ecs information section
advertisement

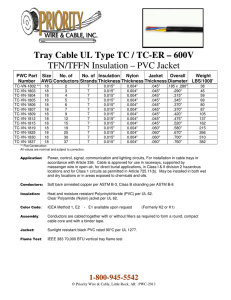
E.C.S. INFORMATION SECTION Issued 06-01-07 UNDERGROUND SPLICES AND TERMINATIONS Section WST00 Page 1 of 1 INDEX SECTION WST01: GENERAL ELECTRICAL STRESS ON PRIMARY CABLE ………………………… Page 1 CAUSES OF FAILURES ………………………………………………….. Page 2 GROUNDING OF BUSHINGS, PROTECTIVE CAPS AND ELBOW TERMINATORS ……………………………………………………………. Page 2 3M COLD-SHRINK CABLE JACKET SEAL KITS ……………………… Page 3 SECTION WST02: TAPES DESCRIPTION AND APPLICATION ……………………………………. Page 1 SECTION WST03: CABLE END PREPARATION REMOVAL OF JACKET …………………………………………………… Page 1 REMOVAL OF INSULATION TO EXPOSE CONDUCTOR …………… Page 1 REMOVAL OF SEMI-CONDUCTING INSULATION SHIELD ………… Page 2 CLEANING CABLE ……………………………………………………...... Page 2 SECTION WST04: ELBOWS GENERAL ………………………………………………………………….. Page 1 APPLICATION ……………………………………………………………… Page 2 INSTALLATION OF 600A ELBOW TERMINATORS ………………….. Page 3 PRECAUTIONS ……………………………………………………………. Page 5 OPERATION AND MAINTENANCE …………………………………….. Page 5 PARTIAL VACUUM FLASHOVERS …………………………………….. Page 5 SECTION WST05: SPLICES PRIMARY CABLE SPLICES ……………………………………………… Page 1 E.C.S. INFORMATIONAL SECTION Issued 06-01-07 UNDERGROUND SPLICES AND TERMINATIONS Section WST01 Page 1 of 3 GENERAL 1. ELECTRICAL STRESS ON PRIMARY CABLE a. Dielectric Stress Concentric neutral cable consists of a conductor, conductor or strand shield, insulating medium, insulation shielding and a shield drain (neutral) assembly. The design of the cable using these elements is primarily based on the control of the two types of electrical stresses which are radial within the insulation wall and on its surface. These dielectric stresses are dependent on the voltage gradients between the conductors and can be represented as flux lines and equipotential lines. 1) Figure 01-1 Flux Lines represents the flux lines, radial stress on a cross-sectional plane. These stresses diminish in intensity as the lines diverge and approach the ground electrode outer shield. Maximum stress occurs at the conductor shield. 2) Figure 01-2 Equipotential Stress Lines represents equipotential lines which are points of equal stress magnitude at a constant distance from the conductor: The highest stress level is closest to the conductor and is zero at the outer surface of the insulation. Figure 01-1 Flux Lines Figure 01-2 Equipotential Stress Lines b. Theory of Stress Control When Splicing and Terminating It is obvious that every cable run must have two ends. The shielded power cable has a conductor which is energized at line potential and a grounded shield separated from the conductor by a relatively thin wall of insulation. This distance is so small that the voltage would cause flashover from conductor to shield at the cable ends if the cable was energized. Therefore, when the cable is terminated, it is necessary to remove the shield from the proximity of the conductor. When the shielding is removed from the insulation, there is a considerable change in the dielectric field. The radial and longitudinal stresses are no longer completely controlled by the shield. The result is a concentration of these stresses at the termination of the cable shield. This concentration of stress results in the dielectric strength of the cable system being minimized at this point. This could result in dielectric failure unless measures are taken to control the stress and reduce it to tolerable limits. Section WST01 Page 2 of 3 E.C.S. INFORMATION SECTION GENERAL Issued 06-01-07 UNDERGROUND SPLICES AND TERMINATIONS Methods for controlling and reducing this stress are referred to as stress relief. One method of accomplishing this is to gradually increase the wall thickness of the insulation beyond the termination of the cable shield. This insulation build-up is shaped in the form of a cone. The cable shielding is then extended up the surface of the cone and terminated at a point of increased insulation thickness over that of the original cable. The stress concentration is thereby reduced to an acceptable level. Another method is the use of high dielectric materials which reduces the stress concentration at the end of the shield, without increasing the insulation thickness. Stress relief can be constructed with hand applied insulating and conducting shielding tapes, heat-shrinkable or cold-shrinkable materials, or with factory molded devices. 