Paumanok Publications, Inc.
Electronic Industries Alliance
November/December 2001
An affiliate publication of the
A sector of the Electronic Industries Alliance
The Only Magazine Dedicated Exclusively To The Worldwide Passive Electronic Components Industry
Dielectrics in Motion:
Buying Capacitors in Changing
Technical Environments
Sons of Gwalia
Clarifies the Tantalum Supply-and-Demand Issue
The Value of Distribution
LRF Thick Film Current
Sense Chip Resistors
The LRF Series 2512
Higher pow er, wider terminat ions ,
smaller package
(2W), 2010 (1W) and
1206 (1/2W) surface
mount chips are rated
at 70°C with values
from 0.003Ω to
0.025Ω, in tolerances to 1% and 5%, and TCRs
of ±100ppm/°C or less. Their ceramic-based
construction makes them considerably more
ugged and stable than metal strip resistors in
high-volume current-sensing and feedback
cuits for disk drives, power supplies,
automotive systems and instrumentation
applications.
RC Advanced Film Division
For more information,
visit www.irctt.com
LRK 2512 Four-Terminal
“Kelvin” Current Sense
Chip Resistors
The LRK chips
LRF3W Series Current Sense Resistors
achieve the ultra-low
resistance values
required for precision
current-sensing circuits
through a unique fourminal design. Used for cur rent-sensing
cuits in portable electronic devices such as
The industry’ s
smallest 3-watt
current sense
chip resistor
aptop computers, the LRK2512 features values
om 0.003Ω to 0.100Ω, with tolerances to 1%
d 5% and TCRs of ±100ppm/°C or less. The
RK Series resistors are rated for 2W @ 70°C.
IRC Advanced Film Division
For more information
visit www.irctt.com
SC-3:Wide Value Range
3W Surface Mount Chip
Resistors
The SC-3 chip resistor
offers a unique space-
High po wer
dissipation –
3 Watts @ 70°C
Large solder
terminations
accommodate
wider PCB traces
used for higher
current
saving alternative to
bulky wirewound
devices. Ideal for
use in a wide variety
Resistance v alues
down to 0.003 Ω
applications, including power supplies,
ogrammable controls and computers, the
SC-3 is rated for 3W at 70°C and terminated
on the long side. Its unique reverse geometry
enables the resistor to carry higher current at
a lower overall temperature. Resistance values
T T electronics’ latest current sense chip resistor offers a spacesaving surface mount alternative to lar ger wirewound and film
devices. The LRF3W Series flip chip is the in dustry’s smallest
footprint resistor to carry a full 3-watt power rating, with a
four-terminal “Kelvin connection” for more accurate curren t
sensing. Its low resistance ran ge (.003-0.1 Ω) and tight TCRs
make it i deal for computers, power supplies and automotive
application s. If your circuits require more power handling in
less space, specify IRC (U SA) or Welwyn Components (Europe).
Low TCRs
(50ppm /°C)
with tolerances
to ±1.0 and ±5.0%
Call 1-361-992-7900 or your local
distributor , or visit www.irctt.com
IRC Advanced Film Division
Welwyn Components
www.irctt.com
afdsales@irctt.com
361-992-7900
www.welwyn-tt.com
sales@welwyn-tt.com
+44 (0) 1670 822181
A subsidiary of TT electronics plc
A subsidiary of TT electronics plc
e as low as 1Ω – 350Ω with tolerances
down to ±1% and TCRs to ±100ppm/°C.
IRC Advanced Film Division
For more information,
visit www.irctt.com
Precision
TaNFilm®
Chip
Resistors
General
Purpose
Chip
Resistors
Low Value
Chip
Resistors
Resistor
Temperature
Sensing
Devices
High
Voltage
Thick Film
Resistors
TaNSil®
Siliconbased
Resistors/
Networks
Surface
Mount
Resistor
Networks
Throughhole
Resistor
Networks
Custom
Thick Film
Resistors
TABLE OF CONTENTS
Volume 3, No. 6
NOVEMBER/DECEMBER 2001
The Only Magazine Dedicated Exclusively To The Worldwide Passive Electronic Components Industry
FEATURE
8
Dielectrics in Motion: Buying Capacitors in Changing Technical
Environments
12
Circuit Protection Components:
Challenges
14
Ultracapacitors:
16
Integral Improvements Increase 0201 Resistor
Placement Capacity and Y ields
18
Dry Stacking Opportunities in Multilayer
Inductor Production
22
What Have We Learned?
23
E-mail
24
The Value of Distribution
26
ECA Membership:
28
Sons of Gwalia Clarifies
32
Solid Niobium Capacitors with Equivalent Performance to
Tantalum
33
Aluminum Capacitor Markets are Growing
35
Critical Datacom Applications Require the Use of MLP Capacitors
Technology
Trends and Design
Better Than Ever
Privileges, Rewards, and, Above All, Proven Business
Value
Tantalum Supply-and-Demand Issues
DEPARTMENTS
4
Letter from the Publisher
I am frequently asked how big the worldwide market for passive components is, with respect to dollar value.
6
Letter from ECA
Thanks to the global economy, companies of all sizes are taking advantage of opportunities that didn’t exist 10 years ago.
36
Newsmakers
New product offerings and important developments in the passive component industry.
PASSIVE COMPONENT INDUSTRY
NOVEMBER/DECEMBER 2001
3
LETTER FROM THE PUBLISHER
I
the largest volume of
am fr e que nt ly
products shipped.
asked how big the
The graph further
worldwide mardefines the marketket for passive compop l a c e by e x c l u d i n g
nents is, with respect
printed circuit boards,
to dollar value. That is
wire and cable, wire
a difficult question
and cable connectors,
because it is subject to
circuit breakers, and
precise definitions.
power film capacitors
T r a d i t i o n a l l y, m a n y
(large stationary cans)
companies view only
because they are not
fixed capacitors, fixed
electronic components,
r e s i s t o r s, and SMD/ Dennis M. Zogbi
in the true sense. The
leaded inductors as
comprising the true passive com- addition of those markets would
ponents industry; the attached represent an additional US$33 billion
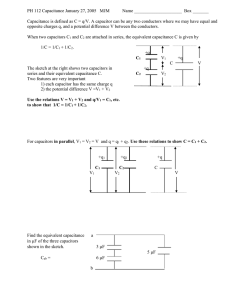
graph indicates that the core pas- in value. However, in order to mainsive components market was val- tain some reasonable parameters, we
ued at US$19.5 billion, world- represent the worldwide passive
wide. In reality, every electronic component market at US$61.9 billion
component
that acts passively within
the greater circuit should
also be considered as a passive device. On
that basis, the
global passive
component
market should
i n cl ude elec tronic connectors, piezo components, relays, switches, Total Passive Components Market: $61.9 billion.
circuit protec- Electronic Connectors (excludes wire and cable connectors).
t i o n c o m p o - Fixed Capacitors: MLCCs, SLCs, tantalum, aluminum, DC film (excludes power film capacitors).
Circuit Protection: Thyristors, SAD diodes, zener diodes, varistors, PTC/NTC thermistors, electronic
nents, variable fuses, gas discharge tubes, & surge networks.
c a p a c i t o r s , Fixed Resistors: Chip resistors, resistor networks & arrays, tin oxide, Nichrome film, wirewound,
variable resis- carbon film, & composition.
tors, and delay Other: Variable capacitors & resistors, delay lines, etc.
lines. These
combined elements value the for 2000. Also, based on prelimiworldwide passive component nary estimates, it is apparent that
market at about US$61.9 billion. the passive component industry
Paumanok further estimates that should lose about 30% of its value
the volume of passive components in 2001 (a loss of about US$19
consumed worldwide in 2000 was billion overall for the industry, as
about 1.9 trillion pieces, with indicated in the graph), which will
MLCCs, chip resistors, and elec- largely wipe out any revenue intronic connectors accounting for creases experienced in 2000.
4
PASSIVE COMPONENT INDUSTRY
NOVEMBER/DECEMBER 2001
P UBLI SH ER
DENNIS M. Z OGBI
D IRECTOR OF ADVE RTI SING
B USINESS M ANAGER
SAM COREY
E DIT OR
PAMELA GABRIEL
M AR KETI NG
HEIDY WEGERSKI
ART D IRECTOR
AMY DEMSKO
ADVISORY BOARD
James M. Wilson
Murata Electronics N.A., Inc.
Glyndwr Smith
Vishay Intertechnology, Inc.
Ian Clelland
ITW Paktron
Pat Wastal
Avnet
Craig Hunter
AVX Corporation
Jeff Kalb
California Micro Devices
Daniel F. Persico Ph.D.
KEMET Corporation
Bob Gourdeau
BC Components
Editorial and A dvertising Office
109 Kilmayne Drive, Suite A
Cary, North Carolina 27511
(919) 468-0384 (919) 468-0386 Fax
www.paumanokgroup.com
The Electronic Components – Assemblies – Materials –
Association (ECA) represents the electronics industry
sector comprised of manufacturers and suppliers of passive and active electronic components, component arrays
and assemblies, and commercial and industrial electronic
component materials and supplies. ECA, a sector of the
Electronic Industries Alliance, provides companies with a
dynamic link into a network of programs and activities
offering business and technical information; market
research,trends and analysis;access to industry and government leaders; standards development; technical and
educational training;and more.
The Electronic Industries Alliance (EIA) is a federation of
associations and sectors operating in the most competitive and innovative industry in existence. Comprised of
over 2,100 members, EIA represents 80% of the $550 bil lion U.S . electronics industry. EIA member and sector
associations represent telecommunications, consumer
electronics, components, government electronics, semiconductor standards , as well as other vital areas of the
U.S. electronics industry. EIA connects the industries
that define the digital age .
ECA members receive a 15% advertising discount for
Passive Component Industry. For membership information, contact ECA at (703) 907-7070 or www.ec-central.org;
contact EIA at (703) 907-7500 or www.eia.org.
LETTER FROM ECA
Turbulent Global Economy Calls for
Just-in- Time and Just-in-Case Strategies
T
hanks to the global economy, companies of all
sizes are taking advantage of opportunities that
didn’t exist 10 years ago. Markets are not only
local and national but also geographic and international.This creates a wealth of opportunity for progressive companies. But, it has implications. September 11
alerted the entire marketplace to the reality that major
tragedies in any one area of the global economy can
have an impact on all other areas.
One area coming under scrutiny since September 11
is just-in-time manufacturing and distribution. Just-intime strategies have become an essential element for
many global participants in the new economy. Whether
it is materials, components, assemblies, or finished
goods, companies believe it is critical to deliver products
quicker and to eliminate excess inventory. Extra time
spent in the supply chain between raw materials and
deliverable products is money wasted. Price and speed
are everything in today’s customer-centric economy.
Strategies for supply chain management are the rage
and every industry is addressing the issues.
Addressing “Just in Case”
Before September 11,“just in time” was a ruling principle in supply chain management. And while it is still
critical to success, over the last few months it has often
taken a backseat to “just in case.” In the immediate
aftermath of September 11, there were major disruptions
in transportation, security, communications, morale,
and other factors affecting productivity. Many major
industries found themselves without the means to deliver
products to waiting customers, leading them to question
their inventory levels and the way they move goods
within their supply chains.
The earthquake in Taiwan last year also created turmoil, but its aftereffects were more contained than those
from the terrorist attacks. If this natural disaster had
occurred in an area containing a higher level of infrastructure that is critical to our industries, the effect would
have been more profound. Disasters, both natural and
man-made, suggest that perhaps we need to go beyond
“just in time” to establish strategies for “just in case.”
EIA and ECA believe this is the case. In January
2002, EIA will sponsor an Executive Leadership Forum
titled ‘‘Electronics/High-Tech Industry Leadership in
Turbulent Times.” The focus of this forum will be to
6
PASSIVECOMPONENT INDUSTRY
assess the impact of volatile markets and political uncertainty that are prevalent in today’s economic environment. Quoting from the preliminary program:
Following the technology slump and the terrorist
attacks of September 11, we need to reaffirm and communicate the lead role of the high-tech industry in a global econom y. Threats to globalization are from those who do not
believe they have a stake in it and those with a protectionism mentality. The global economy presents challenges
and opportunities for all of us. The fundamentals lie in
expanding trade, globalizing supply chains, financial capital flows, open borders, the role of communications
a n d the Internet, privacy/individual rights vs. government
control, mission assurance, and security strategies. We
need to prevent back-peddling on these fundamentals,
which would undermine the growth of our industry and the
world economy.
