International Journal of Refrigeration 28 (2005) 218–230
www.elsevier.com/locate/ijrefrig
Experimental study on a continuous adsorption water chiller
with novel design
Y.L. Liu, R.Z. Wang*1, Z.Z. Xia
Institute of Refrigeration and Cryogenics, Shanghai Jiao Tong University, 1954 Huashan Road, Shanghai 200030, China
Received 2 March 2004; received in revised form 6 September 2004; accepted 13 September 2004
Abstract
A newly developed adsorption water chiller is introduced and tested. In the new adsorption refrigeration system, there are no
refrigerant valves, the problem of mass transfer resistance resulting in pressure drop along refrigerant passage in conventional
systems when methanol or water is used as refrigerant can be absolutely solved. Silica-gel–water is used as working pair and
mass recovery-like process is adopted in order to use low temperature heat source ranging from 70 to 85 8C effectively. The
experiment results demonstrate that the chiller (26.4 kg silica-gel in each adsorber) has a cooling capacity of 2–7.3 kW and
COP ranging 0.2–0.42 according to different evaporating temperatures. Based on the experimental tests of the first prototype,
the second prototype is designed and tested; the experimental data demonstrate that the chiller performance has been greatly
improved, with a heat source temperature of 80 8C, a COP over 0.5 and cooling capacity of 9 kW has been achieved at
evaporating temperature of 13 8C.
q 2004 Elsevier Ltd and IIR. All rights reserved.
Keywords: Design; Adsorption system; Water chiller; Water; Silica gel; Experiment; Performance; COP
Etude expérimentale sur un refroidisseur d’eau à adsorption à
conception innovante
Mots clés: Conception ; Systéme à adsorption ; Refroidisseur d’eau ; Eau ; Gel de silice ; Expérimentation ; Performance ; COP
1. Introduction
As a good opportunity to replace CFCs or HCFCs
refrigeration, adsorption refrigeration research has got
enough attentions during these years, specially its potential
* Corresponding author. Tel.: C86 21 629 33838; fax: C86 21
629 33250.
E-mail address: rzwang@sjtu.edu.cn (R.Z. Wang).
1
R.Z. Wang is IIR-B2 vice president and member of the Strategic
Planning Committee of IIR.
0140-7007/$35.00 q 2004 Elsevier Ltd and IIR. All rights reserved.
doi:10.1016/j.ijrefrig.2004.09.004
applications in waste heat recovery, solar energy utilization
etc. [1]. Based on this point of view, in recent years, various
adsorption refrigeration/heat pump research work have been
carried out.
Many adsorbent/adsorbate pairs have been used in
adsorption refrigeration/heat pump system. Compared with
other adsorbents, silica-gel can be regenerated at a relatively
low temperature (below 100 8C and typically about 85 8C).
The potential for the two-bed silica-gel–water adsorption
chiller was evaluated by a number of researchers [2–6] and
has already been commercialized in Japan [7,8]. According
Y.L. Liu et al. / International Journal of Refrigeration 28 (2005) 218–230
219
Nomenclature
COPmod the modified COP value according to cooling
loss
Padsorber pressure in the adsorber (kPa)
qcooling,loss the instantaneous cooling loss value (kW)
Qcooling,loss averaged cooling power loss during the 480 s
adsorption process (kW)
Qheating,exp. average heating power supplied to the
adsorber (kW)
to these studies, the typical working conditions are cooling
temperature of 31 8C, chilled water temperature of 14 8C,
heating temperature about 70–85 8C. Saha et al. [9,10] have
even proposed three and two-stage cycles to utilize more
lower temperature heat source like 50–60 8C. And a dualmode multi-stage, multi-bed regenerative adsorption system
is also being studied by Saha et al. [11] to use heat sources of
temperature between 40 and 95 8C. Just like the two- and
three-stage cycles, the drawback of this operational mode is
its poor efficiency in terms of cooling capacity and COP
inferior to those of conventional cycles. Simulation results
show that the optimum COP values are obtained at driving
source temperatures between 50 and 55 8C in three-stage
mode and between 80 and 85 8C in single-stage, multi-bed
mode.
Using silica-gel and water as working pair special suited
to be driven by hot water ranging 70–85 8C (such hot water
are widely available from the waste heat of power engines or
solar energy), this paper proposes a novel design of
adsorption water chiller. Different from conventional and
the above mentioned systems, in which large diameter
vacuum valves in the refrigerant circuit are used when water
or methanol is used as refrigerant, no refrigerant valves are
needed in this system. Thus, the problem of leakage and
pressure drop along the vapor channel can be absolutely
avoided. One bed, a condenser and an evaporator are housed
in one vacuum chamber, which acts as one adsorption unit to
supply cooling for air conditioning. Two such units are used
to supply continuous cooling load with the shift of the
adsorption and desorption phases. The beds, condensers and
Qref,exp. average cooling power of the chiller (kW)
Qref,mod the modified cooling power according to cooling loss (kW)
t
time (s)
Tadsorber temperature in the adsorber (K)
Xeq
the equilibrium uptake of silica-gel, kg
water/kg silica-gel
evaporators are specially designed to be a compact system.
