On the Coherent Length of Fluid Nozzles in Grinding M. N. Morgan
advertisement

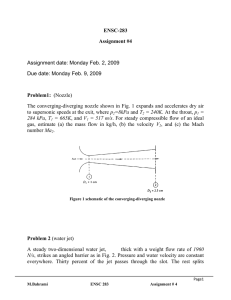
On the Coherent Length of Fluid Nozzles in Grinding M. N. Morgan1,a and V. Baines-Jones2,b 1 AMTReL, General Engineering Research Institute, Faculty of Technology and Environment, Liverpool John Moores University, Byrom Street, Liverpool, L3 3AF, UK 2 R&D Department, Cinetic Landis Ltd, Cross Hills, Keighley, West Yorkshire, BD20 7SD, UK a m.n.morgan@ljmu.ac.uk; bvbaines-jones@cinetic-landis.co.uk Keywords: Grinding, Coolant delivery, Nozzles, Coherent length Abstract. The delivery of grinding fluid to the contact zone is generally achieved via a nozzle. The nozzle geometry influences the fluid velocity and flow pattern on exit from the nozzle orifice. It is important to the efficiency of the process and to the performance of the operation that the fluid is delivered in a manner that ensures the desired jet velocity has adequate coverage of the contact zone. Often, assumptions about adequate coverage are based on visual inspections of the jet coherence. This paper provides new insight into the internal nozzle flows and the coherent length of a wide range of nozzle designs. The work presents a new analytical model to predict coherent length which is shown to correlate well with measured data from experiment. Recommendations are given to guide a user to optimal design of nozzles to ensure adequate fluid supply to the contact zone. Introduction The grinding process is under continuous improvement. Advances are occurring in all areas of the process technology. Developments in machine tool, machine element and wheel technologies have led to the development of the high-speed grinding process, where wheel velocities in excess of 180 m/s are commonly being achieved using synthesised abrasives such as Cubic Boron Nitride (CBN) in special bonding materials. Due to these advances, correct application of grinding fluids is highlighted as one of the more important areas of research. The area is developing rapidly, however improvement to the design of fluid delivery systems is constrained by limited understanding of nozzle flows, nozzle positioning and system requirements for optimal fluid delivery. The process requires high power that is not beneficial to industry as a whole. To reduce the amount of power needed, effective coolant delivery is necessary. One of the most vital issues within modern grinding processes is deciding upon the correct coolant or cutting fluid. Additionally, this correctly selected fluid must then be applied efficiently and effectively to obtain the required results [1]. Large engineering firms often pay significant amounts of money for the use of a grinding fluid that has specific properties they require, but never achieve the optimum output because they are simply supplying the fluid incorrectly. Grinding Fluid Nozzles Nozzles constructed from short interlocking ‘click’ plastic tubes may be adequate for general toolroom application. For high volume production, however, these interlocking tubes are inadequate as they create turbulence, spray in many directions and cannot be held in the correct position for long periods, preventing uniform velocity fluid delivery. The nozzle orifice must have very sharp edges and be free of other damage to reduce nozzle losses and to minimise turbulence. The rotating wheel entrains a boundary layer of air. The thickness of this layer and the mean velocity across a radial section increase at higher wheel speeds. The relatively low pressure fluid delivered via the ‘click’ nozzle is unable to penetrate the developed layer and fluid delivery is highly inefficient. Jet nozzles are used to supply coolant at speeds that break through the boundary layer. Alternatively, a shoe nozzle design can achieve equal fluid velocity delivery to an orifice nozzle at lower pressures. The shoe is a chamber fitting tight to the grinding wheel, leaving a typical gap of only 0.5mm, which is flooded with copious amounts of fluid at low pressure. The grinding wheel ‘picks up’ the grinding fluid and accelerates it to the peripheral speed of the grinding wheel. A disadvantage of this method is the additional spindle power required to accelerate the fluid up to wheel speed. A benefit of a shoe nozzle is that it can be designed to act as an air scraper that directs the entrained layer of turbulent air away from the grinding wheel [2]. Rouse [3], McCarthy and Molly [4] and Hoyt and Taylor [5] all investigated nozzle design within their specific applications. These researchers looked at finding the most suitable way of producing a jet that maintains its shape over a given distance, otherwise known as a coherent jet. In the grinding environment however, until the work of Webster [6], little or no effort was focused on coherent jets. Webster [6, 7, 8], advocates the use of coherent-jet coolant nozzles as well as a philosophy of how to use them most effectively. Webster identifies factors critical to the process as: the delivery