The policies we develop going forward will play an
important role in sending pro-globalization signals. We need
to use our technologies to encourage connectivity and
growth throughout the world. Economic strength, a t
home and abroad, is the foundation of America’s hard and
soft power. Our industry can and will be the economic engine
for freedom, opportunity and development. Our leadership
in promoting the international economy and trading system
is vital.
Invited speakers for this program represent high
levels of government, industry, and political arenas that
are involved in assessing globalization issues and developing programs to tackle them. Discussions and actions
that arise from this forum will help initiate processes
necessary to implement just-in-case contingencies and
other important global strategies.
The electronic components industry is invited to be
part of this forum. Senior management from the ECA
leadership and colleagues from our alliance partners in
consumer, telecommunications, government, and the
semiconductor industries will be there. For more information, contact ECA at (703) 907-7070 or log on to
ec-central.org or eia.org.
NOVEMBER/DECEMBER 2001
— Bob Willis is president of ECA, the electronic components sector of the Electronic Industries Alliance
(EIA). He can be reached at robertw@eia.org.
FEATURE
Dielectrics in Motion: Buying
Capacitors in Changing T echnical
Environments
Changes in the Picofarad Range
The low end of the capacitor industry contains the
multilayered ceramic chip capacitors and the DC film
capacitors; both are electrostatic in nature and have
combined shipments worldwide exceeding 600 billion
pieces, mostly in the picofarad range. Because of sheer
volume on printed circuit boards, these capacitors have
been targeted for replacement by other technologies.
The MLCC, with its low picofarad value, is the primary target for displacement. It dominates printed circuit boards and accounts for approximately 200 units
per cellular phone and as many as 700 units in a laptop
computer. These end-use segments, among others, have
volumetric efficiency problems caused by the use of so
many MLCCs for bypass, decoupling, and filtering.
One method for
making MLCCs more
efficient has been the
multichip array package, which combines
four MLCCs in an 0805
footprint. Another
technique uses ion implantation machines to
manipulate silicon into
silicon dioxide and silicon nitride capacitors
that are assembled
into preformed packages known as integrated passive devices
(IPDs). These IPDs—
produced by such companies as California
Micro Devices, TT electronics, Vishay Intertechnology, STMicroelectronics, ON Semiconductor, and
Telephus (Korea) — can replace up to 18 MLCCs with
one IPD. Although IPD capacitor technology is limited,
generally to less than 2,000 picofarads (although some
higher capacitance versions do exist), it demonstrates
8
one method where active component technology is
displacing individual discrete technology through the
manipulation of silicon. Currently, this encroachment
into the MLCC market is happening at the extreme low
end of the MLCC capacitance spectrum.
Paumanok Publications, Inc., estimates that in 2000,
IPDs accounted for global revenues of less than US$100
million, which means that their penetration into the
MLCC business has been less than 2% of total available
market value, to date.
Changes in the Microfarad Range
While MLCCs are being crowded by silicon-enabled
capacitors at the low end of the picofarad range, MLCC
manufacturers are extending capacitance values deep
into the microfarad
range (at this writing,
up to 100 µF with
high-cap MLCCs). The
microfarad range has
traditionally been
dominated by tantalum and aluminum
electrolytic capacitors,
which, by nature, create higher capacitance
in small case sizes.
Since the scientific
maxim applies, whereby capacitance is directly proportional to
the physical size of the
f i n i s h e d c ap a c i t o r,
MLCC manufacturers
have successfully and
economically developed
MLCCs with as much as 700 layers in traditional
MLCC case sizes by employing extremely thin nickel
electrodes and extremely thin advanced dielectric layers
in very small packages. TDK Corporation, Taiyo Yuden
Corporation, and Murata Manufacturing have led the
PASSIVE COMPONENT INDUSTRY NOVEMBER/DECEMBER 2001
Dielectrics
developments for extremely high-capacitance MLCCs
since 1993. In 2000, products in key competitive values
were produced that stabbed deep into the heart of the
microfarad range: 2.2, 4.7, 6.8, 10, 22, 27, 33, 47 and
100 µF, ranges traditionally dominated by molded and
coated chip tantalum capacitors and surface-mount
aluminum electrolytic capacitors.
Another factor benefiting high-capacitance MLCCs
are the supply chain problems in the
tantalum capacitor industry that came
to a peak in 2000 with the extreme
shortages of tantalum capacitors. The
resulting skyrocketing prices fueled
demand for alternative technologies,
the most promising being the highcapacitance MLCCs, which were limited only by the number of suppliers
and not by any problems in the supply chain. There is also the perception
that high-capacitance MLCCs, with
their base-metal electrode technology,
have the ability to lower future prices
as higher purchase volumes arise.
Paumanok Publications estimates
that sales for MLCCs with capacitance values between 1 µF and
100 µF totaled about US$1.5 billion
worldwide in 2000, a testament to
their accepted replacement for tantalum chip and surface-mount aluminum capacitors. Many end-use
markets are replacing tantalum with
high-capacitance BME MLCCs. The
majority of volume displacement
activity occurs in the 1 µF–10 µF
range, although it is perceived that
the value equation still lies in the
10 µF–100 µF range.
Many end-use markets are attracted
to high-capacitance MLCCs, although the major converts have been
the wireless communications companies, computer motherboard manufacturers, and automotive electronic
subassembly manufacturers. Due to
the success of high-capacitance
MLCCs from TDK, Taiyo Yuden, and
Murata, other traditional manufacturers of MLCCs have also expanded
their base-metal MLCC programs to
include higher capacitance parts.
New competitors who have joined the
market include Phycomp, KEMET,
AV X , M a t s u s h i t a , S a m s u n g, a n d
Kyocera, among others.
The Tantalum Capacitor Industry Responds to
Pressure
Obviously, the industry under the greatest threat
from the successful development and implementation of
high-capacitance MLCCs is the tantalum chip capacitor
industry. One response by traditional tantalum capacitor manufacturers (including KEMET, AVX, Vishay,
NEC/Tokin,EPCOS, Hitachi,Matsushita, Nichicon,and
PASSIVECOMPONENT INDUSTRY
SEPTEMBER/OCTOBER 2001
9
Dielectrics
Matsuo, among others) has been to either increase
production or to develop larger case size tantalum
parts that are currently unaffected by high-capacitance MLCC encroachment. Another strategy has been
to specialize parts production, whereby tantalum capacitor manufacturers lower the equivalent series resistance of their parts by developing either multiple
anode chip solutions or replacing the manganese dioxide cathode with an organic polymer material such as
polypyrole or polythiolene (or a combination of both).
A significant move by tantalum capacitor manufacturers has been the development and introduction of
niobium capacitors. Niobium is an element on the periodic table, typically found in mining operations in
conjunction with tantalum ore. Niobium has tremendously high capacitance value per gram of material,
which means it can create much higher capacitance
values than traditional tantalum capacitor parts, albeit at a lower level of comparable performance. The
strategy is to introduce niobium capacitors as a logical
extension of the tantalum capacitor product line that
can encroach on the aluminum electrolytic capacitance
range in a surface-mount design. Niobium also has a
lower raw material cost structure, when compared to
tantalum. Plus, because of its use in steel production,
its volume usage worldwide is much higher than tantalum and therefore less prone to price swings. It is
widely speculated that niobium capacitors may, in
fact, cannibalize some of the tantalum capacitor industry, especially in applications where the performance characteristics of tantalum are not as important
as the capacitance value in a small case size. Paumanok Publications anticipates that the initial battleground for niobium will be in modem card applicat i o n s, where niobium capacitors will displace
surface-mount aluminum electrolytic capacitors. The
key battleground, however, will be in cellular telephones, where it may be highly likely that niobium capacitors will replace the tantalum capacitors that
have not, as of yet, been displaced by high-capacitance
M L C C s. Companies that are working on or hav e
a lready offered niobium capacitors for sale include
KEMET, EPCOS, Vishay, and Nichicon, each of which
also has tantalum capacitor assets.
One of the more interesting developments in the
tantalum capacitor industry has been the introduction
of the P-case size tantalum chip capacitor, which at
this point appears to be limited to Japanese markets.
The P-case is smaller in size than the A-case (a P-case
is a 0603 ceramic equivalent), and therefore uses less
raw material in its anode. The P-case, developed by
such companies as NEC/Tokin and Hitachi, should be
priced competitively against high-capacitance ceramics and be a viable competitor in the 1 µF– 4.7 µF
range.
10
The Aluminum Industry Responds to Pressure
Aluminum electrolytic capacitor manufacturers have
responded to encroachment pressures by developing
specialized aluminum capacitors and extremely highcapacitance products based on carbon technology, thus
expanding their product offering into the farad range to
compete against rechargeable batteries.
Electrolytic in nature (just like tantalum), aluminum
capacitors also respond to the use of organic polymer
technology to lower their equivalent series resistance.
Many aluminum capacitor manufacturers watched the
success of Sanyo Video Component’s OS-CON line of
low-ESR aluminum electrolytic capacitors, which are
used by Intel to decouple its advanced lines of highspeed microprocessors. Companies such as Matsushita,
Nichicon, Nippon Chemi-Con, and KEMET (with
Showa-Denko) have developed polymer aluminum
capacitors in high-capacitance values with extremely
low ESR to compete against the OS-CON line in the
computer industry.
The other major accomplishment by aluminum capacitor manufacturers has been the development of
double-layer carbon capacitors (popularly termed
“supercapacitors” by the industry) extending their
aluminum capacitor lines from the high-microfarad
range into the farad range (extremely high capacitance).
These devices, developed and marketed by traditional
electrolytic houses such as Matsushita, Elna Capacitor,
and NEC/Tokin, are based on extruded carbon slurries
or activated carbon fabric materials. New entrants into
the supercapacitor market include Nichicon, AVX,
Hitachi (with Maxcel), and Shizuki Electric; all have
experience with electrolytic capacitor or power film capacitor technology and markets. These companies have
developed products that are in the 0.25 F–1 F range, are
either small can or button cell in configuration, and extend capacitor technology into the small battery market
as replacements for NiCad, NiMH and, in some instances, Li-ion batteries in CMOS protection (clock
backup) circuits in consumer electronics or battery
load-leveling in wireless communications. This concept
has also been taken to the extreme by such companies
as Maxwell Technologies, EPCOS, Montena, Ness, and
SAFT, who have developed high-capacitance cells (up to
2,700 F) and linked them together in series for use as
large battery load-leveling devices for electric drive systems (e.g., buses, trains, and electric vehicles), as well as
for applications in load-leveling battery functions in
large power supplies and for the displacement of
mechanical actuators.
Conclusion
From the capacitor buyer’s perspective, choices
abound for bypass, decoupling, and filtering, thanks to
advances in raw material technology. Traditional semi-
PASSIVE COMPONENT INDUSTRY NOVEMBER/DECEMBER 2001
Dielectrics
conductor companies have been able
to manipulate silicon to create capacitance that can displace discrete
MLCCs on the printed circuit board,
while MLCC companies have used
advanced raw materials and new
manufacturing methods to create
high-capacitance MLCCs that can
compete against tantalum chip capacitors. Tantalum capacitor manufacturers have, in turn, either specialized their product offering or
developed niobium capacitors to extend capacitance range into that of
aluminum capacitors. Aluminum
capacitor manufacturers hav e
r esponded by developing carbonbased capacitors that extend their
product offerings into the farad
r a n g e, thus competing against
batteries.
Would you like to receive
future editions of
this magazine?
If so, fax your name,
company, postal address,
phone, fax and e-mail
address to us at
(919) 468-0386
or send e-mails to
sales@paumanokgroup.com.
Passive Component Industr y
(ISSN 1527-9170)
is published bimonthly by
PaumanokPublications, Inc.