Compared with the systems proposed by Yanagi [12], which
used a direct contact condensation and evaporation on
sprayed water and Critoph [13], which used many simple
modular beds (activated carbon–ammonia) in an arrangement, this system is much cheaper and more reliable as no
extra components are needed.
Compared with the conventional two adsorber, one
condenser and one evaporator system [2–8], this novel
system needs an extra condenser and evaporator, which
makes the chiller have larger volume size than the
conventional one.
2. System description
2.1. Silica-gel–water working pair
Silica-gel is roughly classified into two types, that is, the
micro-pored silica-gel and the macro-pored silica-gel. The
macro-pored silica-gel has larger adsorption capacity than
the micro-pored at high humidity and the micro-pored
silica-gel has larger adsorption capacity at low humidity. So
the macro-pored silica-gel is commonly utilized as a
desiccant in the so-called open-cycles, which are in direct
contact at atmospheric pressure and the micro-pored silicagel is suitable to be utilized in a closed cycle at sub
atmospheric pressure refrigeration system.
Fig. 1 demonstrates the adsorption capacity of different
types of silica-gel and the picture of micro-pored silica-gel
in transparent pellet shape used in this system, which is from
the manufacturer.
2.2. Adsorber
Fig. 1. Silica-gel property and picture of silica-gel used in the
system.
In order to enhance the heat and mass transfer on
adsorbers, plate-fin heat exchanger is used in this system.
Between two sheets of water channel, there are two sheets to
insert silica-gel adsorbent. The rectangle fins in both
channels are perforated to make heat and mass transfer
more convenient. Between two layers of silica-gel channel,
mass transfer channel is arranged in. Wire gauze (50 mesh)
is used to insulate the silica-gel from the refrigerant channel
220
Y.L. Liu et al. / International Journal of Refrigeration 28 (2005) 218–230
Fig. 2. Schematic diagram of heat and mass transfer unit and picture of the adsorber.
and still acts as mass transfer channel for the refrigerant
water. Fig. 2 shows the schematic diagram of heat and mass
transfer unit and picture of the real adsorber. Nine such heat
and mass transfer units are formed as one adsorber.
Dimensions of the adsorber are 780 mm!252 mm!
370 mm and the overall heat transfer area is 34.05 m2 (the
equivalent overall fin area).
The micro-pore silica-gel is chosen for this system and
the average diameter is 0.5–1 mm. Four short segments
(each about 50 mm long) of the adsorber are left unfilled to
act as extra mass transfer channel (seen from Fig. 2) and
there are about 26.4 kg silica-gel contained in one adsorber.
desorbed from the adsorbent bed is condensed by the
cooling water from a cooling tower. The evaporator is
specially designed to accelerate the evaporation of water.
The water vapor (refrigerant) channel consists of five sheets
of 200-mesh wire gauze attached to the adjacent wall of
chilled water channel as shown in Fig. 3. The wire gauze
acts as a wick to keep the water in contact with the plates to
evaporate.
The condenser and evaporator consist of 18 such heat
and mass transfer units, respectively and the overall heat
transfer area is 4.975 m2 (the equivalent fin area). The
dimensions are 760 mm!128 mm!100 mm.
2.3. Condenser and evaporator
2.4. System description and working principles
The condenser and evaporator are also plate-fin heat
exchangers. Their configuration is of the same style except
that wire gauze is used between the water channel and vapor
channel in the evaporator. In the condenser, the water vapor
One refrigeration cycle mainly consists of three different
working processes. In order to describe these three processes
clearly and exactly, each process is depicted in the system
schematic diagram shown as Figs. 4–6.
Fig. 3. Diagram of the condenser and evaporator heat and mass transfer unit.
Y.L. Liu et al. / International Journal of Refrigeration 28 (2005) 218–230
221
Fig. 4. Heat recovery process.
Fig. 6. The mass recovery-like process.
In the novel system, as there are no refrigerant valves, at
any time the pressure in the adsorber is always determined
by the condenser or evaporator, which has relatively low
saturated water vapor pressure. The equilibrium uptake in
the adsorber is a function of the adsorbent temperature and
pressure, that is
Xeq Z f ðTadsorber ; Padsorber Þ
(1)
So any change made to the adsorber temperature or
pressure of the condenser or evaporator can lead to
adsorption or desorption in the adsorber.
To begin with, adsorber A has just finished adsorption
and adsorber B has just finished desorption. It must be
pointed out that the two condensers are connected in serial,
that is, the cooling water first flows into the condenser A and
then enters into condenser B.