2. CAUSES OF FAILURES Following are common causes of failed splices and terminations: • Contamination from dirt, moisture or petroleum products • Not removing semi-conducting insulation shield layer from insulation • Inaccurate dimensioning • Improper cleaning of insulation (use of conducting solvents or abrasives) • Nicks in insulation or improper tapering (penciling) • Leaving jagged shield edges • Sharp burrs left on conductor or connector • Sharp bending at or near splice or termination • Improper or loose connections or broken strands • Gaps or voids left at junction with cable components • Improper taping • Noncompatible materials NOTE: Be sure to tie the concentric neutral wires of primary cable as close to the cable termination device as possible to prevent failures due to cable tracking. Tie the concentric neutrals with one of the neutral wires. DO NOT USE TAPE as it adds unwanted resistance to the ground path. 3. GROUNDING OF BUSHINGS, PROTECTIVE CAPS AND ELBOW TERMINATORS To eliminate concerns with corona, follow the grounding tab instructions that come with padmounted equipment and rubber-molded cable termination accessories. Corona is the result of voltage differences between parts of the system. A "static" charge builds up on the outside insulating layers of all devices operating at higher voltages, such as on our primary distribution systems. A drain wire connecting these outside layers bleeds off this charge. If drain wires are not provided, the charge will build and, under moist conditions, will bridge air gaps resulting in corona. Corona is sometimes visible as a blue light, and usually creates radio interference. Issued 06-01-07 E.C.S. INFORMATION SECTION UNDERGROUND SPLICES AND TERMINATIONS Section WST01 Page 3 of 3 GENERAL Also, if left to continue for long periods of time, part of the corona discharge will erode the surfaces it travels over, especially those of rubber and plastic. Our distribution cables, elbows, protective caps and bushings have an outer surface that is rubber or plastic, impregnated with semiconducting carbon. This outside surface will conduct small charges to the drain or neutral wires. The grounding tabs and drain wires are designed to keep the discharge currents very small, thereby eliminating the problem. 4. 3M COLD-SHRINK CABLE JACKET SEAL KITS There are two methods of installing these seals that are used around the company. There are separate instruction sheets enclosed in the kit for each method. The diagrams shown on the first page of each set can quickly identify the proper instructions. The 3M standard instruction sheet shows the neutral wires folded back over the outer cable jacket and the seal applied over the neutral wires and the cable semi-conducting insulation shield. The "non-foldback neutral wire sealing" instruction sheet details how to install the seal without bending the neutral wires back over the jacket. This method is used when the outer jacket is stripped back to make the cable more flexible. In this case, the neutral wires are left in position against the cable semi-conducting insulation shield. The seal is slid over the cable and down to the jacket with the lower part of the seal covering the end of the jacket while the upper part seals over the neutral conductors. (END) Issued 08-01-08 E.C.S. INFORMATION SECTION UNDERGROUND SPLICES AND TERMINATIONS Section WST02 Page 1 of 2 TAPES 1. DESCRIPTION AND APPLICATION This section covers the description and application of certain tapes on underground distribution cable. a. Electrical Tape (Item ID 109499) A black vinyl (PVC) electrical tape specifically designed for application in cold weather. Used frequently as