pressure, flowrate, temperature, and direction of the jet. Coherent-jet coolant nozzles use an internal geometry that gives low dispersion, and therefore minimum entrained air within the jet. A definition of coherent length, given previously by Webster [6], is the distance from the nozzle for a dispersion of two to three times the exit diameter. It implies the average jet velocity at this distance is 0.25-0.11 of the exit value. A common problem with orifice jet nozzles is the ‘vena contracta’ effect. Internally, this would be evident in the fluid ‘adhering’ to the edges of the opening, thus effectively reducing the size of the opening. In a typical orifice, this effect reduces the size of the outlet to 60 - 80 per cent of its physical size. A schematic vena contracta is shown in Fig. 1. As the fluid flows from a large region into a smaller region at the sudden change in section, eddy formation occurs and secondary flow appears causing jets to disperse as predicted by Cui [9]. Webster [6] proposed a new design of coolant nozzle based on the fire hose design of Rouse [3] to combat these design problems (Fig. 2). This design requires a contraction ratio (inlet to exit diameter ratio) of at least 2:1, in order to be coherent [8]. The majority of the work by Webster [6] focused on visual methods of analyzing the coherent length of the jet. This work proposes both a theoretical model as well as a sensor based method for determination of coherent length. Predicted Eddy formation Cr = Dn D Vena Contracta, Dj Fig. 1 Eddy formation in conventional sloped nozzles Fig. 2 Fire hose design proposed by Rouse et al [3] Cr = contraction ratio, Dn = nozzle exit diameter, D = nozzle diameter, Dj = Diameter of jet at vena contractor Special Topic Volume: Progress in Abrasive and Grinding Technology TTP (Trans Tech Publications, Switzerland – KEM) Theoretical Modelling of Jet Coherence Grant and Middleman [10], Hoyt and Taylor [5], Leig and Goldstein [11] and Lin and Lian [12] investigated the flow of a jet issuing from differing nozzles or hoses in differing industrial applications. The major research effort concerned the analysis of jet stability referred to in this work as the jet break-up length and more formally the coherent length of that jet. This work takes forward work by Grant and Middleman [10] but bases its definition of length around their underlying principles. From this, the coherent length of a jet was defined as ‘the length of the fluid jet from the point of exit from the nozzle, to a point at which the disturbances within the fluid jet reach the same radius as the initial nozzle opening. This is a theoretical basis of jet break-up, but many relations come from confirmation experiments. McCarthy and Molloy [4] undertook an experimental evaluation of the jet break-up length. Through a process of experimental work and dimensional analysis, Grant and Middleman [10] formed an empirical relationship for the jet coherent length relating to the established constants, the Weber number (We) and Reynolds number (Re), CL 3We = 19.5 We0.5 + Dn Re 0.85 (1) where Dn is the nozzle diameter, and the Weber number is a dimensionless number that gives a measure of the relative importance of a fluid’s inertia to its surface tension. Grant and Middleman [10] use the square root of the Weber number as the independent variable due to its proportionality to the velocity for application of the above principle, in turbulent jets. Equation (2) results from their experimental work with a nozzle of specific geometry, though this is not fully described. Equation (2) correlates the data with a root-mean-square error of 9.4 per cent from their experimental work. In their work, no effort is made to clarify the nozzle geometry error, and therefore the nozzle factor, Nf = 1. Some nozzle factors found within this work are presented herein. CL = 8.51 We0.5 Dn ( ) 0.64 (2) Previous work by McCarthy and Molloy [4], Bogy [13] and Lee [14] forms the basis for jet break-up for flow in a circular pipe and exiting into a given atmosphere. None of the prior work takes into account the nozzle geometry and the effect of nozzle factors on the break-up length. It is critical that these effects are accounted for to improve nozzle design. Taking equation (2) further and including a nozzle factor yields the new definition: CL = 8.51 We0.5 Dn ( ) 0.64 (N f ) (3) Where Nf is the combination of all effects relating to the nozzle. Many sources of literature have reported on losses within nozzles however, all researches have investigated pressure losses, or more specifically, energy losses within the flow. This work aimed to describe the effect these factors have on the coherent length of the jet. The factors highlighted as important are: • Nozzle material type and finish, leading to material roughness (Roughness average - Ra) • Difference between entry diameter and exit diameter (Contraction ratio - Cr) • Nozzle exit edge sharpness • Nozzle body shape (external/internal) These factors contribute to the jet instability and better understanding of their