6 Mounting - Buffalo Abrasives
advertisement

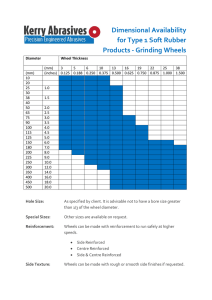
ANSI B7.1-2010 Explanatory Information 6 Mounting (NOT PART OF ANSI STANDARD) 6.1 Inspection E 6.1 Inspection Prior to mounting, all wheels shall be inspected for damage and cracks. Defective grinding wheels are unsafe and must not be mounted. A damaged or cracked wheel might disintegrate while in operation which could result in personal injury. Wheels which show any evidence of cracks, abusive handling or abusive storage shall not be mounted. If any evidence of cracks or other damage is found, the wheel should be destroyed or the information should be reported to the manufacturer and arrangements made for inspection. 6.1.1 Inspection methods E 6.1.1 Inspection methods The user shall visually inspect each abrasive wheel and should apply an additional crack detection test when a suitable test is available. Defects such as broken wheels, chips, and gouges can be detected visually. 6.1.1.1 Visual inspection All wheels shall be carefully inspected visually to make sure that they have not been damaged in transit, handling, storage or from other causes. Cracks in abrasive wheels are frequently not visible to the naked eye. Effective test methods have been developed to detect cracks which are not detected by visual inspection. Two of these methods are the ring test and the vibration test. 6.1.1.2 Ring test E 6.1.1.2 Ring test The ring test depends on the damping characteristics of a cracked wheel to alter the sound emitted when the wheel is tapped lightly. It is subject to interpretation by the inspector and is primarily applicable to vitrified bonded wheels. To perform the ring test, wheels should be tapped gently with a light nonmetallic implement, such as the handle of a screw driver for light wheels, or a wooden mallet for heavier wheels. If the wheel is not too heavy, it may be suspended from the hole on a small pin or finger. (See illustration 69.) Heavier wheels may be allowed to rest in a vertical position on a clean hard floor. Tap wheels about 45° each side of the vertical center line and about 1″ or 2″ from the periphery as indicated by the spots in figures 44 and 45. Rotate the wheel 45° and repeat the test. Illustration 69 87 ANSI B7.1-2010 Tap the wheel gently with a nonmetallic implement such as a wooden screw driver handle for light wheels and a wooden mallet for heavy wheels. The best spot to tap a wheel for the ring test is about 45 degrees either side of the vertical center line and about 1 or 2″ from the periphery. (See figures 44 and 45.) Figure 44 Figure 45 Large, thick wheels may be given the ring test by striking the wheel on the periphery rather than the side of the wheel. A sound and undamaged wheel will give a clear tone. If cracked, there will be a dead sound and not a clear ring and the wheel shall not be used. Limitation: Wheels must be dry and free of sawdust when applying the ring test, otherwise the sound may be deadened. The ring test is not applicable to certain wheels because of their shape or size. Examples are: 1. small wheels (4″ diameter and smaller); 2. plugs and cones; 3. mounted wheels; 4. segments; 5. plate-mounted wheels; 6. inser ted nut and projecting stud disc wheels. 88 If struck directly along the vertical center line, the ring, even in a sound wheel, is sometimes muffled and may give the erroneous impression that the wheel is cracked. This is especially true with large wheels which are supported on the floor when conducting this test. (See figure 45.) Also, it is sometimes noticeable when the wheel is suspended from the hole. It is recommended that the test be repeated after rotating the wheel 45 degrees to the right or left. Apply this ring test immediately before mounting either a new or used wheel on a machine. Comparison of the sound with other wheels of the same lot and specification will allow rejection of any wheel with a suspiciously different ring. ANSI B7.1-2010 6.1.1.3 Vibration test E 6.1.1.3 Vibration test The vibration test is based on the way that loose sand or similar material is distributed on the