a protective outer covering (re-jacketing) on spliced low and medium voltage power cables and terminations because of its resistance to acids, alkalines, salt, etc. DO NOT APPLY IT DIRECTLY OVER SEMICONDUCTING SHIELDS SINCE THE ADHESIVE CAN ADVERSELY AFFECT RESISTIVITY. Also used for insulating wire and cable splices and terminations rated 600V maximum. Minimum application temperature is 0°F (18°C) and maximum operating temperature is 220°F (105°C). b. Rubber Shielding Tape (Item ID 104284) EPR-based semiconducting self-fusing rubber tape utilized over spliced connectors on medium voltage power cable to provide a continuation of the extruded conductor shield and to round out connections to terminal lugs. Also the tape provides continuation of the insulation shield across medium voltage (taped) splices and to the apex on conventional (taped) stress cones. The tape, rated 266°F (130°C), has stable conductivity over a wide temperature range and is compatible with PE, XLPE, EPR, PVC, butyl and oil-based rubber insulated cables. c. Rubber High-Voltage Insulating Tape (Item ID 109990) Self-fusing, corona resistant, 266°F (130°C) rated EPR-based tape for use on bus bar, electrical connections and all extruded solid dielectric insulated cables (PE, XLPE, EPR, PVC, butyl rubber). Provides insulation up to 69 kV, as well as moisture sealing and jacketing of splices, terminations, connections, etc. d. Track-Resistant Tape (Item ID 105606) Self-fusing, silicone-rubber, track-resistant tape used as an overwrap to convert stress cone terminations to outdoor service. Also used to provide track-resisitant finish on contaminated indoor locations. Suitable on all types of cable. e. Sealing Tape (Item ID 122346) All weather, black, mastic, self-fusing, rubber sealing tape for molding around irregular shapes to provide moisture and corrosion protection. Continuous operating temperature rating of 194°F (90°C) with overload rating of 266° F (130°C). Should be overwrapped with vinyl electrical tape Item ID 109499. f. Friction Tape (Item ID 102837) Black, friction, general purpose tape for overwrapping low voltage splices, etc. Section WST02 Page 2 of 2 E.C.S. INFORMATION SECTION TAPES Issued 08-01-08 UNDERGROUND SPLICES AND TERMINATIONS g. Marking Tapes (See List Below) Colored tapes for temporarily marking measurements, etc., when splicing and terminating cable. DO NOT LEAVE THIS TAPE ON THE CABLE. Color Item ID White 109934 Brown 107421 Orange 105467 Yellow 100915 Red 104776 Blue 109326 Green 120588 h. Fire and Electric Arc Proof Tape (Item ID 109566) The formulation of 77 Tape allows the manufacturing of an unsupported elastomer that expands in fire to provide a thick insulating firewall between the cable and fire. It is thin, flexible and conforming, wrapping easily around irregularly-shaped accessories. It is self extinguishing and arc resistant. (END) Issued 06-01-07 E.C.S. INFORMATION SECTION UNDERGROUND SPLICES AND TERMINATIONS Section WST03 Page 1 of 3 CABLE END PREPARATION These guidelines are for preparing underground cable ends for splicing and terminating. These guidelines serve to supplement, but should not replace the manufacturers’ instructions for splices and terminations. 1. REMOVAL OF JACKET For increased flexibility and reduced stress at the point of termination, the jacket may be removed an appropriate distance from the end of the cable. Use the cable jacket stripper/banana peeler tool (Item ID 106764) to make a 360° ring-cut in the jacket. Then make a straight-cut from the ring-cut to the end of the cable. At a 3-4 inch distance from the end of the cable, use a hook knife to cut completely through the jacket to the concentric neutral. Spread the jacket and install the stripping wedge between the jacket and the concentric wire. Push the wedge to the 360° ring-cut, making sure the wedge does not travel under the concentric wire. Peel the jacket to expose concentric wires. ALTERNATIVE Our primary underground distribution cable specification was revised in 2004 to require two (2) Kevlar nylon threaded rip cords embedded under the jacket, spaced 180-degrees apart* and running longitudinally along the entire length of the cable. The Standards Advisory Team unanimously recommended adding this requirement to make the jacket easier and safer to strip off when making splices or terminations. The team also recommended keeping the requirement for the water-swellable powder under the cable jacket (introduced in 2003). The jacket must be cut back far enough from the end of the cable to expose the rip cords. Once exposed, use needle-nose pliers to grip and pull (or rip) the nylon cords through and thereby splitting the jacket. The jacket can then be peeled off to the length desired. *Note: The manufacturing plant’s ability to keep the two rip cords 180–degrees apart the entire length of the cable is impractical. The reason for this is that the rip cords may get caught on the concentric neutral wires in the process of laying them on the cable, causing them to spiral around the outside. Keep this in mind when locating the rip cords for jacket stripping. The Standards Advisory team was aware of and experienced this during the cable field trials, but did not find it to cause significant problems. 2. REMOVAL OF INSULATION TO EXPOSE CONDUCTOR Clamp the end of the cable in the speed stripper tool (Item ID 101816). Then visually check and adjust the depth of the blade to avoid nicking the conductor. Make a spiral-cut to the distance required in the manufacturer’s instructions. At this point, move the blade from spiral to square-cut and make a 360° ring-cut. Wire brush the conductor before removing the semi-conducting shield to prevent contamination of the insulation. Section WST03 Page 2 of 3 E.C.S. INFORMATION SECTION CABLE END PREPARATION Issued 06-01-07 UNDERGROUND SPLICES AND TERMINATIONS 3. REMOVAL OF SEMI-CONDUCTING INSULATION SHIELD Starting at the manufacturer’s required distance, install the semi-conductor stripping tool (Item ID 102977) onto the cable. Start with a square-cut and make a 360° ring-cut. Use a little silicone grease on the blade to aid a smooth and quality cut. Adjust the tool to the spiral-cut setting and rotate the tool to the end of the cable. Caution: Make sure the blade depth is properly set to prevent scoring the insulation. Caution: Install the tool so when it is changed from a straight to a spiral-cut style, the spiral-cut will travel to the end of the cable. Carefully remove the semi-conductor from the insulation by using a small needle-nose pliers. Be careful not to damage the insulation. After the semi-conducting shield has been removed, check for nicks and cuts by running your thumbnail along the surface of the insulation. See Cable Cleaning Method 2 if nicks or cuts are detected. 4. CLEANING CABLE Minor scratches on the insulation must be buffed. Cuts or gouges into the insulation necessitate removal of insulation to that point and restarting. All conducting material must be removed from the creepage area. Do not loosen remaining shield beyond the cut-off point either by allowing flaring or by solvent flowing under the shield. Make cuts square, trim away raveling or jagged edges. Utilize Cleaning Methods 1 or 2 outlined below, as appropriate, for cleaning the exposed insulation surface after having removed the cable jacket and/or the semi-conducting insulation shield. Method 2 may be required if a line or mark is left on the surface of the insulation when removing the semiconducting insulation shield. a. METHOD 1 - Solvent Wipe 1) After removing the semi-conducting insulation shield, clean the finished insulation surface by wiping it with a clean, lint-free, dry cloth (Item ID 122096) which has been moistened with the standard approved cable-cleaning solvent (Item ID 120377). a) Rub briskly over the entire insulation surface. TAKE CARE not to get the solventmoistened cloth in contact with the semi-conducting shield. The solvent will dissolve and extract some of the semi-conducting filler (carbon black) material, smearing it over the insulation surface. b) Repeat the cleaning operation, using fresh clean sections of the cloth, until it comes away clean after the final wiping. 