2.4.1. Heat recovery process
Before switching over desorption phase to adsorption
phase or vise versa, the heat recovery cycle is provided for a
short period. The stored regenerative heat in desorption
cycle is transferred to the adsorber whose step is moving to
the subsequent desorption step by circulating the thermal
fluid water (Fig. 4).
To adsorber A, the desorption process begins. At this
Fig. 5. Adsorption/desorption process.
moment, as the evaporator temperature is much lower than
that of the cooling water, the refrigerant is mainly
condensed in the evaporator until the temperature in the
evaporator rises close to that of the cooling water. When the
temperature in the evaporator is higher than that of the
cooling water, the evaporator has no capability to condense
and the refrigerant is mainly condensed in the condenser. As
the adsorber pressure is determined by saturated water vapor
temperature in the evaporator, which goes up while water
vapor is being condensed in the evaporator, the temperature
and pressure of the adsorber go up during this process
(process A/B in Fig. 7).
To adsorber B, in the adsorption process, the chilled
water does not circulate in the evaporator. The adsorption
effect is just to lower the water and metal temperature in the
evaporator B to prepare for the next adsorption process
which supplies cooling load for fan coils. The temperature
and pressure of the adsorber both go down during this
process (process D/E in Fig. 7).
2.4.2. Adsorption/desorption process
In Fig. 5, cooling water out of condenser B is switched
into adsorber B. Hot water from the heat source is switched
to adsorber A to supply heat to continually generate
desorption in adsorber A. The desorbed refrigerant is
mainly condensed in condenser A through the cooling
water and then falls into evaporator A directly (process B/
C in Fig. 7). For adsorber B, as it is cooled by the cooling
water out of condensers, the adsorption process continues.
Then the cooling load resulting in adsorption process is
carried out by the circulation of chilled water for fan coils
(process E/F in Fig. 7).
2.4.3. Mass recovery-like process
In Fig. 6, chilled water circulates between the two
evaporators, which makes water and metal temperatures in
evaporator A decrease and B increase, respectively, so is the
vapor pressure. This effect makes the desorption process
inside of A and adsorption process inside of B go on. For the
222
Y.L. Liu et al. / International Journal of Refrigeration 28 (2005) 218–230
refrigerant. Surely the increased value dx of the cycled mass
will increase the cooling output in the mass recovery-like
process.
It should be pointed out that the ‘mass recovery-like
process’ in this system is rather different from that in the
conventional system. The main difference existing in the
two systems are listed as follows:
Fig. 7. Clapeyron diagram of ideal cycle for the novel system.
adsorber A at the end of desorption process, a sudden
amount of water vapor desorbed makes the adsorber
temperature decreases accordingly and then increases to
the heat source temperature again as the adsorber gains heat
from the hot water. The same thing happens in the adsorber
B, the temperature in adsorber B first increases because of
sudden adsorption and then decreases to the cooling water
temperature again (process C/D, F/A in Fig. 7). The
main purpose of this process is to increase the effective
adsorption capacity in the refrigeration cycle, which, from
this point, is similar to the mass recovery process in a
conventional adsorption system, as has been well studied by
Wang [14]. The conventional theoretical cycle is described
as B/C/E/F/B, the cooling output will be the cycled
refrigerant mass multiplied by the latent heat of water. The
cycled refrigerant is proportional to the adsorption capacity
difference between the adsorption point and desorption
point (Dx1ZxFKxC). Due to the mass recovery-like process,
the novel system with a cycle F/A/B/C/D/E/F
will have more desorption or adsorption. The cycled
refrigerant is proportional to the adsorption capacity
difference between the adsorption point and desorption
point
ðDx2 Z xF K xD Z xF K xC C xC K xD Z Dx1 C dx Þ,
where dx Z ðxC K xD ÞZ ðxA K xF Þ is the increased cycled
(1) In the conventional system, the mass recovery process
is realized through opening of the refrigerant valve
connecting the two adsorbers. While in this novel
system, the mass recovery-like process is realized by
circulating chilled water between the two evaporators
through switching water valves in the chilled water
circuit.
(2) The drive for mass recovery in a conventional system is
pressure difference between the two adsorbers, while in
this novel system it is the temperature difference in the
two evaporators.
The mass recovery-like process in this novel system is
necessary. In the heat recovery process, there is an amount
of adsorbate adsorbed by adsorber B, but there is no cooling
effect output and the cooling effect is mainly used to lower
temperature in evaporator B. This process diminishes the
effective adsorption capacity in the cycle. The mass
recovery-like process can compensate for the amount of
adsorbate lost in the heat recovery process. If there is no
mass recovery-like process, the point D in Fig. 7 will be at
the position of D 0 , that is, at the other side of the isosteric
line C/E and whether it is above or below the line A/D
mainly depends on the heat recovery degree.