side of a wheel when the wheel is vibrating. The vibration test can be used either in lieu of or in conjunction with the ring test. The test is applicable to all bond types and is not impaired by ambient noise. To perform the vibration test, an abrasive wheel is set on a test fixture in the horizontal position and coated with a thin layer of fine, dry sand. The wheel is vibrated gently. As the wheel vibrates, the sand granules respond to the vibration energy. If the wheel is cracked, the granules move away from the crack; if the wheel is sound, the granules will continue to be uniformly distributed over the entire surface of the wheel. Perform the vibration test before mounting either a new or used wheel on a machine. The test should be conducted on both sides of the wheel. 6.1.2 Metal centered wheels Steel center abrasive cutting-off and diamond cutting-off wheels with cracks in the metal center shall not be used. 6.2 Spindle speed E 6.2 Spindle speed It shall be determined at time of mounting that spindle speed does not exceed the maximum operating speed marked on the wheel or wheel package. Spindle speed shall be measured at free running speed of the machine. When a partly used wheel is remounted, spindle speed in revolutions per minute may exceed the maximum revolutions per minute marked on the wheel provided the maximum peripheral speed (surface feet per minute), established for the wheel when new, is not exceeded. (See sections 1.2.72, page 8, 1.2.88, page 10, and 1.2.97, page 11, for explanations and calculation of peripheral speed from revolutions per minute. Also, wheel speed conversion table on page 10 may be helpful.) Illustration 70 – Free running speed of spindle being measured with a tachometer 89 ANSI B7.1-2010 6.2.1 Tension speed E 6.2.1 Tension speed It shall be determined at time of mounting a steel centered diamond cutting-off wheel that spindle speed is within +10%/-20% of the tensioned speed marked on the wheel. If the cutting-off wheel is operated at a speed substantially different from the speed it was tensioned for, it will not run true, i.e., it may wobble or flutter. Therefore, the user must operate within the recommended speed range. Failure to do so could cause damage to or failure of the wheel's steel center, leading to serious personal injury. 6.3 Arbor hole size E 6.3 Arbor hole size Abrasive wheels shall fit freely on the spindle and maintain proper clearance under all grinding conditions. The machine spindle or adaptor size must be maintained by the user. Worn or undersize spindles or adaptors can cause an out-of-balance condition, contributing to wheel failure. A controlled clearance between the wheel arbor hole and the machine spindle (or wheel sleeve or adaptor) is essential to avoid excessive pressure from mounting and spindle expansion. Therefore, wheel arbor hole size equal to or exceeding the dimension shown in table 22, page 92, and spindle dimensions shall meet requirements of section 3.3, page 32. Tolerance for the arbor hole for steel-centered diamond cutting-off wheels should be +.002/–.000″ to the minimum size given in table 22, page 92. 6.4 Surface condition E 6.4 Surface condition All surfaces between the wheel, blotters and flanges that come in contact with each other during mounting shall be flat and free of foreign particles. Flanges can be distorted by excessive tightening or burred by dropping and must be inspected each time a wheel is mounted. (See section 5.8, page 80.) Inspection for foreign particles should be made on wheels, blotters and flanges. Presence of foreign particles in these areas can result in uneven mounting pressure against the sides of the wheel causing stresses that can lead to wheel failure. 6.5 Reducing bushings E 6.5 Reducing bushings Reducing bushings shall be specifically designed, properly manufactured and fitted when used in abrasive wheels. The bushing shall fit freely on the spindle and maintain proper clearance under all conditions. Minimum machine spindle size as shown in table 1, page 34, should not be violated. Reducing bushings shall not be used to mount a larger abrasive wheel on a grinder than those for which the grinder was designed. If a reducing bushing is wider than the wheel in which it is used, it will interfere with proper tightening of the flanges against the wheel. 