Generalized curvature tailoring of bistable CFRP
advertisement

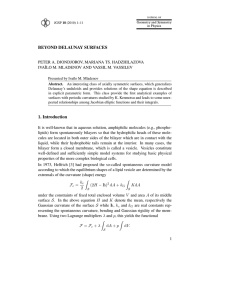
Composites Science and Technology 103 (2014) 127–133 Contents lists available at ScienceDirect Composites Science and Technology journal homepage: www.elsevier.com/locate/compscitech Generalized curvature tailoring of bistable CFRP laminates by curing on a cylindrical tool-plate with misalignment Junghyun Ryu a, Jong-Gu Lee a, Seung-Won Kim b, Je-Sung Koh b, Kyu-Jin Cho b, Maenghyo Cho a,⇑ a Smart Structures & Design Laboratory, School of Mechanical and Aerospace Engineering/IAMD, Seoul National University, Gwanak 599 Gwanak-ro, Gwanak-gu, Seoul 151-742, Republic of Korea b Biorobotics Laboratory, School of Mechanical and Aerospace Engineering/IAMD, Seoul National University, Gwanak 599 Gwanak-ro, Gwanak-gu, Seoul 151-742, Republic of Korea a r t i c l e i n f o Article history: Received 28 February 2014 Received in revised form 18 August 2014 Accepted 24 August 2014 Available online 29 August 2014 Keywords: A. Carbon fibers B. Non-linear behavior C. Laminate theory C. Residual stress a b s t r a c t Inducing an initial curvature is advantageous for tailoring the curvature of bistable Carbon Fiber Reinforced Prepreg (CFRP) laminate because the final curvature of the laminate can be tailored without changing its mechanical properties, i.e., bending rigidity, thickness, and weight. However, curvature tailoring with initial curvature has been limited to tailoring the curvature of only one state of the two equilibrium states. In this study, we propose a curvature tailoring scheme which can tailor the curvatures of both equilibrium states by misaligning the laminate and the cylindrical tool-plate for curing. This method was verified by analysis with the Rayleigh–Ritz method and experiments. In addition, explicit equations to determine the misalignment angle and tool-plate curvature are derived for curvature tailoring of the bistable CFRP cross-ply laminates. These equations provide a simple engineering guideline for designers of bistable CFRP cross-ply laminate. The proposed curvature tailoring method gives the designer the ability to select the curvature of both equilibrium states without changing its mechanical properties, and increasing the functionality of bistable CFRP laminates. Ó 2014 Published by Elsevier Ltd. 1. Introduction Unsymmetric lay-up sequence causes the curvature of laminate after curing due to the difference of the thermal expansion coefficient between layers. If the side length of the laminate is short, it deforms to the saddle shape, which is predicted by the classical lamination theory. If the side length of the laminate exceeds certain threshold value, however, it shows bistable phenomenon. There are two stable modes after curing the bistable CFRP laminates. Two different cylindrical shapes can be obtained by inducing external force to generate snap-through action from one equilibrium state to the other [1–3]. Rayleigh–Ritz method with von Karman nonlinearity is proposed to handle this phenomenon. Originally, Hyer [1,3] proposed the model for cross-ply laminate which is based on the polynomial displacement field and von-Karman non-linearity. This analytical modeling technique proposed by Hyer has been extended to various bistable panel problems, such as approximation of bifurcation temperature/side length [4–6], deformation behavior of angle-ply laminate [6,7], slippage effect between laminate and tool plate ⇑ Corresponding author. http://dx.doi.org/10.1016/j.compscitech.2014.08.024 0266-3538/Ó 2014 Published by Elsevier Ltd. [8,9], identification of snap-though force [10,11], and initial curvature effect [12–14]. Bistable structure is an attractive design component for morphing