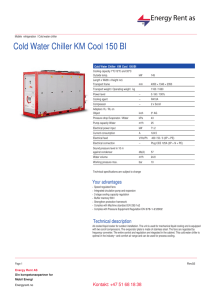
According to processes above, Fig. 7 gives the clapeyron
diagram of ideal cycle for the novel system. The assumption
must be made that the condenser and evaporator have
infinite heat transfer capacity. F/A/B/C/D/E/F
represents the cycle in the new system while B/C/E/
F/B represents the conventional cycle. If the mass
recovery-like time in the new system is long enough, to
the utmost extent, the pressure in the two evaporators can
reach the same value (point A, D).
Fig. 8. Picture of the adsorption chiller and its testing system.
Y.L. Liu et al. / International Journal of Refrigeration 28 (2005) 218–230
223
Table 1
Typical working conditions of the adsorption system
Parameters
Value
Mass recovery time (s)
Adsorption/desorption time (s)
Heat recovery time (s)
Heat source temperature (8C)
Cooling water inlet temperature (8C)
Average evaporating temperature (8C)
Hot water flow rate (kg/s)
Cooling water flow rate (kg/s)
Chilled water flow rate (kg/s)
20
480
30
85
28
10
1
0.833
0.55
The actual picture of the testing system is shown in Fig. 8.
All the switch valves used in this system are solenoid water
ball valves. All the action of the valves and pumps used in the
system is controlled by a PLC programmer in the control box,
so if the refrigerator runs, no one is required to make any
operations. It is a highly automatically running prototype.
3. Analysis of experimental results
3.1. Mass recovery-like effect on chiller’s performance
The heat recovery time is determined to be 30 s, which is
a fairly long time for hot water contained in the adsorber at
the end of desorption phase to be transferred to the other one
at the end of its adsorption phase.
The mass recovery-like time is set mainly according to
performance of the chiller. The typical working conditions
are listed in Table 1. The chiller was tested with different
mass recovery-like time and the results are demonstrated in
Table 2. From Table 2, it can be seen that with mass
recovery-like time no longer than 100 s, the chiller’s
performance has diverse improvement. When mass recovery-like time is 20 s, the COP has the highest value. That is
mainly because the mass recovery-like time is short and the
processes the adsorbers undergoing are close to adiabatic.
For the desorption adsorber, desorption heat is from the
sensible heat of adsorber and nearly no heat is supplied by
the heat source. And for the adsorption adsorber, the
adsorption heat makes the adsorber temperature rise, which
makes the adsorber have a higher temperature at the
beginning of next desorption process. With the cooling
Fig. 9. Mass recovery-like effect on Clapeyron diagram.
capacity improved, the heat supplied to the system varies
little contrasting with the cycle without mass recovery-like
time. With the mass recovery-like time longer than 20 s,
COP begins to decrease as heat is gradually supplied to the
system during the mass recovery-like process. The cooling
capacity has the highest value when mass recovery-like time
is 60 s. With mass recovery-like time longer than 60 s, the
cooling capacity begins to decrease, as there is no cooling
effect during this period of time.
Fig. 9 demonstrates the mass recovery-like effect on
Clapeyron diagram. It can be seen that the mass recoverylike process extends the effective adsorption capacity.
3.2. Adsorber temperature
Fig. 10 shows a typical run of the adsorption chiller, in
which the two adsorbent bed temperatures, the inlet and
outlet temperatures of heating water and cooling water are
illustrated.
A 1 m3 hot water tank with the maximum heating power
of 40 kW was used as heat source in the testing system. The
hot water temperature of the tank can be set at any specific
value according to actual need by controlling the power box.
Fig. 10 demonstrates that the heat source had a rather steady
supply for the chiller and the hot water temperature
fluctuated from 82.9 to 85.8 8C. From the curves, conclusion
can be made that heat transfer in the adsorber had been
enhanced greatly by using this kind of specially designed
heat exchanger because near the end of the desorption
Table 2
Mass recovery-like effects on chiller’s performance
Mass recovery time (s)
0
20
60
100
Cooling capacity
COP
Value (kW)
D%
Value
D%
3.05
3.556
3.70
3.23
–
16.6
21.3
5.9
0.208
0.276
0.240
0.22
–
32.7
15.4
5.7
224
Y.L. Liu et al. / International Journal of Refrigeration 28 (2005) 218–230
Fig. 10. Adsorber and heating or cooling water temperature. (1-Mass recovery-like process, 20 s; 2-heat recovery process, 30 s; 3adsorption/desorption process, 480 s).
process, which lasted only 480 s, the adsorbent had the same
temperature value as the hot water inlet temperature. As
there was little adsorbate (water vapor) released from the
adsorbent, little heat was needed to supply the adsorber and
there was no temperature difference between the temperatures of hot water inlet, outlet and the adsorber.