109 Kilmayne Drive, Suite A
Cary, North Carolina 27511 USA
2001 Paumanok Publications, Inc.
All rights reserved.
Reproduction in whole or part
without written permission
is prohibited.
POSTMASTER:
Send address changes to
Paumanok Publications, Inc. at
109 Kilmayne Drive, Suite A,
Cary, NC 27511.
Annual subscription rates for
nonqualified individuals: $65.00,
U.S.; $75.00, Mexico; $85.00,
Canada; $130.00, other countries.
Back issues $25.00, when available.
PASSIVE COMPONENT INDUSTRY
NOVEMBER/DECEMBER 2001
11
FEATURE
Circuit Protection Components:
Technology Trends and Design Challenges
Tom Wortmann
Manager, Market Development
Littelfuse, Inc.
T
o properly discuss the outlook
for the circuit protection component market, we have to
understand the future trends of the
end markets that use these electronic devices. They are (1) growth
of dense-board applications, (2)
increasing acceptance of USB 2.0
and IEEE 1394 plug-and-play protocols, (3) convergence and connectivity of end-use functionality, and
(4) growing concern for electrostatic
discharge (ESD) protection.
Throughout the entire electronic
components marketplace, we see a
growing need to provide current
product functionality in smaller
footprints. Portable phones and
PDAs, for example, are compelled to
fit more user functionality into a
smaller device, resulting in a denser
printed circuit board (PCB). To meet
size constraints and provide ESD
protection in a smaller footprint,
overvoltage component manufacturers have developed 0402-sized
varistor and diode products. The
ESD event, if not stopped, can cause
damage, ranging from soft failure
(data corruption) to permanent
damage of the chip. Because of the
need to properly handle the high
voltages of an ESD event (up to
15,000 V ) , many component
manufacturers are finding that they
have “stretched” the limits of the
current technology and are unable
to shrink” their current products
any further. Component manufac-
12
PASSIVE COMPONENT INDUSTRY
turers are challenged with developing different ways of providing the
same performance in smaller packages. Similar to the board-density
challenges for overvoltage protection, applications for overcurrent
devices have required manufacturers to “shrink” their current
products. Overcurrent products generally must be rated to carry the same
amount of current as previous products; this requires that the energy
density of the devices be increased.
Over the next year, the data protocols driving much of the electronic
circuit protection products in use
today will increase significantly with
respect to speed. This evolution will
drastically change the board-level
ESD protection market. ESD protection has commonly been accomplished with varistor and diode technologies. Both technologies offer
excellent ESD protection and are
compatible with low-to-medium
speed data rate lines. For example,
the USB 1.1 data speed protocol
operates at 12 Mbs; devices utilizing
that protocol can protect the microprocessor chips from ESD damage
with diodes and varistor products.
However, the capacitance of those
devices is too high to be used on the
signal lines of USB 2.0, IEEE 1394,
or Infiniband™ devices. As these
data rates increase, the need for lowcapacitance ESD devices (sub-1 pF)
also increases in order to maintain
signal integrity on the signal lines.
New polymer ESD suppression technologies offer low capacitance (sub1 pF), low leakage current (very important in low-power portable equipment), fast response time (<1 ns), low
NOVEMBER/DECEMBER 2001
clamping voltage (100 V), the ability
to withstand multiple ESD pulses,
and can be manufactured in many
different configurations.
The resettable polymer PTC technology has been adopted as the preferred method for protecting plugand-play applications. With the
growth of USB- and IEEE 1394enabled products, the circuit protection
industry has responded by introducing resettable PTC products in a
1206 package with the same current
handling of previous generation
devices. This decrease in size required
a 300% increase in the power density of the devices. The industry will
continually be challenged to change
its designs and develop new polymer
formulations that can handle the
current levels required, without sacrificing safety and reliability of the
overcurrent protection that users
demand.
One of the changes most difficult
to gauge in the electronic component
marketplace is the convergence and
connectivity of electronic devices,
raising multiple questions. Will the
business and consumer electronics
markets demand a wireless phone
with digital camera and Internet capabilities, or will they prefer a wireless phone with PDA capabilities—
or both? What role will the personal
computer play in the future—will it
be the device with which all other
devices “sync-up”? Will all devices be
sold with “cradle” capabilities, so
that your digital camera, PDA, and
wireless phone can all be synchronized with your personal computer?
The answers remain unclear. ElecContinued on page 25
FEATURE
Ultracapacitors: Better Than E ver
Bobby Maher, Applications Engineer
Maxwell Technologies, Inc.
PowerCache Ultracapacitors
U
ltracapacitors, also known
as d o u b l e - l ayer capacit o r s, have existed for many
years. They are available in capacitances ranging from millifarads to
several farads and have been used
largely as a very low-drain energy
backup source in, for example, electronic appliances because of their
high internal resistance. For such
applications, ultracapacitors are
used primarily because they can
store and deliver energy more reliably than a battery, making them
ideal as a backup power source.
In recent years, a new version of
ultracapacitors has been introduced
into the market. The major advantages of these new ultracapacitors
are their high power density, long
cycle life, and DC life —features
that make them a maintenance-free
product, thereby allowing for highpower applications ranging from a
few seconds to several minutes. Indeed, they feature capacitances
ranging from several farads to a
few thousand farads, with a much
lower internal resistance than
previous ultracapacitors, making
them perfect for high power-burst
applications.
High power-burst applications fit
into two categories: small-cell and
large-cell. Small-cell applications
include those found in digital cameras, wireless personal PCs, scanners, actuators, and toys. In those
systems, ultracapacitors are used to
load-level the pulse from the main
energy source, which can be batteries, fuel cells, or other devices. The
14
PASSIVE COMPONENT INDUSTRY
high power density of ultracapacitors has allowed designers to substitute widely available alkaline
batteries for the high-power batteries
they have traditionally designed
into these products because the
ultracapacitor relieves the battery
of pulsed power functions. As such,
an energy-rich, lower power a l k aline battery can be used, decreasing
cost and increasing product life.
Because of these advantages, the
market for ultracapacitors in
small-cell power-burst applications
continues to grow stronger. In fact,
with most electronic equipment
going wireless and the much
greater need for pulse power, the
use of ultracapacitors has expanded
to the point where the current
market exceeds hundreds of million
of units per year.
Large-cell applications include
those found in the transportation,
industrial, uninterruptible power
supply (UPS), and renewable energy
source industries. With the push
toward 42-volt subsystems in the
automotive market, as well as a
desire for distributed power in commercial vehicles, demand for ultracapacitors has become critical
because they provide designers with
several advantages over batteries,
such as longer life, lighter weight,
lower cost, and a wider temperature
range. General belief is that the
market for large-cell applications
will grow to hundreds of millions of
units by 2005.
As the automotive market
adopts ultracapacitor technology,
other industries will benefit. The
UPS market has traditionally
used batteries to store energy.
With the cost-competitive advanNOVEMBER/DECEMBER 2001
tages of ultracapacitors over
b a tteries, UPS systems designers
now have another option. Ultracapacitors offer the same benefits
to this market as they do to automotive, and growth in this sector
will likely mirror the growth, proportionally, as that seen in the
transportation sector.
Continued developments in ultracapacitor manufacturing will also
contribute to increased demand. In
recent years, several companies
h ave moved the manufacturing
technology for high-power ultracapacitors from the lab to the manufacturing floor and into reliable
high-volume production. Some of
the best known in the industry
i nclude Maxwell Te ch n o l o g i e s,
Panasonic, and Montena. Maxwell,
for example, offers a wide range of
products, including individual cells
ra te d from 4–2 ,70 0 fa rads an d
42-volt modules designed for the
transportation market. Moreover,
several integrators, i n cl u d i n g
Solectria Corporation, ISE Research,
and Exide Technologies, h av e
started offering ultracapacitors.
They are concentrating on developing modules using individual
capacitors along with control electronics in order to create a plugand-play module.
These advances, along with drastic price reductions, have turned
ultracapacitor technology into a
viable solution. Maxwell predicts
that the price of ultracapacitors will
be $0.01 per farad in high volumes
by 2004. Furthermore, slow advancements in advanced batteries (e.g.,
Li-ion and Ni-MH) have made ultracapacitors one of the top choices in
high-power applications.
FEATURE
Integral Improvements Increase 0201
Resistor Placement Capacity and Y ields
E
nd-product designers are in a seemingly constant
struggle to reduce component count and increase
functional density in order to lower costs. One of
the latest advances in the SMD arena is the 0201 package style for passives that offers up to a 60% reduction
in size over the 0402 series. However, because the techniques required for high board-yield production have
not been fully developed for this vastly reduced package
outline, many companies
that could benefit from full
0201 implementation have
yet to completely embrace
the new standard. The new
requirements for placement accuracy, electrical
performance, and contamination prevention for the
new size have, in turn, lead
component suppliers to
revisit packaging techniques for the 0201. The
latest improvements have
come from companies like
resistor-maker Kamaya,
who has introduced two
new process approaches
that have dramatically
lowered placement error
rates.
aging anomalies may push the capabilities of current
placement equipment to compensate during assembly.
For instance, if a placement system has an accuracy of
± .02 mm, placement pitch could be as fine as .04 mm.
At these tolerances, component irregularities due to processing beyond a few hundredths of a millimeter could
cause placement errors, resulting in solder defects.
Also, with new smaller sizes come higher potential
contamination and obstruction of the placement and
soldering process from the
normal separation of fibers
from the paper tape carrier
itself. Consequently, the
largest improvement gain
will follow from methods
that can keep component
outline tolerance variations
to a minimum and improve
placement nozzle-to-component contact integrity.
Fortunately, two advances
promise progress in these
essential areas.
Cut and tape, cut and
tape
In the making of chip
resistors, resistive-conductive inks are typically applied to a ceramic substrate
Smaller is better , if . . .
in the form of a 60 mm x
The territory entered
5 0 m m she et. Fr o m th is
with the 0201 promises New advances in 0201 resistor packaging and
monolithic sheet, individamazing options for board tape carrier design have dramatically
ual resistor blanks are
designers: Most important decreased potential placement error rates by
physically separated by
is the ability to vastly in- up to 100 times over current approaches.
Hansen, Motorola)
being snapped at score
crease package flexibility, (Graph courtesy of G.
lines that are molded into
essentially maximizing the
advances in both traditional PCBs and higher level in- the ceramic substrate. After this, final finishing, such as attegration systems such as MCMs (multichip modules) tachment of electrodes, takes place. Although typically acthat now allow more direct die placement of discrete curate, inconsistencies can develop along the molded score
passive components prior to final processing. However, lines due to variances in ceramic composition and preswith this capability comes increased criticality. As pitch sures from the fixtures used to separate the substrate.
placements move finer than .25 mm, trapezoidal packContinued on page 34
16 PASSIVE COMPONENT INDUSTRY NOVEMBER/DECEMBER 2001
FEATURE
Dry Stacking Opportunities in
Multila yer Inductor Production
H. Oostra (Sp), R. Höppener, Haiku Tech Europe BV,
Reijmerstok (NL);M. De Moya, Haiku Tech, Inc., Miami,
FL (USA); J. Stupar, Keko Equipment,Zuzemberk (SL)
T
wo technologies are currently used for the manufacture of multilayered ceramic devices. Besides
tape casting and subsequent stacking technology,
the so-called wet stacking technology builds the ceramic
in situ on a carrier in the desired multilayer configuration with optional via connections incorporated. The
wet stack technology, which nowadays accounts for the
majority of all multilayered SMD inductors produced
worldwide, offers considerable costs savings compared
to tape. In order to compare these technologies in the
manufacturing practice, an assessment of the technical
advantages and disadvantages has been made for different multilayer ceramic products. The technological
solutions for the manufacturing automation of both
technologies (as currently used) will be shown to support the final conclusions. We will present a ranking of
the investment and the cost of ownership to enable fur ther identification of the typical areas of application for
the tape and wet stacking technologies. Tape is clearly
the easier technology to use for most products, but it
cannot compete with the wet stack in certain massproduction niches.