structures which requires a compact, lightweight, and energy efficient shape-changing mechanism. Bistable structures do not require an energy supply to maintain their deformed shapes in their stable states. Moreover, shape transition from one stable state to another propagates automatically by residual stress if the deformation reaches a certain threshold point. Slap bracelets, selfretracting tape measures, and the Venus-flytrap robot in [15] are examples of the application of bistable structures. The main objective of this study is the general curvature tailoring of bistable CFRP laminate using a cylindrical tool-plate. The curvature of a bistable CFRP laminate is a key feature as a design component of a morphing structure because it is closely related with efficiency and functionality of the application. The lay-up sequence is the crucial factor determining the curvature because the curvature is a function of the thermal strain difference along the thickness of the laminate. However, the lay-up sequence is closely related with the mechanical properties of laminate such as bending rigidity, thickness, and weight. Curvature tailoring schemes, which minimize the influence on these properties, is an essential research topic because these properties are important design requirements of various applications. 128 J. Ryu et al. / Composites Science and Technology 103 (2014) 127–133 Inducing initial curvature in bistable CFRP laminates by curing on a curved tool-plate satisfies the requirement for a curvature tailoring scheme described above because it allows tailoring of the curvature without changing the lay-up sequence of the laminate. The effect of initial curvature on bistable structures has been discussed by Ren et al. [12], Pirrera et al. [13], and Ryu et al. [14]. Ryu et al. [14] shows that the final curvature of a bistable CFRP cross-ply laminate can be easily predicted because the final curvature of the laminate with initial curvature can be expressed as the sum of the tool-plate curvature and final curvature of the laminate without initial curvature. However, initial curvature was limited to tailoring the curvature of only one state of the two equilibrium states [12–14]. Therefore, the curvature of the other state mode cannot be tailored in the bistable CFRP cross-ply laminates as shown in Fig. 1. Inducing the initial curvature using saddle-shaped or spherical tool-plates appears to be a plausible generalization of the previous study, because both of the normal curvatures in these cases are non-zero without twisting curvature. However, putting the laminate on such tool-plates is impossible. It requires large values of extension and compression because such tool-plates are non-developable surfaces, whereas the prepreg is the developable surface. As a result, saddle or sphere shape tool-plates for curvature tailoring are impractical solutions. A misalignment angle between the laminate and tool-plate is proposed as a general curvature tailoring scheme. Putting the laminate on a cylindrical tool-plate does not induce large values of extension and compression because the cylindrical tool-plate and flat prepreg are developable surface while the non-zero initial normal curvatures are imposed to the laminate by the misalignment angle. Detail formulation of this generalization is described in the following paragraphs. In this paper, a curvature tailoring scheme using a misalignment angle between the tool-plate and laminate, illustrated in Fig. 2, is proposed to overcome the limitation described above. The curvature of both stable states can be tailored while minimizing the effects on other processing and design properties of the bistable CFRP laminate, such as bending rigidity, thickness and density of