Result was different when adsorber was cooled by the
cooling water in the adsorption process. The fluctuation of
the cooling water inlet temperature will be explained later,
which was mainly influenced by the condenser. Cooling
water inlet and outlet temperature curves demonstrate that
during the cooling process, temperature difference exited all
the time and heat transfer from the adsorber to cooling water
continues until the working phase of adsorption/desorption
was shifted. These differences between desorption and
adsorption process is mainly determined by the property of
working pair of silica-gel and water and there are
temperature differences between the adsorbent bed and
heat source or heat sink obviously. The desorption process
was relatively quicker than the adsorption process.
3.3. Condensing heat flux in the condensers
From Fig. 4, the two condensers are connected in series,
Fig. 11. Condensing heat flux in the condensers. (1-Mass recovery-like process, 20 s; 2-heat recovery process, 30 s; 3-adsorption/desorption
process, 480 s).
Y.L. Liu et al. / International Journal of Refrigeration 28 (2005) 218–230
225
Fig. 12. Condensing temperature of the system.
that is, cooling water from the cooling tower first enters into
condenser A. Cooling water out of condenser A enters into
condenser B and then flows into the adsorber that needs to
be cooled down in the adsorption process. If adsorber A has
just finished adsorption process and B has just finished
desorption process, then in the heat recovery process,
adsorber A begins desorption and B begins adsorption. As at
the beginning of the adsorption process, the evaporation of
water is rather exquisite, refrigerant water in the evaporator
usually rushes up throughout the condenser because of highpressure difference wherein it evaporates. Thus cooling
water is cooled down by the evaporation of water (which
indicates cooling power lost) and cooling water out of the
condenser has lower temperature than that of the inlet. In the
next heat recovery process, adsorber A begins adsorption
process, cooling water out of condenser A (entering into
condenser B) is cooled down by evaporation of water, which
leads to temperature of cooling water out of condenser B
(entering the adsorption adsorber) decreases accordingly. So
the phenomenon of temperature of cooling water entering
adsorber fluctuating (in Fig. 10) could be explained in this
way.
Fig. 11 gives the condensing heat flux variation with time
in the two condensers. The positive value means the
condensing heat flux of the condenser and the negative
value means cooling power lost during heat recovery
process. It can be seen that the maximum cooling power
lost reached more than 20 kW and the time lasted about
100 s. It mainly happened during the heat recovery process
and in the real adsorption process, this phenomenon still
existed but the effect was very weak.
The average cooling loss during the adsorption process
can be calculated by the following equation
Ðt
Qcooling;loss Z
0
qcooling;loss dt
480
(2)
where qcooling,loss represents the instantaneous value of
Ð
cooling loss, t is the existing time of cooling loss, 0t
qcooling;loss dt is the overall amount of cooling loss during the
adsorption time, Qcooling,loss is the averaged cooling loss
during the 480 s long adsorption time (refrigeration time).
By computation, the average cooling power lost during
the adsorption process was 2.35 kW. Experimental data
have shown that this value nearly keeps constant despite of
different working conditions. It should be pointed out here
that the modified results of Table 7 are based on this result.
If this problem could be resolved, the chiller’s cooling
power and COP can be greatly improved. In fact, this
problem has been successfully resolved by the secondgeneration prototype, which will be discussed later.
From Fig. 11, the condensing heat flux increases as the
desorption process goes on, which reaches the maximum
value and then decreases rapidly. It demonstrates that the
heat transfer capability of the condenser is enough for the
system and it could even be made smaller.
3.4. Condensing temperature
Fig. 12 gives three curves to indicate the condensation
of water vapor in the chiller, that is, the saturated water
vapor temperature in the left side shell, the condensation
temperature in the left condenser and the refrigerant water
temperature in the left evaporator. At the heat recovery
process, the adsorber A begins to desorb refrigerant water
and as it has just finished adsorption during the mass
recovery-like process, the evaporator has a lower saturated
water temperature than the condenser. The condensation of
226
Y.L. Liu et al. / International Journal of Refrigeration 28 (2005) 218–230
Fig. 13. Chilled water temperatures and cooling power output of the system.
water vapor released from the adsorber is mainly condensed
in the evaporator and there is little water condensed in the
condenser because it has a constant condensation temperature during this time. So during this period of time, the
condensation temperature in the condenser keeps constant
and the temperature in the evaporator increases until it
reaches that of the condensation temperature of
the condenser, then condensation mainly happens in the
condenser. The condensed liquid falls directly into the
evaporator and causing the temperature in it increase along
with the process of desorption. From the saturated water
vapor temperature, the largest amount of desorption happens
not in the heat recovery process but later than that and it is
mainly condensed in the condenser.