Introduction
The wet and dry stacking processes are compared for
the inductor-making process, where wet stacking is a
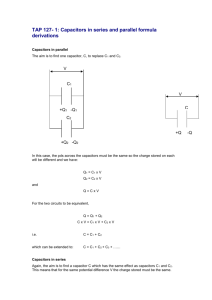
common practice. An inductor consists typically of a ferrite core and a conductor coil.The equivalent series circuit is schematically represented in Figure 1.
C
Ls
Rs
Figure 1: Schematic equivalent series circuit for
an inductor , in which C=capacitance;
Ls=induc tance; Rs=resistance.
18
PASSIVE COMPONENT INDUSTRY
Formula 1 calculates the Q-factor; this represents the
inductor quality. In general, a high Q is preferred, indicating the need for low resistance. Since too often high currents are applied, the low resistance can be achieved by
using thick, continuous Ag-electrodes, without thin spots.
Q = ω
Ls
Rs
•
Formula 1: Q-factor is dependent on frequency
inductance, and resistance.
,
The Inductor-Making Process
The multilayer inductor design described in this article can be manufactured by stacking ceramic layers, with
half-turn coil prints per layer, interconnected with vias.
Via Formation Processes
Vias can be formed in several ways. In dry stacking,
vias can be formed by either mechanical or laser punching. Mechanical punching is relatively more expensive
due to the unique set of tools required for each different
design, the cost of pin wear, and, in some cases, the low
process speed.The accuracy, however, is extremely high,
the holes have excellent shapes, and hole diameters of
125 mm can be achieved, with a continuous downward
trend to form less than 80 mm vias.
Laser punching is potentially inexpensive and flexible (because of software-based designs), and no tooling
and related wear costs are involved. In general, the
laser punching process is still slow and the quality of the
holes is inferior to that of mechanical punching (carbon,
debris, heat deformation, and energy distribution across
the beam can vary). Further development of the laser
punches will eventually eliminate these drawbacks.
In the wet stacking process, the vias are screenprinted. Alignment problems, after three 8-mm ceramic
layers are printed with the accompanying screen deformation, limit the via diameter to 200 mm. The quality of
via hole is lower than in a punched sheet due to the
resulting high edge roughness and poor shape
reproducibility.
NOVEMBER/DECEMBER 2001
Continued on page 20
ECA’s handbooks are essential for those in the electronic components
industry. Whether you’re a manufacturer, supplier, distributor or EMS,
these easy-to-understand guides are a handy reference for industry veterans and a great introduction for those new to the field.
Industry handbooks are a part of ECA’s mission to provide you with
the right information at the right time. To order any of the books
below, or to find out more about the full range of ECA services, visit
our web site or call us.
An Introduction to Passive Electronic Components
Resistive Devices Handbook
Connectors and Sockets Handbook
Integrated Passive Devices (scheduled 1st quarter 2002)
Each title has two volumes – an introduction, and annexes
with glossaries, standards and specifications.
Quartz Crystals for Electrical Circuits –
Their Design and Manufacture
A historical perspective on design and manufacturing methods.
Engineers Relay Handbook
(5th Edition)
The complete handbook from the
source – the National Association
of Relay Manufacturers (NARM), an
ECA affiliate.
Electronic Components, Assemblies
& Materials Association
The electronic components sector of the
Electronic Industries Alliance
2500 Wilson Blvd., Arlington, VA 22201
Tel: 703-907-7070 Fax: 703-907-7549
www.ec-central.org
ECA MEMBERS: Customized handbooks with your name and company logo make great promotional items.
Contact ECA to find out about bulk printing discounts.
Dry Stacking
Continued from page 18
Circuit Printing
The screen-printed electrode found in inductors is
typically 4–10 mm thick and 125–200 mm wide. Two
trends can be seen nowadays: thick, high-current applications (with a high Q) and thin, good quality lines for
miniaturization. The via filling is done by stencil printing.
Comparison of the Dry Stacking and the
Wet
Stacking Technologies
The multilayer processes differ significantly from
each other. The wet stacking only involves screen printing of covers, ceramics layers, and circuits. The dry
process, on the other hand, requires tape production.
Wet stacking requires multiple prints (three 8-mm
prints) for an acceptable ceramic layer quality, tape
casting results in higher quality, and potentially thinner films down to 5 mm. The print quality, and conse quently the active layer thickness of the wet stacking,
cannot be controlled as accurately. The homogeneity
and the desired thickness can be fully controlled on the
tape casting process; therefore, this method offers great
advantages in today’s industry, given the miniaturization and reproducibility trends. The printing quality on
each punched sheet with accurate hole size and positioning can also be fully controlled, resulting in better
and more reliable parts.
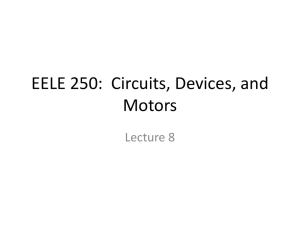
Schematically, the traditional dry stacking processes
especially used for thick ceramic layers (also used for
LTCCs) can be presented as shown in Figure 2.
Figure 2:Typical traditional dry-stack process for
inductors or LTCCs/HTCCs.
For thick, but also very thin ceramic layers, the new
20
PASSIVE COMPONENT INDUSTRY
Mylar alignment lamination method is available, as
shown in Figure 3.
Figure 3. Schematic of new , fast dry-stack process
for inductors or LTCCs/HTCCs.
The unique peeling process results in very fast cycle
times because of easier peeling. The application of thinner ceramic sheets becomes possible because of the
presence of the carrier film in the process that is
removed after the positioning and lamination process.
Because each different step in the process involves a
dedicated machine, most of the manufacturing processes
are parallel, therefore the process time is short.
Processing on independent machines is done simultaneously, requiring well-trained operators. The manufacturing is not batch-size related, which means high
batch-size flexibility. High-speed punching of up to
10,000 holes in 6″ x 6″ sheets in 5 seconds is achieved.
The stencil via filling, the coil-printing, alignmentstacking, and Mylar-removal cycle times are typically
5 seconds each. Up to 50 stacks can be isostatically
laminated in 6 minutes. Finally, cutting is done with
high-accuracy, fast-guillotine cutting machines.
In the wet stacking, however, the ceramic and metal
are printed on a multiple printer machine operated by
one operator, with average cycle times of about 6 seconds/print. If the application requires typically 2–5
prints per layer of ceramic and 30 turns have to be produced, approximately 360 prints will be done. For an
efficient batch size, typically 100–200 plates are
processed in one machine with a printing area of at least
8″ x 8″. Every print must be perfect, but wet stacking
has the disadvantage of the formation of the so-called
dog bone stack structure, thus limiting the number of
layers and accuracy. The dicing is done by diamond saw,
which is a slow and relatively high-cost process.
NOVEMBER/DECEMBER 2001
Dry Stacking
Conclusion
Wet stacking is a low-cost, high-volume, large batchsize process for the production of multilayer inductors.
This process is highly preferable when lower accuracy
or simple designs are involved.
Dry stacking is preferred for higher Q,
DRY
lower resistivities, and miniaturization with
Mylar
higher throughput and much more flexibility. Punching costs must be lowered to
0.1 hr.
become competitive with the wet stacking
10 stacks/hr.
process. Due to the better control in each
100,000
step of the process, the final products will
have better performances and narrower
45,000
tolerances, compared to wet stacking.
Table 1 summarizes the typical issues for wet and
dry technologies.
Table 1: Typical production data.
ASPECT
WET
Materials
No Mylar
15-turn run
60 hrs.
Capacity for 15 turns
3 stacks/hr.
Capacity 0402 in pieces/hr.
–*
Capacity 0603 in pieces/hr.
22,000
Thickness control
–
Punch cost
++
– (++ for laser)
Minimum via diameter
200 microns
100 microns
Miniaturization
–
++
Dicing
Slow
Fast
*Only simple staircase design (maximum 10 turns) is possible.
++
References
1. Murray, C., J. Flannery, S. Mathúna. “A
Planar Inductor Fabricated Using Co-Fired
Wet Stack Ferrite Processing,” CARTS
Europe 1996 Proceedings. East Sussex, UK:
ECII, 1996. 215.
Continued on page 30
PASSIVECOMPONENT INDUSTRY
NOVEMBER/DECEMBER 2001
21
FEATURE
What Ha ve We Learned?
DeAnn Sanders, Director of Sales
Inductors, Inc.
(888) 812-0288
I
t goes without saying that this year has been one
of remarkable change in the inductor market, as
well as the rest of the passive component market.
We went from a severe allocation situation where we
couldn’t keep parts on the shelf to falling off a cliff into
an unprecedented excess inventory glut.
Forecasts for recovery? What forecasts? That was
another issue that became painfully obvious in the
last year: All members of the supply chain must improve their ability to forecast. There were so many different players in the channel that it was nearly impossible to get an accurate forecast for usage. In 1999
and 2000, many demands were double (triple?) count ed
when manufacturers and suppliers were forecasting. What a mess. It became a firestorm of cancellations and returns. Factories, franchised distributors,
independent distributors, and end-users were all
sitting on more inventory than they knew what to do
with.
Most of the excess inventory is expected to move
through the channel by spring of 2002. Recovery,
right? Yes, but with some major changes in the industry. Even for inductors.
Inductors, chokes, and coils have always been
viewed as the “stepchild” of the passive component industry. They are thought of as low-tech, noninnovative,
and noncritical products. That simply is not the case.
Inductors are a specialized market. The technology
changes rapidly, with components getting smaller and
more efficient. There are over 25 major manufacturers
of inductors, and they are continually releasing new
products into the market. But the point to keep in
mind is that an inductor shortage can stop your production line as quickly as a capacitor or resistor shortage can.
My advice is to start thinking about the recovery
and start planning for it. You need to partner with inductor suppliers who are strong and have learned
some valuable lessons in the last 12 months, so as to
benefit from those lessons.
Due to the uniqueness of the inductor market, you
will need someone who knows his stuff. Companies
22
PASSIVECOMPONENT INDUSTRY
that specialize in passive components and inductors
are rare, especially distributors. But building and
maintaining a strong relationship with a specialized
distributor is critical.
Factories and broad line distributors are limited in
the solutions they can offer, either by production capability or their line card. Distributors, particularly
specialized and independent ones, offer a great deal of
product knowledge about the components you are buying. They have the experience and technology to offer
alternatives. This becomes especially helpful when
buyers and project managers are searching for a critical part they are experiencing shortages on. Many also
offer in-house engineering support to assist customers
in making alternative component selections.
A strong, specialized distributor can also offer you
more flexibility and quicker turnaround time than
most factories. Right now, everyone has stock on the
shelves, but is it the right stock? We are finding that a
lot of the fast-moving product series are out of the
glut. End-users, however, still have a perception of
overstock, so they are not placing orders with any lead
time. It is important that your suppliers have the ability to offer alternatives and the strength to hold parts
in stock for your demand. Factories and some broad
line distributors have become less flexible about taking any inventory risks. They are requiring NCNR on
a wider variety of products. Your inductor partner
should have the flexibility and infrastructure to satisfy the demands of your particular business.
We are at a critical time in the current business
cycle. The length of this excess inventory situation is
beginning to create some spot shortages in certain
sizes and values of inductors. However, demand has
not yet reversed the price erosion that has occurred. In
the last month or so, savvy buyers have placed scheduled
p u r chase orders or issued Letters of Intent. T h i s
a llows them to take advantage of the attractive prices
while assuring that they have all the product they
need when the lines start to produce at full capacity
again. The suppliers you want to partner with will
accept and encourage these types of order with little or
no restrictions. They want to support your recovery
because they know that they will benefit also.
Start looking toward the upturn and let what we
have learned work for your benefit.
NOVEMBER/DECEMBER 2001
E-MAIL
Y
ou were feeling pretty good a year ago when your
factories could not keep up with the phenomenal
demand we all experienced. Expediting looks pretty good now, huh? Better shut off the alarm buzzer and
wake up, it’s a new day. Today’s “savvy” buyers are back
to business as usual with a new twist, not just asking for
pricing that predates the 2000 craze, try this on “what
can you offer me over X besides local inventory, buffer
stock and price reduction?” Memories of double-digit
price erosion are back in the news thanks to those folks
that seek alternative solutions to their deficiencies in the
art of selling.