the lamina. Detailed formulation of the generalized initial curvature effect is presented in Section 2. The analysis by the proposed model and its verification with experiments is presented in Section 3. The simulations are focused on the cross-ply laminate in which we derive simple equation to predict final curvatures of Fig. 2. Method of laying bistable CFRP laminate on a cylindrical tool-plate. (a) Fiber direction coincides with the principal curvature direction of the tool-plate. (b) Fiber direction is misaligned with the principal curvature direction of the tool-plate. the bistable CFRP structure because initial bending curvature can be decoupled from twisting curvature. 2. Analytical model development To describe the effect of initial curvature with misalignment, the Green-Lagrangian strain field proposed in a previous study [14] must be generalized. The key feature required to describe the initial curvature effect in the previous study is the rearrangement of Green-Lagrangian strain field, which is described in Eq. (1); a flat reference state is introduced to define the final strain field and define the initial strain, i.e. a kind of inelastic strain. This concept is illustrated in Fig. 3. Eij ¼ 1 1 1 ðg Gij Þ ¼ ðg ij dij Þ ðGij dij Þ ¼ Efianl Einitial ij ij 2 ij 2 2 ð1Þ where gij is the metric at final state and Gij is the metric at initial state. A trigonometric displacement field, the basis of the GreenLagrangian strain field for constant curvature assumption, provides more accurate results than a quadratic displacement field. [2] The Green-Lagrangian strain field to describe initial curvature without the misalignment angle between the bistable CFRP cross-ply laminate and tool-plate is described by: 2 Exx 6 4 Eyy 2Exy 82 > < 7 6 5¼ 4 > : 3 nxx þ kxx y2 nyy þ kyy x2 ðjxx jyy þ 2kxx þ 2kyy Þxy 3 3 9 2 > jxx jinitial xx = 7 6 7 5 4 jyy jinitial 5z yy > 0 ; ð2Þ where nxx, nyy, nxy, means constant strains, kxx, kyy, means constants for quadratic normal strain variation, jxx, jyy, means principal Fig. 1. Initial curvature effect with cylindrical tool-plate. J. Ryu et al. / Composites Science and Technology 103 (2014) 127–133 129 Fig. 3. Reference state definitions to describe initial and final strain field. curvature values after curing, and jinitial , jinitial means initial curvaxx yy ture values. The Green-Lagrangian strain field in Eq. (2) does not contain constant shear strain and twisting curvature because it is applied to bistable CFRP cross-ply laminate and the non-zero curvature direction of the tool-plate is aligned with the fiber direction. However, as shown in Eq. (3), the misalignment angle u has an additive effect the both normal curvatures that have non-zero values, although the tool-plate has only one non-zero principal curvature value. A graphical illustration of the coordinate system is shown in Fig. 4. It should be noted that the reference of the coordinate system is the fiber direction of the laminate; a fiber angle of 0° means that the fiber direction is aligned to the x-direction and a fiber angle of 90° means that the fiber direction is aligned to y-direction. Positive curvature indicates convex shape. As a result, the non-zero tool plate curvature, j, in Fig. 4(a) has a negative value. Initial curvature tensor with misalignment angle u is described by: " initial j j sin2 u j sin u cos u ¼ j sin u cos u j cos2 u # ð3Þ where misalignment angle between principal curvature directions of tool plate and material axis of the laminate, u, is illustrated in Fig. 4(b). Constant shear strain and twisting curvature should be considered in the strain field because the initial twisting curvature can affect not only the final twisting curvature but also shear strain. However, it should be