3.5. Evaporating and chilled water temperatures
In Fig. 13, cooling power of the chiller, chilled water
inlet and outlet temperature of the chiller and saturated
water vapor temperature of the right side unit are
demonstrated. A 0.1 m3 small water tank with five electric
heaters (which have the heating capacity of 9 kW in total)
simulates the cooling load and offsets cooling power
generated by the chiller. The heaters were controlled by
the computer program in order to obtain constant temperatures of the chilled water exiting the small load tank and
circulating towards the evaporator. By varying the heating
power of the heaters, the evaporating temperature of the
chiller can be regulated accordingly. The pump that
supplies cooling to the tank runs all the time. From the
cooling power output, it can be seen that though there is
no cooling generated during the heat recovery and mass
recovery-like process, the chiller has a rather continuous
cooling output except that only one point is below zero,
which is due to cooling storage in the little tank attached
to the chiller that mainly used for mass recovery-like
process. Just because of the cooling storage effect of the
little tank, the maximum cooling power output does not
happen at the beginning of adsorption like other adsorption systems. To control the heating coils in the tank, the
chilled water inlet temperature of the chiller can be
stabilized at 13 8C and the average chilled water outlet
temperature of the chiller is about 10 8C. The average
evaporating temperature is about 7 8C.
Table 3
Performance of the first prototype (heat source temperature 85 8C, cooling water inlet temperature 28 8C)
Average evaporating temperature inside the evaporator (8C)
Average chilled water outlet
temperature (8C)
Chilled water inlet temperature (8C)
Cooling capacity (kW)
COP
5
7
10
12
15
7.9
10
12.8
15.2
18.3
12
14
16
18
21
2.02
3.56
5.07
6.42
7.34
0.198
0.257
0.350
0.404
0.419
Y.L. Liu et al. / International Journal of Refrigeration 28 (2005) 218–230
227
Table 4
Performance of the first prototype (heat source temperature 85 8C,
average evaporating temperature 7 8C)
Average cooling water
inlet temperature (8C)
Cooling capacity (kW)
COP
25
26
28
30
32
5.81
4.70
3.27
2.79
2.27
0.365
0.320
0.276
0.212
0.188
3.6. Performance of the chiller
With the hot water inlet temperature being at 85 8C and
the cooling water inlet temperature being at 28 8C, the
chiller is tested at different evaporating temperatures and the
results are listed in Table 3. It can be seen that the chiller has
very high cooling capacity when evaporating temperature
is higher than 10 8C. When the evaporating temperature is
15 8C, the cooling capacity reaches 7.3 kW. If this chiller is
used in conventional air conditioning system that latent heat
is also handled by the same chiller (evaporating temperature
being 5–10 8C), it has a cooling capacity of 2–5 kW and a
COP value of over 0.2. If it is used in the hybrid system in
which latent heat could be handled by additional dehumidification equipment such as desiccant wheel (evaporating
temperature about 15 8C), it has a cooling capacity of 7 kW
and a COP value of over 0.4, which has very large
application potentials.
The condensing temperature is critical in adsorption
refrigeration, so is the adsorption temperature. The refrigerator is tested at various cooling water inlet temperature and
the results are shown in Table 4. The working conditions are
the same as those in the Table 1 except that the evaporating
temperature is 7 8C (chilled water inlet temperature is
stabilized at 14 8C and the average chilled water outlet
temperature is 10 8C) and the cooling water inlet temperature is variable.
Both cooling capacity and COP decrease rapidly with the
increase of the cooling water inlet temperature. When the
cooling water inlet temperature rises up to 32 8C, the cooling
capacity and COP decreases to 2.3 kW and 0.19,
respectively.
Fig. 14. The newly developed adsorption water chiller (the secondgeneration).
4. The second generation prototype
Aiming at solving the problems that exists in the first
prototype, the second prototype is designed and manufactured to improve the performance, shown as in Fig. 14. The
measures taken mainly include:
(1) The six heat exchangers (two beds, two condensers and
two evaporators) are enclosed in the outer shell and the
outer shell is welded as a whole unit except that the
outlets and inlets of the heat exchangers are left outside.
For the first prototype, the heat exchangers and the outer
shell are connected by flange and the heat exchangers
can be pulled out from the shell if necessary, which is
difficult for the system to keep high vacuum.
(2) The condensers, which in the first prototype are platefin heat exchangers, are shell and tube heat exchangers
to decrease the amount of water (refrigerant) attached to
the plates in the process of desorption so that all water
released from the bed can fall down to the evaporator.
(3) The mass transfer manner in the beds is also altered to
enhance the mass transfer in the beds.
(4) The baffle that placed between the evaporator and
condenser to prevent water rushing up at the beginning
of adsorption is altered and redesigned to minimize
cooling loss.
The primary test for the second prototype is finished now
and the performance results are rather better than the first
Table 5
Primary test of the second prototype (heat source temperature about 80 8C, cooling water inlet temperature 25 8C)
Average evaporating temperature inside the
evaporator (8C)
Average chilled water outlet temperature
(8C)
Cooling capacity
(kW)
COP
5
7
10
13
7.7
9.8
12.9
15.7
4.3
5.93
7.13
9.02
0.302
0.369
0.423
0.504
228
Y.L. Liu et al. / International Journal of Refrigeration 28 (2005) 218–230
Table 6
Experimental results of the conventional water chiller [5]
Cooling water inlet temperature
Hot water in
Chilled water in
32 8C
COPexp.