The “Cracker Jack” generation has decided that they
will show management how they can reduce the BOM at
any cost, “there’s always someone out there that will lower price or give away the farm”. Well for those of us that
did not take advantage of last year’s windfall and go for
price and decided to support our “Strategic Accounts”,
surprise!, nobody cares, it makes no difference, it has all
been but forgotten, not to mention most of the folks you
dealt with last year right up through the ranks is no
longer there.
OK enough of the reality stuff, what can we do in this
market to improve the overall outcome of our collective
futures? Customers need to be educated on the effects of
the demands that they request. Negotiations are just
that, a time to discuss the customers needs and for what
price that you can full fill the need. Today we all think inside a bottle “how low do I have to go to get the business”.
As long as we continue to operate in this mode we all
have to suffer the consequences, that of course being lower prices, longer terms and higher inventories.
A year ago the customer acted like a customer, he or
she saw value in what we had to offer, or was it “how can
I convince these people to give me enough share at the
lowest possible increase to keep my lines running, when
allocation is over we can gain the loss back and then
some?” Seems like the later is what really happened, but
it was a nice thought when you were treated like a real
supplier that meant something to your customer.
Passive suppliers need to act like that have a valuable product and service worthy of fair market prices,
when that happens it will demonstrate to our customers
that we have finally hit the bottom and no longer will
tolerate the excessive price erosion that permeates the
passives marketplace.
— Name Withheld by Request
PASSIVE COMPONENT INDUSTRY
NOVEMBER/DECEMBER 2001
23
FEATURE
The Value of Distribution
Victor Meijers
Technology Marketing Director,
Passive Products
Avnet Kent
O
riginal equipment manufacturers (OEMs) procure electronic components through
distribution for two primary reasons: Either their volumes are too
low to meet the criteria for buying
directly from a component manufacturer, or they need greater flexibility in delivery schedules or credit
terms than a component manufacturer is able to offer. The profit
margin that a distributor earns on
a component sale is directly proportionate to the return value OEMs
place on this flexibility. But over
time, with increased pressure on
both OEMs and component manufacturers to reduce costs, the role of
distribution has grown beyond simply providing flexibility to adding
increasing value in facilitating
demand creation and fulfillment,
and becoming a vital link in most
OEMs’ supply chain management
strategies.
Component specification is becoming increasingly more complex,
often involving the evaluation of
features beyond core functionality
and taking into account product life
cycles (long-term availability),
packaging trends, manufacturability, and, of course, cost. For any
given design, the sheer volume of
functionally equivalent solutions
from competing technologies, as
well as the shrinking life cycles of
many products, can be overwhelming,
leaving many engineers scrambling
to keep up.
24
PASSIVECOMPONENT INDUSTRY
Although component manufacturers and their representatives
focus primarily on educating engineers about their products, they are
now turning to distributors to help
get their message out. Many distributors have field application engineers (FAEs) on staff to provide
technical support. Avnet Electronics Marketing, one of the world’s
largest electronics components distributors, gives its customers access
to a variety of FAEs at both the
l ocal and regional levels; these
FAEs provide valuable information
on all types of electronics products,
including FPGAs, RF applications,
and power supplies. In addition to
using FAEs, Avnet has expanded
distribution even further by creating Avnet Design Services (ADS).
While Avnet and its FAEs help with
product selection, ADS reaches further to create circuit design and
simulation. ADS, staffed by engineers who are experts in the latest
technologies, gives OEMs access to
engineering expertise they may
lack in-house, allowing customers
to direct resources to their own core
competencies.
In response to OEMs’ need for information in real time, many distributors are relying on the Internet to provide 24/7 data to their
customers. Avnet’s IP&E division,
Avnet Kent, provides comprehensive 24/7 information and services
to its customers. By going online to
www.avnet.com, customers have instant access to component price and
availability, data sheets, product
news, and technical help. There is
also access to Avnet PartBuilder,
the industry’s first parametric
selection tool that helps customers
NOVEMBER/DECEMBER 2001
choose the best solution for their
design needs. By entering key parameters and choosing from a list of
parts that meet those parameters, a
side-by-side comparison can be
made, allowing a user to quickly
identify the best solution. Searches
can be performed for commodities,
including capacitors, resistors, inductors, and circuit protection, as
well as power supplies, interconnect, and electromechanical produ c t s. PartBuilder also provides
access to semiconductor and RF
selection tools, providing complete
support to design engineers.
In conjunction with determining
which components to design in,
OEMs face the challenge of managing the cost of those components.
The definition of component cost
has expanded to include more than
just the purchase price. Component
cost now takes into consideration
the total cost of acquisition; the entire expense of the procurement
cycle, as well as shipping, handling,
quality control and inventory management, are included in this equation. Inventory management practices are coming under scrutiny and
are being evaluated not strictly by
the number of turns achieved but
more by the return on the dollars
invested. Through this analysis,
OEMs are discovering that the purchase price is only a portion of the
total acquisition cost, and furthermore, for certain commodities, it is
the smallest cost.As a result, many
OEMs are looking to streamline
their business practices to eliminate duplication, reduce waste, and
increase productivity, thereby increasing profits.
Continued on page 34
Circuit Protection
Continued from page 12
tronic component manufacturers need to be diligent
when interpreting these trends, as they impact various
developmental and business strategies.
As electronic devices evolve to the higher data speed
protocols, denser boards, more device interconnectivity,
and greater plug-and-play capability, the overall need for
ESD protection will significantly increase. The ESD
Association states that approximately 30% of all field
failures of electronic devices are due to ESD. As this fact
is more clearly understood by the electronics engineering
community and the reliability issues associated with
these failures become apparent, the realization of the
need for ESD protection will increase significantly.
Not only is ESD immunity mandated by international
standards, it is also a significant warranty and reliability
concern for end-product manufacturers. ESD protection
is usually accomplished via three technological alternatives: multilayer varistors, diode arrays, and polymer
suppressors. The marketplace needs a broad product
portfolio to address the wide-ranging ESD issues as well
as the expert design and testing capabilities to ensure
proper ESD protection.
A Look at
Ceramic P assiv e
Components
If interested in submitting
an article, contact
Sam Corey at
sales@paumanokgroup.com
or call (919) 468-0384
ADVANCED CERAMIC SOLUTIONS . . .
Switchmode
Capacitors
Mini-Switchmode
Capacitors
High Capacitance
MLCCs
Radial Leaded
HV Capacitors
High Voltage
Large Size MLCCs
High Temperature
MLCCs
MIL-PRF-49470
Capacitors
Application Specific
Capacitors
San Diego California 619.266.0762 www.johansondielectrics.com
PASSIVECOMPONENT INDUSTRY
NOVEMBER/DECEMBER 2001
25
FEATURE
ECA Membership: Privileges,
Rewards, and, Abo ve All, Pro ven
Business V alue
by Glyndwr Smith
Assistant to the CEO/Senior Vice President
Vishay Intertechnology
Y
ou’ve no doubt seen the credit card commercials
touting that membership has its privileges . . .
membership has its rewards . . . membership can
help you get something that’s priceless.
Few people totally buy into these feel-good credit card
commercials, but there is an intangible feeling of worth
being a member of an exclusive club. As a business person, you’re probably bombarded with membership pitches
for clubs and organizations. In the business world—
especially in these tight fiscal times—you probably
select your memberships based less on status and more
on real business value to you and your organization.
Investing for the Comeback
At Vishay, there’s one membership that we know
delivers great value: our corporate membership in the
Electronic Components, Assemblies & Materials Association (ECA). It’s the one organization that delivers the
information, resources, and personal contacts that help
us tackle our biggest challenges: Issues such as industry consolidation, price erosion, e-business, emerging
markets, supply-chain management, and how to maintain leadership in turbulent times, such as those we are
now facing.
Marketing activities and memberships are under
intense scrutiny right now as companies are looking to
cut costs any way they can. Certainly, it’s wise to be
frugal, but not to mortgage your company’s future.
There’s no doubt that this country will get through
these economic, political, and social upheavals. We always
have. And when we start the upturn, the companies
that took advantage of cost-effective marketing, information, and networking opportunities will be way
ahead of those that went into limbo.
That’s where ECA comes in. ECA members get
timely information, cost-effective marketing opportunities,
and the chance to forge strong industry relationships
26
PASSIVE COMPONENT INDUSTRY
that have a positive impact on their business.
Data Worth the Cost of Admission
ECA’s marketing data alone goes well beyond the
cost of membership. It is simply the largest collection of
timely electronic component data anywhere in the
world. The ECA monthly market reports provide a
detailed, graphical look at every major factor that affects
manufacturers, suppliers, and distributors of electronic
components and assemblies. The reports give members
the power to spot trends and to plan proactively, rather
than simply react to market forces.
The Power of the Alliance
The ECA market reports are provided in cooperation
with the Consumer Electronics Association (CEA),
which brings up another major membership benefit.
With your ECA membership, your company becomes
part of the Electronic Industries Alliance (EIA), which
comprises 2,100 members who represent 80% of the
$550 billion U.S. electronics industry. How important is
EIA? Speakers at its spring meeting this year included
President Bush, Senators John Kerry and Bob Bennett,
and leading journalists from CBS News, CNN, and
Newsweek.
The Alliance gives ECA members added power on
Capitol Hill, including direct lines to influential lawmakers and Senate and House committees.
Greater Depth of Services
Valuable market reports and high-level representation are enough to justify any industry association’s
existence. But, as part of its ECA 2000+ program, ECA
has gone well beyond those services to provide benefits
in the following areas:
• Cost-effective marketing opportunities and a major
Web presence through ECA Resource Central, the only
comprehensive Web site covering news, market analysis,
and business trends affecting the electronic components
industry.
NOVEMBER/DECEMBER 2001
Continued on page 34
FEATURE
Sons of Gwalia Clarifies T antalum
Supply-and-Demand Issues
Peter Lalor, Executive Chairman
Sons of Gwalia Ltd.
T
he perceived shortage of tantalum
raw materials and the sharp price
rise for tantalum products during
the second half of 2000 has been well publicized and much debated. Since December
2000, when several tenders for tantalum
concentrate reportedly sold for well in
excess of US$200 per pound, discussion
has focused on who was responsible for the
sharp price rises. The reality is that
overzealous growth expectations and lack
of supply chain communication and management were built into the tantalum supply chain. The demand increases experienced during 1999 and 2000 were seriously
compounded by several members of the
supply chain who purchased tantalum raw
material rather than the actual tantalum
product required in their respective businesses. That activity exacerbated the tightness of the
raw material supply and contributed to the price rises
seen in 2000. However, these tenders should be viewed in
the context of the significant quantities of raw materials
delivered by Sons of Gwalia, the world’s largest supplier
of tantalum raw materials, at previously contracted fixed
prices. In fact, Gwalia supplied approximately 1.6 million
pounds of tantalum concentrates for the year ended June
30, 2001, at prices significantly below the very high spotsales prices referenced above.
Sons of Gwalia Ltd. is a Western Australia-based company that presently controls approximately 75% of the
globally defined tantalum reserve base (U.S. Geological
28
PASSIVE COMPONENT INDUSTRY
Society, January 2001).
As far back as 1990, Gwalia began negotiations with
its two largest customers, Cabot Corporation and H.C.
Starck (the world’s two largest tantalum powder and
metal producers), which would see a structural shift in
the tantalum raw material supply system. The longterm contracts negotiated at that time enabled Gwalia
to invest in the development of long-term tantalum
resources.
The long-term, fixed-price-and-volume, take-orpay evergreen contracts are still in place
t o d ay, with a current expiration date of
December 2005. In the 11 years since the
c o ntracts were first established, all parties
have honored their obligations under those
contracts. In fact, during 2000—the time of
the sharp price rises—Gwalia delivered all
contract quantities, at contract prices significantly below the “spot” prices.
Gwalia’s strategy has always been to provide sustainable levels of raw materials at
reasonable prices to ensure the ongoing growth of the
tantalum industry, generally.