90 The power required to drive a grinding wheel is transferred through the flanges. If this power is partially or completely transferred through the reducing bushing, wheel failure may result. ANSI B7.1-2010 When a reducing bushing is used in the wheel arbor hole, it shall not exceed the width of the wheel and shall not contact the flanges. Loose reducing bushings (not mechanically held) should not be used with wheels less than 1/8″ in thickness. Only an appropriate reducing bushing may be used to compensate for an oversize arbor hole, and substitutes, such as flat shim stock, must not be used. Separate reducing bushings, unless supplied or recommended by the abrasive wheel manufacturer, shall not be used to adapt larger hole abrasive wheels to portable, hand held tools. 6.6 Blotters See section 5.6, page 78. 6.7 Flanges See section 5.1, page 72. 6.7.1 Uniformity of diameter See section 5.4, page 77. 6.8 T i g h te n i n g o f m o u n t i n g n u t a n d screws 6.8.1 Single end nut E 6.8.1 Single end nut The spindle end nut shall be tightened only enough to drive the wheel and prevent slippage. Overtightening of the spindle end nut may spring the flange. A sprung flange can cause stress concentrations which may break the wheel. Under-tightening of the spindle end nut can permit wheel slippage which may result in breakage. The means and procedure recommended by the machine building for tightening the spindle end nut should always be followed. Illustration 71 – The above clearly illustrates the results encountered when the spindle end nut is excessively tightened 91 92 3/8″ 1/2″ 3/4″ 7/8″ 1″ 1 1/4″ 1 1/2″ 1 3/4″ 2″ +.001 +.001 +.001 +.001 +.001 +.001 +.001 +.001 5/8″ 2 1/2″ +.004 3 3/8″ 3 1/2″ 4″ +.002 5″ +.006 6″ DIAMOND and CBN +.001 +.001 +.001 TOOL GRINDING +.002 +.001 +.002 +.002 +.002 +.002 +.002 +.003 +.003 +.004 14″ 16″ 24″ +.005 +.005 +.005 20″ +.001 +.001 +.001 +.001 +.001 +.001 +.001 +.001 +.001 +.001 +.001 +.001 +.001 +.001 +.001 +.001 +.001 +.001 +.001 +.001 +.001 +.001 +.001 +.001 +.001 +.001 +.001 +.001 +.001 +.001 +.001 SURFACE GRINDING Horizontal +.001 +.001 +.001 +.010 +.004 +.004 +.004 +.006 +.006 +.006 +.007 +.010 +.006 +.006 +.006 +.007 +.003 +.003 +.004 SNAGGING Swing Frame +.004 12″ +.010 +.001 +.001 +.001 +.001 +.001 +.001 +.001 +.001 +.001 +.002 10″ +.003 +.003 +.004 8″ SNAGGING Mechanical SNAGGING Portable SNAGGING Floor Stand (Organic) +.001 +.001 +.001 +.001 +.001 +.001 +.001 +.001 +.001 +.001 +.001 +.001 +.001 SAW GUMMING SNAGGING Floor Stand (VIT) +.001 +.001 +.001 +.001 +.001 +.001 +.001 +.001 +.001 OFF HAND INTERNAL +.002 +.002 3″ +.002 +.002 2 3/8″ CYLINDRICAL Centerless Regulating +.001 +.001 +.001 +.001 +.001 +.001 1/4″ +.002 +.001 3/16″ & Under NOMINAL ARBOR HOLE DIAMETER CYLINDRICAL Centerless CYLINDRICAL Between Centers CUTTING-OFF WHEEL END USE Table 22 – Minimum arbor hole sizes in inches ANSI B7.1-2010 ANSI B7.1-2010 6.8.2 Multiple screws E 6.8.2 Multiple screws Multiple screw flanges shall be tightened uniformly to prevent springing of the flanges and to ensure even distribution of mounting pressure over entire surface of the flanges. Flange screws shall be tightened in a crisscross sequence similar to that illustrated in figure 46. Figure 46 illustrates only 6 and 8 screw flanges but a similar sequence can be devised for any number of screws. The gradual tightening of screws on multiple screw type flanges by use of a torque wrench is recommended. The tightening should proceed from one screw to one diametrically opposite and then in a crisscross manner until sufficient pressure is applied uniformly to prevent slippage. Care must be taken to avoid excessive tightening as it may cause springing of the flanges resulting in wheel breakage. Excessive tightening is particularly dangerous if flange screws are tightened when the wheel mount is at operating temperature and then allowed to cool. Spindle