2) Allow the surface to dry before proceeding with the splice or termination, being sure to protect the prepared cable from contamination. Issued 06-01-07 E.C.S. INFORMATION SECTION UNDERGROUND SPLICES AND TERMINATIONS Section WST03 Page 3 of 3 CABLE END PREPARATION b. METHOD 2 - Abrasive Wipe When the semi-conducting insulation shield is peeled from the insulation, a fine mark or line may be left on the insulation surface. If these marks occur, they can be easily removed as follows: 1) Lightly sand the surface in a circumferential motion with a NON-CONDUCTING 120-grit abrasive cloth (Item ID 105514). CAUTION: CONDUCTIVE, METALLIC GRIT CLOTH, SUCH AS ALUMINUM OXIDE, MUST NOT BE USED! 2) Follow-up and complete the abrasive wipe with the solvent wipe from METHOD 1. (END) Issued 08-01-08 E.C.S. INFORMATION SECTION Section WST04 Page 1 of 6 UNDERGROUND SPLICES AND TERMINATIONS ELBOWS 1. GENERAL a. 200A Elbow/Bushing Well System ELBOW 1-1. Creep path integrity at the cable-elbow interface. 1-2. Stress relief. 1-3. External shield. 1-4. Internal shield. 1-5. Creep path integrity at the bushing elbow interface. 1-6. Electrical circuit. 1-7. Voltage test point 18. Grounding point. BUSHING 2-1. Creep path integrity. 22. Electrical circuit. 2-3. Creep path integrity. 2-4. External shield. BUSHING WELL"FLOWER-POT" 3-1. Creep path integrity. 3-2. Conductive rubber ring. 3-3. Stainless steel flange and hold-down brackets. 3-4. Electrical circuit. Figure 04-1 Elbow/Bushing Well System b. Rating for 200A Elbow Terminators Description 15KV Elbow Terminators 25KV Elbow Terminators Standard Voltage Class 15 kV 25 kV Maximum Phase-to-Phase 14.4 kV 26.3 kV Maximum Phase-to-Ground 8.3 kV 15.2 kV Basic Insulation Level (BIL) 95 kV 125 kV Continuous Load 200A rms 200A rms Switching 10 operations at 200A/14.4 kV 10 operations at 200A/26.3 kV Fault Closure 10,000A rms symmetrical at 14.4 kV for 0.17 secs. 10,000A rms symmetrical at 26.3 kV for 0.17 secs E.C.S. INFORMATION SECTION Section WST04 Page 2 of 6 ELBOWS Issued 08-01-08 UNDERGROUND SPLICES AND TERMINATIONS 2. APPLICATION The following table lists the correct elbow terminator and spare parts to use for the specified conditions. Table 04-1 200A ELBOW TERMINATORS Cable Size Voltage Rating Cable #2 Solid Item ID Elbow Bushing 15 kV (2) Probe 109110 15 kV 103969 Connector None 108995 (1) 25 kV #1 Solid and #2 Stranded 121179 100269 15 kV 1/0 25 kV 100340 150723 15 kV 106450 3/0 102867 103203 108995 15 kV -----25 kV 123567 102332 15 kV 103203 108995 4/0 104033 103485 25 kV 25 kV 600A ELBOW TERMINATORS Cable Size Voltage Rating Cable Bushing 1/0 108524 (3)(4)(5) Item ID Elbow (2) 120537 15kV 15kV 25 kV 25 kV 102998/(121764)* 4/0 125113 500 kcmil 15 kV 15 kV 104989 102142/(120002)* 103021 125114 1000 kcmil 25 kV 25 kV 15 kV 15 kV 109459 120758 125115 25 kV 25 kV 120302 For Maintenance only on 220 mil insulated cable. Source: Alliant Electrical Standards Created: 10-94 Revised: 03-05 103203 Issued 08-01-08 E.C.S. INFORMATION SECTION UNDERGROUND SPLICES AND TERMINATIONS Section WST04 Page 3 of 6 ELBOWS NOTES: (1) For #1 solid or #2 stranded 15 kV cable to a 25 kV bushing application, use 25kV elbow terminator Item ID number 150723, or replace the 25 kV bushing with a 15 kV bushing and use 15 kV elbow terminator Item ID 103969. (2) Do not place a cable with a smaller insulation diameter than the elbow terminator is designed to accommodate. The resulting air gap between the cable insulation and the elbow stress relief layer will cause a premature failure due to arcing and tracking along this interface. (3) 600 A Elbow terminators include the following items: • T-Body Elbow Housing with Test Point • Cable Size Adapter • Aluminum Conductor Connector • 200 Amp Insulating Protective Cap with Ground • 200 Amp Loadbreak Aluminum Tap Plug • Tin-Plated Aluminum or Copper Alloy Equipment-Bushing Connection Stud (4) A 