noted that the constant curvature assumption is still valid because the tool plate curvature, j, is constant in the overall domain of the laminate. As a result, the final shape of the bistable CFRP laminate is cylindrical because this is the only surface that can satisfy the requirement for a constant curvature surface and developable surface. In this sense, using a strain field for an unsymmetric angle-ply laminate [7] is an efficient scheme to accomplish this generalization because it can describe the degrees of freedoms – constant shear strain and twisting curvature – with a minimum of unknowns. Combining this scheme with the initial curvature formulation, Eq. (1), describes the general deformation behavior of a bistable CFRP laminate with sufficiently long side length. The generalized Green-Lagrangian strain field is described by: 2 3 2 2 3 nxx m n2 mn 6 7 6 7 6 7 m2 mn 5 4 Eyy 5 ¼ 4 nyy 5 þ 4 n2 nxy 2Exy 2mn 2mn m2 n2 02 3 2 3 1 2 initial 3 jxx j1 kxx y02 B6 7 6 7 C 6 jinitial 7 @4 kyy x02 5 4 j2 5zA þ 4 yy 5z 0 ðj1 j2 þ 2kxx þ 2kyy Þx0 y0 2jinitial xy Exx 3 2 ð4Þ where nxx, nyy, nxy, means constant strains kxx, kyy, constants for quadratic normal strain variation, j1, j2, principal curvature values, and h means angle difference between principal curvature direction and material coordinate. In addition, m = cos h, n = sin h, x0 = mx + ny, and y0 = nx + my. Calculation of the unknown variables in Eq. (4), nxx, nyy, nxy, kxx, kyy, j1, j2, and h is the same as in previous study [2]. Minimizing Fig. 4. Initial curvature change by misalignment. (a) Fiber direction coincides with the principal curvature direction of the tool-plate. (b) Fiber direction is misaligned with the principal curvature direction of the tool-plate. 130 J. Ryu et al. / Composites Science and Technology 103 (2014) 127–133 the strain energy function using the Newton–Raphson iteration procedure, the equilibrium states can be determined by obtaining the unknown variables in Eq. (4). The Strain energy function with proposed strain field and thermal strain is described by: U¼ 1 2 Z C ijkl ðEij aij DTÞðEkl akl DTÞdV 2 B11 0 0 0 6B 6 11 6 6 0 6 6 0 6 6 4 0 D11 0 0 0 0 A22 B22 0 0 B22 D22 0 0 0 0 A66 6 0 7 76 jxx 76 0 76 nyy 76 6 0 7 76 jyy 76 B66 54 nxy 0 0 0 B66 D66 0 V ¼ U normal þ U shear þ U coupling ð5Þ where Unormal: (i = j & k = l), Ushear: (i – j & k – l), Ucoupling: other indices, detail expressions of Unormal, Ushear, and Ucoupling is described in Appendix A. The proposed strain field which is described in Eq. (4) can handle the initial curvature effect with misaligned fiber angle configuration for angle-ply as well as cross-ply laminate. The final curvature prediction from the strain field given in Eq. (4) cannot be made in simple explicit manner because final curvature direction can be changed when lay-up sequence changes or initial curvature in Eq. (3) changes. In the case of cross-ply laminates, however, explicit prediction of final curvature can be made even including the effect of initial curvature with misalignment angle. Final curvature direction of unsymmetric cross-ply laminate should be aligned with fiber directions because the difference of the thermal expansion coefficients between layers is maximized along that directions and they are orthogonal to each other. As a result, strain field in Eq. (4) can be reduced to the following compact equation for the cross-ply laminate configuration because m = 1 and n = 0. The reduced Green-Lagrangian strain filed for cross-ply laminate is described by: 3 2 3 2 3 2 3 j1 jinitial nxx Exx kxx y2 xx 6 7 6n 7 6 7 6 initial 7 kyy x2 4 Eyy 5 ¼ 4 yy 5 þ 4 5 4 j2 jyy 5z nxy 2Exy ðj1 j2 þ 2kxx þ 2kyy Þxy 2jinitial xy 0 32 A11 nxx 3 2 N1 3 7 6M 7 7 6 17 7 6 7 7 6 N2 7 7¼6 7 7 6M 7 7 6 