NOVEMBER/DECEMBER 2001
Continued on page 30
Tantalum
Continued from page 28
Late in 2000, as a result of the perceived raw material shortage, Cabot and Starck approached Gwalia
about producing additional material. Gwalia reviewed
its mine plans and production schedules and was able
to deliver more product, albeit at increased production
costs, resulting in marginally increased average contract prices. However, Gwalia did not seek to renegotiate its existing contracts or to raise prices, despite the
ongoing perceived shortage of supply for 2001/2002.
Over the last decade—and what is evident today—
Gwalia has consistently invested significant capital in
the development of tantalum resources in Western Australia. The company’s two mines, Greenbushes and
Wodgina,are the world’s largest and second largest tantalum producers, with combined resources of 157 million pounds of tantalum, or over 30 years supply at current annual consumption rates of approximately 5
million pounds per annum.
Film
Continued from page 35
have several limitations in its use in many of today’s
new high-performance applications.
Stacked metallized film capacitor construction is the
next-generation technology that addresses the shortcomings of the wound product. Stacked capacitor construction takes the same two offset lengths of film (or
more) as used in wound construction and winds the layers together onto a large wheel (meters in diameter) to
form a mother capacitor, whose layers are laminated
together and sawed (segmented) into thousands of individual rectangular-shaped capacitors. The latest innovation in stacked film capacitor technology is Paktron’s
Interleaf® technology, used for the production of multilayer polymer (MLP) capacitors. This technology takes
the concept of stacked film capacitors to its ultimate
level in terms of size efficiency, ease of manufacture, and
overall performance. The advantages of MLP versus
wound construction are significant and include such
factors as lower inductance, lower dissipation, lower
ESR, higher current handling, better stability, improved
volumetric efficiency, and being far more conducive to
mass production. Needless to say, the telecom industry
has embraced MLP capacitors for use in critical
a p p l ications.
Datacom now seeks to attain the same reliability
level that telecom has enjoyed and is starting to use
metallized polymer-based capacitors in its critical circuits,
replacing those based on other capacitor technologies.
30
PASSIVE COMPONENT INDUSTRY
In June 2000, well before the sharp price rises in
the spot market, Gwalia committed to a $A100 million
major expansion program at both Greenbushes and
Wodgina that will see its annual production capacity
double to approximately 3 million pounds per annum
from March 2002, onward. At present, Gwalia’s contract volumes rise each year to a maximum of approximately 2.5 million pounds for the 2004/2005 financial
year, such that the company will have significant additional production capacity should the tantalum market
require it, along with considerable on-site inventories.
Supply chain management is an issue for the whole
tantalum industry. Given the existing tantalum reserve
and resource base and existing production capacity in
terms of both raw and refined materials, the tantalum
industry can be supplied with a diverse range of products
at reasonable prices. The issue is one of cooperation and
shared responsibility for an efficient and orderly market,
in terms of both supply and price.
Where once a only few people were merely inconv enienced when Internet connections went down, a
line-loss failure today could make or break a company.
While circuit designers realize that metallized film
capacitors are required in critical circuits, they must
also understand that all metallized polymer capacitors
do not function the same. In today’s high-power, ultracompact circuits, the extra performance gained by using
MLP capacitors versus wound or even standard stacked
capacitors can easily make the difference for long-term
business success. With their ultralow ESR, outstanding
power handling capabilities, and small package size,
MLP capacitors represent the wave of the future for
metalized film capacitors.
Dry Stacking
Continued from page 21
2. Steinberg, J. I. “An Alternative Technique for Producing Cofired Ceramic Circuits and Components,”
NEPCON West ’94. 1751–58.
3. Steinberg, J. I., S. J. Horowitz, and R. J. Bacher. “Low
Temperature Cofired Tape Dielectric Material Systems
for Multilayer Interconnections.” Multilayer Ceramic
Devices. Ed. J. B. Blum and W. R. Cannon. Westerville,
OH: AcerS, 1986. 31–40.
4. Takaya, M. “Laminated Components of Open Magnetic Circuit Tape,” U.S. Patent 4,731,297.
NOVEMBER/DECEMBER 2001
FEATURE
Solid Niobium Capacitors with
Equivalent Performance to T antalum
Pete Maden and Yuri Pozdeev-Freeman
Vishay Intertechnology, Inc.
I
n September 2001, Vishay Intertechnology made history by sampling the industry’s first solid niobium
capacitors with a conventional MnO2 cathode that
can be used as drop-in replacements for devices built
with tantalum. Long touted as an alternative for tantalum, which is sometimes in short supply, niobium is
plentifully available. Niobium is also more economical to
use as a capacitor substrate; the current price per pound
of raw niobium ore is a tenth of that for tantalum.
The industry’s response to this technological breakthrough has been uniformly positive, since the availability of niobium capacitors with equivalent performance to
tantalum will eliminate a nagging uncertainty in the
supply chains for a wide range of electronics manufacturers. Still, Vishay’s announcement has been greeted
with some surprise: If everything that has been written
about niobium and its potential as a tantalum substitute were to be believed, it would appear that Vishay has
performed nothing less than a technological miracle.
Niobium is and has always been the only anode material that could possibly work as a substitute for tantalum in
solid electrolytic capacitors. As elements, tantalum and niobium are “neighbors” on the periodic table; they are so similar that for a long time, they were thought to be the same
chemical element. Ceramics and aluminum, which are
sometimes put forward as alternatives, behave quite differently from tantalum when used as a capacitor anode material. In the case of ceramics, an inherent microphonic effect
creates noise in the electrical circuits. With aluminum, the
issue is a very steep temperature dependence of AC characteristics, such as equivalent series resistance (ESR) and
impedance. Excellent capacitors can be made using either
ceramic or aluminum anode materials, but the point is that
they can’t substitute for tantalum, whereas niobium can.
Over the years, several misconceptions have sometimes obscured this point. One oft-repeated myth is that
the 50% higher dielectric constant of niobium oxide
(Nb2O5), compared with tantalum oxide, results in devices
with 50% greater capacitance. Nothing could be further
from the truth. Capacitance is most meaningfully
measured as capacitance per unit of surface (C/S), and
C/S depends both on the dielectric constant and dielectric
32
PASSIVE COMPONENT INDUSTRY
thickness. It is true that the dielectric constant of niobium
oxide, compared with tantalum, is 50% higher. However,
its dielectric thickness for a given voltage is 50% greater
as well, so the ratio between these two measures is exactly the same as for tantalum: 1.7 V/A, to be precise.
Capacitance per unit of surface is an important concept
to keep in mind when considering another issue: the density of niobium vs. tantalum. It is often pointed out that
niobium’s density is only half that of tantalum. While
true, it doesn’t follow that you need twice as much niobium as tantalum to create the same capacitor. The relevant
question is not one of weight but of capacitance per unit
of surface area, and in niobium, this is identical to tantalum. Far from being a drawback, niobium’s lower density
means that twice as many capacitors can be produced
from the same amount of raw material as measured by
weight. Ultimately, this translates into lower manufacturing costs, as well as lighter cell phones and other end
products.
A high capacitance dependence on bias and temperature is also sometimes pointed to as a niobium disadvantage. In reality, high capacitance dependence on bias pertains only for wet capacitors, not for the solid type that
Vishay manufactures. For small case sizes, capacitance
change with temperature in niobium devices falls in the
range of ±10% — or about the same as tantalum. A
greater effect is seen in larger case sizes, but this is not an
inherent property of niobium per se but rather a question
of the morphology of the niobium powder currently in use.
Very good quality high-CV niobium powder is already
available for the manufacture of high-CV niobium capacitors, and its producers are working to further improve
powder quality.
None of this is meant to suggest that making niobium
capacitors with performance equal to tantalum is easy.
Special techniques, for which a Vishay patent is pending,
are required to avoid damage by thermal and electrical
shock during manufacturing and to ensure the stability of
the final product. Getting to this point has been a long
process, but we at Vishay think it has been more than
worthwhile because it is allowing us to produce niobium
capacitors with the same operating temperature range,
the same DC leakage, and the same ESR as tantalum.
Miracle or not, it’s an accomplishment that represents an
enormous breakthrough for our customers.
NOVEMBER/DECEMBER 2001
FEATURE
Aluminum Capacitor Markets
are Growing
Laird L. Macomber
Director of Market Development
Cornell Dubilier
A
luminum electrolytic capacitors are everywhere.
With dozens of suppliers for these capacitors
made from aluminum— earth’s most abundant
metal—there are bargains in the marketplace, specifically in the commodity goods. Aluminum capacitors
range from miniature can devices for surface-mount to
shoebox-sized assemblies for fighter aircraft power holdup. Commodity goods are produced largely for consumer
electronics to standard requirements and mainly in the
Pacific Rim. These include miniature can types up to
18 mm in diameter and small snap-in types up to 25 mm
or 30 mm in diameter. Designing equipment with many
of these commodity capacitors connected in parallel to
meet the required capacitance and ripple current is a
popular strategy. It saves because, even allowing for the
cost of mounting multiple capacitors onto a printed circuit assembly, the overall cost is less. Because of the
intense competition in these commodity types, the prices
are low; this permits aluminum electrolytic capacitors to
effectively compete with other dielectric capacitor types,
such as ceramic and tantalum, for the circuit spots
where more capacitance is better. Popular spots are
board bypass and decoupling applications. Thanks to
reduced case sizes and reduced ESRs in can-style SMT
aluminum capacitors, they are displacing the more
expensive tantalum chip capacitors.
A growing use of large aluminum capacitors is as bus
capacitors in power supplies, motor drives, UPS systems, and other inverter applications. Bus capacitors
are typically near the equipment’s power input, after
the rectifying diodes. At that location, they support a
DC bus voltage that drives a DC/DC converter, an inverter, or other load. With the wide acceptance of universal power supply inputs that operate from 90 VAC to
240 VAC, bus capacitors are mostly rated 400 VDC or
450 VDC. The game changes as you move into these
larger values and higher voltages because the high electricity usage in producing the anode foils drives the
cost.As an illustration, 60% to 80% of the cost in bus capacitors derives from the aluminum anode foil. Because
materials costs dominate, there is little advantage to
standardization and to manufacturing in low-labor cost
areas. So, while snap-in capacitors are highly standardized with a wide range of case sizes having interchangeable footprints and are available in standard-preferred
capacitance values, by comparison, computer-grade
screw terminal capacitors and other bus capacitor types
are available built-to-order in your choice of performance. You can even specify the sleeve color.
This crossover from low-cost commodity small capacitors to the relatively custom bus capacitors is a key to
understanding the marketplace. There is little cost advantage in buying standard products if you are looking
for bus capacitors. The strategy for getting low-cost bus
capacitors is to pursue low-cost electricity. The oxide dielectric in aluminum electrolytic capacitors is grown on
the anode foil by pulling the foil on rollers through an
electrolyte bath and continuously applying a DC voltage
between the bath and the foil. Look to the suppliers who
have access to anode foil formed in plants in hydroelectric power areas with a declining cost. Also, take advantage of the maker’s high materials costs. It gives you
access to much higher levels of service and to capacitors
tailored to your specific needs, because the big cost is in
the foil and customization is almost free, by comparison.
Traditionally, large aluminum electrolytic capacitors
all have screw terminals. However, for power supplies
assembled in the United States or Canada, it can cost
$.75 to tighten a screw with the approved torque-controlled screwdriver; with a mounting bracket, there can
be six screws to tighten for each computer-grade capacitor. Meeting the need for lower assembly cost are new,
larger snap-in capacitors and plug-in printed circuitmount capacitors. In snap-in capacitors, case sizes are
moving up to 50 mm x 80 mm with 3-, 4- and 5-pin terminations, so no supplemental support is needed. In
even larger sizes there are the plug-in capacitors. These
are typically variations of the computer-grade screw
terminal types, except with molded tops that include
pins instead of screw terminals. These are available in
case sizes up to 2″ x 5-5/8″ with 3 pins and standoffs.