contraction during cooling may increase flange pressure. If the resulting pressure is excessive, it will spring the flange resulting in stresses which may break the wheel. The use of impact wrenches to tighten the flange screws on sleeve adaptor flanges is not recommended. This method will cause the first screw to have excessive torque and then every remaining screw likewise. It is an unsafe method to tighten multiple screws. Torque wrenches should be used to tighten screws on multiple screw flanges. Applied torque should not exceed 20 foot pounds unless greater torque is recommend or approved by the machine builder. Screws shall be clean and free running. Screws shall be of such length as to ensure proper clamping of the wheel by the flanges. 1 6 3 4 5 2 Order of Tightening 1-2-3-4-5-6 1 5 8 3 4 7 2 6 Order of Tightening 1-2-3-4-5-6-7-8 Figure 46 – Sequence of tightening screws on multiple screw flanges 6.9 Direction and length of thread on machine spindle See sections 3.3.4 and 3.4.1, page 33. Maximum permissible applied torque is dependent on flange design and material. Since flange properties are determined by the machine builder, his recommendations as to maximum applied torque must be followed. Applied torque of 15 to 20 foot pounds is common with single wheel mounting, however, some exceptionally severe operations require greater torque. Screws must be free of foreign material and threads of screws and tapped holes must be in good condition. Otherwise, equal torque applied on all screws will not provide uniform clamping force. If clean screws are not free running, they must be replaced and/or holes retapped to provide adequate threads. If flange screws are too long, they may bottom in tapped holes resulting in a loosely clamped wheel. If screws are too long, they must be replaced with screws of correct length. 93 ANSI B7.1-2010 6.10 Threaded hole wheels E 6.10 Threaded hole wheels Special consideration must be given to threaded hole wheels of the following types: 6, 11, 16, 17, 18, 18R and 19. When threaded hole wheels are used, as in cups, cones and plugs, the size and mass of threaded hole wheels must be kept within limits which have been found safe by experience for this mounting procedure. The direction of the thread shall be such that to remove the wheel it must be turned in the same direction it rotates when in use. The length of the spindle shall be such that it shall not bottom in blind threaded hole type wheels. With this type of mounting, a relieved back flange must not be used. If made with a relief, it can pull the busing out of the wheel. See illustration 72. Spacers shall not be used between threaded hole wheels and back flanges. Threaded hole wheel mounting should not be used with wheels larger than 6″ diameter. Threads in threaded hole wheels should be of class 2B and should be relieved on the side fitting against the flange so as to allow the wheel to be screwed firmly and flat against the back flange. Illustration 72 – Mounting of threaded hole wheels 6.11 Mounting of abrasive discs (inserted nut, inserted washer and projecting stud type) E 6.11 Mounting of abrasive discs (inserted nut, inserted washer and projecting stud type) Machine face plate (steel disc wheel) and mounting surface of the wheel shall be flat and free of foreign particles. For other requirements for mounting abrasive discs see section 3.9, page 39. 6.12 Mounting of plate mounted type wheels Machine face plate (steel disc wheel) and mounting surface of the wheel shall be flat and free of foreign particles. For other requirements for mounting plate mounted t ype wheels see section 3.10, page 41. 