27 7 6 7 5 4 N6 5 2jxy ð8Þ M6 Reduced stain field in Eq. (6) can be reduced further as the side length of the laminate goes to infinite because the deformed shape yield to a perfect cylinder, i.e. one of jxx or jyy vanishes. As a result, the number of variable is reduced to five, nxx, nyy, nxy, jxy, and either of jxx or jyy. The simplified strain field for cross-ply laminate with infinite side length yield to: 82 3 2 3 > j1 jinitial xx > > nxx > 6 7 6 jinitial 7 > > 5z for Mode 1 > yy > 4 nyy 5 4 > > < nxy 2jinitial xy E¼ 2 3 2 3 > jinitial nxx > xx > > >6 7 6 initial 7 > > 4 nyy 5 4 j2 jyy 5z for Mode 2 > > > : n initial 2jxy xy ð9Þ If the laminate shows bistability, either one of normal moment balance equation cannot be satisfied because the deformed shape is cylinder. As a result, explicit approximation equation for final curvature and constant strains for each stable states are derived and expressed by: 2 ð6Þ Final curvatures, j1 and j2, can be predicted in explicit manner for the following reasons. First, minimizing strain energy in Eq. (5) for the cross-ply laminates is the sum of minimal normal strain energy and minimal shear strain energy, i.e. coupling strain energy, Ucoupling, is zero. Second, the principal curvature values, j1 and j2, become independent of the shear strain. It is because second terms of in-plane shear strain in Eq. (6) yields to zero as the side length of the laminate increases [5,6]. Therefore, principal curvature values of the bistable laminate, j1 and j2, can be determined by minimizing the normal strain energy only. It should be noted that normal strain field in Eq. (6) is same as that of Eq. (2). In this sense, explicit approximation scheme in previous study [14] is still valid. The detailed derivation is given below. First, force/moment balance equations for classical lamination theory are given by: 2 A11 6B 6 11 6 6 A12 6 6B 6 12 6 4 0 0 B11 D11 A12 B12 B12 D12 0 0 B12 A22 B22 0 D12 B22 D12 0 0 0 0 A66 0 0 0 B66 32 3 2 3 nxx 0 N1 7 7 6 6 0 76 jxx 7 6 M 1 7 7 76 7 6 7 0 76 nyy 7 6 N2 7 76 7¼6 7 7 6 7 6 0 7 76 jyy 7 6 M 2 7 76 7 6 7 5 5 4 4 nxy B66 N6 5 2jxy D66 M6 ð7Þ where the stiffness expression, Aij, Bij, Dij, and force and moment resultant Ni, Mi, are described in Appendix B. In the case of cross-ply CFRP laminate, Eq. (7) can be approximated to Eq. (8) by neglecting the normal strain coupling terms because fiber stiffness, E1, is much higher than matrix stiffness, E2. The simplified force/moment balance equations for cross-ply laminate are given by: 2 A11 B11 0 0 0 32 nxx 3 2 0 3 2 N1 3 N1 3 76 7 6 7 6 6 initial 7 6 B11 D11 0 0 0 76 j1 jxx 7 6 0 7 6 M1 7 76 7 7 6 7 6 6 initial 6 7 7 7 6 0 0 A22 0 0 76 6 nyy 76 7 þ jyy 6 B22 7 ¼ 6 N 2 7 6 76 7 7 7 6 6 6 nxy 5 4 0 0 0 A66 B66 54 4 0 5 4 N6 5 initial 2jxy 0 0 0 0 B66 D66 M6 for Mode 1ðj2 ¼ 0Þ 2 A11 0 0 0 6 6 0 A22 B22 0 6 6 0 B22 D22 0 6 6 4 0 0 0 A66 0 0 0 B66 0 32 nxx nyy 3 2 76 7 6 76 7 6 76 7 6 initial initial 76 j2 jyy 7 þ j 6 xx 76 7 6 76 7 6 nxy B66 54 5 4 2jinitial D66 xy 0 0 B11 3 2 7 6 7 7 6 N2 7 7 6 7 7 ¼ 6 M2 7 7 6 7 7 6 7 0 5 4 N6 5 0 M6 0 0 for Mode 2ðj1 ¼ 0Þ ð10Þ Based on this, we can generalize the conclusion of the previous study on the effect of initial curvature to the following statement: final non-zero normal curvature of a bistable CFRP cross-ply laminate cured on a curved tool-plate is the sum of the tool-plate normal curvature and final non-zero normal curvature of the laminate cured on a flat tool-plate. As a result, initial curvature effect to the final curvature with misalignment angle can be summarized to: j1 ¼ jflat þ jtool cos2 u j2 ¼ 0 Mode 2 : j1 ¼ 0 j2 ¼ jflat þ jtool sin2 u Mode 1 : ð11Þ As a result, a manufacturer of bistable CFRP laminate can easily tailor the final curvature