200A elbow terminator or arrester may be installed on the 200A tap plug interface. When this is done, return the 200A insulating protective cap to stock under Item ID 105193 (if 25 kV) or Item ID 101546 (if 15 kV). (5) Installing Tool (Elastimold) The hex installing tool is designed to shear at the ring-cut when the recommended installing torque is reached. The hex rod can then be used for removal of the elbow assembly should disassembly be required in the future. If reassembly is attempted with a hex rod (missing the ring-cut), the recommended installing torque must be applied to assure a reliable connection. 3. INSTALLATION OF 600A ELBOW TERMINATORS There are two brands of 600A elbow terminators on standards. The basic difference between the two brands is how they connect to the apparatus bushing. The Cooper assembly uses an internal nut that threads onto a stud that is pre-installed in the apparatus bushing. The Elastimold elbow has an internal bolt that threads directly into the apparatus bushing. The installation of both the Elastimold "Stick-Op" and the Cooper "T-OPII" elbows are summarized below. a. COOPER "T-OPII" INSTALLATION SUMMARY 1) Cut back the cable jacket, semicon and insulation from the cable end following the elbow manufacturer's instructions and the guidelines found in ECS Information Section WST03, Splices and Terminations - Cable End Preparation. 2) Install the cable jacket seal (not part of the elbow kit) on the cable, lube the cable insulation and the inside of the elbow's cable adapter and install on the cable. Then place the threaded eye compression connector on the conductor. Align the connector with the eye facing the bushing and crimp. 3) Lube the t-body and exterior of the cable adapter and slide the t-body over the connector and cable adapter. E.C.S. INFORMATION SECTION Section WST04 Page 4 of 6 ELBOWS Issued 08-01-08 UNDERGROUND SPLICES AND TERMINATIONS 4) Insert a 5/16" t-wrench tool into the Load Reducing Tap Plug (LRTP), insert the LRTP into the t-body and carefully engage the threaded eye of the conductor connector using the alignment segment on the end of the LRTP. 5) Turn the t-wrench (LRTP will turn with wrench) until positive stop is felt. Continue turning until the shear pin breaks (the alignment segment may fall out before the pin shears) and wrench turns freely. The LRTP is now fully seated against the connector. Remove the alignment segment if it has not come off and out. 6) Remove the t-wrench from LRTP and insert a 5/16" hex torque tool. Push lubed t - body / LRTP assembly onto the lightly lubed apparatus bushing. Carefully engage threads of LRTP nut with stud threads. Tighten until 20-25 ft-lb of torque is achieved. Remove torque tool and install insulated cap on LRTP. Attach insulated cap and elbow body drain wires to ground. b. ELASTIMOLD "STICK-OP" INSTALLATION SUMMARY 1) Installation order is the same as the Cooper elbow until mounting onto the apparatus bushing (1-5 above). However, a 3/8" t-wrench or an Elastimold 600AT tool is required to install the LRTP in the t-body elbow and onto the threaded eye conductor connector. It is not necessary for the LRTP to turn while being threaded onto the conductor connector. 2) The "Stick-Op" assembly does not require a stud in the bushing, remove the bushing stud if the apparatus is so equipped. 3) Insert a 5/16" hex torque tool or Elastimold 600AT torque tool into the LRTP and engage the free turning bolt. Push the lubed t-body / LRTP assembly onto the lubed apparatus bushing. Carefully engage threads of LRTP bolt with internal threads of the bushing. Tighten until proper torque is achieved (20 ft-lb or until 600AT tool slips). Remove tool and install insulated cap on LRTP. Attach insulated cap and elbow body drain wires to ground. c. TOOLS Tool Cooper (Item ID) Elastimold T-Wrench 2637659B03 (105167) Included with kit 5/16 ” Hex Torque Tool 2637686B02M (109511) N/A 5/16 ” – 3/8 ” Torque Tool None 600AT Issued 08-01-08 E.C.S. INFORMATION SECTION UNDERGROUND SPLICES AND TERMINATIONS Section