94 Illustration 73 – An inserted nut type abrasive disc showing proper mounting ANSI B7.1-2010 6.13 Safety guards E 6.13 Safety guards At the completion of wheel mounting and prior to starting the wheel, the safety guard shall be secured in place. The safety guard shall be inspected for condition and adjustment. All safety guard fasteners shall be in place and properly tightened. (See section 4.1, page 50, for full information and exception.) Illustration 74 – A band-type guard used with Type 11 cup wheel 6.14 Mounted wheels E 6.14 Mounted wheels Machine speed shall be set and measured to make certain that it does not exceed the maximum operating speed for the mounted wheel as used. Since the overhang “O” of the mandrel of a mounted wheel is a factor in determining the maximum allowable operating speed, care should be taken to assure that the overhang conforms to the limitations shown in section 10, page 117. (See table 23, page 99 and tables 26 through 34, pages 121-131, for explanation.) 6.14.1 Mounted wheels on portable air grinders The wheel mandrel shall be inserted to the full depth of the gripping jaws of the grinder collet. (See section 10, page 117.) Illustration 75 – Dimension “O” indicates overhang of the mandrel 95 ANSI B7.1-2010 6.15 Types 27, 28 and 29 wheels E 6.15 Types 27, 28 and 29 wheels Types 27, 28 and 29 wheels shall be mounted with adaptors or flanges as specified in sections 5.1.2.2 and 5.1.2.3. The specially designed adaptors described in section 5.1.2.2 shall be used to mount only Types 27, 28 and 29 reinforced organic bonded wheels. Types 27, 28 and 29 wheels are designed for use on right angle head or vertical spindle portable grinders. Type 27 wheels with flat outer area are suited for notching and cutting operations as well as flat area grinding. Type 28 wheels with a saucer-shaped outer area are suited for corner cleaning work and must not be used for notching and cutting operations. The variance in diameter between the back flange and the adaptor nut and use of side pressure in wheel operation limit the use of this mounting to reinforced organic bonded wheels. Flanges and adaptors shall be checked for flatness of bearing surface. Sprung or warped flanges or adaptors shall not be used. Mounts which are affixed to the wheel by its manufacturer shall not be reused. At the completion of mounting, a safety guard shall be in place between the wheel and the operator position. (See section 4.2.2.3 and figure 13, page 53.) 6.16 Type 27A wheels It is important when mounting Types 27, 28 and 29 wheels that proper contact is made between the wheel and the back flange. Flanges must be checked for flatness since a warped or sprung flange will cause vibration and possible wheel failure. See section 5.1.2.1, page 74. When these wheels are supplied with a throwaway type mount attached by the manufacturer, the mount must not be reused. 6.17 Type 2 cylinder wheels E 6.17 Type 2 cylinder wheels Type 2 cylinder wheels have diameter, wheel thickness and rim thickness dimensions. Grinding is performed on the rim surface. The wheel is chucked or cemented directly to the machine face plate which is securely attached to the machine spindle. The machine face plate shall be flat, concentric and at a 90° angle as mounted to the machine spindle. Cylinder wheels shall be used only on machines equipped with band type safety guards that conform to general specifications outlined in section 4.3.14, page 66. Minimum thickness of machine face plate is the same as that shown for disc wheels in table 2, page 39. Illustration 76 – Examples of Type 2 cylinder wheels 96 ANSI B7.1-2010 6.18 Segments E 6.18 Segments Segments individually chucked in suitable holding mechanisms to form a grinding unit shall be mounted in a manner prescribed by the manufacturer of the chucking device. The safety guard should conform to that used for cylinder wheels. (See section 6.17 and specifications outlined in section 4.3.14, page 66.) Some shapes are designed to be chucked at one end for the entire segment life. These tend to flare outward due to centrifugal force if improperly mounted. To prevent this, it is recommended that two retaining bands be used with these segments during operations. As the segments wear, each band should be removed to avoid interference with the work. Newly mounted segments used in chucks which are not designed to downfeed through the chucking device should be securely mounted with two equally spaced retaining bands. See illustration 78. Illustration 77 – A segmental wheel assembly Illustration 78 97