of a bistable CFRP cross-ply laminate if he or she knows the final non-zero normal curvature of the laminate when cured on a flat tool-plate, jflat. J. Ryu et al. / Composites Science and Technology 103 (2014) 127–133 131 3. Numerical simulations and verification 3.1. Numerical simulations In order to verify the proposed strain field described in the previous section, numerical simulations for CFRP cross-ply laminate with initial curvature are performed. CFRP from HANKUK CARBON CO. LTD. was used for bitable CFRP cross-ply laminate; the material properties are listed in Table 1. Final curvature of a bistable CFRP cross-ply laminate with and without misalignment angle as a function of side length change is illustrated in Fig. 5(a) and (b). The final curvatures of both stable states are changed when an initial curvature with misalignment angle is induced while only one final curvature of stable state is changed when misalignment angle is zero. Fig. 6 shows the final curvature changes in bistable CFRP crossply laminates when the side lengths of the laminates were fixed to 150 mm 150 mm and the radius of curvature of the tool-plate is 200 mm. It shows that Eq. (11) is valid, i.e. the final curvature change is proportional to the tool plate non-zero curvature when the misalignment angle is fixed. 3.2. Experiments To validate the Eq. (6), principal curvature direction is aligned with fiber direction although initial twisting curvature is applied, with experiment, bistable CFRP cross-ply laminates are cured with Table 1 Material properties of CFRP. Quantity Axial tensile modulus Transverse tensile modulus Shear modulus Major Poisson’s ratio Mass per unit length Density Carbon fiber weight Resin weight Scrim weight Thickness Thermal expansion coefficient parallel to fiber direction Thermal expansion coefficient perpendicular to fiber direction Temperature change Unit Value E1 E2 G12 GPa GPa GPa a1 g/cm3 g/mm2 g/mm2 g/mm2 g/mm2 mm °C1 160 12 8 0.3 800 1.8 54 38 34 0.085 0.19 106 a2 °C1 0.32 104 DT °C 145 Fig. 6. Predicted final curvature of a bistable CFRP cross-ply laminate as a function of misaligned angle (Rinitial = 150 mm). two different misalignment angles, 0° and 45°. The shape of the composites before curing was perfectly square with a length of 150 mm. Two square CFRP plies were perfectly aligned [0°/90°] and cured at 170C with a curing time of two hours and bagging pressure of 1 atm. Fig. 7 shows that twisting curvature and inplane shear strain are negligibly small and the equilibrium shape is very close to cylindrical even with the misalignment angle. To validate Eq. (11), the change of the final curvatures of two stable states as a function of misalignment angle was measured experimentally. The radius of curvature of the tool-plate was fixed at 300 mm. Three different misalignment angles, 15°, 30°, and 45° were tested for the lay-up sequences [0°/90°] and [90°/0°], and three specimens were cured for each misalignment angle. The final curvatures of the specimens as a function of misalignment angle and their scattering are given in Fig. 8. Tool plate curvature is measured based on the assumption that the final curvature of the laminate is almost constant. Curvature equation as a function of chord length and height of the laminate is given by: j¼ 8d 2 C 2 þ 4d ð12Þ Fig. 5. Final curvature of a bistable CFRP cross-ply laminate as a function of side length change. (a) The fiber direction coincides with the principal curvature direction of toolplate. (b) The fiber direction is misaligned with the principal curvature direction of the tool-plate (45°). 