The pins are 1/16″ diameter solid copper and are able to
hold the capacitor without supplemental mounting,
PASSIVE COMPONENT INDUSTRY
Continued on page 40
NOVEMBER/DECEMBER 2001
33
JUMPS
ECA
Distibution
Continued from page 26
Continued from page 24
• Special privileges, increased visibility, and exhibitor
discounts at major worldwide conferences and expositions, such as EDS, SUPERCOMM, and Electronica.
• Discounts for ECA-sponsored industry conferences
that provide the right mix of information, resources, and
professional networking to help attendees gain a deeper
knowledge of critical business issues.
• Representation in international forums, trade shows,
and conferences, such as the annual World Capacitor
Trade Statistics and World Resistor Trade Statistics
(WCTS/WRTS) meeting, where ECA and EIA ensure the
accuracy of statistical data used throughout the year.
It is only natural then that OEMs would turn to distributors for help. After all, the core of distribution is inventory management, and Avnet has the expertise, built
on many decades of experience, which allows it to tailor
logistical solutions that fit its customers needs. Avnet
offers a host of options, ranging from in-plant stores to
consignment inventories to autoreplenishment programs. In addition, Avnet has the resources to provide
bill of materials cleansing and management services to
ensure that its customers are building their products
with components that represent the lowest overall cost.
Avnet believes distribution will always play a key
role in helping OEMs acquire and manage the components they need to build their products. Distribution is
constantly evolving. The creation of Avnet Kent demonstrates the division’s commitment to balancing its product expertise with the vast global resources of Avnet
EM in order to provide maximum value to its customers. This value far exceeds the so-called premium of
buying through distribution, which makes the question
of the day for OEMs not, Can we afford to buy through
distribution, but, Can we afford not to?
Big Value, Little Risk
Unlike many other membership organizations, ECA
does not require a big commitment up front.Trial memberships are available, as well as a 50% discount on
dues for first-time members.
In a time when companies are looking to squeeze the
most value out of everything they do, ECA membership
represents a great investment with very little risk.
To find out more, call (703) 907-7070 or visit ECA
Resource Central on the Internet at ec-central.org.
0201
Continued from page 16
Using new, soon-to-be patented techniques based upon
laser etching methodologies that place a fine score line
on the top and bottom sides of the substrate, companies
like Kamaya have been able to decrease component
irregularities with tolerances down to ± .01 mm. This
approach also ensures conformity across entire lots as
well as providing a “cleaner edge” for vision-based component alignment.
In addition, the chip maker has developed a new type
of paper tape carrier that eliminates the need for a
through-cut cavity and separate, bottom-applied cover
tape in which to transport the 0201 component.Instead,
Kamaya has developed a tape carrier impregnated with
a resin that, along with a slight indent or dimple in the
tape, holds the component firmly in place. This, in turn,
reduces the potential for components being presented to
the placement nozzle in an orientation that makes component-to-pad correction beyond the placement machine’s capability. The new transport package design
also significantly reduces the amount of paper fiber contamination of the resistor’s surface.
34
PASSIVE COMPONENT INDUSTRY
The bottom line
Because of these two innovations, placement errors
in typical applications have been reduced from nearly
3% to approximately .03%. End-customers appear to be
the real beneficiaries of this improvement, as typical
passive component counts for advanced high-volume
applications like cellular telephones and digital cameras and camcorders increase in yet smaller envelopes.
“The effective use of 0201s has the potential to offer a
competitive advantage in product differentiation, since
it enables design options that were not possible with
larger components,” according to Motorola’s Staff Engineer, Greg Hansen. Additionally, it seems to be forcing a
competition of sorts among component suppliers to establish themselves as leaders in this new category. For
instance, companies like Kamaya are pushing ahead
and offering a full line of values and tolerances— even
hard-to-find 1%. According to Mike Liebing, Manager of
Marketing and Sales for Kamaya North America, “We
looked at the 0201 chip as a new standard, since we
have gone beyond traditional handling and process
techniques used with larger packages. This is important
to us, and we wanted to be in a lead position as the market begins to adopt the size and performance from this
package.”
NOVEMBER/DECEMBER 2001
FEATURE
Critical Datacom Applications
Require the Use of MLP Capacitors
Ian W. Clelland and Ric k A. Price
ITW Paktron
A
s the Internet has transformed from a purely
educational/governmental messaging service to
a commercialized information interchange and
B2B economic tool, datacom’s equipment requirements
for durability and reliability have increased dramatically. With the datacom industry seeking to achieve the
same 5 x 9 (99.999%) up-time reliability levels required
for most telecom applications, choosing the proper components for such critical datacom applications as highdensity power converters has become more crucial than
ever. New demands on the datacom industry to match
the 10- to 20-year life of the telecom industry’s almost
100% up-time products are drastically changing component selection criteria. It must be remembered that a
2,000-hour product life for a component means only 83.3
days of continuous 24/7 run-time operation. The extrapolation to 10-year life is a far reach for most capacitor
systems that are subject to electrical degradation over
time. Instead of using capacitors that simply get by,
critical applications require units with an established
track record for durability and reliability. Because of
their need for high reliability and long life (20-year life
with no more than 15 seconds of downtime per year),
the telecom industry learned decades ago that while
other capacitor technologies (e.g., aluminum electrolytic, ceramic, tantalum, etc.) have their viable uses, in
pivotal applications only metallized film capacitors
have the inherent performance, stability, and reliability
needed. The telecom industry’s commitment to using
metallized film capacitors is illustrated by companies
such as AT&T, GTE,Nortel, and Siemens, who once produced their own capacitors until the commercial market
was able to produce the quality and volume of product
required.
Metallized film capacitors consist of thin-film layers
of polymer-based dielectric material upon which a
metal (ranging from aluminum to zinc) is vapor deposited
and acts as electrode plates. Many circuit designers who
use metallized film capacitors do not realize that
a lthough all film capacitors use the same base capacitor
materials, metallized film capacitors are produced
using two significantly different base construction
methods that cause radically different behaviors in
their applications. Those constructions are “wound” and
“stacked.”
Wound construction takes two offset lengths of film
and rolls an individual cylindrical capacitor onto a
small spindle (millimeters in diameter). Should the
Performance Advantages of MLP Capacitors
Electrically stable under AC voltage
Electrically stable under DC voltage
TCE-compatible with FR4
Electrically and physically stable over temperature
No ‘‘aging” mechanism
Resilient under thermal shock
Self-clearing thin electrodes
Stable under mechanical stress
Low cost
Ultralow ESR
Dissipation factor <1.0%
High dv/dt
No wear-out mode
Nonpiezoelectric
Nonpolar
Surface mountable
Lead-free interface
Leak-free “dry’’ construction
High-voltage capability (up to 500 VDC)
form-factor require a modification, the cylinder is flattened and an oval capacitor is formed. Wound construction has proven itself to be one of the most reliable capacitor technologies. The telecom industry recognized
this many decades ago and has been using wound capacitors in many of their critical applications. While
wound construction has produced high-quality, massproducible product for decades, unfortunately, it does
PASSIVE COMPONENT INDUSTRY
Continued on page 30
NOVEMBER/DECEMBER 2001
35
NEWSMAKERS
New 0603 Size Surface-Mount,
High-Current Fer rite Chip Beads
Taiyo Yuden (U.S.A.), Inc., announces the addition of
0603 case size parts to its ultracompact, high-reliability
ferrite chip bead inductors for high-frequency noise attenuation in power supply circuits of laptop computers,
cellphones, PDAs, and computer peripherals (including
USB devices). Designed for use in circuits where high
impedance and large withstand current (up to 2 A current) are needed to mitigate radiated and conducted
noise, the new FBMH series (FB: ferrite bead; M: rectangular chip; H: high impedance type) 0603 ferrite
beads are the only components of their type that are designed not only for upper MHz frequencies but also for
applications above 1 GHz.
The 0603 case size ferrite chip beads come with im-
SMPS stacked capacitors, AVX Corporation is now the
QPL-listed manufacturer offering the most comprehensive range of these stacked capacitors for high reliability applications. AVX’s SMPS MIL-qualified capacitors
are available with capacitance ratings from 0.056 µF up
to 270 µF.
Designed for high-current, high-power, and highContinued on page 38
pedance ratings of 150 Ω and 220 Ω. The 150- Ω part
offers a maximum current rating of 2.0 A, while the
220-Ω part offers a 1.5 A rating. A key performance advantage of the FBMH includes lower DC resistance
(RDC) characteristics versus competitive models (150-Ω
part has maximum RDC value of 0.050 Ω, while the
220-Ω part has a rating of 0.070 Ω), necessary in reducing
heat generation and power loss in low-voltage/highcurrent applications, including CPU VCC lines.
Due to their high current ratings and small form factor, FBMH series devices also allow higher component
mounting density. The series consists of 11 separate
models in 0603 to 1812 EIA case sizes, offering impedance value from 150 Ω–1,600 Ω. All models are surface
mountable and are available on standard 4,000-piece
paper tape-and-reel dispensers (0603 and 0805 only) or
1,000- or 2,000-piece embossed tape reels (0806, 1206,
1210, 1806, 1810, and 1812).
Price: from $.045 per piece in OEM quantities; availability: now; delivery: 4– 6 weeks ARO.
For additional information, visit the company on the
Internet at t-yuden.com.
AVX Offers MIL-Qualified SMPS Stacked
Capacitors
The first manufacturer of MIL-PRF-49470-qualified
36
PASSIVE COMPONENT INDUSTRY
NOVEMBER/DECEMBER 2001
Remember how much you learned that time you took apart your Dad’s lawnmower?
(I’m sure those leftover pieces weren’t important.......)
Product Teardowns
Leading Edge. No leftover pieces.
Complete Bill-of-Materials
Passive & Discrete Usage
Cellular Phones & Wireless Terminals
Semiconductor Content
PDAs and Personal Appliances
Product Cost Estimates
Digital Cameras & DV Camcorders
Full Product Deconstruction
Broadband & Mobile Computing
Electronic Assembly Metrics
AVAILABLE NOW THROUGH THE PAUMANOKGROUP
CALL SAM COREY AT (919.468.0384)
-
Newsmakers
Continued from page 36
temperature applications, these stacked capacitors
have very low ESR and ESL. SMPS series capacitors
offer design and component engineers a proven technology specifically designed for programs requiring highreliability performance in harsh environments.
SMPS series capacitors are primarily used in
i nput/output filters of high-power and high-voltage
power supplies as well as in bus filters and DC snubbers for high-power inverters and other high-current
applications. These capacitors are available in throughhole and surface-mount leads. Operating temperature
is –55°C to +125°C. Typical lead time for the SMPS
capacitors is stock to 15 weeks.
For more information about the SMPS series capacitors, contact AVX Sales & Marketing at (843) 946-0414;
fax: (843) 448-1943; Web site: avxcorp.com.
BCcomponents Strengthens Position in
Axial
Ca pacitors
BCcomponents has strengthened its leading position
in axial capacitors by increasing its production capacity
and launching an extension to its product range of axial
aluminum electrolytic capacitors. These first-time additions include products with larger can sizes up to 30 mm
x 55 mm and voltages up to 500 V, and include the
026/027 ACR axial 105°C elcaps, the 024/025 AMR
axial miniaturized elcaps, and the 022/023 ASR axial
standard elcaps.
The new products extend BCcomponents’ capabilities
in the axials market by offering a wider portfolio of case
sizes and voltages. They will
help meet the
growing demand
for these components in a range
of applications,
including automotive, lighting, domestic appliances
( e. g. , k i t ch e n
equipment), and
consumer devices
( e. g. , t e l e v i s i o n
sets). The capacitors offer the advantages of low
mounting height, high shock and vibration capability,
and very long useful life.
The axial electrolytic capacitors are available taped,
on-reel, or loose in the box. Design-in support and customized versions are also available, on request. Product
information is available online at bccomponents.com.
38
PASSIVE COMPONENT INDUSTRY
Cornell Dubilier Meets Demand for 125°C-Rated
Output Capacitors
DC/DC bricks, as the industry calls the latest modular DC/DC converters, are ubiquitous in the distributed
power architectures
of telecom and computer systems because of their small
sizes—sizes made
possible by everhigher power densities. Typically, the
power density depends on an integrated metal substrate that spreads
the heat and handles the high output currents; spreading the heat
means that all of the components must be rated for
125°C operation.