relative effects leads to an insight into correct nozzle design for coherent jet nozzles. Experimental Work Cui [9] predicted nozzle coherent length and its usefulness in the grinding environment based on the width of the actual jet. This early work focused on actual jet width which was measured after leaving the nozzle. In the work presented in this paper however, it was jet width and the velocity distribution across the jet width that was measured. The experimental work also gave insight into a phenomenon relating to peak velocity and this was to show that peak velocity was maintained over a diminishing area. The useful output of the testing should be ‘peak’ velocity in relation to jet thickness. With the target of matching vj = vs (assumed for this work as best practice), to match the wheel speed at the point of entry to the grinding contact, the fluid must be at this peak velocity. Any area of the jet substantially below this peak velocity will not ensure boundary layer penetration and will therefore not be as effective in the grinding contact region. Experiments were carried out on a converted Jakobson surface grinder. This was fitted with an inspection chamber and a traversing Pitot tube measurement system. The system was attached to the machines own movement mechanisms. Since the traverse system can move in the y and z directions, the only other axis that remained was the x-axis. The x-axis movement was achieved by varying the distance of the Pitot tube from the nozzle outlet using a sliding system measured mechanically. This meant that the effective jet thickness (and all internal velocity patterns) could be measured at any distance from the nozzle exit (x = 0 m) up to a physically allowed maximum of x = 1.4 m. It is accepted that the closer the nozzle is to the grinding contact zone, the better the fluid delivery. For this reason, most attention was focused on the close range spectrum at values for z approaching zero. To build a complete picture of the jet however, the measurements for x ranged from zero up to 850 mm from the nozzle orifice. Fig. 3a shows the measurement setup and technique. Fig. 3b is a close up of the Pitot measurement device on the machine tool. To give a visual representation of the jet stream for comparison with simulation, three-dimensional plots were created in MATLAB® showing the results from experimentation with a surface plot connecting the results to build up the three-dimensional profile. The graphs shown are a direct comparison of the velocity at a point across the fluid stream. Each of the curves represents one measurement plane downstream of the nozzle orifice. Experimental work took place on eight different nozzles. During the nozzle tests, no flow conditioner was used. For comparison, plots showing the coherent lengths for a straight 9mm pipe (Nozzle 1) and for the best performing nozzle (the 9 mm Webster nozzle, Nozzle 2) are presented. Plan View Front View Pitot tube Nozzle Jet Jet Nozzle Pitot tube Fig. 3a Pitot tube motion through the fluid stream Nozzle Pitot tube Nozzle supply pipe Fig. 3b Pitot tube based flow measurement arrangement Fig. 4 illustrates the velocity profiles at each of the eight measurement points for Nozzle 1. From inspection of the right hand side of the figure, a clear trend of the jet thickness increasing with distance is apparent. The velocity profiles relax and become increasingly centred showing the peak velocity depreciation. With this nozzle, jet breakup appears at some distance after the nozzle orifice. Theory predicts this break-up length to be approximately 86cm from the nozzle orifice with a turbulent jet. Results of peak velocity break-up for Nozzle 2, predicted as being the most coherent, are shown in Fig. 5. The fluid profiles for Nozzle 2 have a larger region of peak velocity than those for the straight pipe (Nozzle 1). The profile follows the inlet turbulent profile for a distance up to 500 mm. At this point, the jet begins to lose central core velocity, but the core does not break-up over the entire measured area. It is not entirely clear from the plots at which length the jet break-up occurs so another measure using the experimental data was sought. Data was transferred from MATLAB® into Excel for direct comparison of the two phenomena of interest. This is highlighted in Fig. 6 and Fig. 7. Fig. 7 is a graphical representation of the fluid jet break-up and the inner-core peak velocity profile for the Webster nozzle. The jet appears to hold its shape until a length of 500mm. At this point, the jet thickness begins to increase. Observing the inner core, this maintains its initial width with only slight loss up to this point. After this, it begins to narrow but extends beyond the measurement zone. Extending the lines forward gives a coherent length of approximately 1300 mm. This represents an approximate 50 per cent improvement over the straight length of pipe and shows the value of the Webster type coherent jet nozzle. Velocity profiles for Nozzle 1 Velocity profiles for Nozzle 2 Peak velocity