132 J. Ryu et al. / Composites Science and Technology 103 (2014) 127–133 Fig. 7. Deformation behavior of bistable composite with and without misalignment angle (Rinitial = 200 mm, u = 45°). Fig. 8. Final curvature (Rinitial = 300 mm). changes as a function of misalignment angle where C is the length of chord and d is the height of laminate after curing. The model predictions agree well with the experimental measurements. It should be noted the [90°/0°] lay-up sequence with misalignment angles 15°, 30° and 45° is equivalent to the [0°/90°] lay-up sequence with misalignment angles 75°, 60° and 45°, respectively. 3.3. Design guideline For the designer, schematic diagram of the procedure to determine the misalignment angle and initial tool plate curvature in order to meet the required final laminate curvatures j1 and j2 is presented in Fig. 9. The key equations in Fig. 9 are given in Eq. (13) which is the rearrangement of Eq. (11). These equations are useful for designing the final curvatures of a bistable CFRP crossply laminates using misalignment angles. Misalignment angle as a function of final curvatures j1, j2 and misalignment angle u is given by: rffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi j2 þ jflat j1 jflat j1 jflat j2 þ jflat ¼ ¼ 2 cos2 u sin u final curvature of the bistable CFRP cross-ply laminate without initial curvature, jflat, is 18 (1/m); The final curvature of the bistable CFRP cross-ply laminate without initial curvature can be obtained by either simulation or the experiment. In this case, we can calculate the misalignment angle and tool plate curvature in an explicit manner by following the procedure shown in Fig. 9. First, the misalignment angle is 35.2644°, from the first row of the Eq. (13). Next, the amount the tool-plate curvature is 9 (1/m) based on the second row of Eq. (13). Thus, we can satisfy the design requirements for the final curvatures of a bistable CFRP laminate with a cylindrical tool-plate alone. 4. Conclusion u ¼ tan1 jtool Fig. 9. Schematic diagram of the procedure to determine the misalignment angle and initial tool plate curvature in order to meet the required final laminate curvatures j1 and j2. ð13Þ Based on Eq. (13) and Fig. 9, the tool curvature and initial angle between the fiber direction of the laminate and x-axis are predicted for the desired final curvature of a bistable CFRP cross-ply laminate. These can be calculated systematically. For example, suppose that the design requirements for the final curvatures of a bistable CFRP cross-ply laminate are 24 (1/m) in the x-direction, j1, and 15 (1/m) in the y-direction, j2, and the magnitude of the To control the final curvatures of both stable states of a bistable CFRP laminate with a cylindrical tool-plate, the effect of misalignment between fiber direction and principal curvature directions of the tool-plate has been studied. Through experiment and a developed analytical model, we verified that the final curvature of a bistable CFRP cross-ply laminate is the sum of the normal curvature of the tool-plate and final curvature of the laminates without initial curvature. We expect that the results of this study will provide convenient guideline for designers seeking to tailor smart structures with bistable CFRP laminates. 133 J. Ryu et al. / Composites Science and Technology 103 (2014) 127–133 2 Acknowledgements This work was supported by the National Research Foundation of Korea (NRF) Grant funded by the Korea Government (MSIP) (No. 2012R1A3A2048841 and 2012-041247). B22 B31 B32 D11 D12 6 4 D21 D22 D31 D32 unormal ¼ C xxxx ðExx axx DTÞðExx axx DTÞ þ 2C xxyy ðExx axx DTÞ U normal ðEyy ayy DTÞ þ C yyyy ðEyy ayy DTÞðEyy ayy DTÞ R ¼ 12 V unormal dV 2 ðA-1Þ where Eij is Green-Lagrangian strain tensor component, aij is thermal expansion coefficient component, DT is the temperature change during curing process, and unormal, ushear, ucoupling are strain energy