WST04 Page 5 of 6 ELBOWS 4. PRECAUTIONS a. Always follow the manufacturer's installation instructions. b. On all elbow terminator installations, one strand of the concentric neutral should be fed through the eye of the elbow, located at the base of the terminator throat, and connected to ground. This serves to bleed off any leakage current that may exist on the molded surface. c. Use silicone grease Item ID 109464 when mating with a bushing insert. Do not use Item ID 120734 as it does not have the dielectric properties required. d. The following information is edited from a "RESCO LINES" ARTICLE: Misapplications and excessive application of silicone grease are major causes of connector failures on underground molded rubber and epoxy products. Sometimes silicone grease is applied to threaded areas (such as is on a loadbreak elbow probe) which puts an insulator between two conductors. The grease will get caught in the threads making full installation difficult. When the circuit heats up, the grease will flow out of the threads and (since the probe will not be completely torqued) the resulting loose connection will overheat and eventually fail. Silicone grease should be used only as an aid in easier installation. All surfaces must be thoroughly coated with a thin film so that they look shiny. A white appearance indicates excessive application. Excessive grease tends to push back and increase assembly forces, such as in the case of over-lubricating an elbow/bushing interface. The proper amount of lubricant will keep the rubber components from bonding to each other. 5. OPERATION AND MAINTENANCE a. Relubricate bushing inserts and elbow terminators every time they are operated and the system is de-energized. b. If a fault is closed in on with an elbow terminator, changeout the bushing insert and the elbow terminator probe. Inspect the cable, and the elbow terminator connector and inside housing. If there is visible carbon tracking, these should also be replaced. 6. PARTIAL VACUUM FLASHOVERS a. PROBLEM In the late 1980's users of 25kV and 35kV (200A) loadbreak elbows and insulating caps began reporting incidents involving flashovers during switching operations. Study of this flashover problem proved to be very difficult. The problem was intermittent in nature and was not easily reproduced in the laboratory. After extensive field and laboratory study, a number of common factors were discovered that contribute to the increased likelihood of these flashovers: Lightly loaded or unloaded circuits Higher voltages (25kV and higher) Cold temperatures (usually below 40° F) Breaking of load, not during closing (i.e., removing at elbows from, not installation of elbows onto bushings) Sticking of elbows or caps during removal from bushings Section WST04 Page 6 of 6 ELBOWS E.C.S. INFORMATION SECTION Issued 08-01-08 UNDERGROUND SPLICES AND TERMINATIONS The cause of the flashovers was determined to be the creation of a partial vacuum within the elbow or cap. The partial vacuum causes a decrease in the dielectric strength of the air along the interface of the probe and bushing insert. The decrease in dielectric strength is enough to intermittently allow the energized probe to flashover to the bushing. Flashovers occur early in the operation with an elbow or cap movement of an inch or less. Evidence includes pitting and arcing on the upper end of the probe. b. SOLUTION All 25kV, 200A elbows and caps, have been changed to the "Posi-Break" design, manufactured by Cooper Power Systems. The Posi-Break elbows and caps have an insulating sleeve over the threaded end of the probe and an insulating layer over the conductor shield within the elbow/cap cavity. This increases the flashover distance by 65%, which has eliminated all flashovers in laboratory and field tests. Most of the other Wisconsin utilities utilize these elbows and caps on their 25kV class systems. Note: this change does not affect any 15kV system components. c. IDENTIFICATION A yellow/black/yellow band identifies elbows and caps as having