break-up Jet thickness Separation (m) Distance (mm) Fig. 4 Velocity profiles for Nozzle 1 Separation (m) Distance (mm) Fig. 5 Velocity profiles for Nozzle 2 Coherent Region Jet Properties for Nozzle 2 Break-up Region Nozzle Distance from Nozzle (m) CL Fig. 6 Coherent length and jet width for Nozzle 1 Jet Properties for Nozzle 2 Coherent Region Region Coherent Nozzle Break upRegion Region Break-up Effect of narrowing peak velocity L CC L Distance from Nozzle (m) Fig. 7 Coherent length and jet width for Nozzle 2 Two other nozzles were tested for shape comparison for inclusion into the theory for jet break-up length; the sloped nozzle and the stepped, 9 mm round nozzle. The sloped nozzle exhibits a similar profile break-up to the Webster nozzle. The break-up length is longer than the measurement area but projecting the lines from the result gives a jet break-up of approximately 1100 mm. This is an improvement on the straight 9 mm pipe of approximately 33 per cent. In comparison, the stepped nozzle (orifice nozzle) begins to break up as soon as the fluid emerges from the orifice. Results for the stepped nozzle show this point with a jet break-up length of approximately 650 mm. This is a percentage reduction on the standard coherent length in the region of 24 per cent. These tests, based on the 9 mm nozzle exit and compared with the original 9 mm straight pipe, gave an insight into the coherent length of a range of nozzle body shapes. A method has been developed which enables the nozzle loss factor, Nf, to be obtained from the experimental data over the whole range of operational conditions. This involves mapping the fluid stream and, for each jet to be analysed, it is necessary to process the data produced from a large number of measurements for accurate observation of the break up length and hence this Nf factor. Values of the nozzle factor obtained by this method for a range of nozzles are in good agreement with analytical results. Table 1 Nozzle loss factors for coherence length (based on the performance of a standard 9mm circular pipe) Nozzle Type Factor (Nf) Nozzle Type Factor (Nf) Rouse (9mm Ø) 1.5 Rouse (2.5mm Ø) 1.01 Slant (9mm Ø) 1.17 Slant (2.5mm Ø) 0.61 Orifice (9mm Ø) 0.76 Orifice (2.5mm Ø) 0.57 Slot (1.6mm gap) ≈ 0.21 Lechler (7.5mmØ) 1.1 Conclusions The peak velocity is individual to each nozzle design and gives a solution to achieve the useful fluid film thickness in the grinding contact zone. The peak velocity criterion is critical to each nozzle and individual to each nozzle. For accurate coverage of the grinding contact, the distance between the nozzle orifice and the wheel/workpiece contact should not exceed the length at which the nozzle covers the entire distance at this peak velocity. The body shape geometry of the nozzle has a strong effect on the jet coherence, the break-up length and the peak velocity. The coherent jet nozzle proposed by Webster [6] is the most suitable grinding nozzle investigated in this work for coverage when the operation requires the nozzle to be positioned at increasing distances from the grinding contact. From the studies on coherent length, nozzle profiles proposed by Webster allowed for better coherence at greater distances from the contact zone. Taking this further however, a model to predict the ‘peak velocity breakup’ or coherent length for several nozzles allows accurate positioning of grinding fluid nozzles. References [1] Rowe, W.B, Marinescu, I.D., Dimitrov, B., Inasaki, I. Tribology of abrasive machining processes. William Andrews, NY. ISBN. 0-8155-1490-5. (2004) [2] Gviniashvili, V., Rowe, W.B., Morgan, M.N: submitted to International Journal of Machine Tools and Manufacture. (2003) [3] Rouse, H., Asle, M., Howe, J.W., Metzler, D.E. Experimental investigation of fire monitors and nozzles. 117th ASCE Transactions (1952) [4] McCarthy, M.J., Molloy, N.A. Review of stability of liquid jets and the influence of nozzle design, Chem.Eng. J., (1974). p.7-10 [5] Hoyt, J.W., Taylor, J.J. J. Fluid Mech., Vol. 63 (1974), p.635-640 [6] Webster, J.A., Cui C., Mindek, R.B.Jr. Grinding fluid application system design. CIRP Annals, Vol. 44 (1), (1995). p.333–338 [7] Webster J.A., Cui C. in Technical Papers Supplement of the First International Machining and Grinding Conference, Dearborn, Michigan, 12–14 September. (1995) [8] Webster, J.A. Proc. IMechE Vol. 221 Part B: J. Engineering Manufacture. (2007) [9] Cui, C. Experimental investigation of thermofluids in the grinding zone. PhD dissertation, University of Connecticut. (1995) [10] Grant, R.P., & Middleman, S. Newtonian jet stability. Journal for the American Institute of Chemical Engineers, (A.I.Ch.E), Vol.12, Part 4, (1966). p.669-678 [11] Leig, S.J., Goldstein, M.E., 1986. Convective and absolute instability of a viscous liquid jet. Phys Fluids, 29, p.952-954 [12] Lin, S.P., and Lian, Z.W. AIAA Journal, Vol. 28, (1990). p.120-126 [13] Bogy, D.B., 1979. Drop formation in a circular liquid jet. Ann. Rev. Fluid Mech. 11, p. 207. [14] Lee, H.C. IBM J Res. Dev. Vol.18, (1974). p.364