density functions. Appendix B. Detail expression of stiffness expression and force/ moment resultant 6 4 T 21 T 31 T 22 T 32 T 13 3 2 2 cos2 h sin h 2 cos h sin h 3 7 6 7 T 23 5 ¼ 4 sin2 h cos2 h 2 cos h sin h 5 2 2 T 33 cos h sin h cos h sin h cos h sin h ðB-1Þ where h is angle between fiber direction and x-axis. 2 ðiÞ Q 6 11 6 Q ðiÞ 4 12 0 ðiÞ Q 12 ðiÞ Q 22 0 2 3 2 E1 T 11 T 12 T 13 1m12 m21 7 6 76 6 m12 E2 ¼ T T T 4 5 0 7 21 22 23 5 4 1m12 m21 ðiÞ T 31 T 32 T 33 Q 66 0 2 3 T 11 T 21 T 31 6 7 4 T 12 T 22 T 32 5 0 3 T 13 T 23 m12 E2 1m12 m21 E2 1m12 m21 0 0 3 7 0 7 5 G12 T 33 ðB-2Þ 2 A11 6 4 A21 A31 A12 A22 A32 3 2 ðiÞ Q 11 n 7 X6 ðiÞ 6 A23 5 ¼ 4 Q 12 i¼1 A33 0 A13 ðiÞ Q 12 ðiÞ Q 22 0 0 6 7 4 N2 5 ¼ 2 ðA-3Þ T 12 3 3 7 ztop i 0 7 5zjzbtm i ðiÞ Q 66 ðB-3Þ M1 3 D13 n 6 X 3 ðiÞ ðiÞ Q 11 2 3 Q 12 i¼1 ðiÞ Q 22 ðiÞ Q 66 0 ðiÞ ðiÞ Q 11 Q 12 6 ðiÞ 6 Q 12 4 Q 22 n 6 X 0 ðiÞ Q 12 ðiÞ 0 0 7 ztop 7 2 0 7z zibtm 5 i ðiÞ Q 66 0 ðiÞ Q 12 0 0 ðB-4Þ 3 7 ztop 7 3 0 7z zibtm 5 i ðiÞ Q 66 ðiÞ Q 22 ðiÞ xy 3 0 ðiÞ Q 22 32 0 aðiÞ 76 xx 76 ðiÞ 0 74 ayy 5 ðiÞ Q 11 6 ðiÞ 6 Q 12 4 i¼1 0 M6 2 n 6 7 1 X6 ðiÞ D23 5 ¼ 6Q 3 i¼1 4 12 D33 0 2 6 7 6 M2 7 ¼ 1 4 5 2 ðiÞ Q 11 n 6 7 1 X6 ðiÞ B23 5 ¼ 6Q 2 i¼1 4 12 B33 0 B13 ðA-2Þ ucoupling ¼ 2C xxxy ðExx axx DTÞðExy axy DTÞ þ 2C yyxy ðEyy ayy DTÞðExy axy DTÞ R U coupling ¼ 12 V ucoupling dV T 11 N1 N6 ushear ¼ 4C xyxy ðExy axy DTÞðExy axy DTÞ R U shear ¼ 12 V ushear dV 2 B12 6 4 B21 2 Appendix A. Detail expression of strain energy B11 2 ðB-5Þ 3 7 ztop 7zj ibtm 5 z ðB-6Þ i 2a 32 ðiÞ axx 3 76 7 76 ðiÞ 7 2 ztop 0 76 ayy 7z zibtm 54 5 i ðiÞ ðiÞ 2axy Q 66 ðB-7Þ References [1] Hyer MW. Calculations of the room-temperature shapes of unsymmetric laminates. J Compos Mater 1981;15(Jul):296–310. [2] Hyer MW. Some observations on the cured shape of thin unsymmetric laminates. J Compos Mater 1981;15(2):175–94. [3] Hyer MW. The room-temperature shapes of four-layer unsymmetric cross-ply laminates. J Compos Mater 1982;16(4):318. [4] Hamamoto A, Hyer MW. Non-linear temperature-curvature relationships for unsymmetric graphite–epoxy laminates. Int J Solids Struct 1987;23(7):919–35. [5] Jun WJ, Hong CS. Effect of residual shear strain on the cured shape of unsymmetric cross-ply thin laminates. Compos Sci Technol 1990;38(1):55–67. [6] Dano ML, Hyer MW. Thermally-induced deformation behavior of unsymmetric laminates. Int J Solids Struct 1998;35(17):2101–20. [7] Jun WJ, Hong CS. Cured shape of unsymmetric laminates with arbitrary lay-up angles. J Reinf Plast Compos 1992;11(12):1352–66. [8] Cho M, Kim MH, Choi HS, Chung CH, Ahn KJ, Eom YS. A study on the roomtemperature curvature shapes of unsymmetric laminates including slippage effects. J Compos Mater 1998;32(5):460–82. [9] Cho M, Roh HY. Non-linear analysis of the curved shapes of unsymmetric laminates accounting for slippage effects. Compos Sci Technol 2003;63(15):2265–75. [10] Dano ML, Hyer MW. The response of unsymmetric laminates to simple applied forces. Mech Compos Mater Struct Int J 1996;3(1):65–80. [11] Dano ML, Hyer MW. Snap-through of unsymmetric fiber-reinforced composite laminates. Int J Solids Struct 2002;39(1):175–98. [12] Ren L, Parvizi-Majidi A, Li Z. Cured shape of cross-ply composite thin shells. J Compos Mater 2003;37(20):1801. [13] Pirrera A, Avitabile D, Weaver PM. On the thermally induced bistability of composite cylindrical shells for morphing structures. Int J Solids Struct 2012;49(5):685–700. [14] Ryu J, Kong J-P, Kim S-W, Koh J-S, Cho K-J, Cho M. Curvature tailoring of unsymmetric laminates with an initial curvature. J Compos Mater 2012. [15] Kim S-W, Koh J-s, Lee J-G, Ryu J, Cho M, Cho K-J. Flytrap-inspired robot using structurally integrated actuation based on bistability and developable surface. Bioinspiration Biomimetics 2014.