To meet the demand for 125°C-rated output capacitors, Cornell Dubilier announces the type ESRH SMT
solid polymer aluminum capacitor. The type ESRH is a
technology advance of Cornell Dubilier’s existing type
ESRD and ESRE 105°C-rated solid polymer aluminum
capacitors and has an expected life of more than 10
years in most hot DC/DC converter applications. With
ratings from 68 µF at 8 V to 270 µF at 2 V, the ESRH is
the best available type for DC/DC outputs. It can withstand overvoltages of three-times rated and deliver
peak currents to 60 A. It handles continuous ripple currents of 2 A or 3 A.
The ESRH excels at filtering effectiveness. At the
100 kHz and up switching frequencies of modern
DC/DC converters, the capacitive reactance is negligible,
compared to the capacitor’s ESR, so the ESR sets
the ripple voltage. Since the ESR of the type ESRH is
typically a tenth of the ESR of tantalum capacitor chips
and a third of the ESR of the new polymer tantalum
chips, one ESRH can replace 3–10 tantalum chips and
achieve the same filter effectiveness.
The ESRH is available in OEM quantities, beginning
at $0.34, and ships in 6–8 weeks. For more information,
contact Bob Sevigny at (508) 996-8564 or visit the Web
site at cornell-dubilier.com.
QuadT ech Unveils the Guardian 1 000 Series
Hipot Testers
QuadTech, Inc., formerly GenRad Instruments, has
added three new Hipot testers to its popular Guardian
family of instruments. The Guardian 1000 series features midrange, compact units that readily adapt to a
wide mix of products for electrical safety testing. Additionally, the built-in 8-channel scanner makes these
NOVEMBER/DECEMBER 2001
Newsmakers
units the most comprehensive in their price range for
the production test application market.
Instruments in the 1000 series feature a large LCD
display, which clearly indicates programmed test conditions and the measured results. For protection of both
the operator and
device under test
(DUT), these instruments incorporate fast discharge of the
device after completion of test and
rapid shutdown
in the event of
failure. For added
safety, the Guardian 1000 units include ground fault interruption (GFI) circuits, designed to shut down should
an operator inadvertently come in contact with high
voltage.
The Guardian 1000 series includes three models to
choose from:
• The 1010 AC Hipot Tester performs AC dielectric
withstand tests over a programmable voltage range
from 50–5,000 VDC with a pass/fail leakage current
range from 1 µA to 30 mA.
• The 1030 AC/DC/IR Hipot Tester incorporates all the
features of the 1010 as well as DC hipot testing to 6,000
VDC, with a current range from 0.1 µA to 10 mA, insulation resistance (IR) measurements over the range of
100 kΩ to 50 GΩ,and a programmable test voltage from
50–1,000 VDC.
• The 1030S AC/DC/IR/SC Hipot Tester includes all the
capability of the 1030 plus automatic multipoint highvoltage scanning up to 8 channels, a feature previously
available in much larger instruments at a premium
price. Scanner switching is easily programmed from the
front panel or remotely, via its standard RS232
i n t e rface.
All three models allow the simultaneous display of
total or real current, making it ideal for detailed analysis of capacitive devices and power supplies. Internal
memory provides storage of up to 99 setups with 99
steps over a maximum of 500 memory locations. Besides
the RS232 interface, the instrument also includes a
PLC interface for remote start or pass/fail output.
IEEE-488 and printer interfaces are also available as
an option.
The price for the Guardian 1000 series starts at
$2,695,which includes a NIST traceable calibration certificate and a set of test leads for connecting to a variety of devices.
For more information, contact QuadTech at (800)
253-1230; by fax: (978) 461-4295; or visit the Web site at
quadtech.com.
PPS Film Chip Capacitors Feature Low Dielectric
Absorption
AVX now offers chip capacitors in 1206 and 1210 case
sizes with a new PPS dielectric. Ideal for low-voltage
applications, these capacitors feature low dielectric absorption, superior thermal shock resistance, and capacitance values constant over a wide temperature range.
Designated the PPS CF series, these capacitors are
compatible with both flow
and reflow soldering techniques and offer low ESR
and ESL values.
Applications include use
in automotive navigation
systems, industrial lighting
and power supplies, as well
as in telecom applications,
such as GSM PLL circuits
and ADSL systems.
The PPS CF series capacitors are available in
1206 and 1210 case sizes,
with 1812 in development.
These devices feature capacitance values from
1–100 nF, with tolerances to
±2%. Rated voltage ranges from 16–50 VDC, with operating temperatures ranging from – 55°C to 125°C.
Typical pricing for the PPS CF series capacitors is
approximately $0.10 each in OEM quantities, with lead
times from stock to 12 weeks.
For more information about this product, contact
AVX Sales & Marketing at (843) 946-0414; by fax: (843)
448-1943; or on the Web at avxcorp.com.
Vishay Announces New Tantalum Chip Capacitor
Vishay Intertechnology, Inc., has announced a new,
solid tantalum chip capacitor that features the industry’s lowest equivalent series for its compact size.
The new Vishay Sprague 292D molded, leadless chip
capacitor is optimized for DC –DC power conversion and
noise filtering application in high-end portable systems,
handheld electronics products, and hearing aids.
Featuring a compact 0805 footprint, the 292D is available in two case options, with either a 1.2 mm or 1.5 mm
maximum height profile, allowing higher density circuit
layouts. The new device features wraparound tin terminations and is surface mountable, simplifying the design
and manufacturing process.
Built on Vishay’s proprietary Tantamount® technology, each 292D capacitor provides an ESR rating that is
more than 40% lower than any equivalent device on the
market, with ESR values ranging from 3.5 Ω– 5.0 Ω at
100 kHz. Voltage rating options are 4 WVDC, 6.3 WVDC,
PASSIVECOMPONENT INDUSTRY
NOVEMBER/DECEMBER 2001
39
Newsmakers
and 10 WVDC for devices in both case types, with capacitance levels ranging from 3.3 –33 µF. Capacitance tolerance options of ±10% or ± 20% are available. The devices
are rated for an extended –55°C to +85°C operating temperature range and a derating temperature of +125°C.
For more information on the 292D chip capacitors,
visit Vishay on the Internet at vishay.com.
Vishay’s New , Molded Wirewound Resistor
Vishay Intertechnology, Inc., is now offering a new,
molded wirewound resistor, providing the industry’s
highest derating temperature. Featuring a highly
durable, surface-mount design, the new Vishay Dale
WSC6927 is ideal for use as a power supply bleeder resistor or series-dropping resistor in pulsing applications and voltage divider circuits. These applications
are commonly found in automobile electronic controls,
satellite receivers, instrumentation, home entertainment products, and fixed telecommunications systems.
With a molded thermoplastic encapsulation, the
WSC6927 offers a 3 W power rating at 70°C and derates linearly to 275°C. The new device extends the de-
Aluminum Capacitors
Continued from page 33
plus they gulp down ripple currents up to 50 amps.
Some applications demand a lot from the capacitors. A prime example is bus capacitors driving inverter loads in UPS systems and motor drives. They
typically pull a lot of ripple current from the bus capacitors. In motor drives, for example, it is usual to
size the bus capacitors for ripple current and, in the
process, buy more capacitance than is needed for proper
circuit operation. To improve the value here, capacitor makers are finding ways to handle more ripple
current. Schemes focus on getting the heat out, tolerating the heat, or eliminating the heat. Under the
heading of “getting the heat out,” makers have reduced the thermal resistance between the capacitor
element and the can by such methods as crushing extended cathode foil into the can bottom, modifying the
can to include a hollow core, or winding the element
with a larger arbor hole that assures the element contacts the can. Under the heading of “tolerating the
heat,” higher temperature types rated up to 150°C are
being offered. And under “eliminating the heat,”
electrolytes have been introduced that have driven
the capacitor’s equivalent series resistance down to a
milliohm. It is this last approach that has shown the
most promise, because users resist spending bucks to
40
PASSIVE COMPONENT INDUSTRY
rating temperature by as much as 77%, compared to
competing devices currently on the market, which results in higher power operation at elevated temperatures. The resistor additionally provides a resistance
range of 0.1 Ω–2.6 kΩ and features tolerance options of
± 0.5%, ±1%, and ±5%.
The WSC6927 wirewound resistor measur es
17.53 mm x 6.98 mm, with a 7.11 mm height profile.
As a surface-mount device, it can be used to replace 3 W
axial-leaded components, enabling automatic, highspeed assembly. The resistor also features compliant terminations that eliminate the risk of solder fillet cracking.
The WSC6927’s unique combination of high-temperature performance and a surface-mount package provides manufacturers with a reliable, high-performance
device that streamlines production costs and labor,
which, in turn, means savings for the end-system user.
Vishay also offers a noninductive Aryton-Perry
sound resistor style. The WSN6927 features a resistance range of 0.1 Ω–1.3 kΩ and is identical to the
WSC6927 in size and environmental characteristics.
For more information on the WSC6927, visit Vishay
on the Internet at vishay.com.
implement cooling methods that can take advantage
of getting the heat out. Running capacitors hotter
costs more and feels risky, regardless of maker
a s s u rances.
The optimistic title for this article requires a longer
view. The demand for commodity aluminum capacitors
is down. Compared to last year, sales of miniatures are
off 40% and sales of snap-ins, 30%. And in the first nine
months of this year, sales of snap-ins have continued
down, to 50% of last year’s rate. While sales of large
computer-grade capacitors—the ones greater than 2″ in
diameter—are also down, the sales of the smaller computer-grade capacitors are actually up, making total
computer-grade sales flat for the year. AC motor-start
capacitor sales are also flat for the year. It all says that
our modest recession has walloped the commodity
capacitors, but left the bus capacitors and capacitors in
industrial applications relatively untouched.
The outlook for bus capacitors remains rosy. Aluminum capacitors excel as bus capacitors in motor
drives, UPSs, welders, and power supplies. While large
film capacitors are a threat in some applications, film
capacitors are generally too expensive because, at the
same price point, they deliver less than 10% of the
aluminum electrolytic’s capacitance. So far, there have
been only a few applications where the designers could
get by with only 10% of the capacitance.
NOVEMBER/DECEMBER 2001
TANTALUM CAPACITORS
World Markets, Technologies & Opportunities: 2001-2005
P
aumanok Publications offers a timely new report that analyzes the
global market for tantalum capacitors, including molded and coat
ed
chip capacitors; molded axial,
radial-leaded,
and radial-leaded
dipped capacitors;
and hermetically sealed and wet slug capacitors.
The
study begins with a detailed analysis of the volatile supply chain for tan
talum
ore and tantalum metal powder and wire,
including ore resources and
actual ore shipments from hard rock mining operations and such secondary sources as the Defense Logistics
Agency , processor inventories,
and scrap recycling. It addresses the reality of changes in ore prices under
contract and on the spot market, as well as the ultimate effects of ore
pric ing and the new take-or-pay contracts on the entire capacitor market.
The study follows the supply chain with respect to production and
demand for capacitor-grade tantalum metal powder and wire;
the per ceived monopoly in this segment of the supply chain;
the recent price
increases and the effects of take-or-pay contracts on capacitor manufac
turers. Also detailed are the global tantalum capacitor markets with
respect to global consumption value,
volume, and average unit pricing
trends; ten-year histories for global supply and demand;
monthly ship ments since 1994; demand by configuration,
case size, voltage, and capacitance value; and consumption by end-use market segments and specific
high-growth and high-use product markets,
worldwide. Comprehensive
market share information is given throughout the supply chain,
with
forecasts for ore,
powder , wire, and finished capacitors given for 2002,
with projections to 2005.
Price: US$2,400.00
For More Information, Contact:
Paumanok Publications, Inc.
109 Kilmayne Drive, Suite A • Cary, NC 2 7511, U SA
(919) 4 68-0384 • (919) 4 68-0386 Fax
info@paumanokgroup.com
www.paumanokgroup.com