30 8C
COPexp.
25 8C
COPexp.
85 8C
0.28
0.34
0.40
14 8C
one. The results are demonstrated in Table 5. The average
heat source and cooling water temperature is respectively,
80.6 and 25 8C and the other working conditions are just the
same as that in Table 1. For the first prototype (seen from
Table 4), at the working conditions of heat source
temperature being 85 8C and cooling water inlet temperature
being 25 8C and the other working conditions are the same
as that in Table 1, the cooling capacity is about 5.8 kW and
COP is 0.365. From Table 5, conclusion can be made that
the performance of the second prototype with the heat
source temperature being 80.6 8C is just the same as that of
the first prototype working with a heat source temperature of
85 8C. With a heat source of 80 8C, 9 kW cooling with a
COP over 0.5 could be supplied at evaporation temperature
of 13 8C.
From the result in Tables 7 and 8, in which, the two
generation prototypes have the identical working conditions, conclusion can also be made that, the performance
has been highly improved by the second-generation
prototype.
5. Performance comparison of this novel system and the
conventional system
The two-bed conventional adsorption water chiller using
silica-gel and water as working pair has been commercialized in Japan. And this kind of system has been extensively
studied by the team of Kashiwagi. The experimental results
with similar working conditions of both chillers are picked
out here to compare with each other. As the SCP (specific
cooling capacity) of silica-gel and water adsorption chiller
has never been reported in the literatures, the comparison is
made mainly according to COP.
For the two-adsorber, one condenser and one evaporator
conventional system, with the heat recovery time being 30 s
and adsorption/desorption time being 420 s, Table 6
demonstrates the experimental results [5] (the original
position for these data can be found in Table 6 in the
literature).
For the novel system studied in this paper, the
experimental results with similar working conditions as
those of the conventional chiller are picked out from Tables
3 and 4 and are demonstrated in Table 7. The original results
are from the real cooling output into the load tank during the
experiment and the modified results are based upon the
cooling loss during the heat recovery process (Section 3.3).
The modified results are calculated as follows:
Qref;mod: Z Qref;exp: C
Qcooling;loss !480
530
(3)
where Qref,mod means the modified results, Qref,exp. is the
experimental results, Qcooling,loss means cooling loss averaged during the 480 s long adsorption time (Eq. (2)), the
second item on the right side means cooling loss averaged
during the cycle time (480 s long desorption/adsorption
time, 30 s long heat recovery time and 20 s long mass
recovery-like time).
COPmod Z
Qref;mod
Qheating;exp:
(4)
From the results in Tables 6 and 7, conclusion can be
made that the performance of the first prototype with heat
recovery and mass recovery-like process is inferior to that of
the conventional chiller with heat recovery process. The
performance of the novel system can be greatly improved
when the problem of cooling loss is solved. The modified
results demonstrate that the novel system has higher COP
values than the conventional system if there is no cooling
loss. In fact, this problem has been successfully solved by
the second-generation chiller. In order to prove this, Table 8
gives the test results of the second-generation prototype with
similar working conditions. These results prove the
conclusion that the novel system can improve the COP
comparing with conventional systems. But the experiment
results in Table 8 are slightly lower than the modified results
in Table 7, as the modified method in Eq. (2) is not very
precise. In fact, the refrigerant evaporated in condenser has a
higher evaporation temperature than that in the evaporator
as the cooling water supplying to the condenser is of
Table 7
Experimental results of the novel water chiller (the first generation prototype)
Cooling water inlet temperature
32 8C
Hot water in
Chilled water
in
COPexp.
COPmod
COPexp.
30 8C
COPmod
COPexp.
25 8C
COPmod
85 8C
14 8C
0.188
0.364
0.212
0.374
0.365
0.498
Y.L. Liu et al. / International Journal of Refrigeration 28 (2005) 218–230
229
Table 8
Experimental results of the novel water chiller (the second generation prototype)
Cooling water inlet temperature
32 8C
30 8C
Hot water in
Chilled water in
COPexp.
COPexp
COPexp.
85 8C
14 8C
0.313
0.361
0.490
ambient temperature. So the value of Qcooling,loss evaluated
in this way is a little higher.
The same conventional system with mass recovery
process (using one refrigerant valve connecting the two
adsorbers to equal the pressure, that is, the conventional
mass recovery process) is also studied by Akahira et al. [15].
The simulation results demonstrate that when hot water inlet
temperature, cooling water inlet temperature and chilled
water inlet temperature are 85, 30 and 14 8C, respectively,
the computed COP value is 0.4. Comparing the results with
the same working conditions in Tables 7 and 8, this
simulated result is higher than that of the novel system.