the Posi-Break design, as well as three-phase switching and fault close capabilities. Posi-break elbows and caps are compatible with all bushing products (types and vintages). (END) Issued 06-01-07 E.C.S. INFORMATION SECTION UNDERGROUND SPLICES AND TERMINATIONS Section WST05 Page 1 of 2 SPLICES 1. PRIMARY CABLE SPLICES a. Preformed (Premolded) Splice Design Preformed splices, apparatus connectors and other cable accessories are, in essence, an extension of the stress cone design. In general, they consist of separable products that are joined by mating surfaces with an interference fit. Each contain stress relief to which external shielding, insulation and connector shielding have been added. The understanding of these products and their designs can best be illustrated by the straight splice (see Figure 05-1 Straight Splice). In the preformed splice, the design is predetermined and stress control is achieved by the principle referred to as connector shielding. The connector shield is a conductive rubber insert that extends over the connector area and onto the cable insulation. The insert is energized at line potential. The conducting parts are completely surrounded by an internal conductive rubber sleeve which is smooth and symmetrical and eliminates corona caused by trapped air. In effect, it removes electrical stress from all air in the system and confines this electrical field to the insulating material between the two conductive portions. Thus, excellent electrical strength and corona characteristics can be achieved. The inside diameter of the connector housing is made slightly less than the diameter of the cable to which it is applied to effect an interference fit. When the rubber housing is pushed into place, the elastomer is expanded and exerts a uniform 360° pressure on the cable insulation. This produces a water seal between the cable and housing and significantly increases the electrical strength of the creep path between the conductor and the external shield. It should be further noted that the elastomeric properties of the rubber housing allow it to expand and contract as the cable thermal cycles, constantly retaining 360° pressure. Figure 05-1 Straight Splice E.C.S. INFORMATION SECTION Section WST05 Page 2 of 2 SPLICES Issued 06-01-07 UNDERGROUND SPLICES AND TERMINATIONS b. Application The following table lists the correct splice to use for various situations: Table 05-1 PRIMARY CABLE SIZE 15 KV #2 Solid 25 KV -- SPLICE FOR GIVEN RATED CABLES(1) 15 kV to 15 kV (2) 109318 15 kV to 25 kV 25 kV to 25 kV -- -- (2)(4) #2 Solid-1/0 Stranded -- 1 05574 1093 18 (2)(4) -- -- 1/0 -- 105574(2) -- -- 150339(7) 104817(3) -- -- -- 150340(7) -- 103241(2) -- 107120(3) (6) 103688 #1 Solid and #2 Stranded #1 Solid 3/0 -- 3/0 4/0 4/0 4/0 300 kcmil 500 kcmil -- 125120(5)(8) -- 500 kcmil 500 kcmil 109393(6) 100266(2) 125120(5) 125120(5) 1000 kcmil 1000 kcmil 109306(5) -- 125121(5) 104397(6) Source: Alliant Electrical Standards Created: 10-94 Revised: 03-04 NOTES: (1) See ECS Cable Accessory and Maintenance Sections for specific accessories required. (2) Pre-molded splice kits complete with splice body, rejacketing tube, and connectors for conductor and concentric neutrals. (3) Premolded splice kit includes splice body and conductor connector. Rejacketing sleeve (Item ID 100486) and connector for concentric neutrals must be ordered separately. Replace connector included in kit with transition connector Item ID 106887. Cold-shrink splice kit includes rejacketing tube and connectors for conductor and concentric neutral. (6) Premolded splice kit includes splice body and conductor connector. Concentric neutral connector must be ordered separately. These splices are for use on nonstandard unjacketed cable installations. (7) Cold-shrink splice kit includes rejacketing tube and conductor transition connector. Rejacketing tube must be installed to protect silicone rubber splice body in direct-buried applications. (8) Replace connector included in kit with transition connector Item ID 120325.