the intrinsic arc rate for a given process. The likelihood of arc related damage is a function of the cumulative power delivered to all arc events. Therefore high arc rates pose high risk for product or system damage. Arc detection and response parameters influence arc rates by determining how effectively primary events are suppressed. If shut down time is too short, arcs can regenerate and persist. In a similar manner, the rise in voltage after response influences persistence. If voltage rises too fast (in combination with short shutdown time) arcs will regenerate and persist for multiple responses. Persistent arcs lead to higher counts and longer total shutdown time. Properly optimized arc parameters reduce the occurrence of persistent arcs and improve overall process stability and quality. Primary arc rates can be reduced by preventing differential charging that creates the initial event. Reverse-voltage pulsing is the proven method for reducing primary arc rates. Arc energy is strongly dependent on the material being sputtered and also on other components outside the power generator. A single set of arc suppression parameters can yield widely varied arc energies dependent on material, transmission cable reactance and stored energy elsewhere in the system. Arc energy can be increased using an arc response delay but the ability to reduce arc energy is limited since energy is strongly loaded in the early stages of the arc transient. A significant portion of arc energy is released typically before an arc detect threshold can be reached. Therefore arc suppression settings (other than delay time) can realistically influence only a fractional portion of the arc energy curve and are often second order to many other contributors in the system. While many arcs have similar characteristics, no two arcs are the same. Understanding how material, cabling, and arc handling settings influence these characteristics is important for proper optimization of arc suppression. With these multiple factors all influencing arc rates, persistence and energy, it is equally important that a power delivery system have adequate control parameters to influence those behaviors that can be 261 controlled. Improved understanding of these interdependencies along with evolving generator capabilities gives the user the best advantage for managing the arcs that occur and minimizing their impact on the process being performed. 5. C.E. Wickersham, Jr., J.E. Poole, J.S. Fan, L. Zhu, “Video analysis of inclusion induced macroparticle emission from aluminum sputtering targets,” J. Vac. Sci. Technol. A 19(6), 2741 (2001) ACKNOWLEDGEMENTS 6. F. Milde, D. Schulze, G. Teschner, P. Wiedemuth, and T. Rettich, “Experience with High Power DC Supplies with Fast Arc Suppression in Large Area Coating,” 44th Annual Technical Conference Proceedings of the Society of Vacuum Coaters, p. 375, 2001 7. A. Belkind, A. Freilich, and R. Scholl, “Electrical Dynamics of Pulsed Plasmas,” 41st Annual Technical Conference Proceedings of the Society of Vacuum Coaters, p. 321, 1998 8. R.A. Scholl, “Advances in arc handling in reactive and other difficult processes,” 37th Annual Technical Conference Proceedings of the Society of Vacuum Coaters, p. 312, 1994 9. P.J. Kelly, P.S. Henderson, R.D. Arnell, G.A. Roche, and D. Carter, “Reactive pulsed magnetron sputtering process for alumina films,” J. Vac. Sci. Technol. A 18 (6), Nov/Dec 2000 The authors would like to thank Astrid Borkowski and GfE GmbH for providing the AZO target materials used in this study and in addition, Karen Peterson for her invaluable assistance with configuration and general support on the test system. REFERENCES 1. A. Anders, “Physics of arcing, and implications to sputter deposition”, Thin Solid Films 502 (2006) 22 – 28. 2. V. Pavate, M. Abburi, S. Chiang, K. Hansen, G. Mori, M. Narasimhan, S. Ramaswami, J. Nulman, “Correlation between aluminum alloy sputtering target metallurgical characteristics, arc initiation, and in-film defect densities”, SPIE Proc., Vol. 3214, pp 42-47 3. C.E. Wickersham, Jr., J.E. Poole, A. Leybovich, L. Zhu, “Measurements of the critical inclusion size for arcing and macroparticle ejection from aluminum sputtering targets,” J. Vac. Sci. Technol. A 19(6), 2767 (2001) 4. C.E. Wickersham, Jr., J.E. Poole, J.S. Fan, “Arc generation from sputtering plasma-dielectric inclusion interactions,” J. Vac. Sci. Technol. A 20(3), 833 (2002) 262 10. D. Carter, “Arc prevention in magnetron sputtering processes,” 51st Annual Technical Conference Proceedings of the Society of Vacuum Coaters, p. 380, 2008