25 8C
(5) Comparison results of the two kinds of system
demonstrate that the novel system has a higher
performance than the conventional ones with heat
recovery process.
Acknowledgements
This work was supported by the National Science Fund
for Distinguished Young Scholars of China under the
contract No. 50225621.
6. Conclusions
References
Experiments are carried out on a continuous adsorption
chiller with novel design, in which adsorber, evaporator and
condenser are enclosed in one shell to form one unit, two
such units form one adsorption chiller. The most promising
thing is that no vacuum valves are needed. The results
demonstrate that this new prototype is very suitable to use
low temperature heat source ranging 70–85 8C. Through
analysis of the experimental data, conclusions can be drawn
as follows:
[1] R.Z. Wang, J.Y. Wu, Y.J. Dai, Adsorption refrigeration, China
Machine Press, Beijing, 2002.
[2] A. Sakoda, M. Suzuki, Fundamental study on solar powered
adsorption cooling system, J Chem Eng Jpn 17 (1) (1984) 52–57.
[3] S.H. Cho, J.N. Kim, Modeling of a silica gel/water adsorption
cooling systems, Energy 17 (9) (1992) 829–839.
[4] B.B. Saha, E.C. Boelman, T. Kashiwagi, Computer simulation
of a silica gel–water adsorption refrigeration cycle—the
influence of operating conditions on cooling output and
COP, ASHRAE Trans Res 101 (2) (1995) 348–357.
[5] E.C. Boelman, B.B. Saha, T. Kashiwagi, Experimental
investigation of a silica gel–water adsorption refrigeration
cycle—the influence of operating conditions on cooling output
and COP, ASHRAE Trans Res 101 (2) (1995) 358–366.
[6] E.C. Boelman, B.B. Saha, T. Kashiwagi, Parametric study of a
silica gel–water adsorption refrigeration cycle—the influence
of thermal capacitance and heat exchanger UA-values on
cooling capacity, power density and COP, ASHRAE Trans
103 (1) (1997) 139–148.
[7] Y. Yonezawa, T. Ohnishi, S. Okumura, A. Sakai, H. Nakano, M.
Matsushita, A. Morikawa, M. Yoshihara. Method of operating
adsorption refrigerator. US patent no. 5024064; 1991.
[8] Y. Yonezawa, M. Matsushita, K. Oku, H. Nakano, S.
Okumura, M. Yoshihara, A. Sakai, A. Morikawa. Adsorption
refrigeration system. US patent no. 4881376; 1989.
[9] B.B. Saha, T. Kashiwagi, Experimental investigation of an
advanced adsorption refrigerating cycle, ASHRAE Trans Res
1997; 51–58.
[10] B.B. Saha, A. Akisawa, T. Kashiwagi, Solar/waste heat driven
two-stage adsorption chiller: the prototype, Renewable Energy
23 (2001) 93–101.
[11] B.B. Saha, S. Koyama, T. Kashiwagi, A. Akisawab, K.C. Ngc,
H.T. Chua, Waste heat driven dual-mode, multi-stage, multibed regenerative adsorption system, Int J Refrig 26 (2003)
749–757.
(1) The heat transfer capability has been greatly enhanced
by using plate-fin heat exchangers as adsorber,
condenser and evaporator.
(2) A mass recovery-like process has been suggested to
improve the performance and the little chilled water
tank mainly used for mass recovery-like process, has
some ability to store cooling during adsorption process,
so the system could continuously supply cooling during
the heat recovery and mass recovery-like process.
(3) The chiller (26.4 kg silica-gel in each adsorber) can
supply cooling capacity ranging 2–7.3 kW and COP
ranging 0.2–0.42 according to different evaporating
temperatures.
(4) The test results of the second prototype demonstrated
that the performance has been highly improved. The
second chiller with heat source temperature being
80.6 8C has the same performance as the first chiller
with heat source temperature being 85 8C. With the
similar working conditions in Tables 7 and 8, the COP
has been highly improved, which demonstrated that the
problem existing in the first prototype has been
successfully solved.
230
Y.L. Liu et al. / International Journal of Refrigeration 28 (2005) 218–230
[12] H. Yanagi. Development of adsorption refrigerator using a
direct contact condensation and evaporation on sprayed water.
In: Proceedings of the International Sorption Heat Pump
Conference; 1999, Germany, pp. 671–676.
[13] R.E. Critoph, Simulation of a continuous multiple-bed
regenerative adsorption cycle, Int J Refrig 24 (2001) 428–437.
[14] R.Z. Wang, Performance improvement of adsorption heat
pump by heat and mass recovery operations, Int J Refrig 24 (7)
(2001) 602–611.
[15] A. Akahira, K.C.A. Alam, Y. Hamamoto, A. Akisawa,
T. Kashiwagi, Mass recovery adsorption refrigeration cycleimproving cooling capacity, Int J Refrig 27 (3) (2004) 225–234.